nova página do texto(beta)
nova página do texto(beta) Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink
Introducción
La trayectoria productiva de la industria automotriz global se caracteriza, desde sus inicios, por instrumentar fuertes adelantos tecnológicos, posee gran experiencia en implementar métodos de automatización exitosos, sus características permiten evaluar fenómenos y procesos de innovación, principalmente de cambio tecnológico y sus trayectorias derivadas.
El caso mexicano es paradigmático de la especialización productiva en lo que parece ser la norma para espacios subalternos del sector automotriz; con el propósito específico de desarrollar automóviles de nivel de entrada, se ubican en el país ciertas fases productivas que responden a estrategias de disminución de costos y aprovechamiento de escalas, basadas, en primera instancia, en las actividades intensivas en mano de obra, con poca calificación, con bajos costos salariales aunados a esquemas de subcontratación permisivos.
Se generó una lógica de organización industrial que compensa los altos requerimientos de insumos importados con salarios muy bajos; lo anterior permitió reposicionarse a las firmas norteamericanas dado que los costos salariales representan un nivel relativamente alto del porcentaje del valor total de vehículos pequeños, siendo el precio el principal factor competitivo para autos de nivel de entrada.
En el presente trabajo se exploran las implicaciones que tendría consolidar e intensificar procesos de automatización en la industria automotriz local en el contexto de ventajas comparativas basadas en bajos salarios sobre el nivel de empleo.
Los enfoques tradicionales de análisis económico no son adecuados para modelar procesos, ya sea de toma de decisiones o de dinámica de interrelaciones, por su visión determinista y reduccionista; en contra parte, la simulación basada en agentes permite estudiar procesos, relaciones y estrategias de toma de decisiones de una cohorte heterogénea de agentes, asociados a un conjunto de reglas sencillas de decisión y a un ecosistema de interacción dado.
Para el caso de la industria automotriz, si bien puede ser caracterizada como una estructura difusa, fruto de relaciones polares, de cooperación y competencia, en concordancia con la magnitud y grado de intercambio de datos, información, materiales, energía, personas, capitales y bienes, que se traducen en movimiento o trabajo, en la literatura sobre trabajo y estudios sectoriales, realizada desde la aplicación de simulaciones basadas en agentes, no se presentan aplicaciones puntuales para el sector y la dinámica del empleo en él.
La modelación basada en agentes se ha centrado en evaluar fenómenos y procesos de innovación, principalmente de cambio tecnológico y sus trayectorias derivadas, de manera general, como describen Dosi, Fagiolo y Roventini, 2010, destacando la emergencía de habilidades de aprendizaje y acumulación de conocimientos, estructuras cognitivas y de organización, o efectos de contagio y difusión, como señalan Pyka, Graca y Fonseca, 2010. En términos de los mercados de trabajo, la literatura ha hecho énfasis en denotar diversos grados de cualificación/calificación empresarial, sobre todo su capacidad para determinar, de manera endógena, salario y remuneraciones, en función del nivel de empleo al que deciden operar y de sus decisiones con respecto a retribuir ciertas habilidades, invertir en capacitación o promover la permanencia del personal, como lo hacen notar Boero, Castellani y Squazzoni, 2003; Delle Gatti et al., 2003; Neugart y Richiardi, 2018.
En cuanto a la literatura sobre los efectos de la automatización, las modelaciones realizadas, desde la simulación basada en agentes, hacen hincapié en que ésta afianza innovaciones en procesos y/o productos, consolidando la estratificación laboral en función de la calificación y competencias de los trabajadores, como revelan Neves, Campos y Silva, 2019, mostrando que su intensificación implica, necesariamente, menos puestos laborales, reforzando la lectura de que los efectos inmediatos del proceso están asociados a la disminución radical del poder de negociación de los recursos humanos, menor crecimiento de los salarios reales, extensión de la brecha productividad/remuneraciones y, en última instancia, a menores ritmos de crecimiento económico esperado, dada la mayor restricción de la capacidad de consumo de los hogares, como han señalado Ramaswamy, 2018; Vermeulen et al., 2018; Benanav, 2019.
En el presente trabajo circunscribimos los planteamientos anteriormente referenciados para establecer el patrón de comportamiento de la tasa de empleo automotriz, en el contexto de las condiciones de automatización y producción actuales en el plano nacional, generando una modelación basada en agentes, mediante el lenguaje MESA Python.
