










Servicios Personalizados
Revista
Articulo
 Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista mexicana de ingeniería química
versión impresa ISSN 1665-2738
Rev. Mex. Ing. Quím vol.10 no.2 Ciudad de México ago. 2011
Ingeniería de alimentos
Effect of complementary microwave drying on three shapes of mango slices
Efecto del secado complementario con microondas sobre tres formas de rebanadas de mango
J. Villalpando–Guzmán1, EJ. Herrera–López2, L. Amaya–Delgado2, M.A. Godoy–Zaragoza2, J.C. Mateos–Díaz2, J. Rodríguez–González2 and S. Jaubert–Garibay1*
1 Posgrado en Ciencias Biológico Agropecuarias y Pesqueras (CBAP), Universidad Autónoma de Nayarit, Ciudad de la Cultura, Amado Nervo, C.P. 63155, Tepic, Nayarit, México. *Corresponding author. E–mail: sergiojaubert@hotmail.com Tel.: +52 311 1247773, Fax: +52 311 2118816
2 Unidad de Biotecnología Industrial, Centro de Investigación y Asistencia en Tecnología y Diseño del Estado de Jalisco A.C , Avenida Normalistas 800, Colinas de la Normal, C.P. 44270, Guadalajara, México.
Received 20 of January 2011.
Accepted 1 of June 2011.
Abstract
The effect of complementary microwave drying on three different, osmotically predehydrated mango slices (oval, longitudinal and transversal) was investigated. Sugar gain, weight reduction and water loss were evaluated for the three shapes after osmotic dehydration. Surface response methodology was used to determine the effect of microwave drying time and microwave plate load on the osmotically dehydrated slices. The results showed a significant effect on the response variables: dissolved sugar content (°Bx) and slice surface final temperature. At temperatures greater than 100°C, thermal damage was present in all the shapes. The maximum weight loss (35–45%) without thermal damage was achieved for all the shapes at temperatures between 95 to 98°C. This favorable drying range was bounded with upper and lower linear regressions, then microwave drying times and microwave plate loads to reach this zone were determined. The transversal slice dried the most plate loads (170 to 500 g), in less drying time (268 to 600 s) and achieved a sugar concentration between 77 to 63 °Bx.
Keywords: mango, slice, osmotic dehydration, microwave, complementary drying, surface temperature.
Resumen
Se investigó el efecto de secado complementario con microondas de tres diferentes rebanadas de mango (ovalado, longitudinal y transversal) pre–deshidratadas osmóticamente. Se determinó el incremento de azúcares, reducción de peso y pérdida de agua en las tres rebanadas después de la deshidratación osmótica. La metodología de Superficie de Respuesta se utilizó para determinar el efecto del tiempo de secado y del peso de la carga en el plato del microondas sobre las rebanadas osmo–deshidratadas, encontrando un efecto significativo sobre las variables de respuesta: azúcares disueltos (°Bx) y temperatura final en la superficie de la rebanada. En temperaturas mayores a 100°C se observó daño térmico en todas las rebanadas. En temperaturas entre 95–98°C se obtuvo la mayor pérdida de peso (35–45%) sin daño térmico en las rebanadas. Esta zona favorable de secado fue acotada con una línea superior e inferior, se dan condiciones para que los tiempos de secado y pesos de la carga permitan llegar a este rango deseado. De las tres rebanadas, la transversal secó la mayoría de las carga colocadas sobre el plato del microondas (170 a 500 g), en menor tiempo de secado (268 a 600 s) y alcanzando un contenido de azúcares entre 77 a 63 °Bx.
Palabras clave: mango, rebanada, deshidratación osmótica, microondas, secado complementario, temperatura superficial.
1 Introduction
Mango (Mangifera indica L.) is one of the most important commercial crops worldwide in terms of production, marketing and consumption. Unripe mangoes are rich in vitamin C, the ripe fruits are rich in provitamin A and contain moderate levels of vitamin C (Lakshminarayana, 1980). All mango varieties represent a potential source of natural antioxidants (Rocha et al., 2007). A vast diversity of products may be prepared from fresh mango. However, fast and efficient methods are required to conserve the quality of the fruit from harvest to final consumption (Chua et al., 2000). Mangoes are extremely perishable. Fruit damage may be caused by microorganisms, enzymatic activity or oxidation (Mayor and Sereno, 2004). Although mangoes can be preserved by freezing, energy costs and the lack of freezing facilities in some rural areas limit the use of this strategy (Machado–Velasco and Vélez–Ruiz, 2008). Other strategies are needed in order to preserve the fruit for long time, and maintaining, as much as possible the characteristics of the fresh fruit. Using proper dehydration techniques, dried mango with physicochemical and sensory qualities similar to those of fresh fruit can be obtained (Moreno et al., 2010).
