











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
La madera, por su abundancia y características propias, se ha utilizado como material para la elaboración de casas, muebles, herramientas, vehículos, instrumentos musicales, objetos decorativos, entre otros. En estado seco funciona como aislante contra el calor, el sonido y la electricidad, por lo que absorbe y disipa vibraciones bajo algunas condiciones de uso. Este material se moldea de manera fácil si se utilizan herramientas y técnicas adecuadas; puede fijarse con adhesivos, clavos, tornillos, pernos y clavijas. Estructuralmente tiene alta resistencia en relación con su peso y posee una durabilidad natural considerable; no obstante que puede ser dañada por la oxidación, el ácido, el agua salada u otros agentes corrosivos, se puede reparar, reconstruir o transformar.
Para que la madera tenga una vida en uso más larga es necesario protegerla; para ello existen acabados transparentes como los barnices que resaltan y acentúan el veteado y el color natural de la madera. Las tintas dan un aspecto rústico además de bloquear de forma parcial el color y el veteado; las pinturas cubren completamente la madera (Cassens y Feist, 1991; Alegri, 1994; Williams, Knaebe y Feist, 1996). La labor principal de un acabado es la de proteger la superficie de la madera evitando que los rayos ultravioleta (UV) incidan directamente en esta; así mismo, ayuda a mantener cierta apariencia y facilidad en la limpieza. Su elección penderá del aspecto y grado de protección deseado. La óptima función de los sistemas de acabado se logra cuando se consideran los múltiples factores que los afectan. Estos factores incluyen las características y propiedades del substrato madera, entre ellos los nudos y extractivos, las propiedades del material de acabado, detalles de aplicación y severidad de la exposición (Forest Products Laboratory [FPL], 1999).
Las superficies de madera más adecuadas para la aplicación de un acabado son las que tienen la menor tendencia a la contracción e hinchamiento; por lo tanto, las tablas de corte radial son mucho mejores que las de corte tangencial. Esta situación se observa con mayor claridad cuando la madera es usada al exterior y se pueden producir condiciones en donde la humedad relativa y la lluvia periódica provoquen hinchamiento y contracción que afecten la estabilidad del acabado. De la misma forma, debido a que el hinchamiento de la madera es directamente proporcional a la densidad básica, estas especies son preferidas a las de alta densidad básica (FPL, 1999).
La madera usada en exteriores se ve afectada de manera notable por el proceso de intemperismo, término usado para describir la degradación de los materiales expuestos (Cassens y Feist, 1991; Williams et al., 1996; Williams, 2010). Esto ocurre en la superficie de todo material orgánico, incluyendo la madera y los acabados usados en la misma. La fotoxidación de la superficie catalizada por la radiación ultravioleta del sol aumenta por procesos como la lixiviación, la lluvia, cambios en la temperatura, contenido de humedad y abrasión por partículas arrastradas por el viento. El proceso de intemperismo puede tomar muchas formas de acuerdo al material expuesto; en general, el proceso comienza con un cambio de color, seguido por una lenta erosión (pérdida de material) de la superficie (Feist, Rowell y Ellis, 1991; Miklečić y Jirouš-Rajković, 2011). Al inicio se crean escasas grietas superficiales y en algunos materiales se pueden abrir grietas profundas (FPL, 1999; Custódio, Broughton y Cruz, 2012).
Cuando un objeto de madera usado en el exterior tiene algún tipo de acabado de los que forman película (como son barnices y pinturas), se producen fallas de cohesión entre la madera y la película; esto se da por el efecto del intemperismo, el que puede terminar con un blanqueo y posterior desprendimiento de esta por la acción de lixiviación que ejerce la lluvia (Cassens y Feist, 1991; Williams et al., 1996; Williams y Feist, 2007). Por esta razón no se recomienda, en general, usar barnices cuando la madera es colocada en exteriores.
