











 text new page (beta)
text new page (beta) Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
1. Introducción
El alto horno se puede considerar como una planta química que reduce continuamente el hierro mediante una serie complicada de reacciones físico-químicas. Las reacciones que ocurren son: entre el carbón, oxígeno y sus óxidos, y el resultado de estas es el arrabio [1].
La producción de acero en una planta integral siderúrgica conlleva la generación de subproductos como son gas, escorias, lodos, polvos de colector y ciclón. Sin embargo, dichos subproductos contienen elementos nocivos y necesitan ser tratados antes de su reciclaje. El gas alto horno, debido a su alto contenido de azufre requiere ser desulfurado, en [2], se analizó la viabilidad de varios métodos de desulfuración para disminuir la cantidad de azufre en el gas alto horno y así poder reciclarlo, de tal forma se puede reducir la corrosión de los sistemas de tuberías y contaminación del aire. Por otro lado, en el caso de las escorias, los costos energéticos y las restricciones ambientales han obligado a las industrias a reutilizarlas [3]. Y los lodos, que contienen elementos como el Zn, Pb y Cd pueden ser tratados termoquímicamente para ser reutilizados en el alto horno o en el proceso de sinterización [4]. Aunado a lo anterior, los polvos del colector y ciclón han sido estudiados para analizar su viabilidad como materiales reciclados. En [5], se investigó el uso de polvo de alto horno para mejorar las propiedades de resistencia, plasticidad y expansión de los agregados naturales en la construcción de carreteras. Otra aplicación de los polvos pueden ser en el proceso de desulfuración debido a su contenido de Fe2O3 y ZnO principales componentes activos de la desulfuración [6].
Las aplicaciones para cada uno de los subproductos son variadas: generalmente el gas de alto horno es recirculado al proceso, mientras las escorias se emplean para aplicaciones como la fabricación de cemento Portland, el porcentaje de adición ronda en 40 a 45% e.p. [7]. En la fabricación de vitrocerámica se puede agregar hasta un 50% de escoria de alto horno manteniendo las propiedades integrales (densidad aparente, absorción de agua y resistencia a la flexión [8]. Como asfalto la escoria de alto horno presenta adecuadas propiedades físicas y composición química para reemplazar la fracción fina de áridos naturales de una mezcla asfáltica en caliente [9]. En la fabricación de ladrillos la escoria granulada de alto horno puede ser empleada como reemplazo en la fracción de cemento en los ladrillos [10].
Los subproductos sólidos tales como lodos, polvos de colector y ciclón no se reprocesan directamente debido a su alto contenido de Zn [11]. El polvo recuperado de los sistemas de gases del alto horno contiene unidades Fe que los hace atractivos para su recuperación, en [12], se investigó la fabricación de briquetas mezcladas con concentrado de hierro y polvo de alto horno para someterlas a un proceso de tostación simulando el proceso de sinterización previo a la reducción, cuando las briquetas con un 20% de polvo de alto horno se redujeron a 1200°C la tasa de metalización alcanzó 84.77% y se redujeron los contenidos de Zn, Na y K. En otro estudio [13], se fabricaron aglomerados en frío, los cuales se redujeron y fundieron mediante la energía del hierro fundido, los elementos valiosos como el Fe y Zn fueron recuperados del aglomerado reducido.
El polvo recuperado de los sistemas de lavado de gases del alto horno contiene elementos nocivos como son álcalis (Na y K) y Zn, por lo tanto en el alto horno se debe regular su contenido. Durante el proceso de formación del arrabio estos elementos (álcalis y Zn) se pueden adherir a las paredes del horno causando problemas a corto plazo, además de incrementar el consumo de coque para la fusión del hierro [14].
El contenido de Fe y C y el volumen resultante en los polvos del alto horno hace atractivo tratar de recuperarlos [15]. Según [16], los polvos del alto horno están constituidos principalmente por magnetita (Fe3O4), hematita (Fe2O3), calcita (CaCO3) y cuarzo (SiO2). El carbono presente en el polvo de alto horno puede ser utilizado como fuente combustible [17]. El zinc por su parte en los subproductos de alto horno se caracteriza por estar presente en su forma de zincita (ZnO) y franklinita (ZnFe2O4) lo que dificulta su extracción [18].
La remoción del Zn se puede realizar empleando la pirometalurgia a fin de reciclar estos polvos y el método más utilizado es el proceso Waelz que generalmente utiliza polvos de acería [19]. Una de las desventajas de utilizar esta metodología para la remoción de zinc es que requiere altos consumos de energía [20]; además, se requiere de coque para llevar a cabo la reducción y el Fe queda atrapado en una escoria lo que dificulta su recuperación. Un método que se puede emplear para reducir el gasto de energía es la hidrometalurgia, no obstante, este proceso requiere de equipos resistentes a la corrosión [21].
