











 text new page (beta)
text new page (beta) English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCTION
Lactic acid bacteria (LAB) have been present in human diet since ancient times. Nowadays they can be found in different dairy products such as drinks, yoghurt, fresh and ripened cheeses, different meats and their products, and in some vegetables. In addition, these bacteria have been used in the food industry as biopreservers (Martin del Campo et al., 2008) since they play an important role in fermentation processes, not only due to their acidification ability, but also to their involvement in texture, taste, odor and flavor development of foods (Parra, 2010). In recent decades, their use in perishable foods preservation has been explored, due to the production of various metabolites such as lactic acid, hydrogen peroxide, diacetyl, carbon dioxide (CO2) and bacteriocins, the latter having stimulated greater interest (Heredia et al., 2017).
The malanga (Xanthosoma saggitifolium), is a plant with fast vegetative development, easy propagation and acceptable nutritional value. Using simple technologies, it is possible to use this vegetable to obtain flour, which can be used as raw material for the elaboration of various food products (Torres et al., 2013). Dehydrated malanga corm contains 90 % dry matter, 80 % carbohydrates, 7 % raw protein, 4 % raw fiber and 3 % fat, as well as low levels of saponins, phytates and tannins (Lopez et al., 2018). In addition to macronutrients, corms have an important content of minerals, especially magnesium, calcium, iron and zinc, which are required to be included in the diet in order to fulfil vital functions of the human organism (Puá et al., 2019; Fernández et al., 2015; De Ancos et al., 2015).
Due to the important sector occupied by functional foods, the current trend of consuming these products, and the profits they produce, there is interest in adding beneficial bacteria to foods includingice cream, cereals, chocolate, non-fermented milk drinks; among them, ice cream is widely accepted among children and adolescents (Barrionuevo et al., 2011).
These lactic acid bacteria, generally with probiotic characteristics, provide physiological effects such as intestinal pH reduction, production of some digestive enzymes, vitamins and antibacterial substances, reconstruction and construction of intestinal microbiota, reduction of blood cholesterol, elimination of carcinogenesis (Parra, 2010). The effectiveness of these bacteria depends on their viability and ability to adhere to the small intestine mucosa (Velazquez and Guerrero, 2014), also, it is necessary for them to resist adverse environments during processing, shelf life of the product and consumption, in addition to its passage through the gastrointestinal tract. Therefore, it is important to consider a series of technological factors during the process (Ramos et al., 2013).
Of the total milk produced in the state of Chiapas in México (423.6 million L), about 39 % is used in the production of cheese (approximately 165.2 million L), discarding about 147.03 million L of whey, with high nutritional value, to the rivers, causing serious environmental problems; considering that whey contains approximately 1 % of protein, about 1.47 million kg of good quality protein are wasted annually in the state of Chiapas. The main component of whey is lactose, a sugar easily assimilated by LAB. Some of the nutritional advantages of the consumption of whey, is due to its high content of branched amino acids and immune system enhancers, which resist the digestion process, and therefore, are able to retain their specific values until they are absorbed through the long intestinal wall (Velazquez et al., 2018).
The objective of this research was to evaluate the viability of lactic acid bacteria (LAB), in two functional foods made from whey and malanga flour (Xanthosoma sagittifolium). The first is a low moisture product (bread), to which a coating (biofilm) was applied with LAB; and the second is a high moisture product (home ice cream) added with LAB.
MATERIALS AND METHODS
Whey was obtained at the Laboratory of Research and Development of Functional Products (LRDFP) of the University of Sciences and Arts of Chiapas (UNICACH), from the production of a fresh cheese; the whey had a slightly yellow color, a pleasant smell and a pH between 6 and 7. It was filtered to eliminate residues of the curd and impurities, pasteurized at temperature of 63±1°C for 30 min, and stored in glass bottles previously sterilized until use.
