











 text new page (beta)
text new page (beta) Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
En la industria, existe la necesidad de evaluar la superficie de piezas que siguen un estricto control de calidad. La determinación de parámetros de rugosidad, la inspección de la topografía y micro-topografía de superficies (Costa y Almeida, 1993; Cha y col., 2000; Snellenburg y col., 2010; Martinez, 2012; Zhenxing y col., 2013); son algunos de los procedimientos para el control de calidad o inspección industrial. En dichos procedimientos son empleados dispositivos como rugosímetros, sensores ópticos, perfilómetros, sistemas scanner, entre otros.
Existen varios parámetros para clasificar un sistema de inspección, los cuales se clasifican en dos tipos, sistemas de contacto (palpadores mecánicos) y sistemas de no contacto (ópticos). Estos últimos tienen la ventaja de no dañar la superficie bajo prueba. Además, existen métodos ópticos, como interferometría (Hou y col., 2007; Peterhänsel y col., 2013), microscopia confocal (Zhao y col., 2012; Dehez y col., 2013), técnicas de Moiré (Shien y Takashi, 2012; Tang y col., 2012), de proyección de franjas y triangulación láser (Rioux, 1984; Zhong, 2001; Wang, 2003; Rueda y col., 2004; Moreno y col., 2005; Gutiérrez y col., 2013; Miks y col, 2013), que compiten en efectividad, tiempo de análisis, resolución, rango de medición y costo. Algunos trabajos relacionados con la evaluación de la superficie reflectora de concentradores solares con geometría de canal parabólico han sido desarrollados usando técnicas geométricas, como el uso de un perfilómetro óptico (Maccari y Montecchi, 2007), donde es empleado el haz de un láser directamente sobre la superficie del colector, y la posición del haz reflejado revela información de las irregularidades de las pendientes locales. Para obtener una información completa es necesario un escaneo en dos direcciones, lo que hace la prueba más lenta y requiere de un sistema mecánico para la traslación en dos ejes del escáner. Otra propuesta interesante es la referencia (Francini y col., 2012), donde se emplea una pantalla con un arreglo de líneas formando una rejilla cuadriculada. Esta pantalla es enrollada en el tubo receptor del concentrador de canal parabólico y las imágenes son tomadas a diferentes posiciones con una cámara digital. Para una evaluación completa del sistema de colección se requiere del conjunto de varias imágenes tomadas con la cámara a diferentes posiciones. Trabajos más recientes (Moreno y col., 2012), proponen una pantalla nula para la evaluación cualitativa y cuantitativa completa de un segmento del concentrador, con la toma de una sola imagen. El objetivo de este trabajo fue desarrollar teórica y experimentalmente un sistema de digitalización de objetos para adaptarlo a la inspección y control de calidad de la superficie reflectora de un concentrador de canal parabólico (CCP). Se presentan el esquema del arreglo experimental, el modelo matemático, así como el desarrollo del software para la digitalización de objetos.
MATERIALES Y MÉTODOS
Materiales
El instrumento fue construido en aluminio, el sistema óptico (cámara Canon Mod. DS126291, Taiwán) y láser de estado sólido (clase III, 532 nm, < 50 mW, Taiwán) fue montado sobre una platina. Esta platina fue adaptada a un mecanismo de desplazamiento lineal, por medio de un riel óptico graduado, de 900 mm de longitud, de la marca Edmund Optics, Stock No. A54-402 (E.U.).
Metodología
El sistema óptico es colocado de manera tal, que el campo de visión de la cámara cubra en su totalidad el área del objeto, por la sección más pequeña del sensor CCD de la cámara (14.8 mm); y por la sección más grande (22.2 mm), fueron medidos los desplazamientos de la línea láser.
El proceso de evaluación comienza ajustando el campo de visión de la cámara respecto al objeto a evaluar, después se proyecta la línea láser sobre el plano de referencia, y la cámara observa la línea recta de la proyección al centro de la imagen, donde la coordenada en X es tomada como posición inicial o de referencia. Posteriormente, se coloca el objeto de prueba sobre el plano de referencia y se realiza un barrido lineal en la dirección ortogonal al desplazamiento del instrumento. Los desplazamientos del instrumento fueron realizados cada 10 mm, y los cambios de la posición de la línea se observaron con la cámara. Estos cambios o desplazamientos de la línea, se hicieron en la dirección X, medidos pixel a pixel a lo largo de toda la línea sobre el eje Y, evaluando perfil a perfil el objeto. El sistema propuesto se basa en los métodos de triangulación láser; se emplea un sistema de proyección, el cual consiste en un láser que proyecta una línea sobre un plano de referencia a un ángulo α, una cámara que detecta la posición de la línea colocada de manera perpendicular al plano de referencia, y un sistema de traslación lineal para realizar el barrido de la cámara y el sistema de proyección en conjunto, sobre el objeto de interés. El esquema de medición del instrumento se muestra en la Figura 1.