La hidrometalurgia también puede ser utilizada para la remoción de Zn, la aplicación de la lixiviación ácida selectiva a polvos de horno de arco eléctrico ha logrado reducir el contenido de Zn en un 97% e.p. [22]. Este proceso de lixiviación puede ser replicado para disminuir el contenido de Zn y otros elementos en lodos y polvos de alto horno, escorias y otros subproductos generados en las plantas siderúrgicas [23].
En [24], se estudió la lixiviación de Zn en una solución de ácido sulfúrico empleando polvos de horno arco eléctrico, usando este proceso propuesto se logró remover hasta un 87% de Zn, aplicando una concentración de 1 M de H2SO4 y 80°C. En otro estudio [25], se logró remover Zn hasta en un 65.78% e.p. utilizando ácido oxálico en una concentración de 5 M y 90°C para la remoción de Zn en polvo de horno arco eléctrico.
En [26], se analizó la lixiviación de Zn y álcalis en lodos del alto horno utilizando varios tipos de oxidantes (ion férrico, oxígeno y ozono), medios ácidos de solución acuosa (NH4Cl, HCl y H2SO4) y temperatura. Al finalizar la investigación, se determinó que se puede remover Zn hasta un 85% utilizando como medios de lixiviación ozono y ácido sulfúrico. En cuanto a los álcalis se logró lixiviar hasta un 75% de K2O y un 35% de Na2O empleando el mismo oxidante y medio acuoso.
Según [27], la lixiviación de Zn de polvos del horno arco eléctrico se puede lograr utilizando ácido clorhídrico como medio acuoso. De acuerdo a los resultados reportados en la investigación desarrollada por los autores se puede remover Zn hasta un 70% empleando 5 M HCl, 3g por cada 100 ml HCl, 70°C y 15 min de tiempo de lixiviación. En [28], se reportó que el ácido hidroclorhídrico ha sido encontrado como un lixiviante efectivo para la extracción de zinc en lodos secos recuperados de hornos Tándem. Para el desarrollo de los experimentos se utilizó 0.5 M HCl, 100 min y 260°C, el proceso de llevó a altas presiones, el resultado fue la lixiviación de Zn 99%.
En [29], reportó que el ácido cítrico puede remover el 82% de zinc en un tiempo de 60 minutos, empleando una concentración de 0.5M ácido cítrico, 80°C de temperatura y una relación líquido/sólido de 10. En la literatura [30], se reportó el uso de aniones carboxílicos orgánicos (citrato de sodio y ácido oxálico) como solución acuosa para la lixiviación de Zn, utilizando una concentración de 0.5 M y tiempos de hasta 3 horas se logró remover hasta un 50% de Zn con ambas soluciones.
En [31], se investigó la lixiviación de Zn de polvos del horno arco eléctrico empleando ácido cítrico, con este reactivo se alcanzó una disolución hasta de 90.4% de ZnO después de 1 h y 50°C. Además, con la adición de cloruros a la solución de ácido cítrico se incrementó la eficiencia en la lixiviación logrando un 98% de remoción de ZnO.
En el caso de la separación magnética, dicho proceso es el más indicado para el enriquecimiento de Fe y separación de subproductos no magnéticos [32]. Se ha reportado en la literatura el reciclado de unidades Fe en polvos del alto horno a través de la separación magnética (SM), con este método se puede recuperar la fracción de magnetita, obteniéndose concentrados de 61-64% e.p. de Fe [33]. En [34], se investigó la recuperación de unidades Fe y C de polvo de alto horno utilizando un proceso de separación magnética y flotación. Los investigadores reportaron que es posible concentrar el Fe hasta en 52% aplicando separación magnética. Por otra parte, se puede separar el carbono del polvo del alto horno consiguiendo hasta un 99% de recuperación.
En [35], se realizó un estudio para reciclar el polvo del alto horno mediante tostado y magnetización utilizando carbón como agente reductor. En la investigación se reportó que es posible reducir la hematita a magnetita utilizando una temperatura de 750°C, 6% de carbón y 60 min. Una vez que se aplicó la separación magnética al polvo tratado se obtuvo un concentrado de Fe del 63.5%, mientras que el contenido de Zn fue de 0.19%.
En este trabajo de investigación se busca evaluar la remoción de zinc y álcalis, entre otros elementos contenidos en los polvos de colector de alto horno procesados en diversas etapas. En primera instancia se busca lixiviar el polvo tal como se recibió y después de aplicar una molienda, luego se pretende lixiviar un concentrado de Fe obtenido de los polvos. Por lo tanto, el objetivo principal de la realización de este trabajo es remover el Zn y álcalis, entre otros elementos contenidos en los polvos del colector para que el material no sea nocivo para el alto horno y de esta manera se pueda recuperar las unidades Fe. Con lo anterior, se busca evitar el confinamiento y/o almacenamiento de estos polvos, dando un enfoque ecológico al área siderúrgica.
