











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. INTRODUCIÓN
El edificio comercial Brookfield Century Plaza (Figura 1), ubicado en el barrio Alphaville, en São Paulo, Brasil, se proyectó apoyado en dos grandes zapatas de hormigón. Cada una mide 28.4m x 18.6m por 4.5m, de altura (lo que representa aproximadamente 2,400m³ de hormigón) y tienen 200t de armaduras. La resistencia a la compresión del hormigón ( f ck ) a 28 días, se especificó en f ck ≥ 70 MPa.

Figura 1. Perspectiva del edificio comercial Brookfield Century Plaza (http://www.br.brookfield.com/).
En este artículo se describirán los procedimientos seguidos en la oficina de proyectos y en la obra para conseguir los mejores resultados para construir estas dos grandes zapatas de hormigón de alta resistencia, incluyendo el diseño de la dosificación del hormigón para atender las especificaciones, el desarrollo de cálculos térmicos del calor de hidratación, establecer la producción del hormigón y el método de hormigonado, así como supervisar el mismo y su ejecución en obra.
2. CONCEPTO DE HORMIGÓN EN MASA
Si se le compara al hormigón “tradicional”, el hormigón en masa se distingue por la dificultad de disipar el calor que se origina por las reacciones exotérmicas de hidratación acompañadas por la variación volumétrica resultante, que requieren medidas especiales de control para minimizar la fisuración (ACI, 2005; Mehta y Monteiro, 2014; Isaia, 2011).
La hidratación del cemento Portland es una reacción exotérmica que emite energía térmica dentro de la masa del hormigón durante el fraguado. El calor que se disipa al medio externo está influenciado por las características térmicas de los materiales empleados, por las condiciones del ambiente externo y por las dimensiones del elemento estructural.
El hormigón, en función de su coeficiente de dilatación térmica, sufre variaciones dimensionales por dilatación cuando se le somete a las temperaturas resultantes de esa reacción química exotérmica. Al principio, durante las primeras edades, se expande rápidamente generando esfuerzos de compresión, dado que las principales reacciones exotérmicas ocurren en las primeras edades, alrededor de 50h a 120h después del hormigonado.
Cuando el hormigón se enfría hasta la temperatura ambiente, lo que ocurre de manera irregular y del exterior hacia el interior creando gradientes térmicos importantes, está sometido a una contracción térmica. Esta contracción, debido a las restricciones naturales producidas por el rozamiento o por la geometría de la pieza, produce tensiones que pueden ser mayores que la resistencia a la tracción del hormigón, produciendo fisuras en los miembros estructurales (ACI, 2005; Furnas, 2007).
En función de esto, debe entenderse que para concebir elementos estructurales que involucren hormigón en masa, tales como las zapatas enfocadas en este artículo, se deben tomar cuidados especiales con las proporciones de los materiales del hormigón [por ejemplo, con la menor cantidad posible de cemento (clínker), el empleo o no de hielo o agua helada, el uso o no de adiciones como escoria, cenizas volantes o metacaolín], una simulación térmica eficiente (capaz de informar si se debe o no hormigonar en más de una capa, y también suministrar datos para preparar un plan detallado de hormigonado), el procedimiento ejecutivo apropiado (que permita establecer directivas para controlar la temperatura máxima del hormigón y otros parámetros importantes) y también la supervisión técnica especializada de la producción y vertido del hormigón para minimizar potenciales manifestaciones patológicas futuras.
3. DISEÑO DE LA DOSIFICACIÓN DEL HORMIGÓN
El diseño de la dosificación de hormigón para este caso particular se desarrolló mediante estudios intensos en laboratorio y en campo. La dosificación tuvo por base las directivas del método del IBRACON (Tutikian y Helene, 2011), la información disponible, las características de local y de acuerdo con las normas ABNT NBR 12655:2006 (ABNT, 2006) y ACI 237R-07 (ACI, 2007), así como las especificaciones del proyecto estructural, orientado por dos metas principales a ser alcanzadas:
Como puede esperarse, una zapata de hormigón de 70 MPa y de 2.400m³ generará temperaturas bastante altas durante el fraguado, por lo tanto, se necesitó diseñar un hormigón que fuese capaz de reducir al mínimo el calor de hidratación,
Después de analizar el proyecto estructural y descubrir que la armadura de refuerzo en algunos lugares era bastante densa, fue necesario escoger un método de hormigonado capaz de evitar anomalías como huecos, nidos de abeja o coqueras.