Osmotic dehydration (OD) involves the simultaneous elimination of moisture and incorporation of various solutes in food through immersion in hypertonic aqueous solutions composed of sugars, salts, polyols and other soluble solids (Matusek and Merész, 2002). OD allows energy–savings during drying, and improves the stability, texture, nutritional content, color and sensory quality of dehydrated foods (Shi and Le, 2002). Appealing fruit shapes for the consumer may be more readily derived from osmotic dehydrated products, since this process produce product with smooth surfaces (Chou and Chua, 2001).
Osmotic dehydration removes water from the fruit up to a certain level, and the final water content is too high for adequate food preservation. Therefore, these foods are not stable and usually a complementary drying process is required (Oliveira et al., 2006; Kumar et al., 2006). Some complementary drying methods for osmotic dehydrated foods include: hot air drying, vacuum pulse drying, freeze drying, solar drying and microwave drying (Venkatachalapathy and Raghavan, 1999). The quality characteristics and stability of osmotic dehydrated foods are strongly related to the operational conditions used in the complementary drying method (Fito et al., 2001). Complementary microwave drying (MWD) of OD foods enhances product thermal expansion and nutrient retention (Sablani, 2006), requires shorter drying times (Zhang et al., 2006), and eliminates the exposure to contaminants that occurs during solar or air drying (Beaudry et al., 2003; Erle, 2005). Prothon et al. (2001) evaluated the effect of microwave drying of OD apple cubes and found that osmotic pre–dehydration increased the quality of the final product.
One of the drawbacks to using microwaves as a drying process is that: excessive microwave power which can cause non–uniform heating in some products (Brennan et al., 1990). This results in extreme temperatures along the edges and corners of the products, which can lead to irreversible drying and the possibility of developing off–flavors (Clark, 1996). In addition, fast mass transport by microwave power may result in quality damage or undesirable changes in the food texture by puffing (Nijhuis et al., 1998). Due to the non–uniform electromagnetic field generated in cavities during MWD, the materials to be dried should be in constant motion to avoid any hot spots. (Zhang et al., 2006). However, many researchers have successfully dried vegetables with high heat–sensitive compositions, as well as fruits with high sugar content, using microwaves. In all cases, the drying time is reduced significantly, and in most cases the quality of the dried food products is improved or kept the same characteristics as compared with only microwave dried or conventionally dried products (Zhang and Xu, 2003).
Treatment time, temperature, sugar concentration and microwave power level are all factors which may affect microwave mango drying. Other important factors are the shape and thickness of the fruit (Tripathy and Kumar, 2009). Several shapes have been used for mango drying including cubes (Moreno et al., 2010), cylinders (Andrés et al., 2007; Giraldo et al., 2003; Torres et al., 2007), and slices (Madamba and Lopez, 2002; Ito et al., 2007). To date, there are no studies evaluating the effect of MWD on different mango slice geometries. Therefore, the aim of this study is to evaluate the effect of complementary microwave drying time and microwave plate load on dissolved sugar content (°Bx) and slice surface final temperature with three different osmotically pre–dehydrated mango shapes: oval, longitudinal and transversal.
2 Materials and methods
2.1 Raw material
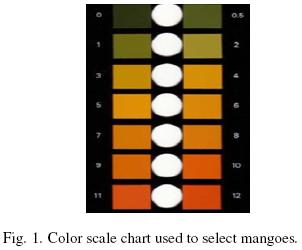
Mango (Mangifera indica L.) variety Tommy Atkins was acquired at retail from the local market "Central de Abastos" in Tepic, Nayarit. The mangoes were free of bumps or cracks. The fruit was manually selected to have similar size, rind color, maturity state and hand touch texture. The fruit length varied between 11 and 12 cm. The hand touch texture was evaluated by pressing the fruit with the fingertips to produce concave deformation. Only mangoes that showed elasticity by recovering their original shape were selected. Mangoes were hand washed and peeled manually using a stainless steel fruit peeler (Victorinox). The color scale chart shown in Fig. 1, was used to select fruits with similar color. Mangoes matching pulp color level of 6 in the chart were chosen for the study.