2. Metodología
La descripción de la metodología que se desarrolló se muestra en la Figura 1, en donde se describen las etapas que se llevaron a cabo.
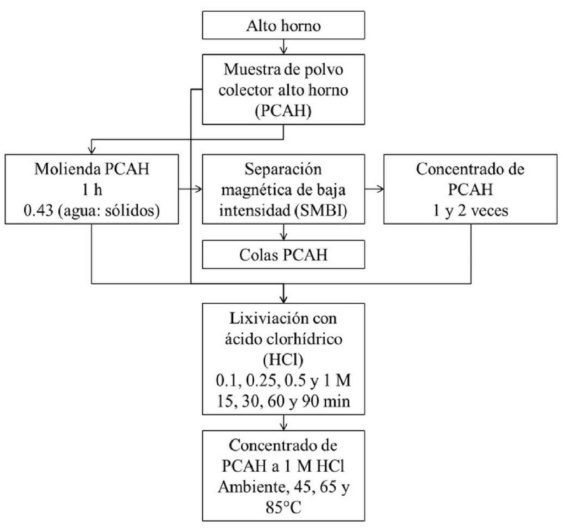
Obtención de la muestra: Se obtuvo una muestra representativa del polvo colector del alto horno (PCAH) para el análisis de composición química por espectrometría de fluorescencia de rayos X (FRX).
Preparación de la muestra: Una muestra de polvo colector del alto horno fue colocada en una placa de acero y con la ayuda de una pala, el polvo se mezcló y se apiló para obtener una mezcla homogénea. Este proceso se repitió 5 veces para después realizar el cuarteo correspondiente a la mezcla con la ayuda de un cuarteador, repitiendo de igual manera el proceso 5 veces.
Molienda: Luego de la homogeneización a los polvos de colector, se procedió a realizar una molienda en un medio acuoso. Una muestra de 1.2kg es colocada dentro de un molino con agua para realizar una molienda por medio acuoso (obtención de un 85% de sólidos a -325 mallas. La cantidad de agua utilizada fue de 0.514 L (relación agua: sólidos de 0.43) y el tiempo de la molienda fue de 1 hora. El material molido fue secado en el cuarto caliente aproximadamente a 60°C. Cuando la muestra se secó, se metió a una quebradora para después ser deaglomerado.
Los polvos de colector previamente molidos y con un tamaño de partícula ya reducido, se sometieron a concentración por separación magnética de baja intensidad (SMBI), dicho procedimiento se inicia preparando una pulpa de los polvos de colector, la cual es introducida a un contenedor de entrada del dispositivo SMBI, entonces las partículas metálicas son atraídas por el imán y posteriormente recuperadas. Este proceso se aplicó 2 veces para incrementar la concentración de unidades Fe en el polvo del colector. El concentrado PCAH recuperado se secó en el cuarto caliente a aproximadamente 60°C y luego fue deaglomerado.
Caracterización de las muestras: El análisis químico, se realizó por la técnica de Fluorescencia de Rayos X (FRX) empleando un equipo modelo Axios Max marca Panalytical, por el método de la pastilla fundida.
Lixiviaciones: Para llevar a cabo la remoción de elementos, se realizaron experimentos en botellas, haciendo uso de una mesa de rodillos y en experimentos empleando agitación mecánica, se utilizó HCl como agente de lixiviación ácido, la temperatura se monitoreó en todos los casos, así mismo, todas las soluciones fueron de 200 mL con 30 g de muestra; el tiempo experimental fue de 15, 30, 60 y 90 min.
Los experimentos de lixiviación se desarrollaron utilizando concentraciones de 0.10, 0.25, 0.50 y 1 M de HCl. La muestra de PCAH es añadida a la solución en los tiempos de lixiviación indicados. Finalizado el tiempo de permanencia, el material sólido recuperado es vertido sobre filtros y lavado 5 veces con agua destilada. El sólido lixiviado es secado en un cuarto caliente a aproximadamente 60°C. Por último, se analiza su composición química por FRX y se determina el % e.p. de Zn y otros elementos contenidos en los polvos del colector.
Además de la variación en la concentración, se analizó el efecto de la temperatura, para el sistema 1M, considerando temperatura ambiente, 45, 65 y 85 °C, en tiempos de 10, 20, 30, 40, 50, 60, 90 y en algunos casos 120 min, empleando agitación mecánica de 400 rpm. Además de lo anterior, se realizó un análisis termodinámico para definir los mecanismos de disolución de Zn y otros elementos contenidos en los polvos del colector.