Product development
Strain selection
Prior to the production of the beverage, strains of Lactobacillus were inoculated into whey; the pH and % acidity of the whey at the beginning and during fermentation were monitored in order to obtain a beverage that would be used in the production of a probiotic film for bread and homemade ice cream. The bacteria used were isolated and characterized in our laboratory by Velazquez et al. (2018), from samples of fermented pozol (a typical zoque drink from the state of Chiapas, México). To make the beverage, 100 and 200 mL of sweet whey (previously pasteurized) were placed in flasks, each being inoculated with the strain at 10 %. After 48 hours, pH and % of lactic acid (°D) were determined according to NOM-243- SSA1-2010, and CFU quantified in each beverage, using the dilution and plate casting technique (NOM- 092-SSA1-1994). Once the amount of LAB (106 CFU/mL) established by NOM-181- SCF1-2010 to be considered a probiotic beverage was reached, it was stored in refrigeration.
Bread making
The flour was prepared at the Laboratory of Research and Development of Functional Products (LRDFP), by dehydrating corm slices at a temperature of 60±1°C in a drying oven for 10 hours, grinding and sifting with a mesh or #60 sieve to obtain the totally fine flour, packing in hermetically sealed bags and storing in a fresh and dry environment, until use. All dry ingredients (12 % whole meal flour, 19 % wheat flour, 5 % Malanga flour, 2 % iodized salt, 55 % brown sugar, 7 % yeast) were placed in a stainless-steel container, slowly adding drinking water and whey, and mixed evenly until dough with the desired conditions was obtained. Olive oil was added to the dough obtained, to make “boleo” (rotary movements of the dough until the desired conditions were obtained). The whole dough was fermented for 30 minutes in a clean, disinfected container, covered with a completely clean cloth blanket. Subsequently, buns were formed and baked at 180°C for 20 minutes to make the bread.
Coating production
Under sterile conditions, the coating was made with the probiotic drink; two types of edible coating were made using different commercial gums (xanthan and carob). Two types of ice cream were also made with different concentrations of inoculum according to the experimental design shown in Table 1.
Table 1 Experimental design for coating and ice cream production.
Tabla 1. Diseño experimental para el recubrimiento y helado casero.
| Coating | |||
| Treatment | BF: LAB (mL) | Xanthan gum | Carob gum |
| BP1 | 20:10 | 0.8 g | --- |
| BP2 | 20:10 | --- | 0.8 g |
| Ice cream | |||
| Treatment | BF: LAB (mL) | Fruit and/or taste | |
| H1 | 100:10 | Pineapple - coconut | |
| H2 | Lemon | ||
| H3 | 200:10 | pineapple - coconut | |
| H4 | Lemon | ||
BF: Fermented beverage; BP: Coating; H: Ice cream
Application of the covering
Under sterile conditions, using a brush, the biofilm was applied to the crust of the bread, approximately 1-2 millimeters thick. The biofilm was allowed to dry, the product was placed in hermetically sealed bags and kept in refrigeration (5°C); subsequently, the viability of the LAB was evaluated weekly for four weeks.
Homemade ice cream production
The ice cream was made from a fermented whey beverage. The amount of BAL present in the drink must be greater than 106 CFU/mL. Coconut cream and natural fruit (pineapple) were added to the beverage; it was then frozen for 24 hours at 4°C; the viability of the LAB was evaluated, using the amount of CFU/mL of LAB in the freshly produced products and during refrigerated storage for 4 weeks. The plate dilution and pouring method (NOM-092- SSA1-1994) was used, using MRS agar for lactobacillus (Difco®).
Physicochemical analysis
The nutritional composition of homemade bread and ice cream was determined by proximal chemical analysis: moisture content (AOAC 2015, 934.01), ash (AOAC 2015, 942.05), protein (AOAC 2015, 2001.11), ethereal extract (AOAC 1990, 920.39) and crude fiber (AOAC 2015, 962.09).