From peeled mango two primary parallel cuts to the width of the seed were done in each side of the mango. These cuts were made as close as possible to the seed, but without cutting it. From these principal cuts three different slice geom etries were obtained: longitudinal, transversal and oval. The longitudinal slice was obtained by making parallel cuts over the longest part of the primary cut getting slices with average dimensions of 11 × 1.0 × 2.5 cm, representing length, width and height, respectively. To avoid significant differences in shape and weight only the three center portions were used for the study. The transverse slices were obtained by making parallel cuts over the widest part of the primary cut. These slices had average dimensions of 7 × 1.0 × 2.5 cm. Only four portions close to the center of the slice were used in the study. Finally, the oval slice was obtained by reducing the height of the primary cut from 2.5 cm to 1.0 cm, and keeping the thickest part of the mango. The dimensions of this piece were 11 × 7 × 1.0 cm. The three mango slices are shown in Fig. 2.

2.2 Osmotic dehydration
Osmotic trays, with a load capacity of 30 kg each, were used to osmotically dehydrate the mango slices. For this study, nine trays were used, three for each of the shapes that was evaluated. On each tray 5 kg of mango slices were immersed in 25 kg (1:5) of hypertonic sucrose solution set at 67 °Bx. Stainless steel grids were used as immersion traps to keep the fruit submerged in the sucrose solution. The mango slices were kept in the static hypertonic solution for 12 h at room temperature 22–25 °C. Afterwards, the osmotic dehydrated slices were removed from the trays and placed on a table with a center drain to draw off the osmotically diluted solution. Weight reduction, water loss and solids gain were determined after OD.
2.3 Complementary microwave drying
The osmotically predehydrated mango slices (oval, longitudinal and transversal) were submitted to a microwave drying process varying i) microwave drying time (MWDT) and ii) microwave plate load (MWPL). The complementary drying was done in DaewooTM microwave ovens, model KOR–164H full size, rated at 1000 watts and 2450 Mhz. The maximum power level was used.
2.4 Analytical techniques
Weight was measured with a Torrey model L–EQ 5/10 electronic balance. The concentration of °Bx was measured at 20 °C with an Abbe refractometer (Atago 1211 NAR–1T liquid). Weight reduction (ΔM), water loss (ΔMW) and solids gain (ΔMs) for osmotic dehydration were calculated using the following equations (Lerici et al., 1985):



where M0 is the initial mass (g), Mt is the final mass (g),  is the initial mass fraction of water,
is the initial mass fraction of water,  is the final mass fraction of water,
is the final mass fraction of water,  is the initial mass fraction of solids and
is the initial mass fraction of solids and  is the final mass fraction of solids. Thermal damage of the product was determined by visual inspection of tissue which developed browning, typical of caramelization reactions. The superficial temperature of the mangoes was measured with a digital infrared thermometer STEREN HER–425.
is the final mass fraction of solids. Thermal damage of the product was determined by visual inspection of tissue which developed browning, typical of caramelization reactions. The superficial temperature of the mangoes was measured with a digital infrared thermometer STEREN HER–425.
2.5 Statistical analyses
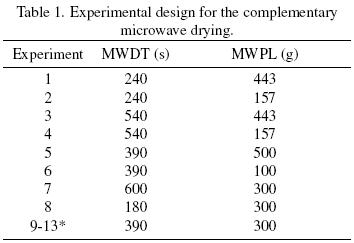
To determine the effect of MWDT and MWPL, the software Design–ExpertTM 8.0.4 was used to design a surface response methodology with central composite design. The response variables were: °Bx and slice surface final temperature (SSFT). The experimental design for each shape included 8 experiments and 5 replicates for the central point. Table 1 shows the experimental design for the controlled factors: i) MWDT and ii) MWPL. An ANOVA test was used to evaluate the effect of the controlled variables on the response variables. MATLABTM 6.5 was used to generate SSFT graphs and °Bx contours.
