











 text new page (beta)
text new page (beta) Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
Después de la molienda, la harina de trigo normalmente recibe ciertos tratamientos para mejorar algunas de sus propiedades. En particular puede ser la adición de aditivos como agentes de maduración u oxidantes (bromato de potasio, ácido ascórbico, azodicarbonamida o sulfato cúprico), blanqueamiento (peróxido o gas de cloro) o ingredientes para promover la fermentación. Los agentes de maduración causan cambios fisicoquímicos en la harina, propiedades similares a las realizadas en el proceso de envejecimiento natural que afectan las propiedades reológicas de la masa y, por lo tanto, la capacidad de retención de gas del gluten (Serna-Saldívar, 1996). Los agentes blanqueadores que reducen el contenido de pigmentos amarillos causan una coloración blanca en las harinas.
Un complemento al tratamiento anterior puede ser la aplicación de tratamientos térmicos en harinas que han sido utilizados ampliamente en la industria harinera mucho antes de la eliminación del proceso de cloración (blanqueo de harina con dióxido de cloro) a principios de los 90s (Chesterton et al., 2015). La harina tratada con calor tiene muchas aplicaciones dentro del procesamiento de alimentos, entre ellas: la preparación de alimentos para bebés, salsas, sopas, cremas y rellenos, espesante, alimentos instantáneos, alimentos precocinados, confitería, mayonesa, pan y productos derivados de trigo, entre otros. Russo & Doe (1970), fueron los primeros en patentar este proceso usando un rango de temperatura de 100 a 115 °C durante 60 min. Otros investigadores (Cauvain et al., 1976) sugirieron un tratamiento térmico en el grano de trigo y sémola hasta un contenido de humedad del 6 %. Hanamoto & Bean (1979), patentaron el método para producir harinas tratadas térmicamente, utilizando una temperatura de 71 °C por 4 días. Estudios de Nakamura et al. (2008) observaron un aumento en el volumen del pastel Kasutera (pastel popular en Japón) cuando la harina de trigo se trató a 120 °C durante 30 min. Otras harinas de cereales que han sido expuestas al tratamiento térmico son la harina de sorgo. Estudios de Marston et al. (2016) utilizaron harina de sorgo para preparar pan sin gluten, que se trató con calor a 95 °C y 125 °C durante 15, 30 o 45 min, observando efectos importantes en la viscosidad de la masa, volumen específico del pan y en la miga. También se realizaron tratamientos térmicos en almidones. Jiranuntakul et al. (2011), aplicaron temperaturas de 100 °C por 16 h a diferentes almidones de arroz, papa, maíz, entre otros, observando cambios significativos en la temperatura de gelatinización y la viscosidad. El tratamiento térmico en harinas y la eliminación de la humedad pueden modificar las propiedades físicas, reológicas y biológicas de las harinas. La eliminación de la humedad es esencial para lograr los cambios necesarios, sin embargo, es importante ajustar de nuevo la humedad de la harina para lograr resultados óptimos de cocción (Neill et al., 2012). El tratamiento térmico afecta la extensibilidad de la masa y la absorción de agua, además de la gelatinización de almidón. En las harinas utilizadas en la fabricación de pan se ha observado que el tratamiento térmico ha aumentado la resistencia, la viscosidad y la rigidez (Gelinas et al., 2001). Estos efectos tienden a aumentar la elasticidad de la masa y producir un efecto positivo en el volumen del pan (Pyler, 1988). En base a lo anterior, el objetivo de este trabajo de investigación, fue evaluar el efecto en las características texturales, reológicas y calidad del pan que tiene el uso de harina de avena tratada térmicamente en la sustitución de harina de trigo.
Material y métodos
Materia prima
La harina de avena (HA) comercial (marca Biográ) se obtuvo de un productor local, La Carabasseta, Valencia, España. Su composición fue de: 11.3 % de proteína, 8.0 % de grasa, 12.6 % de humedad y 0.92 % de cenizas (base seca). La harina de trigo comercial (HT) fue suministrada por un productor local, Molí de Picó-Harinas Segura S. L. Valencia, España. Su composición fue: 12.7 % de proteína, 1.0 % de grasa, 13.09 % de humedad y 0.32 % de cenizas (base seca). Para mantener la homogeneidad en el tamaño de partícula, la HA se molió en un molino de acero inoxidable (Retsch GmbH, ZM 200, Haan, Alemania), hasta que se logró la misma distribución del tamaño de partícula que la HT utilizada (malla #80). Las harinas compuestas se obtuvieron sustituyendo 10 y 20 % (p/p) de HT con HA. El resto de los ingredientes utilizados para panificación fueron: aceite de girasol (Koipesol Semillas, S.L, España), levadura prensada (Saccharomyces cerevisiae, Lesafre Ibérica, S.A, España), azúcar blanco (≥ 99.8 % de saca-rosa, Azucarera Ebro, S.L España) y sal (sal marina refinada ≥ 97 % NaCl Salinera Española S.A, España), que se compraron en tiendas locales.
