











 text new page (beta)
text new page (beta) English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink1. Introduction
Friction stud welding is a solid phase welding performance concerning a stud or appurtenance being rotated at high speed while being forced against a substrate, producing heat by friction (Ates, Turker, & Kurt, 2007). The metal surfaces reach a temperature as a result of which they flow plastically under pressure, surface impurities are ejected and a forged weld is formed. The maximum temperatures reached for the duration of welding are much lower than the melting point of the metals. It is a novel variant of the friction welding process. Various factors such as rotational speed, friction time, friction pressure, forging pressure, among others, have an impact on the quality of friction stud welded joints (Mumin, ErolAkata, & Kaan, 2008; Ozdemir, Sarsilmaz, & Hascalik, 2007). Benefits of this welding process are low production time, high reproducibility and low consumption of energy (Fauzi, Uday, Zuhailawati, & Ismail, 2010; Ozdemir, 2005). The friction stud welding process (Hynes, Nagaraj, Palanichamy, Arumugham, & Sujana, 2014) is preferably suited for deep water naval applications, short-term emergency repairs and for submarine rescue. Ocean engineers practiced the application commercially for offshore platform repairs. Additionally, Aluminum/stainless steel friction stud welded joints are necessary for pipes of tanks of liquid propellants in satellite launch vehicles and rocket fuel tanks. In recent times, there is a requisite of joining a steel ear thing pin, which is in the shape of a stud to an aluminum car body.
The main advantage of friction stud welding is the capability to join similar and dissimilar metals (Hong, et al., 2015; Hynes, Nagaraj, & Sujana, 2012).
Usually, welding of dissimilar metals pose some problems as a consequence of the growth of the inter-metallic phase during the arc welding methods. For this reason, dissimilar metals cannot be joined using ordinary welding processes (Hynes, Nagaraj, & Sujana, 2014). For the welding of dissimilar metals, friction welding processes have gained importance in the last two decades (Tracie, 2011). The demand for aluminum-low carbon steel and especially aluminum-stainless steel joints has therefore increased in many areas including spacecraft, cryogenic, high vacuum chambers and cooking utensils due to their superior properties (Taban, Gould, & Lippold, 2010). In these structures, aluminum has been partially exchanged by stainless steel and it becomes essential to join stainless steel to aluminum alloys (Fuji, 2004; Reddy, Rao, & Mohandas, 2008; Yokoyama, 2003). Aluminum-mild steel friction welding has resulted in considerable cost savings, in the production of down hanger assemblies. In an investigation, the authors reported the joining of aluminum alloy with stainless steel by friction welding (Kong, Chan, & Lee, 2009). In the same way, other researchers carried out experimentation in order to estimate the tensile properties of aluminum-stainless steel friction welded components (Sahin, 2008). The strength and quality of dissimilar joints chiefly depend on the proper selection of process parameters. Optimization of friction welding parameters is to be carried out in order to achieve best results. In the previous year, some of the researchers have optimized the process parameters of friction welding on multi-response characteristics (Paulraj, Aravindan, & Noorul, 2006).
The influence of process parameters in friction welding of carbon steel with AISI 304 and AA 6082 with AISI 304 joints have been proposed by researchers (Paventhan, Lakshminarayanan, & Balasubramanian, 2011; Paventhan, Lakshminarayanan, & Balasubramanian, 2012). They considered input process parameters as friction pressure, forging pressure, friction time and forging time. They implemented the response surface methodology (RSM) for optimizing the process parameters to achieve the maximum tensile strength. Likewise, an examination of the process parameters of friction welding of AISI 904L/ Austenitic Stainless Steel has been reported by authors (Karupanan, Mahendra, Paul, & Abdullah, 2014). In that study, they conducted a set of experiments based on Taguchi L18 orthogonal array, in which parameters such as frictional power, burn-off length, upset power and rotational speed were involved. They used grey relational analysis and genetic algorithm to identify the significant factor and optimized level of input parameters in the responses like fatigue life, width and welding time, respectively. Also, other researchers studied the influence of process parameters like friction pressure, upsetting pressure, rotational speed and burn-off length on the responses like tensile strength and hardness during friction welding of UNS S32205 duplex stainless steel (Ajith, Afsal, Sathiya, & Aravindan, 2015). They developed a regression model followed by RSM and optimized the process parameters using the genetic algorithm. Another study of optimization of process parameters of friction welding of AISI 321/ AISI 430 joints using Taguchi L9 orthogonal array method has been done by authors (Manideep, & Balachandar, 2012).