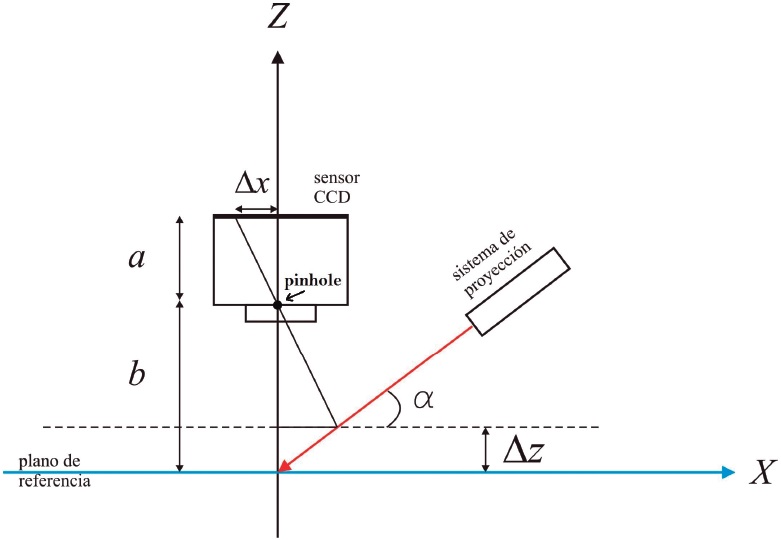
La línea láser entra en contacto con el objeto y es distorsionada por los cambios de altura Δz del objeto respecto a un plano de referencia, estos cambios de altura son detectados por la cámara como desplazamientos laterales. A partir de la Figura 1, un cálculo directo muestra que la expresión que asocia los desplazamientos laterales Δx con cambios de altura está dada por:
donde a es la distancia entre el pinhole (diafragma de la cámara) y el plano del sensor de la cámara; b es la distancia entre el pinhole y el plano de referencia; y α el ángulo de inclinación del sistema de proyección. El sistema de detección y proyección en conjunto realiza un barrido lineal a lo largo del objeto, perfil a perfil, para obtener la digitalización completa de la superficie.
Sensibilidad
Si el desplazamiento mínimo que es observado por la cámara es de un pixel, entonces la resolución queda determinada con la Ecuación (1), donde Δx equivale a dividir el tamaño del sensor de la cámara en la dirección X entre su resolución en la misma dirección, es decir:
En la Figura 2a, se muestra la curva de sensibilidad del instrumento en función al ángulo del sistema de proyección. Esta curva se obtiene a partir de la expresión (1), usando valores para el ángulo en un barrido de 0° a 90°; obteniéndose los valores correspondientes sobre el eje Y de la gráfica, el valor de sensibilidad incrementa conforme el ángulo de inclinación α disminuye respecto al plano de referencia. Es decir, cambios de altura más pequeños pueden medirse a menor ángulo de inclinación del sistema de proyección.