Por estas razones, se decidió reemplazar toda el agua de mezclado por hielo y cemento CP III 40 (con 50% a 70% de escoria) y metacaolín HP en la dosificación del hormigón (con la finalidad de reducir el calor de hidratación), así como también emplear hormigón autocompactante, SCC, para acelerar el hormigonado y evitar errores.
Se desarrollaron diferentes dosificaciones con distintas proporciones de mortero (Figura 2). Para cada dosificación, se midieron propiedades del hormigón fresco como aire incluido (atrapado), densidad aparente y extensión de flujo, y se moldearon tres probetas, ensayadas a 3, 7 y 28 días, para verificar la resistencia a la compresión, como se ilustra en las Figuras 3 y 4, a continuación.



Figura 4. Ensayo de extensión de flujo y probetas moldeadas para ensayos de resistencia a la compresión.
La dosificación final, que satisfizo todas las características deseadas, se obtuvo con la proporción de materiales expuesta en la Tabla 1.
Tabla 1. Dosificación de los materiales componentes del SCC para utilización en las zapatas del Brookfield Century Plaza.
| f ck ≥ 70 MPa relación agua/aglomerante = 0.36 | |
|---|---|
| Cemento (CP III 40 Mizú) | 447kg (313kg de escoria + 134kg de clinker) |
| Metacaolín HP | 38kg |
| Arena artificial (roca triturada) | 481kg |
| Arena natural (de río, cuarzo) | 321kg |
| Piedra partida 9-19mm | 194kg |
| Piedra partida 19-25mm | 777kg |
| Agua total (hielo + humedad de los áridos) | 175L |
| Sikament 735 Aditivo plastificante (0.5% en masa de cemento) | 2.2L |
| Sika 5700 Aditivo superplastificante (1% en masa de cemento) | 4.6L |
4. ESTUDIO TÉRMICO
El estudio térmico se realizó con el software b4cast 3.0, que emplea el método de la madurez (calculado por la ecuación de Arrhenius) como se describe en ASTM C 1074-04 (ASTM, 2004). Este programa tiene por base el Método de Elementos Finitos, MEF y es capaz de simular el historial de temperaturas del elemento estructural que será moldeado y las tensiones que resultan de las diferencias de temperatura dentro del elemento. Para estimar la resistencia a la tracción se empleó la ecuación (1), tal como se prescribe en la norma brasileña de hormigón.