3 Results and discussion
3.1 Osmotic dehydration
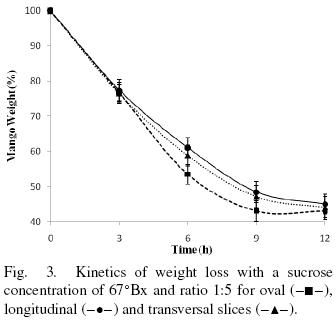
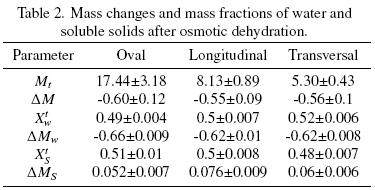
The fresh mango had a sugar concentration of 15±1.2 (°Bx) and water content of 0.85±0.11. Each single slice weighted 41.2±6.5 g, 18±2.4 g and 12±1.2 g, for oval, longitudinal and transversal slices, respectively. Figure 3 shows the kinetics of weight reduction for the different shapes. The oval slice loss more weight during the first nine hours of the kinetics. After 12 hours of osmotic dehydration all the shapes had similar weight reduction. However, the oval cut lost 60% of its weight followed closely by the transversal and longitudinal pieces. Table 2 shows the results for weight reduction (ΔM), water loss (ΔMW) and solids gain (ΔMS) after the osmotic dehydration. The longitudinal cut showed the greatest incorporation of grams of solute into the initial mass of the sample during the OD. The oval slice had the minor solid gain. Figure 4 shows mango slices after osmotic dehydration. According to the ANOVA no significant differences were present for ΔM, ΔMW and ΔMS after the OD.

3.2 Complementary microwave drying
After OD, a complementary microwave drying was performed according to the experimental design described in the methodology section. The results of experimental data slice surface final temperature (SSFT) and °Bx was fitted to a response surface described as a function of two controlled variables: complementary microwave drying time (MWDT) and microwave plate load (MWPL).
3.2.1 Effect of MWD on SSFT
Mango temperature was immediately measured on the surface of the slice after MWD for each condition tested in the experimental design. From these data, a response surface describing the SSFT was obtained, as shown in Figs. 5a, b, and c, for oval, longitudinal and transversal cuts, respectively. The plane area in the figures describes the mango temperature gradients against the different conditions tested for MWPL and MWDT. Color bars in the figures represent the temperature reached by the slices during MWD. It was determined by visual inspection that at temperatures above 100°C thermal damage appeared in all the slices. This was characterized by browning zones over the pieces. However, no thermal damage was observed in any of the slices at temperatures between 95°C to 98°C. Moreover, under those temperatures, some slices lost maximum weight 35% to 45%. This may be explained as follows: when a fruit is heated to the boiling point of water, the fruit temperature remains stable while water evaporates and the fruit is losing weight. After most of the water has evaporated from the fruit, the temperature rises above the boiling point, browning the fruit, and consequently damaging the tissue. The current study was carried out in Tepic, Nayarit, which has an altitude of 920 meters over the sea level, where the boiling point of water is 98 °C.
Based on these results, it was decided that a proper temperature for MWD without thermal damage and maximize weight loss is between 95 to 98°C. In order to find the proper combinations of MWPL and MWDT in this favorable temperature region, two linear regressions were computed from the interpolated data of SSFT for all the MWD slices. One regression represented all the MWPL and MWDT values that gave a temperature upper limit of 98°C, since temperatures above this value produce thermal damage. A second line, representing all the combinations of MWPL and MWDT that gave a temperature lower limits of 95–96 °C, was found for all the slices. Dried products below that line would not be completely processed. Finally, the zone between the two linear regressions represents the conditions where no thermal damage is shown and maximum weight reduction is achieved.
3.2.2 Oval slice
Figure 5a shows the temperatures profile of SSFT for the oval slice. Filled circles represent the results for all of the experimental conditions tested. It can be appreciated from the interpolated temperature surface that, at a low MWPL of 100 g and high treatment times of 600 s, this slice reaches a maximum temperature of 121°C. On the other hand, the minimum temperature of 52°C was given at high MWPL of 500 g and low MWDT of 180 s. The zone bounded between the solid and dashed lines in figure 5a represents those conditions of MWDT and MWPL that provide the desired temperature of 95°C to 98°C. This linear relationship are given by the equations


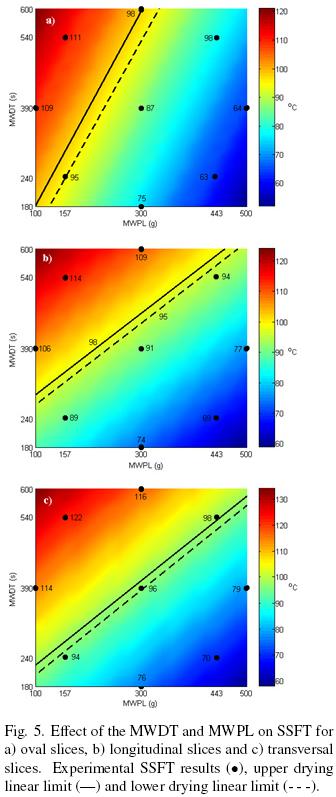
where x represents MWPL, y _H (high limit) and y _L (low limit) stands for MWDT. According to eqs. (4)–(5), the oval slice was the first to reach the zone of 95–98°C with MWDT ranging from 180 to 182 s and MWPL from 100 to 126 g. However, the oval cut doubles the time required to dry the same load in comparison to the longitudinal and transversal slices. This is evident from the high value of the slope in eqs. (4)–(5). Consequently drying 500 g of fruit in the favorable zone (95–98°C) will require 935 to 1006 s. The maximum load to dry at 600 s varied from 302 to 334 g of MWPL.