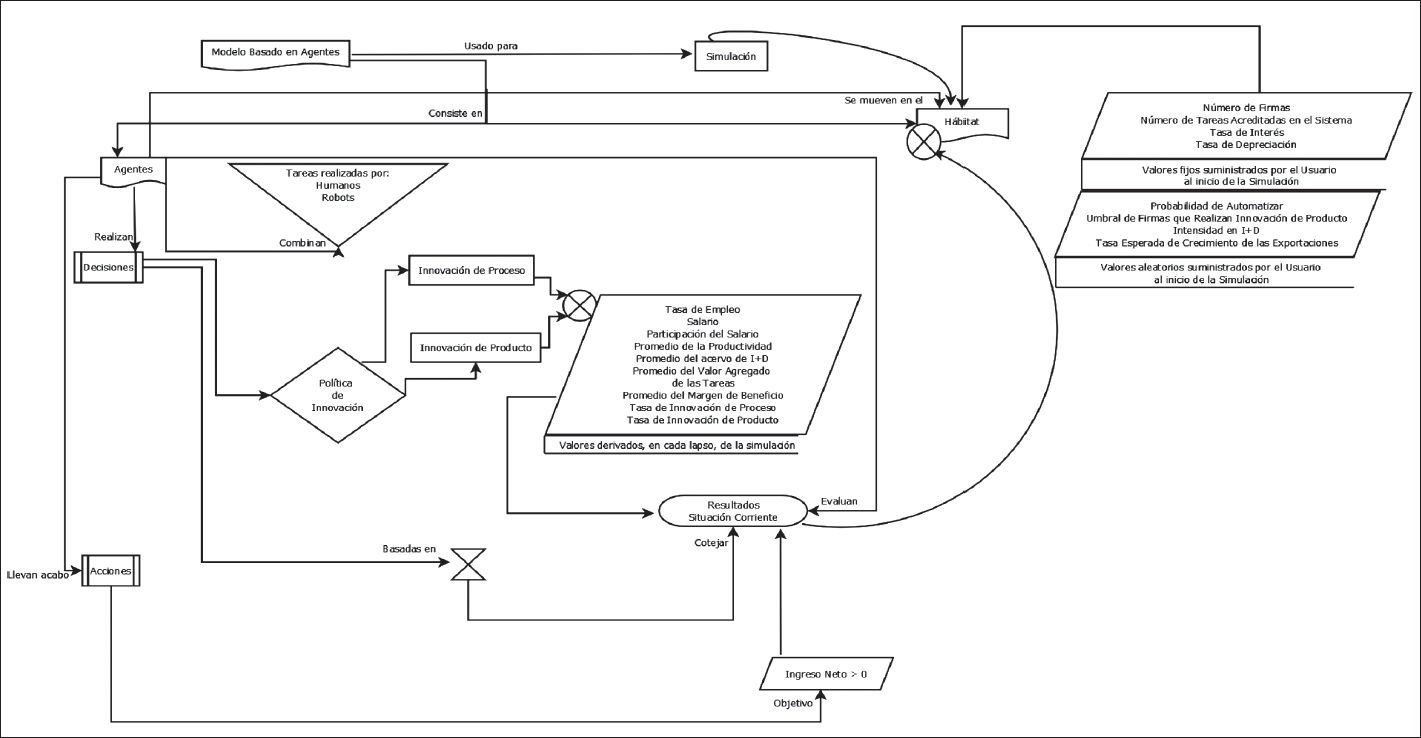
La arquitectura se desarrolla en la sección II.1, sintetizándose en la Figura 0, a partir de definir el sistema automotriz nacional, en términos de un aforo tecnológico dado, vinculado a la experiencia y acervo de I+D que se modifica, en el tiempo, conforme cambian los esfuerzos por arraigar capacidades de innovación por parte de las armadoras.
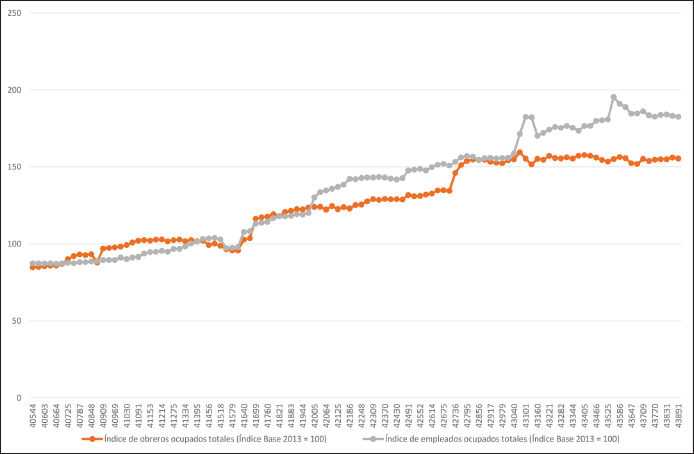
En la sección II.2 se analizan los resultados de la modelación, que permiten comprender por qué la automatización gradual y la flexibilidad organizacional, impuesta desde finales de los años noventa del siglo pasado, no se ha traducido en una menor tasa de empleo, sino, al contrario, consolidan a la industria como una de las ramas que más puestos laborales genera en el país, conservándose ese comportamiento hasta la fecha (véase Figura 1). Asimismo, se constata el enorme potencial para apostar por consolidar capacidades de conocimiento en la fuerza laboral local para situar al país en mayor consonancia con el fuerte nivel de integración a las cadenas de valor de las empresas propietarias del conocimiento y del know-how, de la industria automotriz, que operan aquí.