3. Resultados y Discusiones
Los resultados obtenidos experimentalmente se presentan en cuatro subsecciones de este apartado, en primer lugar, se describen los resultados de la caracterización del material, segundo, el análisis del efecto de cada etapa de procesamiento (molienda, limpiezas magnéticas) sobre la disolución de CaO, K2O, Fe, Zn, Na2O, y P; posteriormente, el análisis del efecto de la temperatura sobre el material procesado, y por último, una descripción termodinámica de los sistemas.
3.1 Caracterización del material inicial
La Tabla 1 muestra los resultados de análisis químico del material en cada etapa del proceso, los cuales fueron considerados como cabeza de material en cada procesamiento. Con la finalidad de realizar una comparación entre cada una de ellas. En las muestras de cabeza de polvo de colector sin moler, molido a 1 hora, limpia 1 y limpia 2 los valores de Fe fueron 37.211, 37.562, 53.874 y 58.693%, respectivamente, mientras que los contenidos de Zn fueron 0.165, 0.168, 0.183, 0.187%, respectivamente. En el caso del resto de los elementos contenidos en el polvo del colector su porcentaje disminuyó con la aplicación de la separación magnética. Es importante señalar que la composición química en su forma elemental y óxidos, se utiliza para estimar el contenido en volumen de escoria, álcalis e índice de basicidad (parámetro operativo en alto horno) que pueden generar. En el caso de las unidades de Fe se utiliza en la determinación de la materia prima en los procesos que puede ser utilizada.
Tabla 1 Análisis químico correspondiente a cada etapa del proceso (valores porcentuales en peso).
| CABEZAS | Fe (%) | P (%) | SiO2 (%) | K2O (%) | Zn (%) | CaO (%) | Na2O (%) |
| Sin moler | 37.211 | 0.081 | 7.547 | 0.192 | 0.165 | 5.224 | 0.097 |
| Molienda 1h | 37.562 | 0.065 | 7.335 | 0.181 | 0.168 | 4.950 | 0.050 |
| 1 Separación Magnética | 53.874 | 0.057 | 4.623 | 0.078 | 0.183 | 5.001 | 0.066 |
| 2 Separación Magnética | 58.693 | 0.062 | 3.642 | 0.060 | 0.187 | 4.849 | 0.0552 |
3.2 Efecto de la etapa de procesamiento sobre la disolución de los componentes
La Figura 2, muestra los resultados de las lixiviaciones de zinc en cada etapa del procesamiento, variando la concentración de HCl, tal como puede observarse, al lixiviar tanto el material fresco como el molido durante 1h y trabajar en los sistemas con menor concentración de HCl, se tiene un incremento en el contenido de este elemento, no obstante, a medida que aumenta la concentración del ácido, es posible disolverlo hasta alcanzar un 65%, lo equivalente a un contenido de zinc de 0.057% Zn en el material. Por otra parte, al lixiviar los polvos tratados por separación magnética en 1 y 2 ocasiones, es posible lixiviar el Zn en todas las concentraciones del ácido utilizado, además de que su disolución se incrementa a medida que aumenta la concentración del HCl, alcanzando porcentajes aproximados a 56 y 65% para 1 y 2 limpias respectivamente, lo cual corresponde a un contenido de zinc de 0.080 y 0.065% respectivamente. Cabe mencionar que el material procesado en dos ocasiones por separación magnética, también fue lixiviado en una solución 2M de HCl, en donde se alcanzó una disolución del 71%, lo que corresponde a un contenido de 0.053% de Zn.
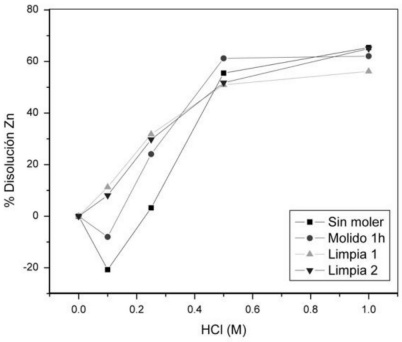
Figura 2 Efecto del procesamiento del material, y concentración de HCl en la disolución de Zn a temperatura ambiente.
Un comportamiento similar al del Zn, se presenta al analizar la disolución de óxido de sodio (ver Figura 3), debido a que, cuando se trabajó con los materiales sin pasar por una separación magnética se tiene un incremento en su concentración, no obstante, posteriormente si fue posible disolver este compuesto, alcanzado un valor cercano a 70% al lixiviar el polvo sin moler. Por otra parte, al lixiviar los sólidos que se sometieron a una separación magnética en 1 y 2 ocasiones, el Na2O se lixivió desde bajas concentraciones de HCl, alcanzando un valor aproximado al 95% en el sistema con 0.1M HCl, en el material procesado mediante separación magnética en una sola ocasión.