3.2.3 Longitudinal slice
During the MWD, the longitudinal cut reached 124°C at low MWPL of 100 g and 600 s of MWDT as shown in Fig. 5b. The minimum temperature of 59°C was given at MWPL of 500 g and MWDT of 180 s. MWDT and MWPL conditions to reach to the zone 95–98°C are given by the linear relationships (6)–(7)


The nomenclature for x, y_H and y_L is the same as already defined for the oval cut and also applies to the transversal slice. The linear eqs. (6)–(7) for the longitudinal slices had the minor slope from all the cuts. It required 270 to 291 s of MWDT to reach the desired range of 95–98°C at MWPL of 100 g. To dry maximum loads of 500 g in the desired range will require 614 to 634 s of MWDT. The maximum load that could be dried at 600 s varied from 458 to 482 g of MWPL. In the experimental condition of 300 g of MWPL and 600 s of MWDT, a temperature of 109°C was reached.
3.2.4 Transversal slice
This slice reached the highest temperature during MWD, reaching 134°C at a low MWPL of 100 g and 600 s of MWDT as shown in Fig. 5c. The minimum temperature of 59°C was similar to the longitudinal cut at MWPL of 500 g and MWDT of 180 s. The MWDT and MWPL conditions that achiev e a temperature range of 95–98°C, are given by the following linear relationships:


The linear equation for this slice had a slope a little greater than the longitudinal slice. With this slice, it was possible to dry loads in the favorable zone (95–98°C) within treatment times given in the experimental design (180 to 600s). For instance, 205 to 225 s of MWDT were needed to reach the temperature range of 95–98°C at a low MWPL of 100 g, and it only required 564 to 584 s to dry the maximum MWLP of 500 g.
For loads from 100 to 170 g the oval slice could be dried faster than the other two cuts (182 to 268 s) at the desired temperature range of 95–98°C. Nevertheless, at loads higher than 170 g, the oval slice required twice the time needed by the longitudinal and transversal cuts to dry similar medium and high loads. The transversal slice dried most plate loads (170 to 500 g) in less drying time (268 to 600 s). In comparison to the transversal slice, the longitudinal cut took a bit longer to dry similar loads, i.e., drying MWPL of 500 g required 35 additional seconds. The ov al and longitudinal slices had similar lengths. Nevertheless the oval slice is seven times wider than longitudinal. This difference may explain the increase of almost 240% in the value of the slope of the linear models, and consequently it takes longer to dry this piece.
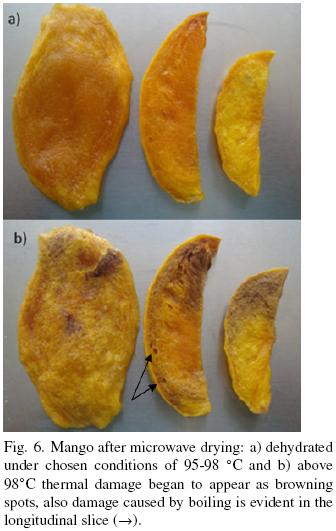
Based on the ANOVA analysis (p < 0.05), the controlled factors MWDT and MWPL had a significant effect on response variable SSFT Fig. 6a shows the mango slice after M W D. I t ca n be appreciated that, at the desired tem perature of 95–98°C, the mango was properly dried. However, at temperatures above 100°C, thermal damage occurs for all the slices, as shown in Fig. 6b. Thus mango surface temperature is an important factor during MWD.