In that work, they considered process parameters such as friction pressure, upset pressure and burn-off length. They analyzed the metallurgical characteristics and micro hardness across the weld interface. AA6063/AISI 1030 steel joints have many significant applications in the domain of automobile, aerospace and structural applications. The judicial selection of process parameters is based upon the optimal processing conditions achieved through the analysis of the effect of process parameters. In the present work, the objectives are to enhance the joint strength and to reduce the material consumption during the friction stud welding process. However, optimization of process parameters is done by few researchers, multi-objective optimization using grey-fuzzy technique is rarely reported (Ahilan, Kumanan, & Sivakumaran, 2009; Chiang, Liu, & Chou, 2008). Hence, in the present work, with the intention of maximizing the impact strength and minimizing the metal loss process optimization is carried out using the grey-fuzzy technique. Also, analysis of variance (ANOVA) method is employed to predict the influence of each individual process parameters.
2. Materials and methods
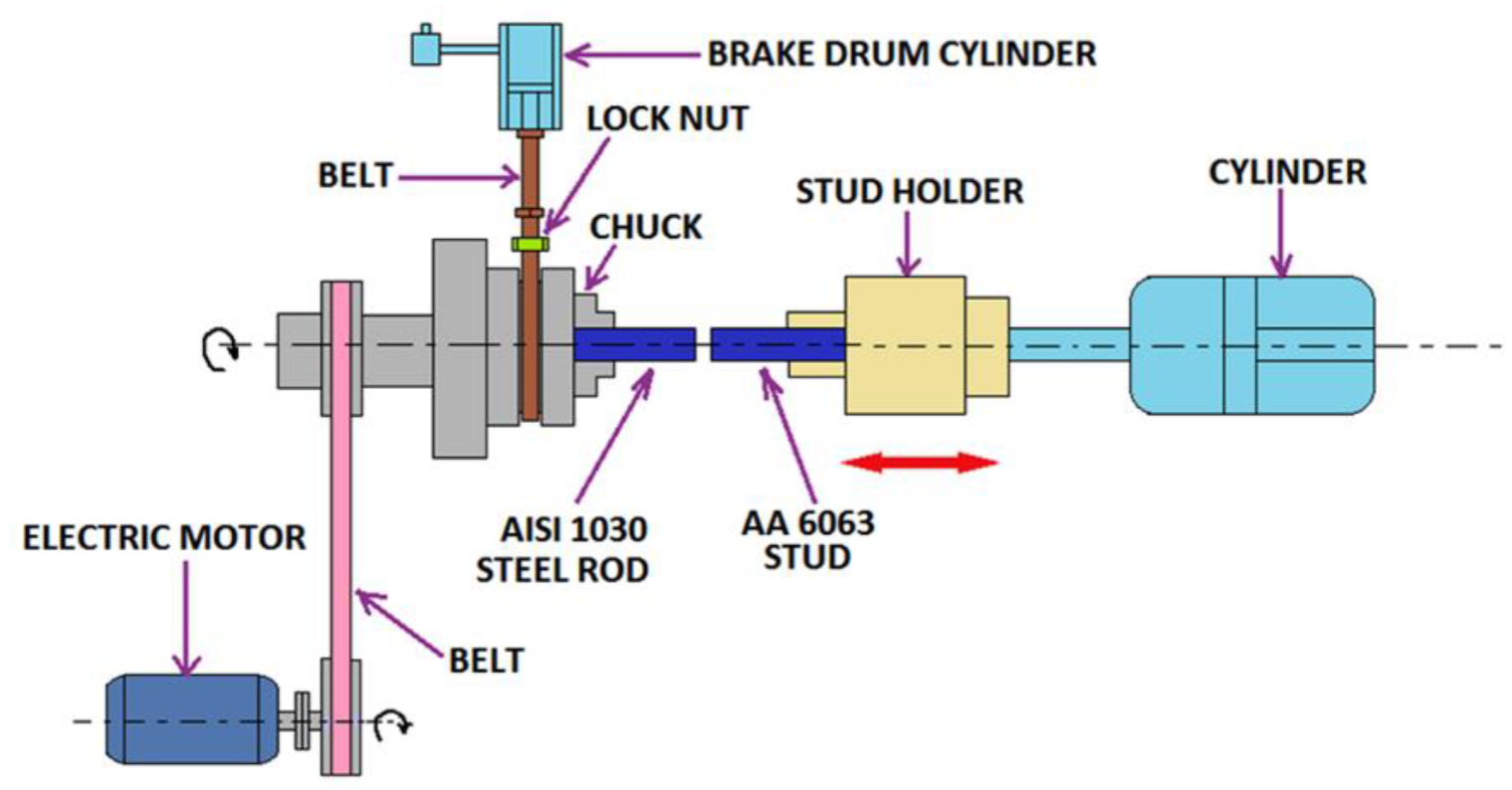
In this work, dissimilar metals AA 6063 and AISI 1030 steel are joined by friction stud welding process and the resulting mechanical properties were examined. Taguchi method is employed to separate factors into controllable process variables and uncontrollable process variables. The controllable process variables include rotational speed, friction pressure and friction time. The uncontrollable variables or noise factors include alignment of cylindrical components during friction welding, the surface finish of mating components, cleanliness of weld surfaces, contamination of oxides at the joint interface etc. The manufacturer has no control over these noise factors (Phadke, 1989). The quality of any friction welded components depends on the appropriate selection of the process parameters. Hence, the influence of the process parameters such as friction time, friction pressure and rotational speed on the impact strength and metal loss of the friction welded AA6063/AISI 1030 steel joints was studied in this present work. The friction pressure is the amount of friction force applied on the contact area of the components during the friction stud welding process. The frictional force is measured by means of load cell fitted in the friction welding machine. The friction pressure is determined by computing the amount of frictional force acting on the contact area during the friction phase of the friction stud welding process. The levels of rotational speed are 800 rpm (A1), 1150 rpm (A2) and 1600 rpm (A3), the levels of friction time are 3 sec (B1), 5 sec (B2) and 7 sec (B3), and the levels of friction pressure are 300 kPa (C1), 400 kPa (C2) and 500 kPa (C3) have been selected in