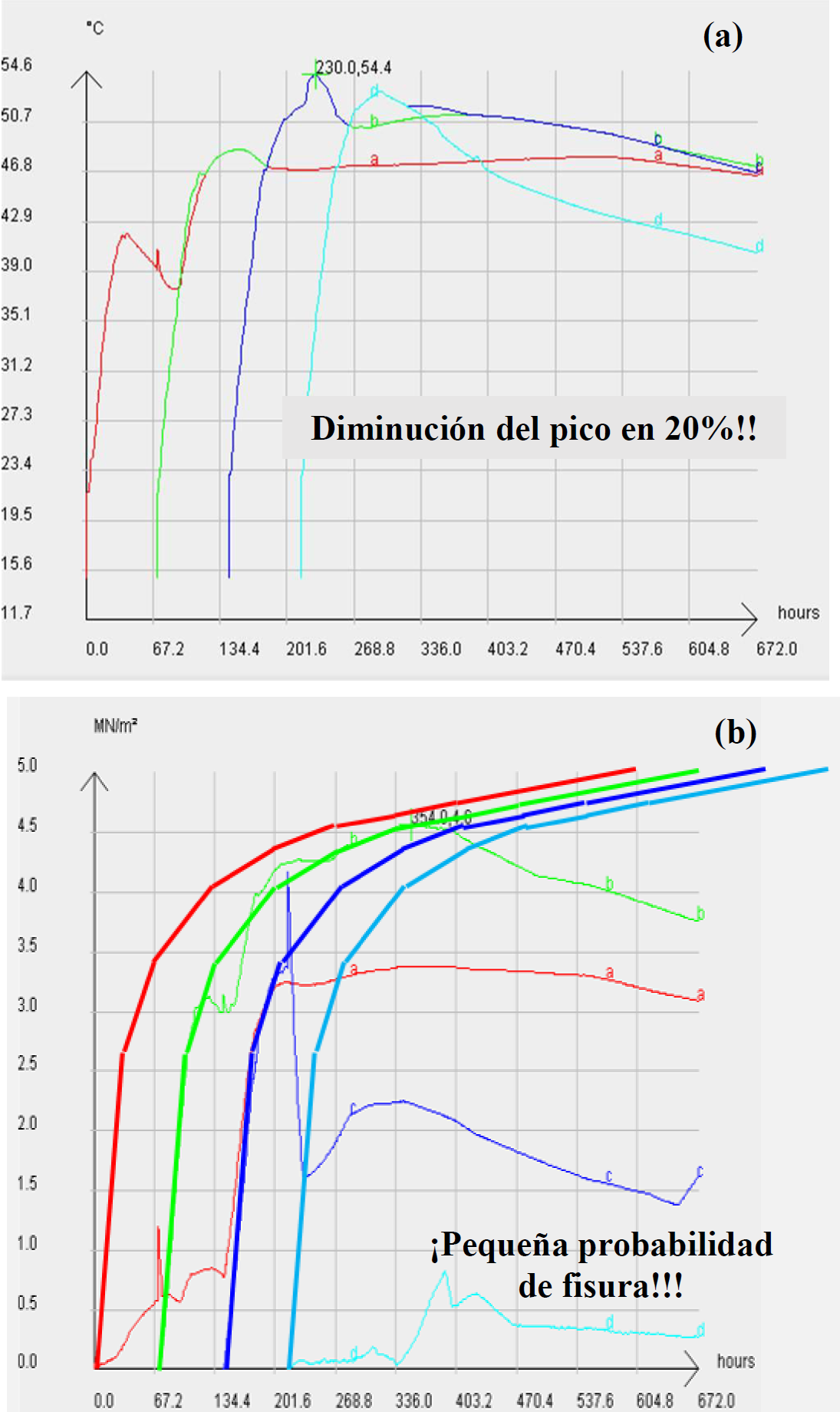
Se realizaron diversas simulaciones explorando diferentes estrategias de hormigonado. El Contratista quería investigar la posibilidad de moldear toda la zapata en sólo una o dos veces, lo que resultó imposible, porque las tensiones de tracción internas serían mayores que la resistencia real del hormigón a la tracción. Como resultado de las simulaciones de hormigonar en una o dos veces, se decidió investigar el comportamiento de temperaturas y tensiones hormigonando la zapata en 4 capas de 1,125m de altura cada una, con un lapso de 3 días entre el hormigonado de capas. El pico de temperatura disminuyó de 64,6ºC a 54,0ºC, una reducción del 20%. Las tensiones de tracción también disminuyeron, quedando muy próximas de la evolución de la curva de crecimiento de la resistencia a la tracción, lo que significa que hay una baja posibilidad de fisuras originadas por tensiones térmicas (Figura 5).
5. PRODUCCIÓN DEL HORMIGÓN Y PROCEDIMIENTOS DE HORMIGONADO
Los procedimientos recomendados para el hormigonado de las zapatas tuvieron por base las instrucciones de la normativa nacional corriente (ABNT, 2004; ACI, 2010) y buenas prácticas de ingeniería (Kosmatka y Wilson, 2011; Kennedy, 2005).
Para asegurar que la producción del hormigón en la planta dosificadora y que el hormigonado en obra mantuviese los estándares de calidad y las características especificadas, se definieron procedimientos (Tabla 2) para el hormigonado, que fueron seguidos por la Compañía de Hormigón Premezclado, por el equipo del Contratista y por el Laboratorio de Control de Calidad del Hormigón.
Tabla 2. Producción del hormigón y procedimientos de hormigonado.