Sensory evaluation
For the sensory evaluation, we used a group of untrained judges made up of 20 students between 19 and 23 years of age from the University of Science and Arts of Chiapas, the sample was selected through a non-probabilistic sampling at convenience. The test performed was for acceptability using a structured survey. The attribute profile was determined using a verbal hedonic scale, in which the acceptability of the biofilm in probiotic bread and homemade ice cream was analyzed.
RESULTS AND DISCUSSIONS
Generally, coatings are formulated as liquid solutions that are applied on the surface of fruits or vegetables, to regulate the humidity and gaseous exchange with the atmosphere (Ncama et al., 2018; Thakur et al., 2018).
Before developing the biofilm, the strains were reactivated in the whey, with an initial pH of 6.8 ± 0.4 and an acidity of 14 ± 0.31 °D; after 16 hours (exponential phase), pH and acidity of fermented whey were measured, resulting in 4.4 ± 0.9 and 19 ± 0.28, respectively. Similar data were shown by Montesdeoca et al. (2017), who obtained a fermented whey beverage with a final pH of 4.5 ± 0.035; Alava et al. (2014) characterized a sweet whey obtaining a pH of 6.5 ± 0.21. Lactobacillus produces organic acids, mainly lactic acid, that modify the pH of foods, which in addition to possess antibacterial activity, it allows a greater release of calcium in the food, also, when consumed, allows a greater absorption of the same (Rojas et al., 2015).
Under sterile conditions, the bread was made with malanga and wheat flour. After baking the breads (Figure 1a) the probiotic biofilm was applied with commercial gums (xanthan and carob) (Figure 1c) and whey. The ingredients of the edible coatings can vary among gums, to replace materials and reduce typical polymer coatings. Currently, there are coatings based on protein, which makes them more attractive since, in addition to the various effects, they allow a nutritional increase of the product (Feng et al., 2018).

Figure 1 Breads with edible biofilms: a) Baking, b) Sterilization, and c) Inoculation.
Figura 1. Panes con biopelículas comestibles; a) Horneado, b) Esterilización c) Inoculación.
LAB viability tests were performed on breads made with probiotic biofilms. They were evaluated once a week for four weeks, through the technique of dilution and emptying into plates. Depending on each dilution, Lactobacillus growth can be observed. Results obtained from the quantification of the viability of bread with xanthan gum biofilm are shown.
During bread storage, the results show a considerable growth reduction of LAB after the second week (10-2 and 10-3 dilution), however, at the end of the four weeks of storage, the amount of CFU/mL was greater than 1x106 CFU/g at the 10-1 dilution. It should be mentioned that this type of product remains on the shelf for about two weeks or less. The decrease in the bread CFU of LAB after the second week, is probably due to a decrease in the humidity of the product. It is necessary to emphasize that the biofilm allows the adequate development of LAB so that the coating can be considered a functional product. Lactic acid bacteria have important roles in food production, showing the ability to inhibit growth and development of a wide variety of undesirable microorganisms in food. Some metabolites have a preservative effect by limiting the growth of pathogens, called bacteriocins (bioactive peptides), some have an effect on food quality by producing flavor enhancing components (diacetyl and acetaldehydes) (Agurto and Ramos, 2008; Heredia et al., 2017).
The biofilm with the carob bean gum allowed a greater growth of LAB, in the first week the amount of CFU/mL was greater than 1x106 CFU/g in all dilutions; in the case of the 10-1 dilution, no count was possible throughout the four weeks of storage, whereas the 10-2 dilution, this behavior was only present during the first two weeks; after that, a notorious reduction in the amount of CFU present in the coating was observed, in the same way it was observed for the 10-3 dilution, after the first week. An anoxic culture of LAB was developed in the coating, verified by gram staining, and bacteria in the form of bacilli with a blue coloration was observed, indicating the presence of gram (+) lactic acid bacteria (Ramirez et al., 2011) (figure 2). In addition, this type of edible coating has been used to increase the shelf life of cheeses, increasing their organoleptic quality, due to the fact that the polysaccharides used decrease gas exchange; in addition, the production of bacteriocins from LAB (Costa et al., 2018; Arnon and Poverenov, 2018).