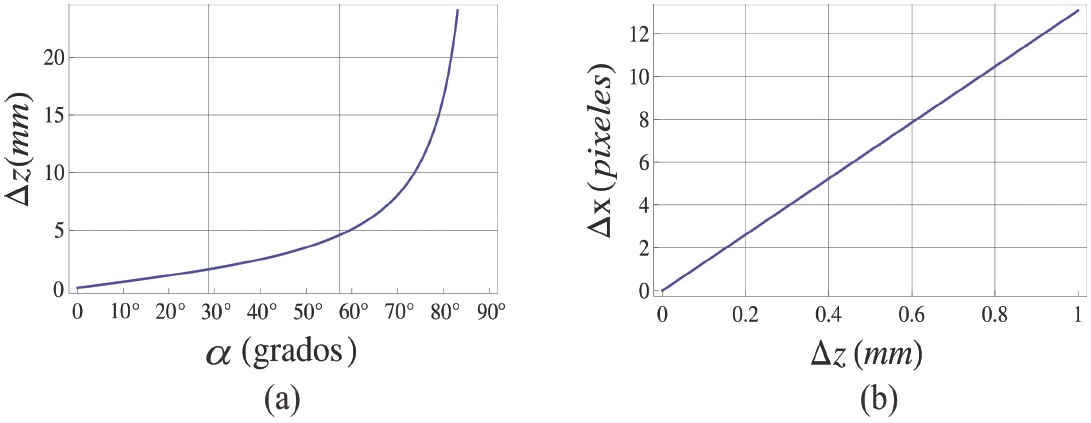
En la Figura 2b se muestra la gráfica de la relación existente entre los desplazamientos axiales Δz (mm) del instrumento respecto el plano de referencia, y los desplazamientos laterales de la línea láser (Δx, pixeles), observados por la cámara. Esto se obtiene de igual manera a partir de la ecuación (1), usando valores de Δz en un intervalo de 0 mm a 1 mm, obteniéndose los correspondientes valores Δz asociados.
Puede observarse que la Figura 2b presenta un comportamiento lineal. Esta linealidad permite realizar una calibración previa del instrumento, determinando la ecuación de la recta que se ajusta al conjunto de mediciones realizadas, y así obtener de manera directa la altura Δz asociada al desplazamiento lateral Δx de la línea proyectada. Este procedimiento tiene la ventaja de evitar medir los parámetros requeridos para ser usados en la ecuación (1) del modelo matemático.
Software
La metodología para el diseño del software en este trabajo se basó en implementar de forma eficiente: a) la adquisición de la imagen;b) el mejoramiento de la imagen de entrada mediante filtros; c) el cálculo de los centroides a lo largo de cada perfil evaluado y; d) la determinación de la coordenada Z con la Ecuación (1).
En la Figura 3, se muestra un esquema general de la secuencia de operaciones realizadas por cada imagen capturada en el proceso de escaneo. El proceso de adquisición de la imagen se realiza por medio de la cámara digital y a través de una interfaz con la plataforma Matlab, usando la función getsnapshot.

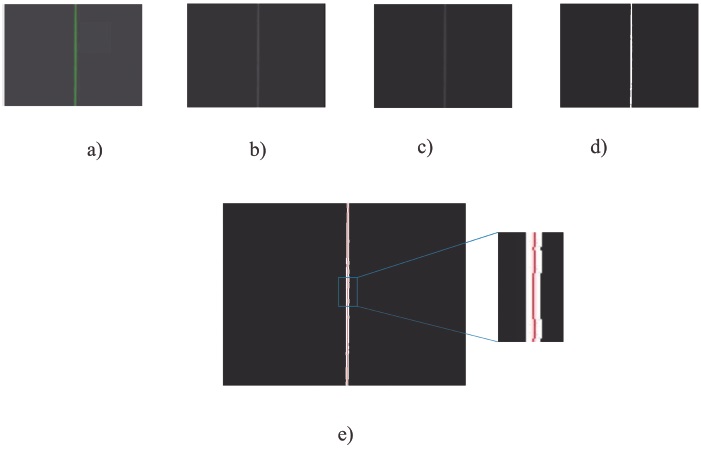
La evolución del procesamiento realizado se muestra en la Figura 4, donde se muestra cada proceso aplicado a la imagen. La imagen inicial (Figura 4a) es convertida a escala de grises (Figura 4b) usando la función "rgb2gray", y para mejorar sus características de intensidad y disminuir el ruido que contiene, es necesario aplicar una etapa de suavizamiento por medio de un filtro gaussiano (Figura 4c). La imagen capturada y transformada a escala de grises es filtrada usando la función "imfilter" predefinida en Matlab. Posteriormente, la imagen es binarizada (Figura 4d) para separar la imagen de la línea láser proyectada y el fondo usando la función "im2bw" y un valor de umbral "u" definido convenientemente. Esto permite delimitar los pixeles que no pertenezcan a los de la imagen de la línea proyectada. Para ello, el criterio usado, es obtener un valor de 0 si aij (el pixel i-j ésimo de la imagen de tamaño ixj) ≤ u, y 1 (valor en pixel 255) en otro caso. Después, para estimar los valores de la posición de todos los puntos (pixeles) de la línea láser proyectada, se determinan los centroides por cada fila de la imagen (Figura 4e). Este proceso se repite por cada desplazamiento realizado, y finaliza hasta recorrer el total de la longitud del objeto. Finalmente, se guardan todos los valores de las coordenadas (X, Y, Z) obtenidos por cada punto evaluado y se grafican, obteniéndose como resultado la reconstrucción digital. Para conocer cuál es la superficie que mejor se ajusta al conjunto de datos obtenidos de forma experimental y así obtener la distancia focal real aproximada del colector, se empleó el método de mínimos cuadrados (Bevington y Robinson, 1992), lo que permitió ajustar los puntos obtenidos a la ecuación de una sección cónica dada por:
y los coeficientes encontrados de la superficie que mejor se aproxima a este conjunto de puntos, fueron:
A=-2.867 77 X 106, B= 5.462 97 X 106, C= 0.000 402 15, D= 0.015 937 2, E= -0.516 743, F= 171.59.