| Control propuesto y responsable | Procedimientos que se deberán seguir |
|---|---|
| Control de la producción del hormigón en la planta dosificadora. Responsable: La Compañía de Hormigón Premezclado y el Laboratorio de Control de Calidad del Hormigón | El árido grueso se deberá rociar con agua fresca; |
| Se deberán medir las temperaturas de áridos y cemento, los áridos deberán permanecer abajo de 25oC y el cemento de 70oC; | |
| Toda el agua de mezclado se debe substituir por hielo; | |
| Las bolsas de hielo se deben pesar para determinar el peso promedio; | |
| Se debe medir el contenido de humedad de la arena; | |
| Cada camión hormigonera se debe cargar sólo con 6m3, y los aditivos se deben mezclar en la planta dosificadora; | |
| Se debe establecer un flujo constante de camiones hormigonera. | |
| Control de hormigonado en la obra. Responsable: Laboratorio de Control de Calidad del Hormigón | Se debe medir la temperatura del hormigón y debe ser ≤ 20oC; |
| Se debe medir la extensión del flujo; | |
| Se deben moldear probetas para ensayos de resistencia a la compresión y de tracción diametral; | |
| La temperatura en puntos definidos de cada capa de hormigón se deberá registrar con termopares, a intervalos preestablecidos. | |
| Recomendacions para hormigonado. Responsable: Contratista | Encofrados y armaduras colocadas, capa inferior/fondo limpio, depresión de napas en funcionamiento, desagües/diques para agua de lluvia instalados; |
| Bombas de hormigón para cada zapata ubicadas(tres); | |
| Preparación de la superficie del hormigón entre capas para evitar juntas frías; | |
| Cura del hormigón y limpieza de las superficies de juntas. |
Es muy importante subrayar el hecho que para que el hormigón llegue a la obra con menos de 20oC, se deberá realizar un estricto control periódico de la humedad de la arena y del peso real de las bolsas de hielo que se cargan en cada camión hormigonera. Como en Brasil el hielo se vende normalmente en bolsas de 20kg, el peso promedio de una bolsa se debe determinar con mucha frecuencia, para asegurar que la cantidad estipulada de agua se haya efectivamente agregado a la mezcla.
6. SUPERVISIÓN TÉCNICA
La producción de hormigón y los procedimientos de hormigonado se supervisaron en obra, para asegurarse que se habían seguido las recomendaciones y también para corregir cualquier desvío que pudiese ocurrir o para dar soporte técnico en ocasiones específicas, si fuese necesario.
6.1. Supervisión en la planta dosificadora
En la planta dosificadora de la Compañía de Hormigón Premezclado, situada a 20 minutos de la obra, se verificaron las temperaturas del cemento y áridos a diferentes horas del día. La temperatura del cemento nunca sobrepasó 50oC. Los áridos se rociaron con agua (Figura 6), porque durante la tarde la temperatura ambiente llegaba a 30oC. El rociado con agua mantuvo la temperatura de los áridos abajo de 25oC (Figura 7).

Figura 6. Árido grueso siendo rociado con agua en la planta dosificadora de la Compañía de Hormigón Premezclado

Figura 7. Registros de la temperatura del árido grueso antes y después de haber sido rociado con agua en la planta dosificadora de la Compañía de Hormigón Premezclado.
El número de bolsas de hielo se determinó midiendo la humedad de la arena para después calcular el peso promedio de las bolsas. A medida que la temperatura aumentaba, el hielo se derretía con mayor velocidad, obligando a efectuar nuevas medidas.
Una plataforma móvil se instaló en la parte trasera del camión hormigonera y la cantidad especificada de bolsas de hielo se cargó en cada camión. Un técnico del Laboratorio de Control de Calidad del Hormigón verificó el número de bolsas de cada carga.
6.2. Supervisión en la obra. Temperatura y extensión de flujo del hormigón
Cuando el hormigón llegaba a la obra, se controlaba su temperatura. Si fuse mayor que 20oC, el hormigón se rechazaba. La media de temperaturas fue menor que 18oC (Figura 8).

Figura 8. La temperatura del hormigón fresco se controlaba para cada camión hormigonera mediante un termómetro digital de inmersión (ejemplo: 13.2ºC).
Si la temperatura del hormigón atendía lo especificado, se medía la extensión del flujo. La extensión debía estar entre 600mm y 750mm y el hormigón no podía estar segregado para que fuese aceptado. La medida de la extensión de flujo debe ser el promedio de tres medidas diametrales diferentes, y la realizaba el equipo del Laboratorio de Control de la Calidad del Hormigón (Figura 9).

6.3. Supervisión en la obra - Historial de temperaturas del hormigón durante el endurecimiento
Con la finalidad de registrar el historial de temperaturas del hormigón durante el endurecimiento, el Laboratorio de Control de Calidad del Hormigón instaló 12 termopares en tres puntos a la mitad de la altura de cada capa de hormigonado. Los intervalos de tiempo en que las temperaturas se debían medir también fueron definidos. Los resultados se registraron para análisis posterior y para calibrar el modelo.