A partir de estudios de intemperismo artificial, se ha obtenido considerable información sobre el índice de degradación de la madera (Williams, Knaebe, Sotos y Feist, 2001; Forsthuber, Schaller y Grüll, 2013; Custódio et al., 2012). Las pruebas de intemperismo acelerado se pueden efectuar en varios aparatos creados con bases empíricas; éstos tratan de imitar las condiciones climáticas a las que un sistema de acabado para madera es expuesto. También se han creado métodos de evaluación que permiten estimar la vida útil de los acabados en un periodo corto (Arnold, Sell y Feist, 1991; Podgorski, Merlin y Deglise, 1996; Williams y Feist, 2007; Goktas, Duro, Yeniocak y Ozen, 2008; Clausen, Green y Kartal, 2010; Miklečić y Jirouš-Rajković, 2011).
En México son escasos los estudios sobre pruebas aceleradas de intemperismo artificial, entre ellos están los de Flores-Velázquez, Borja-de la Rosa, Zamudio-Sánchez, Fuentes-Salinas y González-Estrada (2001) y Tamarit-Urías, Borja-de la Rosa, Flores-Velázquez y Corona-Ambriz (2002), quienes usaron como sustrato la madera proveniente de bosques naturales. En este trabajo se empleó la madera de especies de plantaciones comerciales de siete años de edad como sustrato. El objetivo fue estimar la resistencia al intemperismo acelerado del Barniz® y del Barniz 11000® utilizando como soporte la madera de Cedrela dorata L. (cedro rojo) y Roseodendron donnell-smithii (Rose) Miranda (primavera). Por lo tanto, esta experiencia aportará datos e información para enriquecer la toma de decisiones de los propietarios de los bosques, de fabricantes de casas y muebles, de los carpinteros, de los tecnólogos de la madera como usuarios y de los fabricantes de los barnices empleados, así como para establecer una base de estudios futuros.
Materiales y métodos
Se colectaron cuatro árboles de R. donnell-smithii (Rose) Miranda (primavera) y de C. odorata L. (cedro rojo) de plantaciones forestales comerciales de siete años de edad del predio Cerro del Águila, comunidad de Zapoapan de Cabañas del municipio de Catemaco, Veracruz, México. La zona se encuentra entre los 18º15' y 18º22' de latitud norte y 95º01' y 95º07' de longitud oeste (Instituto Nacional de Estadística, Geografía e Informática, 1985). Las trozas de cedro rojo midieron entre 15.5 cm y 19.5 cm de diámetro, con alturas entre 9.5 m y 10.50 m. Las muestras de primavera medían de 18 cm a 25 cm de diámetro y de 10.80 m a 17.50 m de altura.
Los árboles fueron seccionados desde la base del fuste a cada 1.80 m. Las trozas obtenidas se trasladaron a la División de Ciencias Forestales de la Universidad Autónoma Chapingo (UACh), en Texcoco, Estado de México. Las tablas que se obtuvieron de las trozas fueron secadas en un secador solar a un contenido de humedad de 11% en las instalaciones del Campo Experimental San Martinito (CESM) del Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias (INIFAP). Por último, se elaboraron probetas de 1 cm × 10 cm × 30 cm de cortes mixtos de las dos especies. Las caras de las probetas fueron lijadas con una máquina lijadora de banda, usando una lija del número 100. Los cantos y los cabezales se lijaron de forma manual utilizando lijas de los números 80 y 100. Posteriormente, se seleccionaron 120 probetas por especie tratando que no tuvieran defectos en la superficie o que estos fueran mínimos. Una vez preparadas las superficies de las probetas se aplicaron cuatro manos en los cantos y en las caras, y cinco en los cabezales en cada una de las probetas de los barnices Hydroform® (base agua) y 11000® (base solvente), este número de manos de barniz fue sugerida por el fabricante; las características de los barnices se muestran en la Tabla 1.