Figure 2 BAL strains observed (100 X) under the optical microscope (gram stain).
Figura 2. Cepas de BAL observadas (100 X) al microscopio óptico.
A homemade probiotic ice cream was made, using different concentrations of the fermented beverage with Lactobacillus; this bacteria has a greater tolerance to acidity, to the presence of oxygen and to high concentrations of sugars (Ramos et al., 2012). Four formulations were made (table 1), varying the inoculum concentration (100 and 200 mL) and the taste. The flavors used were pineapple-coconut and lemon. The desired characteristics, such as consistency, appearance, flavor, color, and creamy texture, were achieved (Figure 3). After preparing the ice cream mixes (Figure 3a), they were inoculated under sterile conditions (Figure 3b), air was added to obtain the desired mix (Figure 3c), resulting in the ice cream shown in Figure 3d and e.

Figure 3 Homemade probiotic ice cream process: a) preparation, b) inoculation, c) air incorporation, d) and e) final ice cream.
Figura 3. Proceso de elaboración de helados caseros probióticos: a) preparación, b) Inoculación, c) incorporación de aire, d) y e) helados finales.
The viability of LAB in ice cream (H1, H2, H3 and H4) was evaluated weekly for four weeks using the plate casting technique, with MRS agar. Table 4 shows that the ice creams contain high viability of LAB between the first and third week of storage; however, after the fourth week a decrease is observed. Due to the use of an anoxic culture and the concentration of Lactobacillus, this product is considered a simple probiotic ice cream (Ramos et al., 2012). Similar results were reported by Moussa et al. (2005) who developed a probiotic ice cream and analyzed viability of LAB along 4 weeks of storage, finding a decrease from 0.8 to 0.7 log.
Table 2 Microbiological evaluation results of homemade ice cream.
Tabla 2. Resultados de la evaluación microbiológica del helado casero.
| H1 | |||||
| Dilution | CFU/g | ||||
| Week 0 | Week 1 | Week 2 | Week 3 | Week 4 | |
| 10-1 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-2 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-3 | >1x106 | >1x106 | >1x106 | 131000± 9.89 | 112500± 3.53 |
| H2 | |||||
| Dilution | CFU/g | ||||
| Week 0 | Week 1 | Week 2 | Week 3 | Week 4 | |
| 10-1 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-2 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-3 | >1x106 | >1x106 | >1x106 | >1x106 | 121000±1 2.72 |
| H3 | |||||
| Dilution | CFU/g | ||||
| Week 0 | Week 1 | Week 2 | Week 3 | Week 4 | |
| 10-1 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-2 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-3 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| H4 | |||||
| Dilution | CFU/g | ||||
| Week 0 | Week 1 | Week 2 | Week 3 | Week 4 | |
| 10-1 | >1x106 | >1x106 | >1x106 | >1x106 | >1x106 |
| 10-2 | >1x106 | >1x106 | >1x106 | >1x106 | 13600± 5.65 |
| 10-3 | >1x106 | >1x106 | 44000 ±15.55 | 19000 ±4.24 | 8000± 4.24 |
Table 3 Microbiological analysis results of bread coated with probiotic biofilms.
Tabla 3. Resultados del análisis microbiológico del pan con recubrimiento probiótico.
| Parameter | Result (CFU/g) | LimitA (CFU/g) |
|---|---|---|
| Mold and yeasts | <10 | 300 |
| Aerobic mesophiles | 10,000 | 200,000 |
| Total Coliforms | Absent | 100 |
| Mold and yeasts | 10 | 50 |
| Staphylococcus aureus | Absent | <100 |
| Salmonella | Absent | Absent in 25 g |
A NOM-247-SSA1-2008; NOM-036-SSA1-1993.
Table 4 Proximal chemical analysis of bread with probiotic coating: Xanthan gum (bread A) and carob gum (sample).