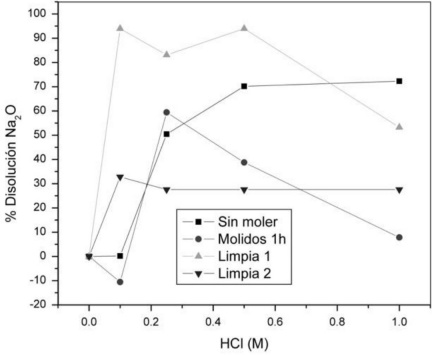
Figura 3 Efecto del procesamiento del material, y concentración de HCl en la disolución de Na2O a temperatura ambiente.
En el caso de la disolución de P y K2O, se puede decir que tienen un comportamiento similar, ya que, el incremento en su concentración se presenta en los sólidos procesados magnéticamente, en ambos casos, cuando se utilizaron las concentraciones más bajas de ácido, posteriormente, fue posible removerlos hasta valores cercanos al 60% K2O y 80% P. Por otra parte, en el material sin moler y molido, es posible disolver desde las concentraciones más bajas. No obstante, en todos los casos, a medida que se incrementa la concentración de ácido, se incrementa la capacidad lixiviante de los sistemas. Las Figuras 4 y 5 muestran las gráficas de disolución de P y K2O respectivamente.
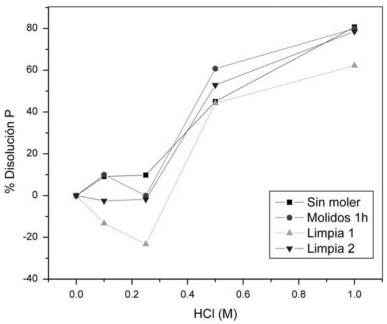
Figura 4 Efecto del procesamiento del material, y concentración de HCl en la disolución de P a temperatura ambiente.
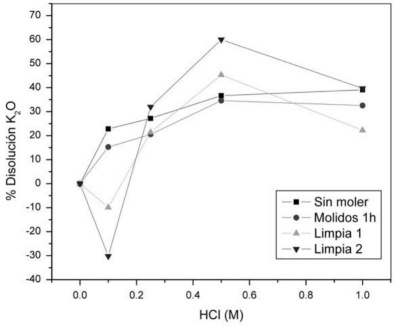
Figura 5 Efecto del procesamiento del material, y concentración de HCl en la disolución de K2O a temperatura ambiente.
En el caso del CaO, tal como puede observarse en la Figura 6, el proceso de disolución se favorece a medida que se incrementa la concentración de ácido, siendo más eficientes las muestras sin moler y molida, alcanzando valores superiores al 70% de disolución, mientras que las muestras separadas magnéticamente, alcanzan valores cercanos al 60%.
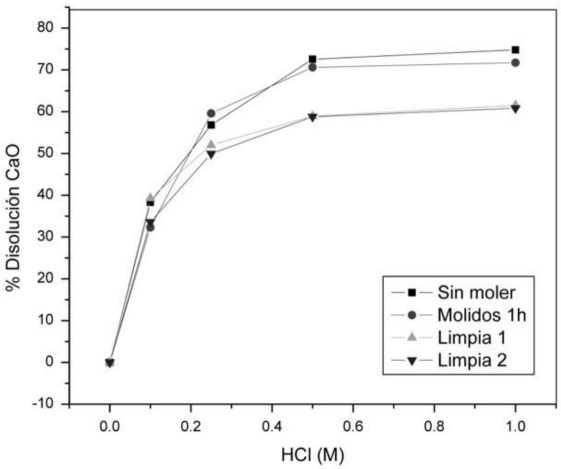
Figura 6 Efecto del procesamiento del material, y concentración de HCl en la disolución de CaO a temperatura ambiente.
La Figura 7 muestra los resultados de disolución de Fe al lixiviar material de cada etapa del procesamiento, tal como se observa, se grafican porcentajes negativos en todas las curvas, lo cual corresponde a que el Fe tuvo una concentración al finalizar los experimentos. En el caso de la muestra con una sola limpieza magnética, se tienen concentraciones superiores a 10% del contenido inicial de Fe, es decir, se alcanza hasta un 59% Fe que presenta un incremento respecto al 53.874% Fe inicial.
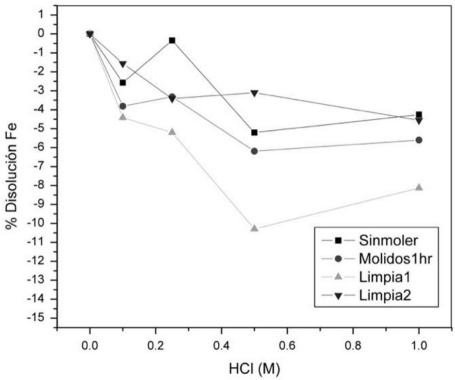
Figura 7 Efecto del procesamiento del material, y concentración de HCl en la disolución de Fe a temperatura ambiente.