Para la prueba acelerada de simulación de las condiciones de intemperismo se utilizó un equipo fabricado de acuerdo a lo establecido por el Centro Técnico de la Madera y del Mueble de Francia; este es nombrado rueda de intemperismo acelerado (RIA). El ensayo se realizó en las instalaciones del Campo Experimental San Martinito.
La Figura 1 muestra el equipo usado para el ensayo de envejecimiento artificial. En la parte inferior se encuentra una tina trapezoidal de lámina galvanizada cuyas medidas son: 0.4 m de ancho, 1.5 m de longitud en la parte alta y 1.2 m en la parte baja; con capacidad de 200 litros de agua (destilada) que fue empleada para la simulación del efecto de la humedad de lluvia o rocío en la madera usada en exteriores (expansión, lixiviación de extractivos y materiales producidos por degradación fotoquímica). En la parte media se encuentra una rueda cuyo diámetro es de 1.5 m, con velocidad de giro de 1.5 h en cada vuelta, la cual es accionada por un motor industrial marca General Electric de dos fases, de 186.4 W (1/4 de caballo de fuerza). Para reducir la velocidad de giro se le adaptó un motor reductor de 186.4 W (1/4 de caballo de fuerza), de 115 V, a una frecuencia de 50 s-1 - 60 s-1 (50 a 60 ciclos por segundo) y 4.8 A; también se le adaptó un ventilador para evitar el sobrecalentamiento del motor (se accionó cada 3 h de 10 min a 15 min).

Figura 1 Probetas colocadas en el equipo de intemperismo acelerado. Rueda de degradación utilizada por el Centro Técnico de la Madera y del Mueble de Francia (adaptada de Podgorski et al., 1996). Readaptada para esta investigación.
En la parte superior del equipo se localizan seis focos que emiten luz ultravioleta de 300 W, marca OSRAM, tipo ultra-vitalux, casquillo E 27, accionados con 220 V. Cada foco se compone de un quemador de cuarzo y de un filamento incandescente de wolframio; ambos están regulados de tal forma que junto con una ampolla especial con reflector interior, proporcionan una radiación muy parecida en sus efectos a la luz del sol. Los focos se encuentran a una distancia de 45 cm entre ellos; se ubican en posición perpendicular con respecto a las probetas y a una distancia de 32 cm. Todo el equipo, con excepción del ventilador, es accionado mediante un interruptor manual.
Para el ensayo se colocaron 44 probetas en la rueda (Fig. 1), 22 por especie; se intercalaron de la siguiente manera: una probeta de cedro rojo y una de primavera acabadas con el barniz base agua; después, una probeta de cedro rojo y una de primavera acabadas con el barniz base solvente, y así sucesivamente. Se fijaron a la rueda con perfiles de aluminio (baguetas) y tornillos de acero inoxidable. Un ciclo completo del proceso de intemperismo acelerado dura 90 min; comienza por inmersión de las probetas en la tina con agua destilada a temperatura ambiente por 12 min, seguido de 27 min a las condiciones ambientales del laboratorio donde se encuentra la rueda, 24 min de exposición a la luz ultravioleta emitida por los seis focos puestos en la parte superior del equipo, y 27 min a las condiciones ambientales del lugar donde se encuentra la rueda.