this experimentation. Each process parameters of the friction stud welding have three levels and conduct the experiments based on Taguchi L9 orthogonal array. The experimental outputs of the friction stud welding process are shown in Table 1. Figure 1 shows the process diagram of the friction stud welding. The friction stud welding process is carried out in four stages. In the first phase, the axial load and rotational speed of the mild steel rod were applied and the two rods were brought nearby the joined surfaces. During the second stage, friction heating takes place at the interface of the two rods. In the third phase, the rotational speed was stopped and upsetting under increased pressure occurs simultaneously. In the final phase, the pressure remains constant until the axial pressure is released.
Table 1 Experimental and grey-fuzzy analysis results.
| Experimental results | Grey fuzzy analysis | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Expt. No | Rotational speed A | Friction time B | Friction pressure C | Impact strength | Metal loss | Normalized data |
Deviation sequences |
Grey relational coefficient |
Grey relational grade |
Grey fuzzy reasoning grade |
|||
| rpm | sec | kPa | kJ/m2 | mm | Impact strength | Metal loss | Impact strength | Metal los | Impact strength | Metal loss | |||
| 1 | 800 | 3 | 300 | 112.50 | 6.26 | 0.0000 | 1.0000 | 1.0000 | 0.000 | 0.3333 | 1.0000 | 0.667 | 0.670 |
| 2 | 800 | 5 | 400 | 125.00 | 6.46 | 0.1053 | 0.9338 | 0.8947 | 0.0662 | 0.3584 | 0.8830 | 0.621 | 0.632 |
| 3 | 800 | 7 | 500 | 137.50 | 6.6 | 0.2105 | 0.8874 | 0.7895 | 0.1126 | 0.3877 | 0.8162 | 0.601 | 0.610 |
| 4 | 1150 | 3 | 400 | 150.00 | 7.42 | 0.3158 | 0.6158 | 0.6842 | 0.3841 | 0.4222 | 0.5655 | 0.493 | 0.500 |
| 5 | 1150 | 5 | 500 | 225.00 | 7.81 | 0.9474 | 0.4868 | 0.0526 | 0.5132 | 0.9048 | 0.4935 | 0.699 | 0.700 |
| 6 | 1150 | 7 | 300 | 231.25 | 7.59 | 1.0000 | 0.5596 | 0.0000 | 0.4404 | 1.0000 | 0.5317 | 0.766 | 0.750 |
| 7 | 1600 | 3 | 500 | 200.00 | 8.89 | 0.7368 | 0.1291 | 0.2632 | 0.8709 | 0.6552 | 0.3647 | 0.509 | 0.516 |
| 8 | 1600 | 5 | 300 | 190.00 | 8.86 | 0.6526 | 0.1391 | 0.3474 | 0.8609 | 0.5901 | 0.3674 | 0.479 | 0.479 |
| 9 | 1600 | 7 | 400 | 162.50 | 9.28 | 0.4211 | 0.0000 | 0.5789 | 1.0000 | 0.4634 | 0.3333 | 0.398 | 0.400 |
3. Grey-fuzzy analysis
The grey-fuzzy analysis combines the two techniques. They are grey relational analysis (GRA) and fuzzy logic (FL). In this analysis, the complicated multi-objective problem is converted into a single-objective problem by means of applying the GRA technique and then uncertainty, such as vagueness or imprecision in the output of GRA technique, is completely reduced by FL technique (Liu, Horng, & Chiang, 2009). In the friction stud welding of AA6063 with AISI 1030 steel metals, the criteria considered necessary to achieve the better quality performance are higher impact strength and lower metal loss.