A manera de resumen, luego de analizar el comportamiento de cada muestra al ser lixiviada en cada etapa del procesamiento, es posible plantear un mecanismo de disolución de los componentes de la muestra, procesada o sin procesar magnéticamente, de acuerdo con lo siguiente: Cuando el material es el inicial o solamente ha pasado por una molienda, el orden de disolución es de acuerdo a la ecuación 1:
Mientras que cuando el material ha sufrido una separación magnética en 1 o 2 ocasiones, el orden de disolución es de acuerdo a la ecuación 2:
Lo anterior, permite demostrar las ventajas de procesar el material a fin de disminuir el zinc que contiene.
Si bien es cierto que el polvo del colector es un subproducto que no puede ser reciclado directamente debido a que su alto contenido de Zn afecta la funcionalidad del alto horno, al ser tratado puede ser reutilizado en operaciones tales como el proceso de sinterización y peletización en forma de aglomerados o pelets, la disminución de Zn obtenida en esta investigación, hace posible su reutilización, añadiéndolo como materia prima en bajos porcentajes en los procesos antes mencionados.
Otros elementos y óxidos tales como el Na2O y K2O también pueden afectar la funcionalidad del alto horno debido a la formación de compuestos complejos en el refractario, aunque la cantidad admitida es de 0.12%, generalmente el polvo del colector supera esta cantidad, no obstante, al procesar el polvo por separación magnética y lixiviación, su porcentaje disminuyó considerablemente, permitiendo que dicho material pueda ser reciclado. En el caso del fósforo, que es un elemento que afecta las propiedades de los aceros más adelante en la cadena de producción, y si bien es cierto que se cuentan con procesos posteriores para la disminución de tal elemento, el tratamiento por lixiviación aplicado a los polvos del colector puede disminuir considerablemente el porcentaje de fósforo hasta en un 80% e.p, minimizando, de esta manera, su efecto en el proceso siderúrgico.
3.3 Análisis del efecto de la temperatura en el proceso de lixiviación
Los experimentos para evaluar el efecto de la temperatura, se realizaron en el concentrado de la doble separación magnética. La Figura 8 muestra los resultados de disolución de zinc incrementando la temperatura en la solución, tal como puede observarse, a medida que aumenta la temperatura, se favorece la lixiviación de zinc, de hecho, en el experimento a 85°C, se alcanzan valores hasta de 69 y 74% de disolución (0.058 y 0.048%Zn) en 10 y 50 minutos respectivamente. Cabe mencionar que a temperatura ambiente, se alcanzan valores de 55, 62 y 65% disolución (0.084, 0.069 y 0.065%Zn) en 10, 50 y 180 min.
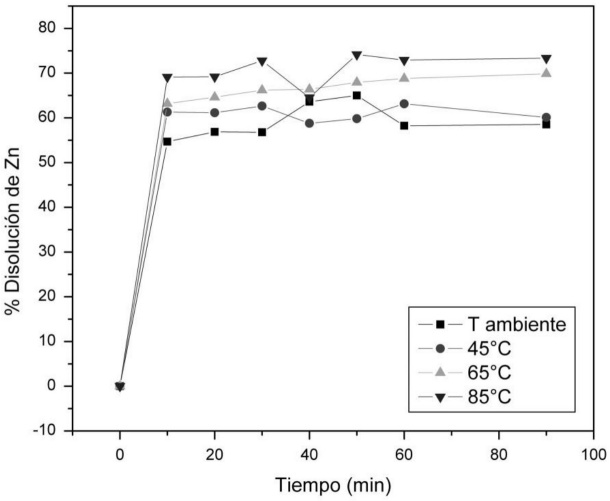
Figura 8 Efecto de la temperatura en la lixiviación de Zn empleando soluciones 1M HCl en concentrado de doble separación magnética.
La Figura 9, muestra los resultados de disolución de Na2O, en donde puede observarse que un incremento de la temperatura potencializa el proceso de lixiviación, así mismo, las curvas de disolución presentan algunas precipitaciones del óxido. Dicho fenómeno también se presenta en el proceso de disolución del fósforo, ya que, tal como puede observarse en la Figura 10, incrementar la temperatura de trabajo provoca variaciones en su lixiviación, es decir, si se compara la curva de disolución de temperatura ambiente con la de 45°C, sí se alcanza una aceleración en la cinética de disolución, incluso, al incrementar la temperatura a 65°C, en los primeros 20 minutos, sin embargo, luego de este tiempo, la lixiviación es inferior a la de temperatura ambiente, y en efecto, al trabajar a 85°C, se tiene una disminución constante del contenido disuelto de P a partir del minuto 20. Por lo tanto, para la disolución de este elemento, se recomendaría trabajar a una temperatura de 45°C.