Las evaluaciones se realizaron cada 100 h hasta que la falla por degradación alcanzó 10% (en promedio) con respecto al total de la superficie de la probeta, ya que el fabricante de los barnices recomienda dar un mantenimiento o reacabado cuando se presente 10% de degradación del acabado. El parámetro final del ensayo fue a las 2500 h. La evaluación de cada probeta consistió en medir el porcentaje de la superficie del barniz degradado. La degradación de la superficie de las probetas a cada 100 h fue marcada en acetatos que luego se escanearon, obteniendo dos imágenes por cada probeta. El programa Adobe Photoshop LE se empleó para delimitar las partes degradadas y con Image Tool se cuantificó la superficie degradada de las imágenes procesadas de manera previa. Por último, los resultados se ingresaron a una hoja de cálculo del programa Excel para obtener la proporción de la superficie dañada de cada probeta y el porcentaje promedio de degradación. Los datos se ajustaron a un modelo no lineal, específicamente al modelo definido por la función de distribución acumulativa del modelo Weibull con dos parámetros (α y β). Considerando que es un modelo no lineal, el sistema de ecuaciones que se genera al aplicar el método de máxima verosimilitud para determinar los estimadores de los parámetros (α y β) no tiene una solución cerrada; por lo que fue necesario recurrir a métodos iterativos para resolver dicho sistema. Por lo tanto, la estimación de los parámetros se realizó con el software Statistical Analysis System (SAS Institute Inc., 1999), utilizando el PROC NLIN y el método de Marquardt. La razón de usar el modelo de Weibull es porque provee una excelente aproximación a la ley de probabilidades de muchas variables aleatorias y su principal área de aplicación ha sido en el análisis de los tiempos de falla de componentes y sistemas (Hines y Montgomery, 1997). La función de distribución acumulativa del modelo Weibull está definida por:
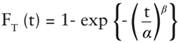 (1)
(1)
donde:
FT (t): Proporción de falla en el tiempo de exposición t
t: Tiempo de exposición en horas
α: Parámetro de escala
β: Parámetro de forma
Estimando los parámetros de escala y forma, esta función de densidad se aproxima al fenómeno observado en este trabajo. Con el modelo ajustado, se estimó el tiempo en horas en las cuales alcanzaría 10% de degradación del acabado. Para los barnices que no lo alcanzaron en el tiempo establecido de la prueba, se estimó el tiempo despejándolo de la expresión (1); es decir, el tiempo está dado por:
 (2)
(2)
Debido a que el fabricante sugiere dar mantenimiento cuando se observa una degradación de la superficie de 10%; esto representa el límite de falla para el tiempo de exposición t, quedando la ecuación (2) de la siguiente manera:
 (3)
(3)
La vida útil de los productos de acabado se estimó en horas con su correspondiente equivalencia en años de acuerdo con lo sugerido por Pordgorski et al. (1996), quienes indican que una hora de exposición bajo condiciones de intemperismo artificial en la rueda de degradación equivale a 10 h bajo ambiente de intemperismo natural.
Así como el equipo fue importante para este trabajo, también lo es el soporte usado para la aplicación de los barnices, que fueron maderas de especies tropicales de plantaciones. De estas se determinaron las características tecnológicas que tenían influencia en el comportamiento de los barnices al envejecimiento.
Resultados y discusión
En primer término, en la Tabla 2 se muestran las características tecnológicas de las maderas utilizadas como sustrato; la proporción de elementos es un parámetro que tiene influencia en el comportamiento de los barnices, pero para este caso las dos especies tuvieron la misma clasificación según Kollman (1959).
Tabla 2 Características tecnológicas de las maderas utilizadas como sustrato.

Db.= densidad básica, Pa.= parénquima, β Tt = tangencial total, β Rt = radial total, βLt = longitudinal total.
Sin embargo, todas las probetas cambiaron de color a las 100 h de iniciado el ensayo; esto se observó en las caras más amplias de las probetas como resultado de la fotoxidación en la madera por efecto de la luz UV, lo que concuerda con Williams y Feist (1993). Ellos indican que la superficie de la madera cambia de color al poco tiempo de exposición al intemperismo para después permanecer casi sin alteraciones. En las probetas acabadas con el barniz Hydroform®, este cambio de color fue más marcado que en las probetas de Barniz 11000®.
Tal como se observa en la Figura 2, se aprecia la degradación en porcentaje del barniz Hydroform®, de la madera de Cedro rojo, después de 1200 h, la probeta 8 presenta la proporción más baja (4.15%) y la probeta 6 la más alta (34.48%). Así mismo, en la Figura 3 se observa la degradación del barniz Hydroform®; en la madera de primavera después de 2000 h de exposición, donde la probeta 1 presenta la proporción más baja (0.41%) y la probeta 10, la más alta (39.75%).