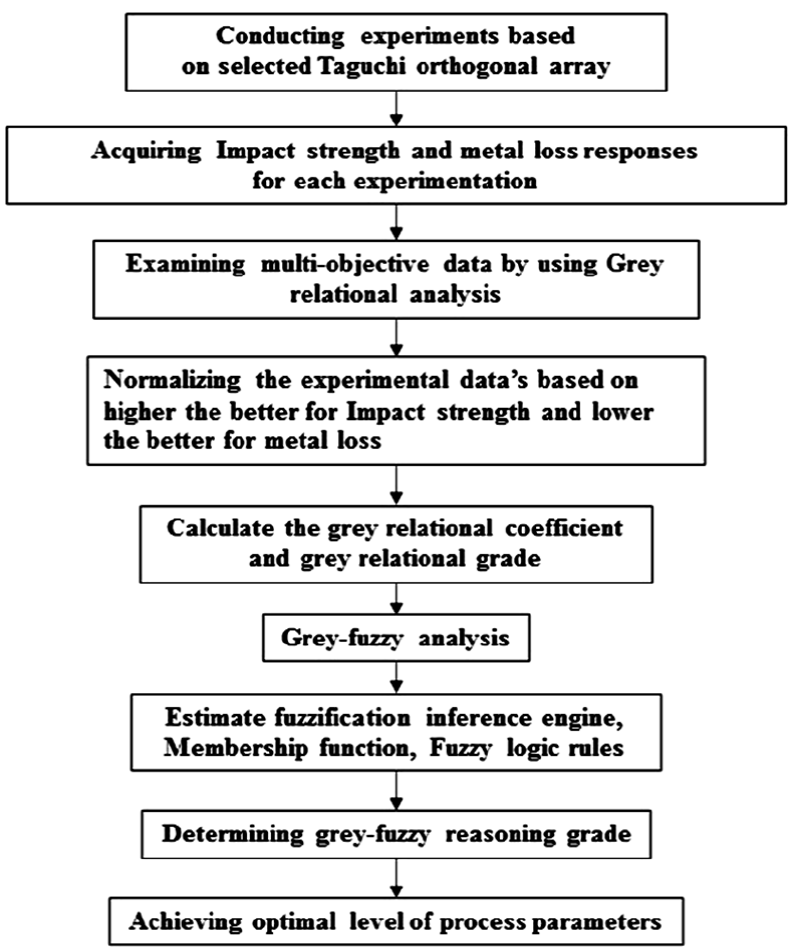
By using GRA technique, the original sequence data are initially converted into a normalized sequence. Afterwards, the grey relational coefficients (GRC) are calculated for all experimental values. In this work, all welding process parameters influence the responses, therefore equal importance or weight is assigned to those parameters. A higher value of GRC determines the best performance features and the corresponding value will be equal to one. Also, value 1 of GRC represents a maximum value of the impact strength and a minimum value of the metal loss. Combining FL technique with GRA technique offers an excellent solution to control the uncertainties of imprecision in GRA. Hence, a fuzzy reasoning model is developed for multiple response characteristics and then grey fuzzy reasoning grade is determined for all the experimental values. The steps of the suggested grey-fuzzy logic approach (Gopalakannan, Senthivelan, & Ranganathan, 2013) is used for identifying the optimal level of process parameters of friction stud welding as shown in Figure 2.