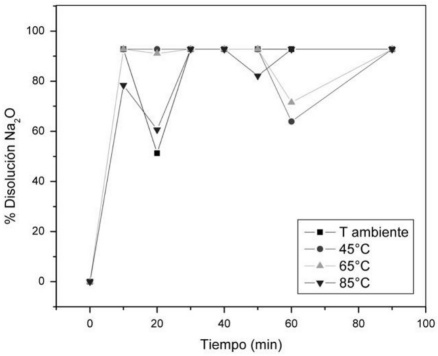
Figura 9 Efecto de la temperatura en la lixiviación de Na2O empleando soluciones 1M HCl en concentrado de doble separación magnética.
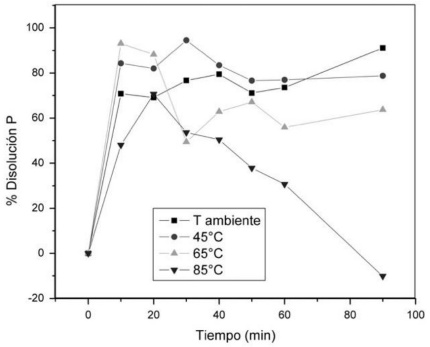
Figura 10 Efecto de la temperatura en la lixiviación de P empleando soluciones 1M HCl en concentrado de doble separación magnética.
Por otro lado, la Figura 11 muestra los resultados de disolución de K2O al incrementarse la temperatura de trabajo, luego de analizarlos, se puede decir, que al igual que la lixiviación de P, se tienen los mejores resultados al trabajar a 45°C, alcanzando un porcentaje de disolución superior al 60% al término del experimento.
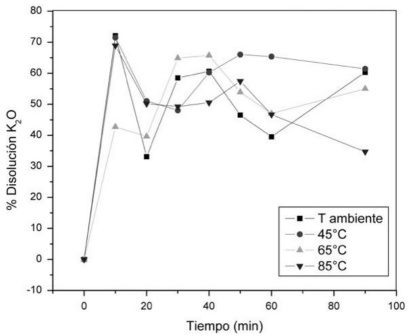
Figura 11 Efecto de la temperatura en la lixiviación de K2O empleando soluciones 1M HCl en concentrado de doble separación magnética.
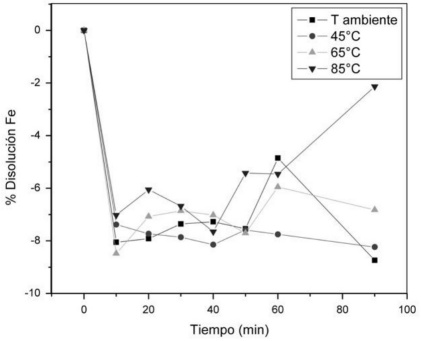
En el caso del óxido de calcio, se tiene un efecto benéfico al incrementar la temperatura, debido a que, tal como puede observarse en la Figura 12, se acelera el proceso de disolución hasta alcanzar valores cercanos al 70%. Por último, en el caso de Fe, incrementar la temperatura afecta su concentración final, es decir, si se analiza el minuto 90, de la Figura 13, puede observarse que en todas las condiciones de trabajo, existe un incremento en su concentración final, sin embargo, a medida que se incrementa la temperatura de trabajo, se tiene una disminución en su concentración en 8.7, 8.2, 6.8 y 2.1%, es decir, una concentración de 63.8, 63.5, 62.7 y 59.9%Fe a temperaturas ambiente, 45, 65 y 85°C respectivamente, teniendo una concentración inicial de 58.7%Fe en la cabeza del material sometido a dos separaciones magnéticas.
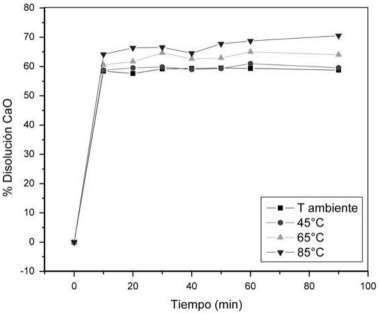
Figura 12 Efecto de la temperatura en la lixiviación de CaO empleando soluciones 1M HCl en concentrado de doble separación magnética.
3.4 Análisis termodinámico de los sistemas de lixiviación
En la Tabla 2 se muestran las reacciones de disolución que involucran a los componentes del material y además, los valores de ∆G° que corresponden a cada uno de ellos a temperatura ambiente y a 85 °C, dicha información fue obtenida de la base de datos del HSC Chemistry, y tal como puede observarse, todas las reacciones son espontáneas lo que quiere decir, que es posible que se lleven a cabo sin la necesidad de una energía aplicada, además, puede notarse el incremento en la espontaneidad de las reacciones al aumentar la temperatura de trabajo.