Tratamientos térmicos en harina de avena
La HA fue sometida a tratamientos térmicos de 80, 100 y 130 ºC durante 30 min en una estufa con aire caliente de convección forzada (Neill et al., 2012). La temperatura se controló con termómetro digital (rango 0-300 ºC, resolución 0.1 ºC, precisión ± 0.2 °C). Durante este proceso, la humedad se redujo de 15 % al 10.5 %. La pérdida de humedad se calculó gravimétricamente en función de la diferencia de masa entre los pesos, antes y después del tratamiento térmico. Para recuperar los valores de humedad originales, las harinas se colocaron en una cámara (KBF720 Binder Tuttlingen Alemania) con humedad y temperatura controladas (15 % HR y 25 °C) por 48 h.
Capacidad de retención de agua (CRA)
Se realizó de acuerdo con el método 56-11.02 (AACC, 2000). Las muestras de harina (5 g) se pesaron en tubos de centrífuga (50 mL) con tapones de rosca. Luego se añadieron 25.0 mL de agua y se agitó vigorosamente 5 s para suspender la harina. Las muestras se mantuvieron durante 20 min en un mezclador vórtex con agitación intermitente a los 5, 10, 15 y 20 min, seguido de 15 min de centrifugación 1000 x g (Centrifuge Beckman Coulter Allegra X-30R, Brea, California, EE. UU.). El sobrenadante se desechó y el sedimento húmedo obtenido se dejó decantar por 10 min, posteriormente se pesó. La CRA se calculó según lo descrito por Haynes et al. (2009).
Perfil de viscosidad (Rapid Visco Analyser, RVA)
El perfil de viscosidad de las harinas se obtuvo por el método 76-21.02 (AACC, 2000). Se utilizó el viscosímetro RVA-S4 (Rapid Visco Analyzer Super 4, Newport Scientific, Warriewood, Australia). Las mezclas de harinas se analizaron sobre la base de 3.5 g ± 0.01 g de muestra ajustada al 14 % de humedad. La cantidad de agua incorporada fue de 25 g ± 0.01 g. El perfil de prueba fue de una temperatura inicial de 50 °C y 960 RPM, y disminuyó a 160 RPM a los 10 s. En el min 1 de la prueba, la temperatura fue de 50 °C, después se aumentó a 95 °C durante 4.42 min y permaneció así hasta los 7.42 min. Al min 11, la temperatura bajó a 50 °C y se mantuvo durante 2 min más hasta que la prueba finalizó a los 13 min. Los parámetros obtenidos fueron: temperatura de gelatinización, viscosidad pico, mínima, de rompimiento, de restitución y final.
Proceso de panificación
La formulación utilizada para preparar la masa de pan fue la siguiente: 56 % de harina (HT o mezclas de harinas), 2 % de aceite de girasol refinado, 2 % de levadura prensada comercial, 4 % de azúcar blanca, 1.5 % de sal y 34.5 % de agua (Verdú et al., 2015). El proceso se llevó a cabo mezclando todos los ingredientes en el mezclador de alimentos Thermomix TM31 (Vorwerk, Alemania). Los componentes líquidos (agua y aceite), azúcar y sal se mezclaron 2 min a 37°C. Se añadió levadura para mezclar a la misma temperatura por 30 s. Se agregó harina y se mezcló con los ingredientes de acuerdo con un programa predeterminado para hacer una masa homogénea para panificación. El sistema se basa en mezclar los ingredientes con giros aleatorios de la hélice del mezclador en ambas direcciones (550 RPM). Este proceso se aplicó por 4.5 min a 37 °C. Después se colocaron 250 g de masa en el molde de metal (8x8x30 cm) para llevar a cabo la fermentación. Esta se realizó en una cámara con humedad y temperatura controlada (KBF720, Binder, Tuttlingen, Alemania). Las condiciones del proceso de fermentación fueron 40°C y 90 % de HR. Las masas fueron fermentadas durante 1 h. El proceso de horneado se realizó al finalizar la fermentación. Los moldes conteniendo la masa se colocaron en el horno (De Longhi, Italia) pre-calentado a 200 °C. El tiempo de horneado fue de 15 min.
Evaluaciones en pan
Se midió el volumen de pan mediante el método de desplazamiento de semillas de colza (Cordero et al., 2020). Lo anterior permitió determinar el volumen específico (cm3/g) que se calculó en base a la relación entre el volumen (cm3) y el peso de pan (g). El proceso de horneado también se estudió en función de la pérdida de peso producida (g). Se cuantificó por la diferencia entre el peso de la masa (g) y el peso de pan (g).
Actividad de agua (Aw)
La actividad de agua (Aw) de las migas se determinó con el higrómetro Aqualab® de punto de rocío (DECAGÓN Aqualab CX-2, Pullman, WA, EE. UU.).
Análisis del perfil de textura (TPA)
El análisis del perfil de textura (TPA) se realizó a los 0, 2 y 7 días de almacenamiento a temperatura ambiente, siguiendo el método utilizado por Miñarro et al. (2012), donde se obtuvieron tres rebanadas de la sección transversal de 12.5 mm de espesor del centro de cada pan. El análisis de perfil de textura se realizó en el analizador de textura TA-TX2 (Stable Micro Systems, Surrey, Reino Unido). Se usó una celda de carga de 25 kg y la velocidad del ensayo fue de 1.7 mm/s para comprimir el centro de la miga del pan 50 % de su altura. El tiempo entre compresiones fue de 5 s.