Tabla 4. Análisis químico proximal del pan con recubrimiento probiótico: Goma Xantana (Pan A) y goma Algarrobo (Pan B).
| Parameter | Bread A | Bread B |
|---|---|---|
| Moisture | 30.41 ± 2.30 | 37.34 ± 3.99 |
| Ash | 1.56 ± 0.18 | 1.14 ± 0.05 |
| Fat | 0.69 ± 0.13 | 0.85 ± 0.30 |
| Protein | 1.64 ± 0.75 | 2.45 ± 0.72 |
| Fiber | 6.75 ± 0.03 | 6.75 ± 0.03 |
| Carbohydrates | 60.32 ± 3.03 | 54.29 ± 4.06 |
Pineapple, coconut and lemon fruit extracts were used for flavoring, since they are harvested in any season, and are readily available in the local market, as well as being a perfect medium for the survival and growth of lactic acid bacteria.
Breads with edible coating were counted for fungi and yeasts according to the NOM-247-SSA1-2008 method, which indicates a maximum limit of 300 CFU/g. The presence of Salmonella and Shigella, aerobic mesophilic, total coliforms, Staphylococcus aureus and Vibrio cholerae was evaluated according to the NOM-243- SSA1-2010, as safety parameters.
The fungi and yeasts count showed a growth of less than 10 CFU/g, well within the specifications indicated by the NOM -181-SCF1-2010. Lactic acid bacteria have been used as food biopreservatives, due to the production of secondary metabolites named bacteriocins, which inhibit the growth of pathogenic or alter microorganisms present in the raw material. The optimal development of LAB contributes to the preservation of food, reducing the use of chemical preservatives, without altering the quality and safety of the product made (Agudelo et al., 2015). Lactic acid bacteria provide many beneficial effects related to their consumption, among which are the modulation of the intestinal microbiota activity, reduction of lactose intolerance symptoms, improvement of mucosal immunity and intestinal transit, and prevention of the incidence of Helicobacter pylori (Vinderola, 2014).
All the results shown in table 5, are lower than the maximum limits established by the Mexican official standard, to be considered fit for consumption, which guarantees the consumer health. Table 6 presents the results of the proximal chemical analysis of breads made with the different biofilms (with xanthan gum, bread A; and with carob gum, bread B). The results of the ice cream proximal chemical analysis are shown in Table 7. Due to the fact that the bread pieces were made with whey and the application of coating, the humidity obtained was high compared to other types of bread (Mohammad et al., 2003; Ishida and Steel, 2014), as well as the rest of the parameters determined. One of the options for fortifying bakery products is the use of alternative flours as an ingredient in their preparation. Each flour has unique nutritional characteristics, for example, oats and barley increase the content of β-glucans (fibre) (Pourafshar et al., 2014), as does malanga flour, which also has exceptional nutritional and functional properties. In the baking industry, several additives are used to improve dough properties, increase quality and tolerance to food processes, and generally used to optimize products shelf life. However, currently there are alternatives to avoid the use of harmful additives, of which the use of edible coatings stands out, which can increase positive health effects (Andressa et al., 2017).
Table 5 Proximal chemical analysis results of pineapple- coconut ice cream added with 100 mL of whey (Ice cream A) and lemon ice cream added with 200 mL of whey (Ice cream B).
Tabla 5. Resultados del análisis químico proximal del helado de piña -coco con 100 mL de lactosuero (Helado A) y el helado de limón con 200 mL de lactosuero (Helado B).
| Parameter | Ice cream A | Ice cream B |
|---|---|---|
| Moisture | 70.61± 0.24 | 73.06 ± 0.15 |
| Ash | 0.34 ± 0.03 | 0.27 ± 0.01 |
| Fat | 0.67 ± 0.30 | 0.16 ± 0.09 |
| Protein | 0.46± 0.0 | 0.64 ± 0.26 |
| Fiber | 1.74 ± 0.26 | 1.79 ± 1.26 |
| Carbohydrates | 26.18± 0.77 | 24.08 ± 0.93 |
Table 6 Degree of acceptability by untrained judges according to bread attribute profile.