Figura 2 Degradación del barniz Hydroform® a las 1200 h en las probetas de Cedrela odorata L (cedro rojo).
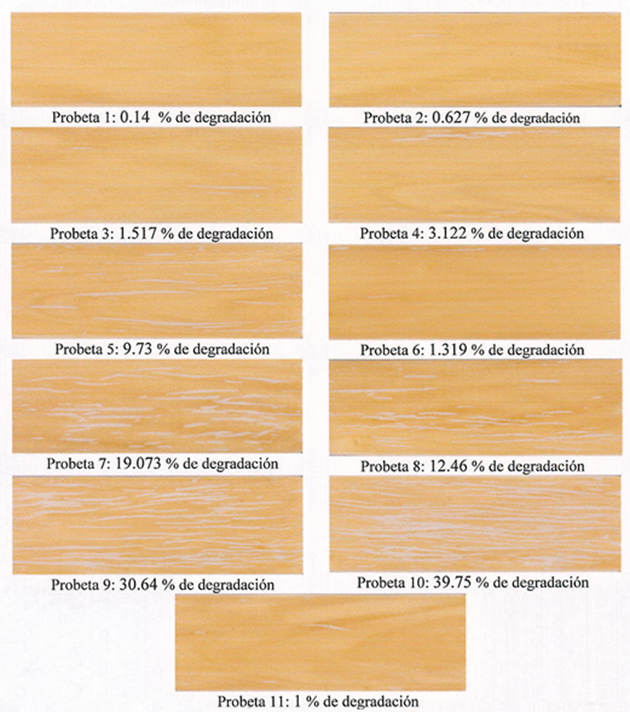
Figura 3 Degradación del barniz Hydroform® a las 2000 horas en las probetas de Roseodendrum donnell-smithii (Rose) Miranda (primavera).
Por consiguiente, la causa de esta heterogeneidad está relacionada con la variabilidad que presenta la madera; en contraste, las probetas acabadas con barniz 11000® no se muestran porque la degradación fue leve debido a la mayor cantidad de sólidos presentes en este tipo de barniz, implicando así mayor protección contra la luz ultravioleta.
Por otra parte, en la Tabla 3 se presentan los estimadores de los parámetros de forma y escala, para cada especie y tipo de barniz; estos resultados se obtuvieron con el PROC NLIN de SAS, el método de Marquardt y los valores observados considerando un modelo no lineal acumulativo Weibull.
Tabla 3 Estimadores de escala y forma para los barnices Hydroform® y 11000® en madera de Cedrela. odorata L. y Roseodendrum donnell-smithii (Rose) Miranda.

Con los estimadores de los parámetros de escala y forma se obtuvieron los valores ajustados o predichos del porcentaje de degradación, los cuales se muestran en las Figuras 4 y 5, en ellas se muestra el comportamiento de la degradación por especie y por barniz; además, se puede observar la capacidad del modelo para predecir el tiempo de falla para aquellos casos donde el tiempo de prueba no fue suficiente para observarla.


La Figura 4 muestra el tiempo necesario para alcanzar 10% de degradación, en el caso del barniz Hydroform® el comportamiento de la degradación muestra la misma tendencia, en las primeras 200 h es muy lenta; posteriormente aumenta de manera notable en ambas especies.