Análisis estadístico
Los resultados se analizaron aplicando un análisis de varianza (ANOVA) de una vía utilizando el procedimiento de comparación múltiple para determinar que medias son significativamente diferentes de otras. Para discriminar entre las medias se utilizó el procedimiento de diferencia mínima significativa (LSD) de Fisher. Para el análisis se usó el programa Statgraphics Centurion XVI con un nivel de confianza del 95 %.
Resultados y discusión
Capacidad de retención de agua (CRA)
En harinas de trigo esta propiedad es utilizada para determinar su calidad y capacidad para formar una masa visco-elástica, la cual es fundamental en la industria de los alimentos ya que puede determinar sus propiedades funcionales. La Figura 1A, muestra los resultados en la CRA cuando HT se sustituyó con 10 y 20 % de HA tratada térmicamente a 80, 100 y 130 °C. Se observó una tendencia a disminuir la CRA al incrementar el tratamiento térmico en HA y el nivel de sustitución de HT. Todos los valores obtenidos resultaron menores al que se obtuvo en HT (69.03 %). Esto posiblemente ocasionado por un pre-cocimiento del almidón a causa de los tratamientos térmicos a la que fue sometida la HA utilizada en los diferentes niveles de sustitución.
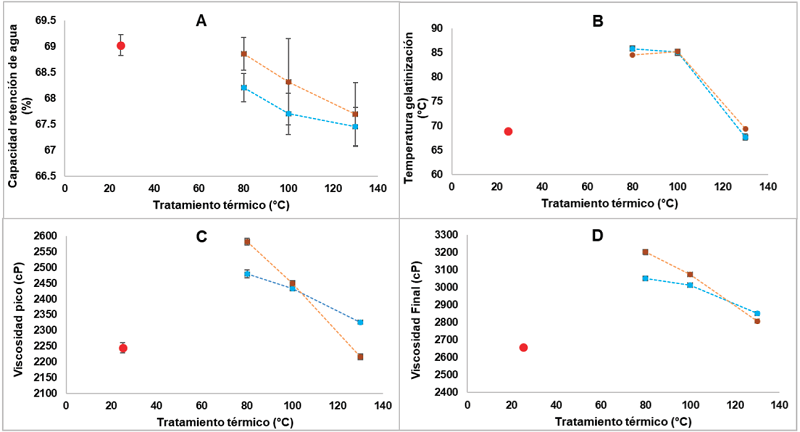
Figura 1 Capacidad de retención de agua (A), temperatura de gelatinización (B), viscosidad pico
(C) y viscosidad final (D) de HT (●) y de HT sustituida al 10 % (●)
y 20 % (●) con HA tratada térmicamente a 80, 100 y 130 °C.
Figure 1. Water retention capacity (A), gelatinization
temperature (B), peak viscosity (C) and final viscosity (D) of HT
(●) and HT substituted at 10 % (●) and 20 % (●) with heat treated HA
(80, 100 and 130 °C).
También se ha observado que al aplicar altas temperaturas en harinas es posible llevar a cabo una desnaturalización de proteínas que son afectadas en la capacidad de retener agua (Protonotariou et al., 2014). Otros estudios realizados por Berton et al. (2002) encontraron que la capacidad de retención de agua depende principalmente de la cantidad de almidón dañado, cuando utilizaron harina de trigo en sus investigaciones. Estudios realizados por Duyvejonck et al. (2011) también encontraron una relación muy importante entre el nivel de daño en el almidón y la capacidad de retención de agua en harinas de trigos europeos. Estudios realizados por Protonotariou et al. (2014), observaron un efecto altamente significativo entre la distribución de tamaño de partículas y propiedades funcionales en harinas de trigo como lo es la capacidad de retención de agua. Pauly et al. (2013) concluyeron que cuanto mayor es el área de superficie específica por unidad de peso, mayor es la tasa de hidratación y absorción de agua en harinas. Por lo anterior, es que la CRA juega un papel muy importante en las propiedades de los alimentos como puede ser la textura del producto final.
Perfil de viscosidad (Rapid Visco Analyser, RVA)
El RVA normalmente se relaciona con el comportamiento del almidón, sin embargo, existen otros componentes muy importantes que pueden influir en esta prueba como son las proteínas y lípidos. Estos componentes interactúan con el almidón y afectan la medición de viscosidad en el RVA (Batey, 2009). En este trabajo se estableció el perfil de viscosidad de HT, además de las mezclas de harina de HT sustituidas con HA tratada térmicamente a 80, 100 y 130 °C a niveles de 10 y 20 %.
La Figura 1B, muestra el efecto que tuvo la sustitución de HT con HA tratada térmicamente sobre la temperatura de gelatinización (°C). Se observó una reducción significativa en HT (68.95 °C), con respecto a la que se obtuvo cuando HA se usó en la sustitución de HT al 10 y 20 %, tratada a 80 y 100 °C. Sin embargo, al aumentar el tratamiento térmico a 130 °C, para los dos niveles de sustitución este parámetro se redujo considerablemente (67.67 y 69.35 °C). Este comportamiento puede explicarse por la gelatinización previa de almidón cuando se emplean altas temperaturas, en este caso 130 °C, generando así una disminución en el contenido de gránulos de almidón disponibles para gelatinizar. El hinchamiento del gránulo de almidón comienza tan pronto como el gránulo empieza a hidratarse. La hidratación es un precursor esencial para la gelatinización. En la mayoría de los almidones, la gelatinización completa es un requisito previo esencial para que el cocimiento (empaste) sea observado (Batey, 2009). Estudios realizados por Neill et al. (2012) observaron éste mismo comportamiento al utilizar tratamientos térmicos en HT.