6.4. Supervisión en la obra - Ubicación de las bombas de hormigón y procedimiento de hormigonado
La ubicación de las bombas y la secuencia de hormigonado se discutieron en conjunto con el equipo técnico de la Contratista. Se emplearon tres bombas (Figura 10). El hormigón se debía depositar en subcapas uniformes, de 0,3m de altura aproximadamente, comenzando por el lado de la entrada con la bomba Nº.1 y continuando hacia el fondo con las bombas Nos. 2 y 3.

La secuencia de hormigonado descrita se empleó para todas las capas. Las dos primeras se hormigonaron sin la armadura superior (Figura 11a). Al finalizar cada hormigonado, la superficie de la capa se preparó para obtenerse la rugosidad necesaria que permitiese una buena adherencia para la capa siguiente. La cura del hormigón comenzó inmediatamente después, creándose una piscina sobre toda la superficie. Antes de iniciar un nuevo hormigonado, la superficie se drenaba y limpiaba con chorros de agua. El hormigón se depositaba sobre la superficie saturada. Al finalizar la segunda capa, se instalaron las armaduras de los pilares y la superior, y el hormigón se colocó por tubos tremises (Figuras 11b y 12).
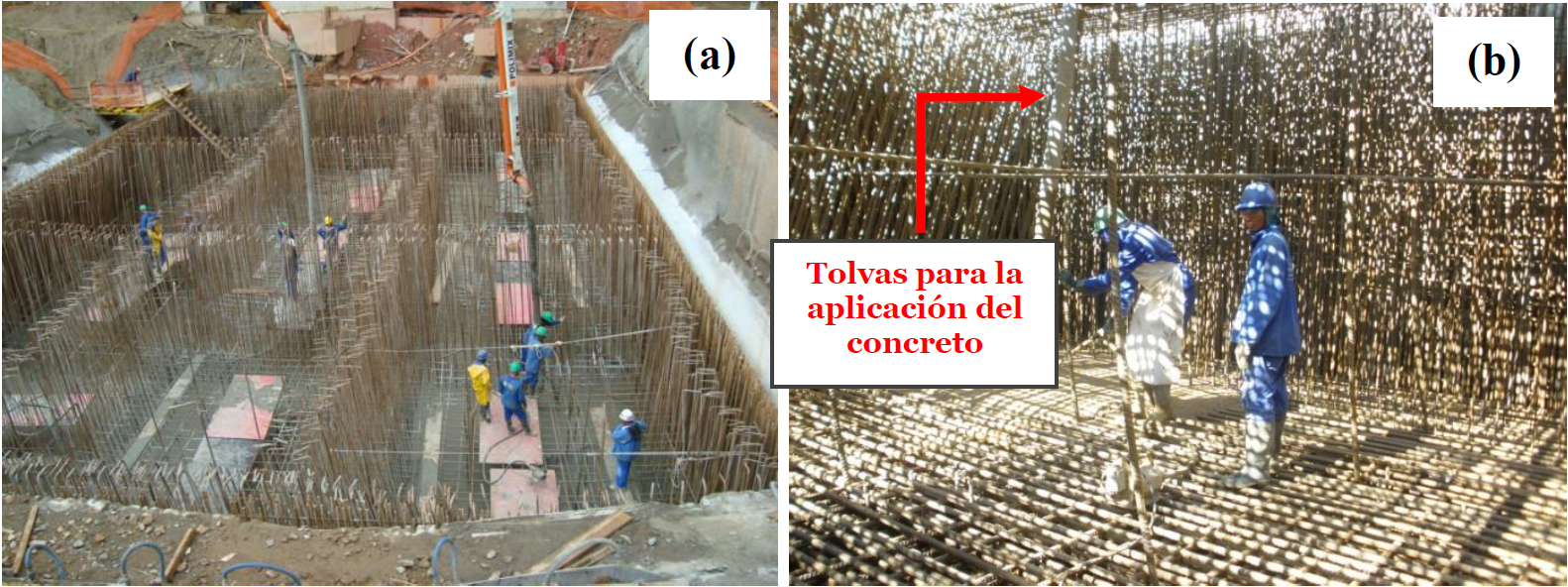
Figura 11. (a) Hormigonado de la segunda capa sin la armadura superior y (b) hormigonado después de haber colocado toda la armadura.