RESULTADOS Y DISCUSIÓN
La Figura 5a muestra el CCP y la proyección del láser sobre la superficie, y la Figura 5b la reconstrucción digital de su forma. La potencia del láser usado permite observar por proyección la línea láser sobre la superficie, aunque las mediciones fueron tomadas en el laboratorio sin fuentes de luz externas. El número total de perfiles evaluados fue de 86, tomando la mayor parte de área la superficie del colector. La sensibilidad con la que se evaluó la calidad de la superficie fue del orden de 0.49 mm, los parámetros para la evaluación del CCP se muestran en la Tabla 1.



A partir de los datos obtenidos se observó que la superficie que mejor se ajusta al conjunto de puntos, corresponde a un canal parabólico cuyo vértice se encuentra desplazado del origen (Figura 6), y con términos de inclinación debido a posibles desalineaciones entre el sistema de desplazamiento lineal, en la medición, y el CCP.
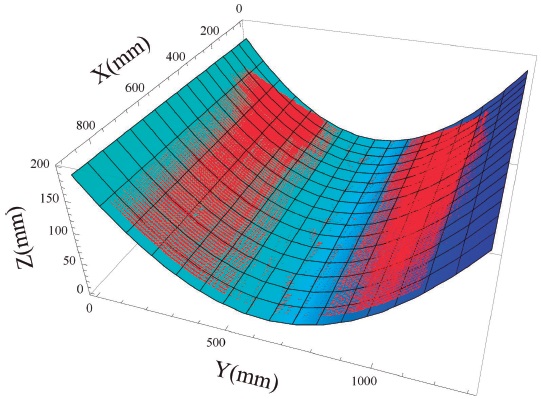
Con la expresión (3) y realizando cortes sobre el eje X = t (t constante) y analizando los perfiles parabólicos resultantes, se determina el valor de la distancia focal aproximada del CCP. Este valor difiere 101 mm del valor teórico, es decir, el valor del foco real (aproximado) es del orden de 601 mm. Las diferencias entre el ajuste y los datos tienen una desviación media absoluta del orden de 0.71 mm, con un error de ajuste del orden de 2.11 mm. Estas diferencias se atribuyen al hecho de una mala adaptación y pegado de la superficie de acero inoxidable a las costillas que transmiten la forma parabólica, además que el acero inoxidable se deforma muy fácilmente al manipularse y al realizarse los cortes. Castañeda y col. (2012), demostraron cómo pequeñas deformaciones en la superficie de un sistema de concentración influyen en la región de concentración, y por lo consiguiente en su eficiencia. La ventaja e importancia de estos resultados es que permiten conocer el valor real de su distancia focal y saber dónde colocar el absorbedor para aprovechar al máximo la concentración de la energía solar (Dehra, 2010). La sensibilidad del instrumento depende de la inclinación del sistema de proyección, del campo de visión de la cámara y la resolución de la misma, pudiéndose aumentar al orden de decenas de micrómetros para estudios de micro topografía.
CONCLUSIONES
El diseño y construcción de un escáner láser para la digitalización de objetos, adaptado para realizar pruebas de calidad de la superficie reflectora de un concentrador con geometría de canal parabólico (CCP), resultó tan versátil que puede ser adaptado a una máquina Computer Numerically Controlled (CNC), y generar archivos Computer Aided Manufacturing (CAM). Además, es posible realizar una configuración para la evaluación de pequeños objetos para un estudio micro topográfico. La prueba de calidad mostró que el método desarrollado permite establecer si existen errores en la superficie reflectora, facilitando con ello el poder mejorar el proceso de manufactura y producción del CCP.