La Figura 1C, muestra los efectos que tuvieron los tratamientos térmicos mencionados anteriormente en la viscosidad pico de las harinas sustituidas con HA. La viscosidad pico, es la viscosidad máxima registrada por una muestra durante el calentamiento. Con respecto a este parámetro se observó un aumento significativo al utilizar HA al 10 y 20 % tratada a 80 y 100 °C, con respecto a HT (2245 cP). Al aumentar el tratamiento a 130 °C, la disminución en viscosidad fue más evidente cuando la sustitución fue del 20 % (2217 cP), incluso llegando a ser inferior a la obtenida para HT. Estudios realizados por Neill et al. (2012) en HT tratada térmicamente muestran disminuciones de 320 BU a 220 BU empleando el Viscógrafo Brabender. Ozawa et al. (2009) estudiaron el efecto del tratamiento térmico (120 °C durante 30, 60, 90 y 120 min) sobre el almidón de HT observando una disminución en la viscosidad pico de 694 a 646 RVU.
Los gránulos que tienen una alta capacidad de hinchamiento también tienden a tener una alta viscosidad. La velocidad de calentamiento tiene un efecto importante sobre la viscosidad pico. Contrario a lo anterior, la reducción en el hinchamiento de los gránulos de almidón es indicativo de las bajas viscosidades pico y la disminución en la ruptura de los gránulos de almidón (Ktenioudaki et al., 2013).
Otro parámetro muy importante que se analizó fue la viscosidad final que es la formada por el gel durante el enfriamiento sucediendo una re-asociación entre moléculas de almidón, principalmente amilosa que resulta en la formación de un gel que incrementa dicha viscosidad (Lei et al., 2008). La Figura 1D, muestra los resultados relacionados con la viscosidad final de HT y de sus mezclas con HA. Se observaron valores muy similares cuando la HT se reemplazó por 10 y 20 % de HA tratada a 80 y 100 °C, respectivamente. Al aumentar la temperatura del tratamiento térmico en HA a 130°C, en los dos niveles de sustitución se puede observar que la viscosidad disminuye, siendo muy parecida a la registrada por HT (2660 cP). Este comportamiento puede generarse por una pérdida en la organización granular del almidón, lo que resulta en una disminución de la gelatinización, en este caso en particular como resultado de la aplicación de tratamientos con alto calor. Además de la gelatinización previa del almidón, las proteínas del gluten sufren pérdida de propiedades funcionales debido a su desnaturalización (Prakash & Haridas, 1999).
Otros resultados relacionados con el perfil de viscosidad de HT y de las mezclas de harinas son mostrados en la Tabla 1. Los valores de viscosidad mínima mostraron diferencias significativas entre los obtenidos en las sustituciones y HT (1421 cP). Se observaron también aumentos en este parámetro de viscosidad cuando HT se sustituyó con 10 y 20 % de HA tratada a 80 y 100 °C, y cuando se aumentó la temperatura del tratamiento a 130 °C se apreció una tendencia a disminuir, incluso alcanzando valores menores a los de HT. Lo anterior se observó en ambos niveles de sustitución. Con relación a la viscosidad de rompimiento, esta mostró una ligera tendencia a incrementar a medida que aumentó el tratamiento térmico al que fue sometida HA utilizada en la sustitución de HT. Se observó también que al utilizar HA al 20 % tratada a 80 y 100°C no mostraron diferencias significativas con respecto a HT (823 cP). En lo que respecta a la viscosidad de restitución, se observaron diferencias significativas cuando HT (1238 cP) fue sustituida por HA tratada térmicamente a 80, 100 y 130°C, en los dos niveles de sustitución. Para este parámetro de viscosidad, el comportamiento fue muy similar al observado en la viscosidad de restitución, donde las sustituciones de 10 y 20 % con HA tratada a 80 y 100 °C no mostraron diferencias significativas entre ellas.
Tabla 1 Viscosidad mínima, rompimiento y restitución en HT y HT sustituida al 10 y 20 % con HA
tratada térmicamente a 80, 100 y 130 °C.
Table 1. Results of minimum viscosity, breakdown and
restitution in HT, and HT substituted at 10 and 20 % with heat
treated HA (80, 100 and 130 °C).
| Harina | Sustitución (%) | Tratamiento Térmico (°C) | Viscosidad (cP) | ||
|---|---|---|---|---|---|
| Mínima | Rompimiento | Restitución | |||
| Trigo | 1421 ± 4.9 c | 823 ± 10.6 a | 1238 ± 10.6 a | ||
| Avena | 10 | 80 | 1633 ± 0.7 e | 846 ± 7.1 c | 1414 ± 11.3 b |
| Avena | 10 | 100 | 1610 ± 4.2 d | 849 ± 3.5 c | 1408 ± 0 b |
| Avena | 10 | 130 | 1393 ± 4.9 b | 933 ± 5.6 d | 1453 ± 8.4 d |
| Avena | 20 | 80 | 1781 ± 4.2 f | 821 ± 9.8 a | 1437 ± 4.9 cd |
| Avena | 20 | 100 | 1623 ± 4.9 e | 825 ± 3.5 ab | 1452 ± 4.2 d |
| Avena | 20 | 130 | 1378 ± 9.1 a | 843 ± 9.8 bc | 1434 ± 5.6 c |
cP, centipoise. Letra diferente dentro de la misma columna expresan diferencia significativa p < 0.05.