Tabla 2 Reacciones y Energía Libre de Gibbs de reacciones involucradas en la lixiviación.
| Reacción de disolución | ∆G° a 25°C (kcal) | ∆G° a 85°C (kcal) |
| CaO + 2HCl = CaCl2+ H2O | -45.668 | -45.992 |
| K2O + 2HCl = 2KCl + H2O | -109.745 | -113.717 |
| Ca3(PO4)2 + 6HCl = 3CaCl2 + 2H3PO4 | -7.780 | -23.998 |
| ZnFe2O4 + 2HCl = ZnCl2 + Fe2O3 + H2O | -14.628 | -15.840 |
| ZnFe2O4 + 8HCl + 2e- = ZnCl2 + 2FeCl3 - + 4H2O(l) | -128.281 | -137.614 |
| Na2O + 2HCl = 2NaCl + H2O | -91.741 | -94.443 |
| Na2O*Fe2O3 + 2HCl = 2NaCl + Fe2O3 + H2O | -52.848 | -55.309 |
Aunado a lo anterior, tal como se muestra en las figuras 7 y 13, el Fe siempre presenta un incremento con respecto a la cabeza de cada etapa, es decir, el sólido resultante tiene una concentración mayor que al inicio de la lixiviación, lo cual indicaría que no se lixivia, sin embargo, en las reacciones que se presentan en la Tabla 2, si se consideran reacciones en donde se incluye la disolución de este elemento, lo que implicaría su lixiviación, por lo que, para explicar la causa del incremento en la concentración del Fe se presenta la Tabla 3, en donde se muestran las reacciones en donde se precipita el Fe en forma de óxido.
Tabla 3 Reacciones y Energía Libre de Gibbs de reacciones de la precipitación de Fe.
| Reacción de disolución | ∆G a 25°C (kcal) | ∆G a 85°C (kcal) |
| 2FeCl3 + 3Na2O = Fe2O3 + 6NaCl | -299.298 | -299.291 |
| 2FeCl3 + 3H2O = Fe2O3 + 6HCl | -30.723 | -26.390 |
| FeCl2 + 2FeCl3 + 4H2O = Fe3O4 + 8HCl | -27.549 | -21.992 |
La información mostrada en la Tabla 3, describe los fenómenos que afectan al Fe durante la lixiviación. Como producto de la disolución de zinc, relacionado con la ferrita, se producen cloruros, los cuales, lixivian al óxido de sodio para formar hematita, de hecho, esto podría explicar la razón por la cual, el Zn y el Na2O, reaccionan de manera simultánea, además de esto, dichos cloruros, pueden reaccionar al estar en solución, precipitando al Fe en forma de hematita.
4. Conclusiones
Luego del análisis de los resultados, se concluye lo siguiente:
Los principales resultados de esta investigación, corresponden a la capacidad de lixiviar el Zn, alcanzando valores porcentuales de 65% tanto para el polvo sin procesar, como en el polvo con dos limpiezas por SMBI, obteniendo valores de contenido de zinc de 0.057 y 0.065% Zn en el sólido resultante respectivamente. Así mismo, su efecto en el contenido de Fe, también fue benéfico, alcanzando concentraciones finales de 38.8 y 61.4% en el sólido lixiviado en cada una de las muestras (sin procesar y con 2 SMBI respectivamente). Por otra parte, al variar la temperatura, se cataliza la mayoría de las reacciones involucradas en el proceso de lixiviación, especialmente la de disolución de zinc, alcanzando valores de lixiviación hasta de 74% Zn (0.048% Zn en el sólido resultante) al trabajar durante 50 min a 85°C.
Como aportación al campo del conocimiento, se encontró que fue posible demostrar el beneficio del procesamiento del material previo a un proceso de lixiviación, y, además, mediante el uso de la termodinámica se puede sustentar la factibilidad de las reacciones involucradas a los largo de la lixiviación. Así mismo, la termodinámica permitió describir el proceso de concentración del Fe, mediante la precipitación de cloruros en solución.
Los resultados obtenidos, permiten definir como alcance de la investigación, el hecho de trabajar a escala laboratorio y poder definir las condiciones experimentales que mejoren las reacciones de disolución del zinc, sin afectar el contenido de unidades Fe que contiene la muestra, no obstante, se tiene la limitación de que es necesario continuar con la línea de investigación a fin de mejorar la eficiencia del proceso, incrementando el costo del proyecto y tiempo para su implementación.
El proyecto es 100% aplicable en el campo de la industria siderúrgica, ya que, una vez alcanzados los valores requeridos en cuanto al contenido de zinc y álcalis, será posible establecer una ruta de procesamiento para la reutilización de subproductos de alto horno.
Como preguntas de investigación para dar continuidad al proyecto, se tienen ¿Cómo mejorar la eficiencia de los resultados obtenidos? ¿Qué parámetros se deben modificar para incrementar la disolución del zinc y evitar una afectación en la concentración del Fe?