Tabla 6. Grado de aceptabilidad de jueces no entrenados de acuerdo al perfil de atributos del pan.
| Level of satisfaction |
Color | Smell | Taste | Appearance | ||||
|---|---|---|---|---|---|---|---|---|
| M451 | M581 | M451 | M581 | M451 | M581 | M451 | M581 | |
| Like | 21aA | 11aB | 19aA | 13aB | 19aA | 13aB | 16aA | 23aA |
| Neutral | 1bA | 4bA | 2bA | 5bA | 3bA | 8bB | 4bB | 0bB |
| Unlike | 1bA | 8aB | 2bA | 5bA | 1bA | 2cA | 3bA | 0bA |
*Different letters in the same column per sample indicate significant statistical differences (p<0.05, chi-square). *Different letters in the same row per attribute indicate significant statistical differences (p<0.05, chi-square).
Table 7 Degree of acceptability by untrained judges according to homemade ice cream attribute profiles.}
Tabla 7. Grado de aceptabilidad de jueces no entrenados de acuerdo al perfil de atributos de helado casero.
| Level of satisfaction |
Color | Smell | Taste | Appearance | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M273 | M324 | M451 | M355 | M273 | M324 | M451 | M355 | M273 | M324 | M451 | M355 | M273 | M324 | M451 | M355 | |
| Like | 15aA | 8aB | 12aA | 11aA | 17aA | 10aB | 9aB | 6aC | 19aA | 9aB | 1aC | 16aA | 12aA | 13aA | 10aA | 9aA |
| Neutral | 5bA | 8aA | 3bA | 3bA | 3bA | 10aB | 10aB | 12bB | 2bA | 9aB | 3aA | 4bA | 8aA | 3bB | 5bA | 7aA |
| Un like | 3bA | 7aB | 8aB | 9aB | 3bA | 3bA | 4bA | 5aA | 2bA | 5bA | 19bB | 3bA | 3bA | 7aB | 8bB | 7aB |
*Different letters in the same column per sample indicate significant statistical differences (p<0.05, chi-square). *Different letters in the same row per attribute indicate significant statistical differences (p<0.05, chi-square).
The mineral content (ash) of bread A and B is similar to that of whey (Hernández and Vélez, 2014), both are low in fat and fiber since they are made from whole wheat and white wheat flour, and malanga flour. Fiber has different effects on the quality of the products, it can influence volume, increase firmness, and promote color changes (Pourafsharet al., 2014). According to Andressa et al. (2017), edible coatings in bakery products, allow an increase of their quality, considering coatings which are based on proteins, gums, with functional compounds, among others, increasing the nutritional value.
The ice cream ash, fiber, moisture and protein content is similar in both; they have low fat content, however the pineapple-coconut ice cream presented higher fat content, compared to the lemon flavor (p<0.05). It should be mentioned that this difference is due to the presence of coconut in ice cream A. Within its composition, we can highlight the presence of polyunsaturated fatty acids (PUFA), vitamins and minerals, which due to its composition, we can attribute some benefits, such as antioxidant properties, ability to regulate blood pressure, and decrease triglycerides. According to Januário et al. (2018), commercial products generally have basic ingredients (milk, milk powder, sugar, salt, sucralose, vegetable oil and fruit pulp) and many others, such as carboxymethylcellulose, guar gum, monoglycerides, monostearate, polysorbate 60, modified starch, corn starch, fumaric acid, artificial flavor and color. The results found here are similar to those reported by Barrionuevo et al. (2011), where they made a prebiotic ice cream added with blueberry, which obtained a humidity of 60 %.
With respect to the evaluation of the profile of attributes (odor, flavor, color and appearance), figure 4 shows the number of people who liked the product per sample. It can be seen that 16 people (80 %) preferred sample 451, elaborated with xanthan gum, while four people (20 %) liked sample 581, elaborated with carob bean gum. The bread with the biofilm made with xanthan gum (sample 451), presented greater acceptability due to all the attributes that the gum provides to the product.