Evaluaciones en pan
Los resultados de las mediciones de volumen específico y pérdida de peso de panes obtenidos de la sustitución de HT con HA tratada térmicamente a 80, 100 y 130 °C durante 30 min a niveles de sustitución de 10 y 20 % son mostrados en la Tabla 2.
Tabla 2 Volumen específico (cm3/g), pérdida de peso (%) y actividad de agua (A ) en HT y HT
sustituida al 10 y 20 % con HA tratada térmicamente a 80, 100 y 130 °C.
Table 2. Results of specific volume (cm3/g), weight
loss (%) and water activity (A ) in HT and HT substituted at 10 and
20 % with heat treated HA (80, 100 and 130 °C).
| Harina | Sustitución (%) | Tratamiento Térmico (°C) | Volumen Específico (cm3/g) | Pérdida de Peso (%) | Actividad de Agua (Aw) |
|---|---|---|---|---|---|
| Trigo | 2.22 ± 0.04 a | 13.3 ± 0.02 b | 0.958 ± 0.00 bc | ||
| Avena | 10 | 80 | 2.45 ± 0.05 c | 13.8 ± 0.12 cd | 0.958 ± 0.01 bc |
| Avena | 10 | 100 | 2.64 ± 0.03 e | 13.5 ± 0.22 bc | 0.959 ± 0.01 cd |
| Avena | 10 | 130 | 2.36 ± 0.02 b | 12.7 ± 0.18 a | 0.962 ± 0.00 d |
| Avena | 20 | 80 | 2.55 ± 0.03 d | 14.1 ± 0.09 d | 0.953 ± 0.01 a |
| Avena | 20 | 100 | 2.76 ± 0.04 f | 13.6 ± 0.10 bc | 0.952 ± 0.01 a |
| Avena | 20 | 130 | 2.48 ± 0.03 c | 12.7 ± 0.43 a | 0.955 ± 0.01 ab |
Los resultados mostrados son el promedio de 5 repeticiones ± desviación estándard. Letra diferente dentro de la misma columna expresan diferencia significativa p < 0.05.
Se observó el aumento en el volumen específico cuando se usó la sustitución de 10 y 20 % de HA tratada a 80, 100 y 130 °C con respecto al obtenido de HT (2.22 cm3/g), sin embargo, estos incrementos fueron mayores cuando se utilizó la sustitución del 20 % de HA tratada a 100 °C. El tratamiento térmico de la HA a 130 °C mostró una ligera disminución en el volumen específico para los dos niveles de sustitución. Sin embargo, todavía son mayores a los obtenidos en HT. Estudios realizados por Nakamura et al. (2008) indicaron un aumento gradual en el volumen del pastel kasutera (pastel de esponja japonesa) al tratar la harina térmicamente a 120 °C durante 30 min. Neill et al. (2012) también se observaron aumentos en la altura del pastel cuando la harina se trató a 120 y 130 °C durante 30 min. Los parámetros de calidad como el volumen y la textura pueden atribuirse a las propiedades reológicas de la masa. Estas propiedades pueden verse afectadas por la naturaleza hidrofóbica en el almidón primario que ocurre durante el tratamiento térmico de la harina (Nakamura et al., 2008). Los estudios sobre harina de trigo han demostrado que el tratamiento térmico puede aumentar la viscosidad de la masa y mejorar las propiedades de horneado de la harina (Catterall, 2001). Lo anterior puede ser originado a partir de la desnaturalización por calor de las proteínas en la superficie del gránulo de almidón, exponiendo más cadenas laterales hidrofóbas de aminoácidos que están ocultas entre las proteínas nativas (Catterall, 2001).
Los resultados de la pérdida de peso mostraron aumentos significativos cuando la sustitución de HT se utilizó el 10 y 20 % de HA tratada térmicamente a 80 °C. A medida que aumentó el tratamiento en HA, se observó una disminución en la pérdida de peso, alcanzando los valores más bajos cuando se trató a 130 °C en los dos niveles de sustitución, incluso más bajo que el observado en HT (13.3 %). Este comportamiento puede explicarse en estudios realizados por Neill et al. (2012) donde observaron que el tratamiento térmico redujo la extensibilidad del gluten y generó una mayor retención de humedad. Estudios realizados por Verdú et al. (2015) en harina de trigo para elaborar pan sometido a periodos de almacenamiento de hasta 7 días, mostraron que hay una pérdida de peso a medida que aumentaron los días de almacenamiento, llegando a perder hasta el 2 % en peso con respecto al día 0.
Actividad de agua (Aw)
Los resultados de Aw son mostrados en la Tabla 2. El aumento de los tratamientos térmicos en HA utilizada al 10% muestra una ligera tendencia a aumentar la Aw, siendo más evidente cuando se utilizó la harina tratada a 130 °C. En cambio, al incrementar el nivel de sustitución al 20 % de HA no se observaron diferencias significativas entre ellas, además de que los valores obtenidos fueron menores al obtenido en HT (0.958).