3.3 Effect ofMWD on final °Bx
From the experimental design, the controlled factors MWDT and MWPL proved to have significant effect (p < 0.05) on the response variable °Bx. The results from the response variable °Bx were fitted to a mathematical model given by:

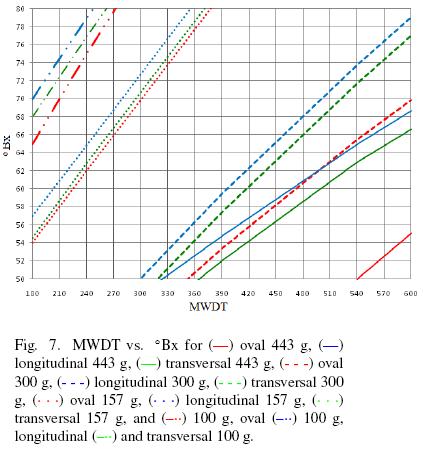
The three adjusted models had determination coefficients, R2 > 0.90. Fig. 7 shows the response variable °Bx vs. MWDT at different MWPL (100, 157, 300 and 443 g). In this figure, it can be appreciated that under those MWPL, the oval is the slice with the lowest °Bx concentrations. Meanwhile, the transversal slice obtained the highest °Bx value under the tested MWPL conditions. This behavior is consistent regardless of the MWDT and the MWPL processed. This can be explained by the fact that the transversals have more area exposed to microwaves for the same load weight than the other slices, so it is easier to dry. The oval slice has the least area but the greatest mass exposed to microwaves and therefore the most difficult to dry. This behavior is similar to that observed when the temperature increased on the surface of the slice during MWD.
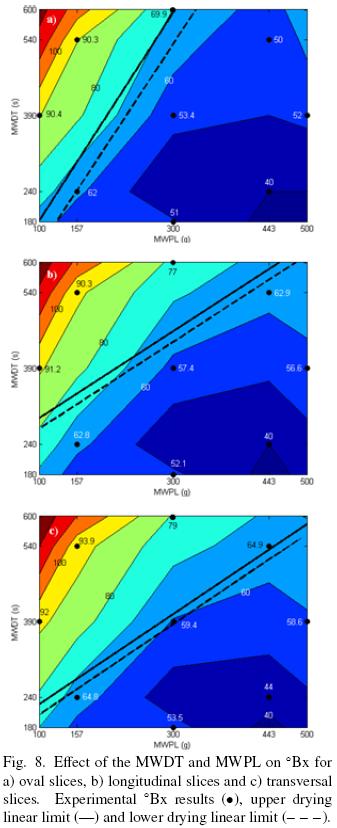
The contour areas in the Fig. 8 describe the °Bx profile under the different con dition s tested for MWPL and MWDT. The black filled circles are the °Bx values obtained from the experimental design. The zone between the solid and the dashed lines represents the temperature range (95–98°C) where no thermal damage was shown and maximum weight reduction was achieved. In Fig. 8a, it can be seen that for the oval slice in the desired drying zone, the soluble solids fluctuated from 60 to 67 °Bx at low MWLP of 100 to 126 g. At MWLP of 302 to 334 s concentrations of 70 to 66 °Bx were achieved for this slice. Sugar concentrations for the longitudinal slice in the favorable drying zone varied from 80 to 82 °Bx at MWLP of 100 g, as can be seen in fig 8b. Sugar concentrations from 66 to 64 °Bx were achieved for high plate loads of 458 to 482 g. Finally, the transversal slice in the desired drying region achieved 74–77 °Bx at MWPL of 100 g, as shown in figure 8c. At MWPL of 500 g, sugar concentrations varying from 65 to 63 °Bx were achieved. Satisfactory concentrations greater than 63 °Bx were achieved for the longitudinal and transversal slices at high MWPL close to 500 g.
Thermal damage is an undesired characteristic during microwave drying. In addition, shrinkage may give a negative impression to consumers and can be considered to be a food quality problem (Santacruz–Vázquez et al., 2008). Tripathy and Kumar, 2009 determined that the water absorption of a dried product is influenced primarily by the rehydration temperature, followed by sample shape and method of drying. According to Schiffmann, (1986), the shape and the size of the product may influence microwave processing, and the presence of thin edges and corners could result in overheating. Therefore, the shape of these similar slices had a direct influence on thermal damage. Microwave power level can contribute to overheating and burning (Drouzas and Schubert, 1996, Andrés et al., 2007). This may explain why the transversal slice reached higher temperatures (134°C) causing more thermal damage than for the other two shapes. Nevertheless, at the desired temperature range 95–98°C, the transversal slice proved to be the slice that could dry most plate loads (170 to 500 g) in the least drying time (268 to 600 s) and at the sugar contents of (77 to 63 °Bx). The oval cut achieved concentrations close to 70 °Bx at a medium MWPL of 300 g and a high MWDT of 600 s. Although this may appear to be a fine characteristic; it is eclipsed when compared with the MWDTs of the other two slices. The oval cut doubles the time (1006 s) required to dry 500 g of MWPL, increasing the consumption of microwave power and consequently the process drying costs. Thus MWPL and MWDT are important issues on SSFT and °Bx during MWD. In addition, OD proves to be favorable to MWD; since drying fresh mango without OD requires higher drying rates (Andrés et al., 2007), because the fruit lost more mass, since there is no prior addition of soluble solids (Moreno et al., 2010).