Initially, the measured experimental values of impact strength and metal loss are to be converted into normalized sequences of 0 to 1. This step is known as normalization or data preprocessing. In GRA, data preprocessing is required because the difference in the sequence of experimental values are larger. Therefore data preprocessing is needed to diminish the variability of experiment values and converts the original sequence value into a normalized sequence.
Generally, the performance characteristics are categorized into two types. They are larger-the-better (LB) and smaller-the -better (SB). In this work, to achieve the optimal conditions of joint strength, the LB for impact strength and SB for metal loss are chosen. The performance characteristic normalized value can be determined by the Eq. (1) and (2) respectively, strength and SB for metal loss are chosen. The performance characteristic normalized value can be determined by the Eq. (1) and (2) respectively,
where
The deviation sequence
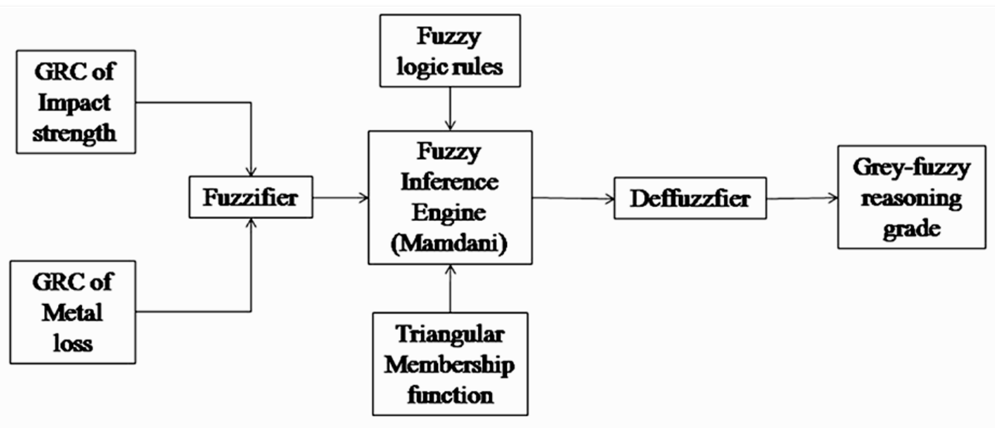
Actually, the GRC for each sequence has some degree of uncertainty and vagueness order to define the performance characteristic such as the LB or SB characteristics (Liu et al., 2009). Therefore, based on FL, a fuzzy reasoning of the multi-response characteristics is developed to obtain the optimal processing conditions in a multi-response type problem. The steps which are followed in this fuzzy logic are presented in Figure 3.
In this analysis, three important stages are required to develop the fuzzy reasoning model. They are a)fuzzification, which is the formation of membership formation; b)logic rules; and c)defuzzification. The fuzzifier utilizes membership functions (MFs) to fuzzify the GRC initially. A fuzzy inference on the logic rules with the intention of producing a fuzzy value. At last, the defuzzifier utilized to converts the fuzzy value into a grey fuzzy grade. MF defines the fuzziness in a set of fuzzy in which the elements are in the graphical form of discrete or continuous. Mostly used MFs shapes are triangular MFs, trapezoidal MFs, and Gaussian MFs. Fuzzy logic rules are used to create a relationship in between the input and output of fuzzy logic model by way of linguistic statement set. According to the experimental values, construct if-then control fuzzy rules, if it is consists of two grey relational coefficients Y1, Y2 and one multi-response output Z which is illustrated as follows:
Rule 1: if Y 1 is P 11 and Y 2 is P 21 then Z is Q 1 else
Rule 2: if Y 1 is P 12 and Y 2 is P 22 then Z is Q 2 else
… … … … … … … … … … … … … … … … … … …
… … … … … … … … … … … … … … … … … … …
Rule 9: if Y 1 is P 19 andY 2 is P 29 then Z is Q 9 else.