La actividad de agua es la cantidad de agua libre en el alimento, es decir, la cantidad de agua disponible para reaccionar químicamente con otras sustancias y causar crecimiento microbiano. Este parámetro es muy importante en el campo de la conservación de alimentos porque es indicador microbiano de los alimentos y la tasa de deterioro, puede ser elemento importante para predecir el tipo de microorganismo que se desarrollará en el alimento. También es indicador de propiedades físicas, como textura, color, sabor, consistencia y aroma. En el pan, los valores de Aw que podrían considerarse adecuados varían de 0.90 a 0.95; sin embargo, para este caso particular, los valores obtenidos en nuestra investigación fueron superiores a 0.95, siendo esto más evidente cuando se utilizó HA al 10 % y se trató a 130 °C en la sustitución de HT para panificación, alcanzando valores superiores a 0.96. Estudios realizados por Verdú et al. (2015) al sustituir HT con harina de chía en porcentajes de 5, 10 y 15% observaron valores muy semejantes al día 0 de la medición (0.965 Aw) mientras que en HT el mismo día de la medición obtuvieron valores de casi 0.98 de Aw.
Análisis de perfil de textura (TPA)
Los resultados relacionados con el perfil de textura de los panes elaborados con HT y HT sustituida al 10 y 20 % con HA tratada térmicamente a 80, 100 y 130 °C, analizados a los 0, 2 y 7 días de su elaboración son mostrados en las Figuras 2, 3 y 4. La Figura 2 muestra los resultados al día 0. En cuanto a la firmeza, se observó como todas las mezclas analizadas presentaron valores con diferencias significativas respecto al obtenido de HT (6.41 N). Además de lo anterior, todos los valores obtenidos resultaron ser más bajos que el de HT, de ellos destaca la mezcla HT sustituida con HA al 20 % tratada a 80 °C, el valor alcanzado por este pan fue de 2.61 N, un producto mucho más suave que el obtenido de HT. En cuanto a elasticidad podemos decir que no se observaron cambios importantes, valores entre 0.96 y 0.99 fueron obtenidos sin mostrar diferencias significativas entre ellos. En lo que respecta a gomosidad y masticabilidad, se observó un comportamiento similar, disminución de este parámetro a medida que aumentó el tratamiento térmico cuando se utilizó HA al 10 %, caso contrario sucedió cuando se utilizó HA al 20 %, donde hubo un incremento de gomosidad y masticabilidad a medida que aumentó el tratamiento térmico, obteniendo los valores más altos al utilizar HA al 30 % (4.79 y 4.67), respectivamente. Otro parámetro analizado fue resiliencia, los valores más altos se obtuvieron cuando se analizó HT (0.45) y HT-HA al 10 y 20 % tratada a 130 °C (0.46 y 0.45) respectivamente, sin mostrar diferencias significativas con HT. Por último, el parámetro de cohesividad se vio afectado con el nivel de sustitución de HA y el tratamiento térmico ya que se observaron diferencias significativas con HT (0.79) cuando estos fueron analizados. El pan elaborado con harina de avena mostró buenas propiedades de retención de humedad que pueden mantener el pan más suave durante períodos prolongados de tiempo (McKechnie, 1983). Tal vez esta característica tuvo una influencia importante en la firmeza del pan que se obtuvo en este estudio, ya que todas las mezclas utilizadas en el proceso de panificación resultaron en la obtención de panes más suaves que el de HT, al día 0 de almacenamiento.
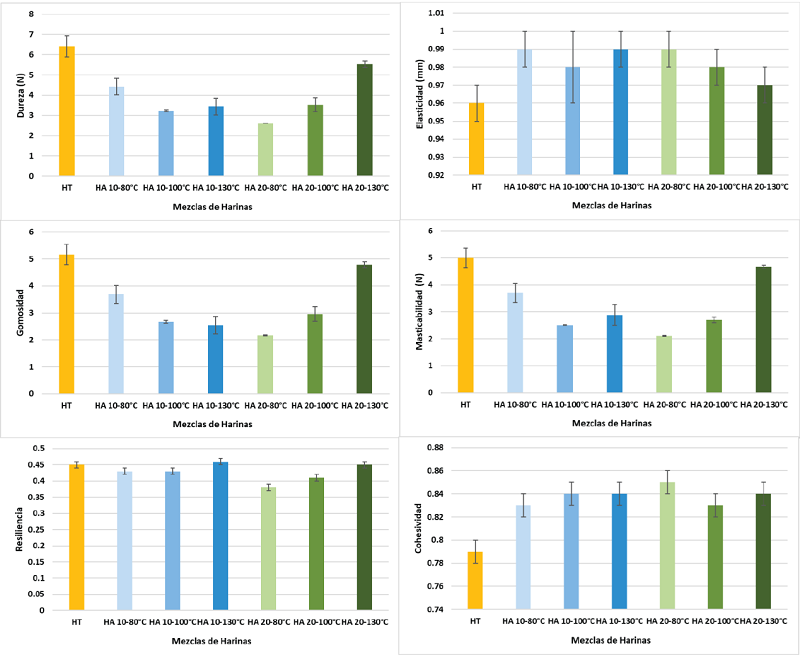
Figura 2 Análisis del perfil de textura del pan elaborado al día 0 con harina de trigo (HT) y
del elaborado con la mezcla de HT con harina de avena (HA) al 10 y
20 % tratada térmicamente a 80, 100 y 130 °C.