7. RESULTADOS
7.1 Control tecnológico
En lo que respecta al control tecnológico del hormigón, se realizaron ensayos de resistencia a la compresión en la muestra total (en 100% de los camiones hormigonera) a 7, 28 y 63 días de edad. La mayor parte de los resultados satisfizo el valor especificado de resistencia a la compresión (f ck ≥ 70 MPa) del proyecto estructural. Los resultados de la resistencia a la compresión a 28 días de una de las capas se muestran gráficamente en la Figura 13.
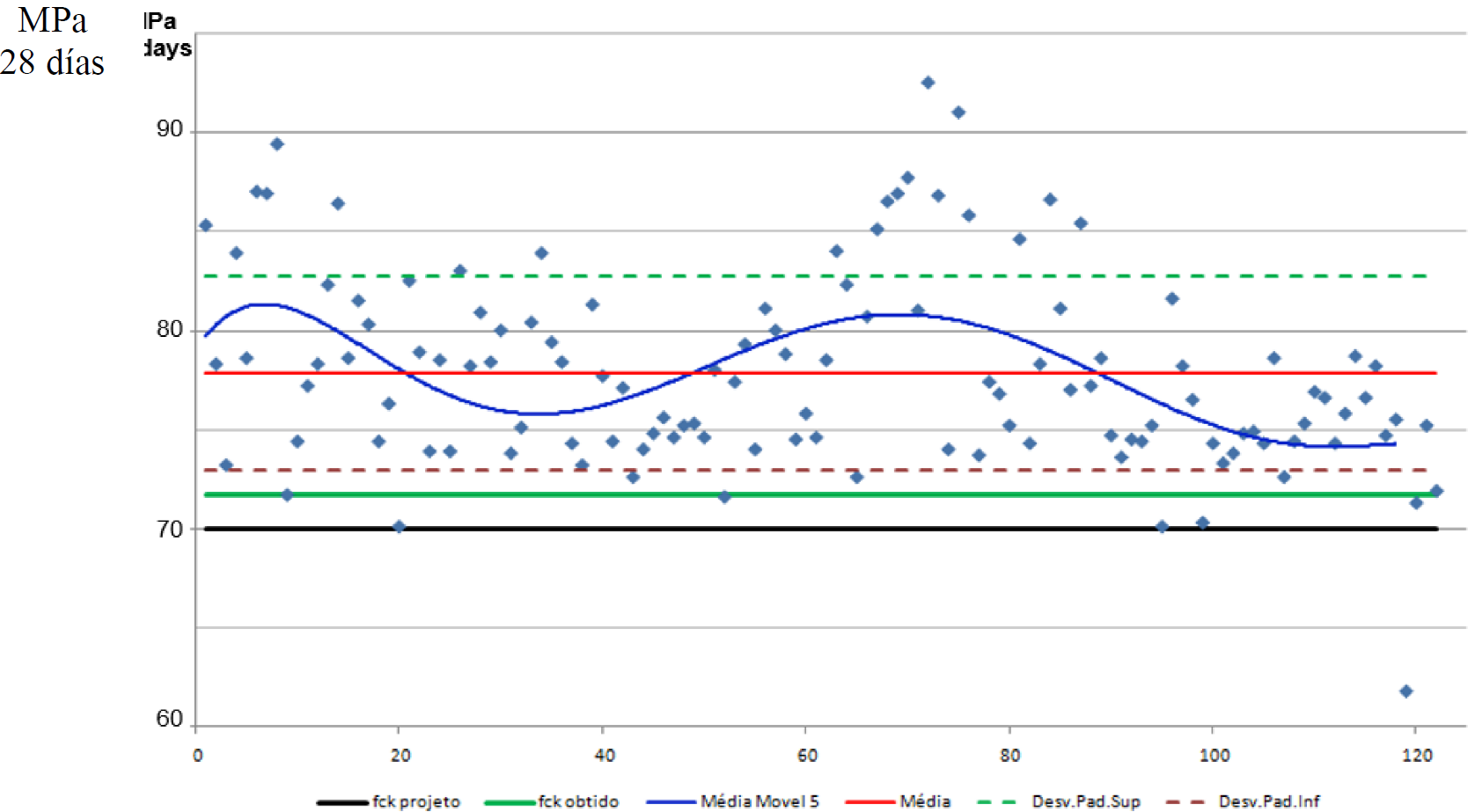
Figura 13. Ejemplo de los resultados de la resistencia a la compresión de una de las capas de hormigón.