whereP1i, P2i, Qi are the fuzzy subset of the
triangular membership function. The fuzzy multi-response output
The multi-response output of fuzzy is feed into the defuzzifer in order to determine
the grey-fuzzy reasoning grade
The grey-fuzzy reasoning grade (
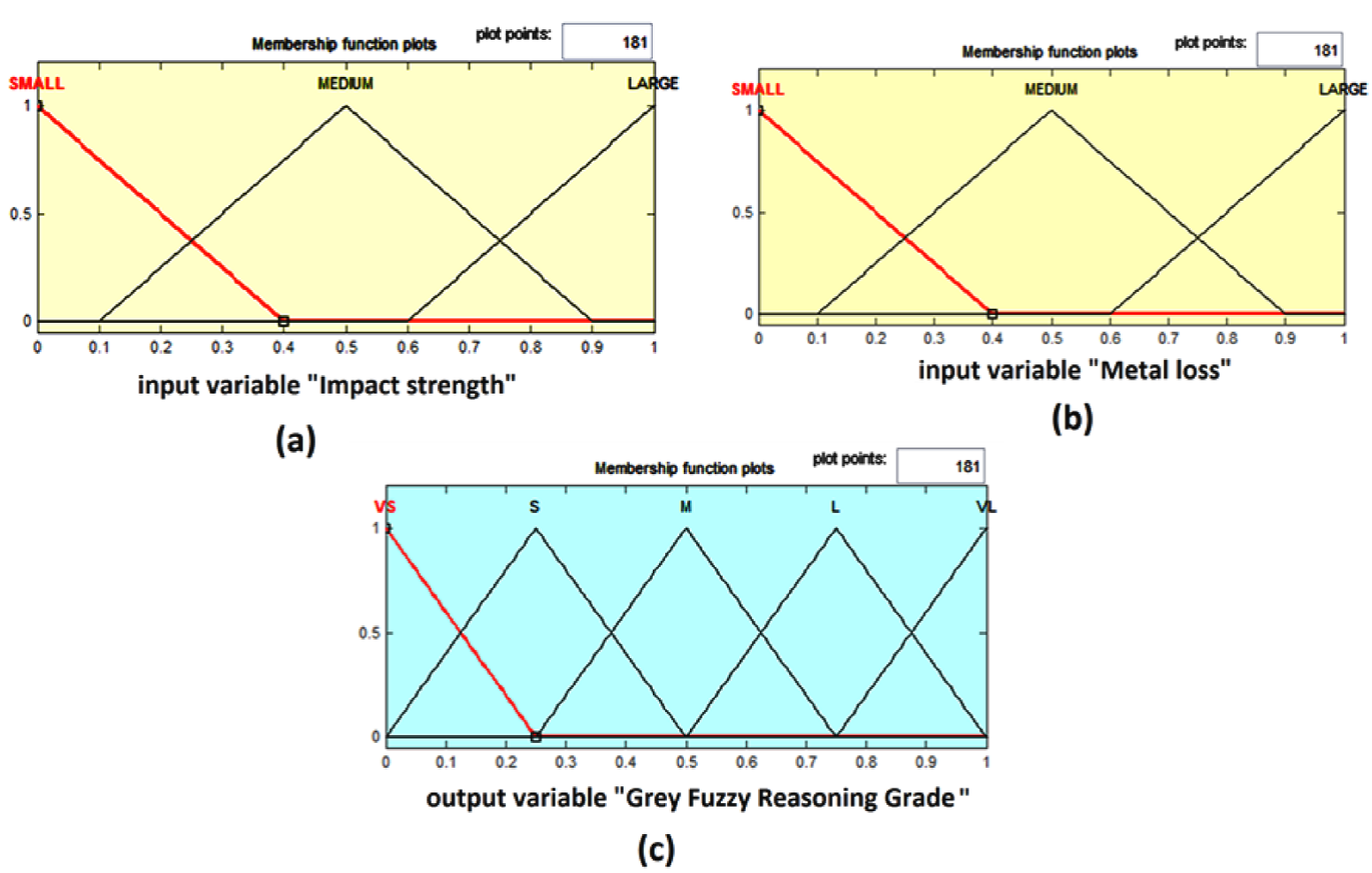
The membership function for impact strength, metal loss, and grey fuzzy reasoning grade are displayed in Figure 4. Here, by using MATLAB R2010a, Mamdani inference engine gets the GRC of impact strength and metal loss as input and generates the grey fuzzy reasoning grade values based on the triangular membership functions along with the rules of fuzzy logic. Three fuzzy subsets were assigned for the grey relational coefficient of impact strength and metal loss and five fuzzy subsets were assigned for grey fuzzy reasoning grade. GRC of input variables such as impact strength and metal loss is represented by triangular MFs consisting of subsets such as SMALL, MEDIUM and LARGE. In the same way, the output of grey fuzzy reasoning grade is displayed by the MFs as very small (VS), small (S), Medium (M), Larger (L) and very large (VL). Computation of grey fuzzy reasoning grade for all nine experiments is done by the fuzzy logic unit and it is noted in Table 1.