Figure 2. Analysis of the texture profile of bread made
on day 0 with wheat flour (HT) and that made with HT substituted
with oat flour (HA) at 10 and 20 %, heat-treated at 80, 100 and 130
°C.
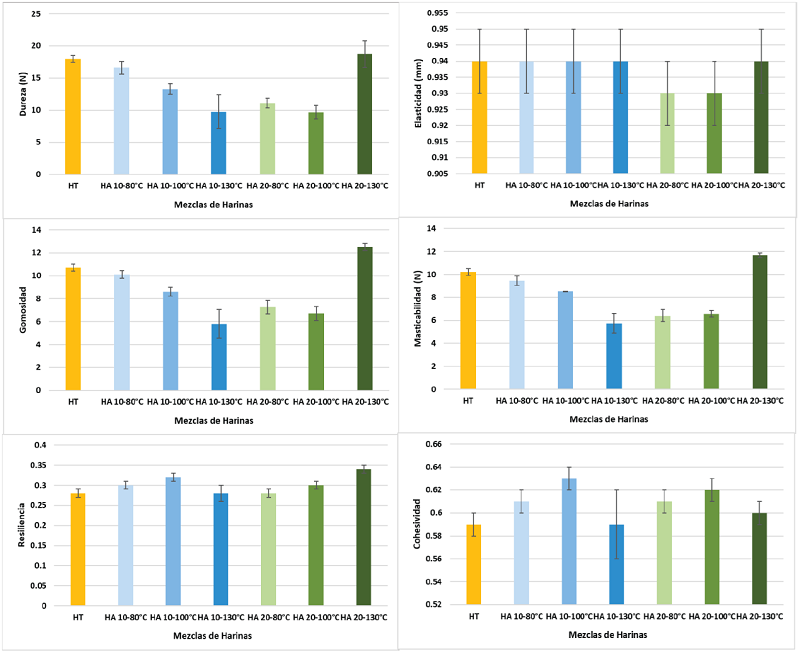
Figura 3 Análisis del perfil de textura del pan elaborado al día 2 con harina de trigo (HT) y
del elaborado con la mezcla de HT con harina de avena (HA) al 10 y
20 % tratada térmicamente a 80, 100 y 130 °C.
Figure 3. Analysis of the texture profile of bread made
on day 2 with wheat flour (HT) and that made with HT substituted
with oat flour (HA) at 10 and 20 %, heat-treated at 80, 100 and 130
°C.
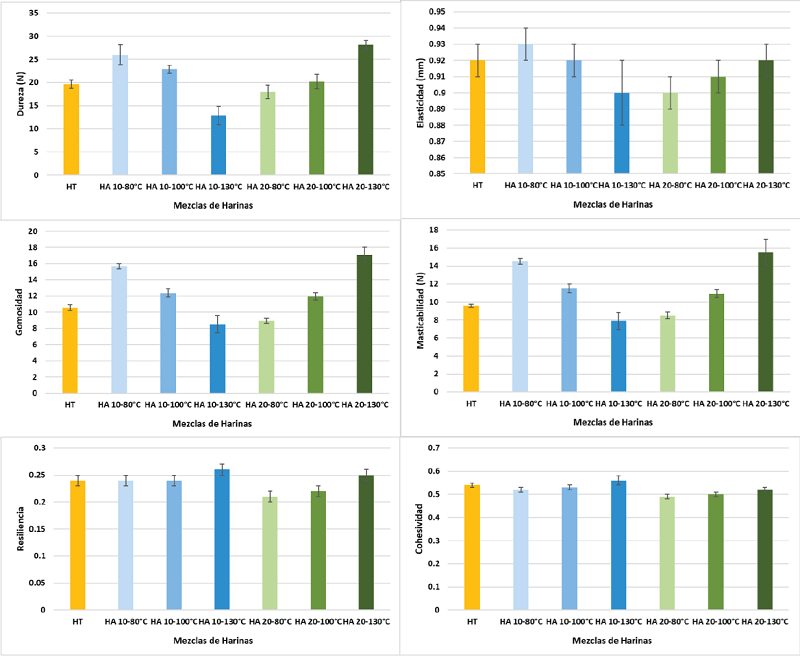
Figura 4 Análisis del perfil de textura del pan elaborado al día 7 con harina de trigo (HT) y
del elaborado con la mezcla de HT con harina de avena (HA) al 10 y
20 % tratada térmicamente a 80, 100 y 130 °C.
Figure 4. Analysis of the texture profile of bread made
on day 7 with wheat flour (HT) and that made with HT substituted
with oat flour (HA) at 10 and 20 %, heat-treated at 80, 100 and 130
°C.