Para el caso del cedro rojo se presentó hacia las 900 h de exposición; en primavera a las 1900 h. El barniz se degradó más rápido en las probetas de cedro rojo que en las de primavera. Este resultado es contradictorio a lo señalado por Knaebe (1995); el autor menciona que maderas con densidad básica alta se degradan con mayor rapidez. En este estudio la madera con mayor densidad básica fue la de primavera (0.35 g/cm3), la madera de cedro rojo presentó una densidad básica de 0.26 g/cm3; esto puede deberse a que el soporte no es un material homogéneo sino más bien heterogéneo, ya que las probetas presentaban nudos muy pequeños; el barniz no penetró adecuadamente de igual forma que en el resto de la madera, lo cual pudo permitir la entrada de agua en la probeta y la formación de esfuerzos que rompen la película del acabado por las tensiones de hinchamiento (al pasar por el agua en la tina) y contracción (al pasar por los focos de luz UV); tal situación coincide con lo mencionado por Cassens y Feist (1991) y Williams et al. (1996), quienes mencionan que la humedad en combinación con la luz solar ocasiona grietas y rajaduras.
El comportamiento de la falla del acabado es distinto a lo comentado por Flores-Velázquez et al. (2001) y Tamarit-Urías et al. (2002). Esto puede deberse a la influencia del soporte madera y al número de capas aplicadas a las probetas. En el caso de Flores-Velázquez et al. (2001), el número de capas aplicadas es el mismo que en el presente estudio; lo que difiere es el tiempo de degradación del acabado, ya que a las 250 h la degradación del barniz fue de 14.36% para el encino que presenta una densidad básica de 0.62 g/cm3, la cual es mayor a la densidad básica de la madera de cedro y primavera.
Se puede observar que la degradación del Barniz 11000® en el cedro rojo es lenta hasta 2000 h; en cambio para primavera es lenta hasta las 4500 h, y después aumenta de forma paulatina en ambas especies. La degradación se presentó en las probetas de cedro rojo antes que en las de primavera, a las 2500 h; (Fig. 5) la proporción de degradación fue mínima en las probetas de ambas especies (cedro rojo de 0.0789% y primavera 0.0085%). Esto difiere de forma notable con la proporción de degradación en el barniz base agua (Hydroform®). El tiempo de degradación del Barniz 11000® es superior al que informan Flores-Velázquez et al. (2001), quienes encontraron que la madera de encino presentó 0.45% de degradación a las 250 h; y al señalado por Tamarit-Urías et al. (2002) quien, hacia las 600 h, detectó 0.57% de degradación en las probetas de madera de aile y 0.86% en las de encino.
De acuerdo con lo indicado por Podgorski et al. (1996), el intemperismo artificial simulado en la rueda de degradación permite una aceleración de 10 veces al observado en el intemperismo natural. En la Tabla 4 se presenta el tiempo de vida útil estimado para el acabado con los barnices Hydroform® y 11000® aplicados en madera de Cedrela odorata L. (cedro rojo) y Roseodendron donnell-smithii (Rose) Miranda.
Tabla 4 Tiempo de vida útil del acabado con los barnices Hydroform® y 11000® en madera de Cedrela odorata L. (cedro rojo) y Roseodendron donnell-smithii (Rose) Miranda.

Los tiempos de vida útil para los barnices usados en el presente estudio son altos y diferentes a los estudiados por Flores-Velázquez et al. (2001), quienes señalan para el Barniz® un tiempo de 76.21 días en la madera de encino, y para el Barniz 11000®, 381.15 días. Tamarit-Urías et al. (2002) comentan en el caso del Barniz 11000® que el tiempo estimado fue de cinco años para madera de aile y de encino.
Conclusiones
La resistencia a la degradación del barniz Hydroform® fue más baja que el Barniz 11000® en las probetas utilizadas como soporte. El tiempo estimado para la vida útil de los acabados usados en este trabajo es Hydroform®: Cedrela odorata L. (cedro rojo) = 1.02 años; Roseodendron donnell-smithii (Rose) Miranda (primavera) = 2.18 años; y para 11000®, Cedrela odorata L. (cedro rojo) = 3.70 años; Roseodendron donnell-smithii (Rose) Miranda( primavera) = 8.99 años.
Aunque los tiempos para dar un reacabado a las superficies son mayores a lo que sugiere el fabricante; es importante una revisión cuando menos una vez por año para observar el avance de la degradación, considerando como parámetro la vida útil estimada en la presente investigación.