4. Results and discussion
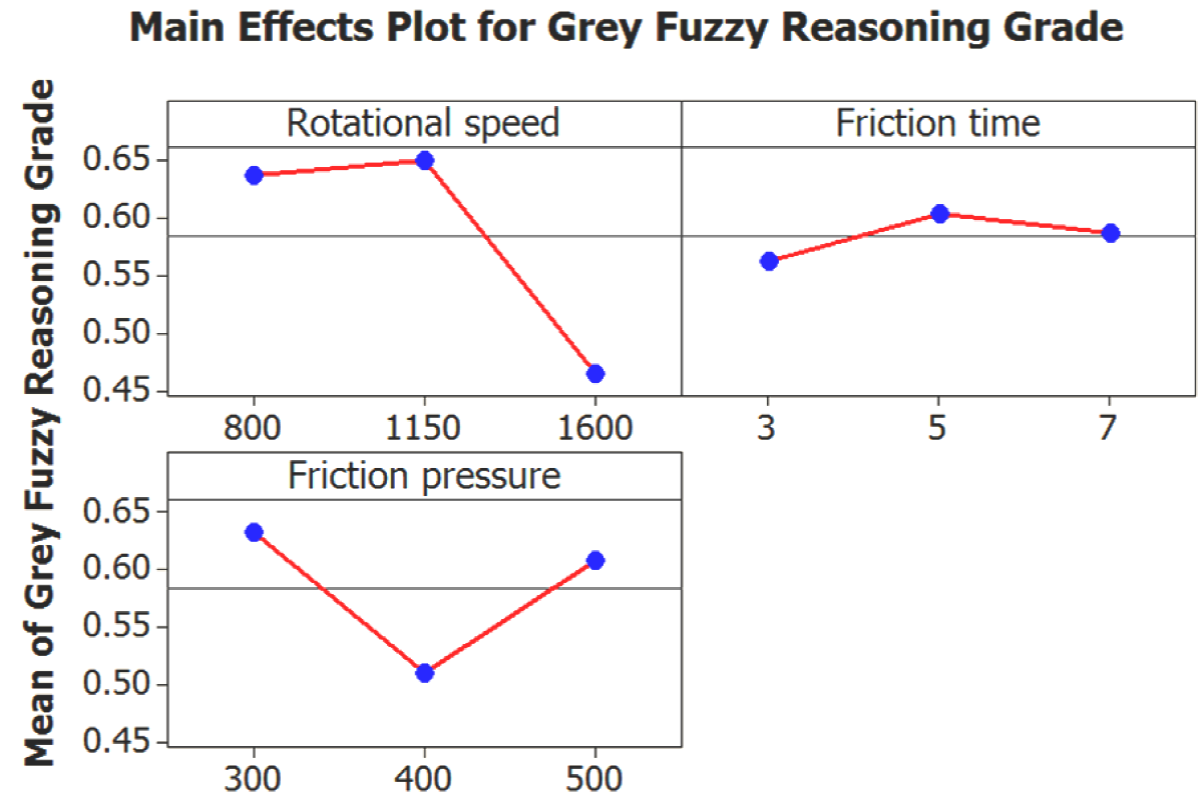
With the intention of finding the optimal level of process parameters of joining accurately, by using grey-fuzzy reasoning grade a response table was established as shown in Table 2. The values in Table 2 denote the average sum of grey-fuzzy reasoning grade for each level of process parameters. Based on maximum grey-fuzzy reasoning grade, an optimal level of process parameter conditions A2B2C1 is attained. Optimal process conditions of A2B2C1 have larger grey fuzzy reasoning grade values i.e. at the level 2 of rotational speed (0.6500), level 2 of friction time (0.6037) and level 1 of friction pressure (0.6330). Figure 5 shows the effect of grey fuzzy reasoning grade on the rotational speed, friction time and friction pressure.