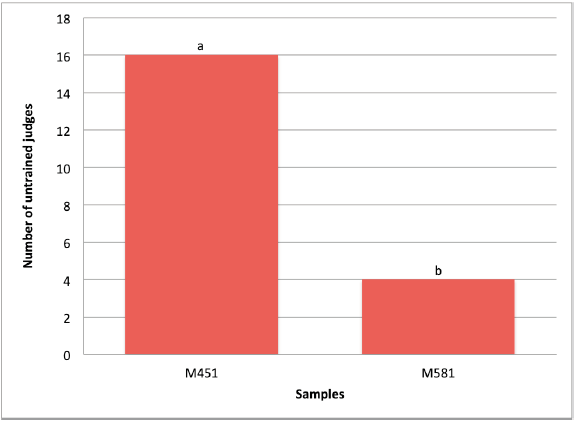
Figure 4 Number of untrained judges according to the degree of acceptability in breads with probiotic biofilms (p<0.05, chi-square).
Figura 4. Número de jueces no entrenados de acuerdo al grado de aceptabilidad en panes con biopelículas probióticas (p<0.05, chi-cuadrada).
The level of enjoyment of four attributes (odour, flavour, colour and appearance/appearance) with untrained judges obtained for ice cream with different amounts of inoculum and different flavors (pineapple -coconut and lemon), is shown in table 9. It is clear that three samples (M273, M451 and M355) presented the highest level of enjoyment (p<0.05); while M324, showed no statistical difference with respect to the three levels of enjoyment evaluated. Sample M273, is the one that showed the highest (p<0.05) level of liking regarding the odor attribute, while the rest of the samples (M324, M451 and M355) did not show a high level of liking. Samples M273 and M355, showed statistically (p<0.05) the highest level of palatability; however, samples M432 and M451 were not selected by the judges as the highest level of palatability with respect to the taste attribute. Regarding the appearance attribute, samples M324 and M451, showed the highest level of liking by the judges, while the other two samples showed a low level of liking, without statistical differences (p<0.05). According to Pandiyan et al. (2012), and Markowiak and Slizewska (2017), symbiotic ice cream (probiotic and prebiotic), has little effect on the aromatic profile.
Figure 5, shows that samples 324 and 273 (pineapple-coconut flavor) have the highest level of preference, while samples 451 and 355 (lemon flavor) were the least preferred, probably due to the acidity. In the same figure, the level of enjoyment of each flavor of the homemade ice cream (pineapple-coconut and lemon) is shown. The test performed with the untrained judges, who were instructed to rate the pineapple-coconut ice cream samples, in each of the respective papers, at the end of the evaluation they were instructed to rate the lemon-flavored ice cream samples; the results indicate that the pineapple-coconut ice cream was the one with the highest acceptability by the judges (I like it very much, and I like it slightly); while the lemon-flavored ice cream, in the two inoculum concentrations presented a lower level of liking (I like it slightly, and I unlike it slightly).

CONCLUSIONS
The microbiological results indicate a high concentration of LAB in both products (bread and ice cream), above than established in the NOM-181-SCF1-2010, so they can be considered as probiotic foods. The presence of malanga flour in breads provides very important nutritional characteristics, plus it is necessary to improve the quality of the product, such is the case of fiber, proteins, minerals and vitamins. This opens an excellent opportunity to develop different bakery products, with a wide shelf life. The presence of whey in both products makes it possible to maintain the viability of LAB in both products, due to the presence of sugars (lactose) that can be assimilated by the strains. The presence of LAB, as well as bioactive peptides from whey, in addition to some components such as fiber and antioxidants from malanga, allows both products to be classified as functional foods. The use of malanga and whey in a combined or separate way, opens a wide possibility for the generation of functional products that improve the health and nutritional conditions of people, as well as to generate innovative prototypes that impact positively on the reduction of environmental problems that are currently presented.