La Figura 3 muestra los resultados de los parámetros analizados anteriormente, solo que al día 2 de almacenamiento. Los panes elaborados con las mezclas HT-HA al 10% (tratada a 130 °C), HT-HA al 20 % (tratada a 80 °C) y HT-HA al 20 % (tratada a 100 °C) fueron los más suaves, incluso el obtenido de HT (17.99 N). Al analizar la elasticidad de los panes obtenidos de las diferentes mezclas de HT-HA, no se observaron diferencias significativas con respecto al obtenido de HT (0.94). Al igual que al día 0 de almacenamiento, los parámetros de gomosidad y masticabilidad mostraron un comportamiento muy similar. Cuando se utilizó HA al 10 %, la tendencia fue de disminuir a medida que aumentó el tratamiento térmico, observando los valores más bajos cuando se usó HA tratada a 130 °C (5.79), en cambio cuando la sustitución de HA incrementó al 20 %, la tendencia fue de aumentar.
Este comportamiento también se observó cuando se analizó masticabilidad. En lo que respecta a resiliencia, fueron pocos los cambios observados, valores de 0.28 a 0.34 se obtuvieron en el análisis de este parámetro. Finalmente, en relación a cohesividad, al igual que elasticidad no se observaron diferencias significativas, observando valores de 0.59 a 0.63.
Los resultados del perfil de textura obtenidos al día 7 de almacenamiento son mostrados en la Figura 4. El parámetro de firmeza mostró una tendencia a disminuir al incrementar el tratamiento térmico cuando se utilizó HA al 10 %, caso contrario fue cuando se utilizó HA al 20 %. Los incrementos más notables fueron observados en el pan elaborado de HT-HA al 20 % tratada a 130 °C (28.19 N). El pan de mayor suavidad se obtuvo cuando se utilizó HA al 10 % (12.86 N) también tratada a 130 °C, incluso mejoró el valor de firmeza observado en el pan elaborado de HT (19.63 N). También se analizó la elasticidad y se observó que no hubo diferencias significativas en los panes obtenidos con las diferentes mezclas de HT-HA, valores que resultaron muy similares a los obtenidos en el día 2 de almacenamiento. Los parámetros de gomosidad y masticabilidad mostraron un comportamiento muy similar al día 2 de almacenamiento, al igual que se observó en elasticidad, aunque también valores más altos en estos parámetros fueron obtenidos cuando se utilizó HA al 20 % (17.09 y 15.54, respectivamente) tratada térmicamente a 130 °C.
Finalmente, parámetros como resiliencia y cohesividad tienden a disminuir a medida que aumentaron los días de almacenamiento. Rangos de entre 0.21 a 0.25 fueron observados para resiliencia, mientras que para cohesividad fueron de 0.49 a 0.54. Las mediciones de compresibilidad como lo son la medición del perfil de textura o TPA son un indicativo importante de cómo los consumidores perciben diferencias en el envejecimiento del pan. El envejecimiento del pan se refiere a los cambios indeseables que se presentan (además de la contaminación microbiana) entre el tiempo que pasa desde que el pan se elabora hasta que se consume. Comprendiendo los diferentes aspectos del envejecimiento y los factores que lo afectan, puede ayudar al productor a tomar las mejores decisiones en cuanto a las fórmulas, ingredientes y empaques a utilizar.
Estudios realizados por Martin et al. (1991) mostraron que la firmeza del pan es el resultado de la formación de puentes de hidrógeno entre los gránulos de almidón gelatinizado y la red de gluten en el pan, enlazándose juntos a la red de proteína continua y los gránulos remanentes discontinuos. También propusieron que durante el horneado se forman enlaces cruzados entre el almidón y el gluten, y durante el almacenamiento el número de interacciones como su fuerza se incrementan. Otros investigadores como Gerrard et al. (2001) concluyeron que la firmeza de la miga no está significativamente correlacionada con el tipo de proteínas de la harina o con su concentración. Londono et al. (2015) estudiaron el papel de β-glucanos de avena en sistemas de masas, concluyeron que masas hechas de harinas bajas en β-glucanos (<2 %) mostraban una mayor capacidad de retención de gas. El impacto de β-glucanos en las propiedades de los sistemas de masa de avena está regulado por la concentración y viscosidad. Los β-glucanos son componentes claves que determinan la reología de masas donde está involucrada harina de avena, además de la funcionalidad tecnológica en los sistemas de masa (Hüttner et al., 2010). Lo anterior puede ser una consideración muy importante que influye en las propiedades relacionadas con el perfil de textura del pan obtenido en este estudio.
Conclusiones
Los parámetros de viscosidad se vieron afectados por el nivel de sustitución de la harina de avena y por el tratamiento térmico al que fue sometida. Estos efectos fueron más evidentes cuando la harina de avena se trató térmicamente a 130 °C. Todos los tratamientos térmicos aplicados en harina de avena utilizada en la sustitución de harina de trigo favorecieron el volumen específico del pan, esto fue para los dos niveles de sustitución (10 o 20 %), sin embargo, cuando se utilizó harina de avena al 20 % tratada a 100 °C fue que se observó el mayor volumen, incluso mejor al obtenido del pan elaborado solo de harina de trigo. El uso del 20 % de la harina de avena tratada a 80 °C en la sustitución de la harina de trigo mejoró el valor de la firmeza, disminuyendo más que cualquiera de los tratamientos medidos en el día 0, incluso al obtenido al medir el pan elaborado solo con harina de trigo. La sustitución del 10 % con harina de avena tratada a 130 °C favoreció la elaboración de un pan más suave, al medir este parámetro a los 7 días de almacenamiento.