Conclusions
During complementary microwave drying, the controlled variables microwave drying time and microwave plate load showed significant effect on °Bx and slice surface final temperature. A proper drying temperature range where there is no thermal damage and maximum weight loss (35–45%) is achieved for all the slices is from 95 to 98°C. It was possible to determine microwave drying times and microwave plate load conditions to reach this favorable range using mathematical linear functions. Of the three shapes evaluated, the transversal cut proved to be the slice that dried the most plate loads (170 to 500 g), in the shortest drying time (268 to 600 s) with the highest sugar concentration of (77 to 63 °Bx).
Acknowledgments
The authors would like to thank the Consejo Nacional de Ciencia y Tecnología (CONACYT) and the Fondo Mixto Nayarit for their support granted to project 92071. We would also thank John Dye of Peace Corps México for helping in the preparation of this manuscript.
Abbreviations
°Bx Brix degrees
MWD complementary microwave drying
MWDT complementary microwave drying time, s
MWPL microwave plate load, g
SSFT slice surface final temperature, °C
References
Andrés, A., Fito, P., Heredia, A. and Rosa, E.M. (2007). Combined drying technologies for development of high–quality shelf–stable mango products. Drying Technology 25 (11), 1857–1866. [ Links ]
Beaudry, C., Raghavan, G.S.V. and Rennie, T.J. (2003). Microwave finish drying of osmotically dehydrated cranberries. Drying Technology 21 (9), 1797–1810. [ Links ]
Brennan, J.C., Butters, J.R., Cowell, N.D. and Lilly, A.E. (1990). Food Engineering Operations, Applied Science Editors, London. [ Links ]
Chou, S.K. and Chua, K.J. (2001). New hybrid drying technologies for heat sensitive foodstuffs. Trends in Food Science and Technology 12 (10), 359–369. [ Links ]
Chua, K.J., Mujumdar, A.S., Chou, S.K., Hawlader, M.N.A. and Ho, H.C. (2000). Convective drying of banana, guava and potato pieces: effect of cyclical variations of air temperature on drying kinetics and color change. Drying Technology 18 (4, 5), 907–936. [ Links ]
Clark, D.E. (1996). Microwave processing of materials. Annual Review of Materials Science 26, 299–331 [ Links ]
Drouzas, A.E. and Schubert, H. (1996). Microwave application in vacuum drying of fruits. Journal of Food Engineering 28 (2), 203–209. [ Links ]
Erle, U. (2005). Drying using microwave processing. In: Microwave Processing of Foods. (Schubert, H. and Regier, M. Ed.), Pp. 142–152.Woodhead Publishing Limited, Cambridge England. [ Links ]
Fito, P., Chiralt, A., Barat, J.M.M., Andrés, A., Martínez, M.J. and Martínez, N.N. (2001). Vacuum impregnation for development of new dehydrated products. Journal of Food Engineering 49 (4), 297–302. [ Links ]
Giraldo, G., Talens, P., Fito, P. and Chiralt, A. (2003). Influence of sucrose solution concentration on kinetics and yield during osmotic dehydration of mango. Journal of Food Engineering 58 (1), 33–43. [ Links ]
Ito, A.P., Cavenaghi, M., Bertoldo, C., Park, K.J. and Hubinger, M.D. (2007). Effeito do processo de desidratação osmótica a pulso de vácuo na transferência de massa e nas propriedades reológicas e de cor de fatias de manga. Ciência e Tecnologia de Alimentos 27 (1), 54–63. [ Links ]
Kumar, P.S., Sagar, V.R. and Singh, U. (2006). Effect of tray load on drying kinetics of mango, guava and aonla. Journal of Scientific & Industrial Research 65 (8), 659–664. [ Links ]
Lerici, C.L., Pinnavaia, G., Dalla Rosa, M. and Bartolucci, L. (1985). Osmotic dehydration of fruit: influence of osmotic agents on drying behaviour and product quality. Journal Food Science 50(5), 1217–1219. [ Links ]