Table 2 Experimental and grey- fuzzy analysis results.
| Symbol | Factors | Grey - fuzzy reasoning grade | Main effect (max-min) | Rank | ||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||||
| A | Rotational Speed (rpm) | 0.6373 | 0.6500* | 0.4650 | 0.1850 | 1 |
| B | Friction time (sec) | 0.5620 | 0.6037* | 0.5867 | 0.0417 | 3 |
| C | Friction pressure (kPa) | 0.6330* | 0.5107 | 0.6087 | 0.1223 | 2 |
The grey fuzzy reasoning grades achieved from the experimental values are analyzed by analysis of variance (ANOVA) through a statistical approach. The ANOVA analysis is employed to identify the level of significance of process parameters on the multi objective characteristics of joining of metals. This analysis is accomplished at a 95 % confidence level.
Fisher’s test (F-test) was employed to determine the alternation in which the process
parameters of friction stud welding, such as rotational speed, friction time and
friction pressure, have a significant influence on the responses like impact
strength and metal loss. Larger F-test value demonstrates that the greater influence
on the performance characteristics. ANOVA results obtained for the grey-fuzzy
reasoning grades are shown in Table 3. This
result indicates that rotational speed and friction pressure are the most
significant process parameters for affecting the responses such as impact strength
and metal loss in friction stud welding joints. The percentage of contribution of
rotational speed is 59.36%, friction pressure is 23.30 % and friction time is 2.44 %
on multiple responses characteristics such as impact strength and metal loss. After
getting the optimal processing conditions (A2B2C1),
a confirmation test is necessary to be conducted with the purpose of checking the
accuracy of grey-fuzzy analysis and improvement of the multi-responses
characteristics. Confirmation results have been expressed by means of predicted grey
fuzzy reasoning grade value (
Table 3 Results of the ANOVA for the grey-fuzzy reasoning grade.
| Symbol | Degrees of freedom | Sum of square | Mean square | F-test value | Percentage of Contribution |
|---|---|---|---|---|---|
| A | 2 | 0.064084 | 0.032042 | 3.99 | 59.36 |
| B | 2 | 0.002634 | 0.001317 | 0.16 | 2.44 |
| C | 2 | 0.025162 | 0.012581 | 1.57 | 23.30 |
| Residual Error | 2 | 0.016070 | 0.008035 | 14.90 | |
| Total | 8 | 0.107949 | 100 |
where
Table 4 shows the comparison of the predicted grey-fuzzy reasoning grade value with the actual grey-fuzzy reasoning grade found in the experiment by using the optimal process conditions (A2B2C1). It is found that a good correlation is achieved between the predicted value (0.7185) and the experimental value (0.72) of grey-fuzzy reasoning grade. The improvement of grey-fuzzy reasoning grade from the initial parameter conditions (A3B3C2) to the optimal parameter conditions (A2B2C1) is 0.32. As shown in Table 4, the results of the optimal processing conditions point out that the impact strength value is increased from 162.50 to 220.25 kJ/m2, the metal loss is decreased from 9.28 to 7.52 mm.
Table 4 Result of Confirmation test.
| Machining parameters | Initial machining combination | Optimal machining parameter | |
|---|---|---|---|
| Predicted | Experimental | ||
| Setting level | A3B3C2 | A2B2C1 | A2B2C1 |
| Impact strength (kJ/m2) | 162.50 | - | 220.25 |
| Metal loss (mm) | 9.28 | - | 7.52 |
| Grey relational grade | 0.400 | 0.7185 | 0.72 |
| Improvement in grey relational grade | - | 0.3185 | 0.32 |
5. Conclusions
Joining of dissimilar AA6063/AISI 1030 steel components is attractive to the engineers since it has diverse applications in automotive, aerospace and structural engineering. In the present work, optimal processing conditions are determined using an integrated grey-fuzzy technique to maximizing the impact strength and minimizing the metal loss. The following conclusions have arrived.
Joining of dissimilar metals AA 6063 and AISI 1030 steel with diverse chemical, thermal properties is successfully done using friction stud welding technique. Influence of significant process parameters on the quality and integrity of dissimilar joints are studied.
Using grey-fuzzy logic technique, maximum impact strength 220.25 kJ/m2 and minimum metal loss is 7.52 mm is achieved.
The optimal conditions of friction stud welding process are arrived as rotational speed 1150 rpm, friction time 5 sec and friction pressure 300 kPa.
ANOVA results indicate that rotational speed, friction pressure and friction time contribute to joint strength by 59.36%, 23.30%, and 2.44 % respectively.
The integrated grey-fuzzy logic technique is effectively employed to achieve 26.22% improvement in impact strength and 18.96% reduction in metal loss in AA6063/AISI 1030 steel joints by friction stud welding.