Por otro lado, el hormigón autocompactante demostró funcionar muy bien en la obra, acelerando el hormigonado: El tiempo necesario para bombear un camión hormigonera de 6m³ dio un promedio de 15 minutos (incluyendo los tests de aprobación) y prácticamente no hubo necesidad de vibrar.
7.2 Temperaturas medidas dentro de las zapatas
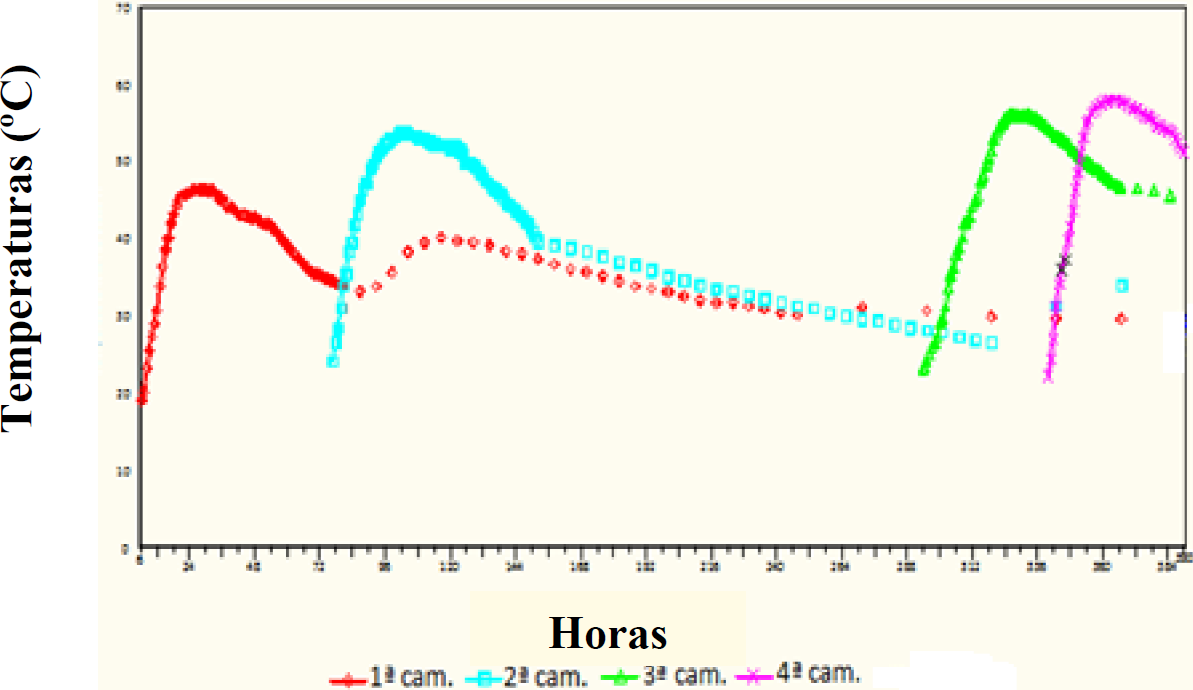
Las temperaturas del hormigón se registraron. El pico de temperatura, 57oC, se alcanzó en la cuarta capa después de 582h. Como se puede ver en el gráfico, el lapso entre capas se cambió en obra para adaptarse mejor al procedimiento constructivo. En vez de lapsos de 3, 3, y 3 días, se adoptaron 3, 10, y 2, lo que lleva a temperaturas que difieren en no más que 10% de las previstas (Figura 15).
8. CONCLUSIONES
Este artículo tiene por finalidad demostrar que el desarrollo de estudios previos de dosificaciones en laboratorio y simulaciones térmicas, conjuntamente con la adopción de procedimientos ejecutivos rigurosos y, especialmente, el control y la supervisión técnica de los detalles involucrados, son factores determinantes para proporcionar integridad a un elemento estructural y conseguir que quede de acuerdo con las especificaciones de proyecto.
Por último, se puede observar que las hipótesis expuestas en este artículo, tanto teóricas (antes de hormigonar) como prácticas (durante y después de hormigonar), hicieron posible un resultado satisfactorio, revelándose como herramientas poderosas para planificar y ejecutar estructuras de hormigón complejas y desafiadoras, como aquellas que involucran hormigón en masa.