Lakshminarayana, S. (1980). Mango. In: Tropical and Subtropical Fruits: Composition, Properties and Uses, (S. Nagy and P.P. Shaw, Eds.), Pp. 184–257. Avi Publishing, Westport, Connecticut. [ Links ]
Machado–Velasco, K.M. and Vélez–Ruiz, J.F. (2008). Estudio de propiedades físicas de alimentos mexicanos durante la congelación y el almacenamiento congelado. Revista Mexicana de Ingeniería Química 7, 41–54. [ Links ]
Madamba, P.S. and Lopez, R.I. (2002). Optimization of the osmotic dehydration of mango ( Mangifera indica L.) slices. Drying Technology 20 (6), 1227–1242. [ Links ]
Matusek, A. and Merész, P. (2002). Modelling of sugar transfer during osmotic dehydration of carrots. Periodica Polytechnica Chemical Engineering 46 (1, 2), 83–92. [ Links ]
Mayor, L. and Sereno, A.M. (2004). Modelling shrinkage during convective drying of food materials. Journal of Food Engineering 61 (3), 373–386. [ Links ]
Moreno, A., León, D., Giraldo, G. and Rios, E. (2010). Study of the physicochemical kinetics of mango (Mangifera indica L. Tommy Atkins) treated by combined methods of drying. Dyna 77 (162), 75–84. [ Links ]
Nijhuis, H.H., Torringa, H.M., Muresan, S., Yuksel, D., Leguijt, C. and Klock, W. (1998). Approaches to improving the quality of dried fruit and vegetables. Trends in Food Science and Technology 9 (1), 13–20. [ Links ]
Oliveira, I.M., Fernandes, F.A.N., Rodrigues, S., Sousa, P.H.M., Maia, G.A. and Figueiredo, R.W. (2006). Modelling and optimization of osmotic dehydration of banana followed by air drying. Journal of Food Process Engineering 29 (4), 400–413. [ Links ]
Prothon, F., Ahrné, L.M., Funebo, T., Kidman, S., Langton, M. and Sjöholm, I. (2001). Effects of combined osmotic and microwave dehydration of apple on texture, microstructure and rehydration characteristics. Lebensmittel–Wissenschaft und–Technologie 34 (2), 95–101. [ Links ]
Rocha, R.S.M., De Queiroz, J.H., Lopes, R., Milagres, C.F. and Pinheiro, S.M. (2007). Antioxidant in mango (Mangifera indica L.) pulp. Plant Foods for Human Nutrition 62 (1), 13–17. [ Links ]
Sablani, S.S. (2006). Drying of fruits and vegetables: retention of nutritional/functional quality. Drying Technology 24 (2), 123–135. [ Links ]
Santacruz–Vázquez, V., Santacruz–Vázquez, C., Welti–Chanes, J., Farrera–Rebollo, R.R., Alamilla–Beltrán, L., Chanona–Pérez J. and Gutiérrez–López, G.F. (2008). Effects of air–drying on the shrinkage, surface temperatures and structural features of apples slabs by means of fractal analysis. Revista Mexicana de Ingeniería Química 7(1), 55–63. [ Links ]
Schiffmann, R.F. (1986). Food product development for microwave processing. Food Technology 40 (6), 94–98. [ Links ]
Shi, J. and Le M.M. (2002). Osmotic dehydration of foods: mass transfer and modeling aspects. Food Reviews International 18 (4), 305–335. [ Links ]
Torres, J.D., Talens, P., Carot, J.M., Chiralt, A. and Escriche, I. (2007). Volatile profile of mango (Mangifera indica L.) as affected by osmotic dehydration. Food Chemistry 101 (1), 219–228. [ Links ]
Tripathy, P.P. and Kumar, S. (2009). Influence of sample geometry and rehydration temperature on quality attributes of potato dried under open sun and mixed–mode solar drying. International Journal of Green Energy 6 (2), 143–156. [ Links ]
Venkatachalapathy, K. and Raghavan, G.S.V. (1999). Combined osmotic and microwave drying of strawberry. Drying Technology 17 (4, 5), 837–853. [ Links ]
Zhang, M., Tang, J., Mujumdar, A.S. and Wang, S. (2006). Trends in microwave related drying of fruits and vegetables. Trends in Food Science & Technology 17, 524–534. [ Links ]
Zhang, M., and Xu, Y.Y. (2003). Research developments of combination drying technology for fruits and vegetables at home and abroad. Journal of Wuxi University of Light Industry 22 (6), 103–106. [ Links ]