Finalmente, se presentan nuestras conclusiones haciendo énfasis en los factores que permiten explicar por qué se da este comportamiento contra intuitivo en términos de los resultados generalmente esperados de los procesos de automatización sobre la tasa de ocupación en el contexto nacional. Además de las referencias bibliográficas, se encuentra el Anexo con las figuras y tablas señaladas en el documento.
I. Modelo
En este apartado se presenta los derroteros seguidos para instrumentar la arquitectura (véase Figura 0) de la simulación basada en agentes elaborada en el lenguaje MESA Python de acuerdo con las características de la tecnología utilizada y la pericia para acumular las habilidades de los trabajadores en pro de sostener mayores niveles de productividad (Boero, Castellani y Squazzoni, 2003), considerando que las firmas contratan trabajadores de acuerdo con sus planes de producción, que evolucionan en función de su capadidad de generar valor y asegurar cuotas de mercado, que entran y salen del sistema con relación al valor de sus activos (Dosi, Fagiolo y Roventini, 2010; Napoletano et al., 2012) y que la toma de decisiones está influenciada, no solo por el procesamiento de la información, sino por las capacidades para leer el entorno; así, las firmas toman decisiones basadas en expectativas adaptativas que se revisan periódicamente (Silva, Valente y Teixeira, 2012; Neves, Campos y Silva, 2019); el desarrollo del código se sustenta en los trabajos de Gueudet, 2015; Masad y Kazil, 2015; Hamill y Gilbert, 2016; Neves, 2017.
Como el propósito de este modelo es analizar la dinámica de la tasa de empleo en la industria automotriz local frente a mayores niveles de automatización, no se proporciona un conjunto de datos cuantitativos que imiten con precisión datos empíricos ni se busca predecir niveles futuros de empleo, se trata de un experimento computacional que representa interacciones entre estructuras productivas y empleo, en regiones donde el sistema y patrones de comportamiento de la fauna automotriz está determinada por los requerimientos de exportación, hacia países de altos salarios.
I.1. Entidades, variables de estado y procesos
Se considera una economía, k, compuesta por, F, firmas, L, trabajadores y, R, robots, operando en tiempo discreto, t = 0, 1, 2, …, la producción de vehículos pequeños con valor unitario pit > 0.
Para determinar entidades, variables de estado y procesos de comportamiento en la producción local, en términos de las características de operación de las planta madre y sus trasplantes en México y de los procesos prototípicos de manufactura y montaje, se tomó como referencia los análisis de la industria automotriz de Carrillo, 1997; Carrillo y González, 1999; Willcocks y Lacity, 2009; Schneider, 2011; Shibata, 2016; Covarrubias y Ramírez, 2020a y Reichhuber, 2010, de los cuales se establece que el mínimo de producción, financieramente factible, es de 600,000 unidades por periodo, con un diferencial en el costo de la mano de obra de 0.8 dólares por hora, para que una planta relocalizada en el país pueda considerarse rentable.
Por cuestiones de simplicidad se asume que el nivel de habilidad de los trabajadores de producción, trabajadores de mantenimiento e ingenieros de fabricación, constituye la media estándar; de manera análoga se toma como dada la disponibilidad y existencia de los insumos necesarios para que las empresas situadas en el país fabriquen, oportunamente, vehículos ligeros.
I.1.1. Entidades
El estándar de manufactura en la industria se desarrolla como una secuencia de fases productivas finamente segmentadas para asegurar que los diversos componentes del vehículo se reúnan en el cuerpo correcto, el diseño modular define la cadena de producción automotriz mediante sub-ensamblajes genéricos (Rubenstein, 2001; Klug, 2010; Schneider, 2011; Nieuwenhuis y Wells, 2015; Huber, 2016). El ritmo de producción depende de la variedad de productos en el portafolio de manufactura y de la variabilidad de la demanda (Humphrey y Memedovic, 2005; Wynn-Williams, 2009; Cabigiosu, Zirpoli y Camuffo, 2013).
Las armadoras enfrentan un serio dilema entre reorganizar y capacitar trabajadores e implementar diversos grados de automatización (Huber, 2016), además de las presiones que, vía costos, implica cubrir una mayor y diversificada oferta, compatible con las expectativas del mercado e implementar cada opción de operación productiva. Para cumplir estos requisitos, aparentemente contradictorios, las plantas y plataformas deben de ser capaces de producir una mezcla de diferentes modelos, a la par que “aprenden” a hacer nuevos productos sin que requieran un rediseño total de sus equipos y, de preferencia, sin tener que parar la producción de los modelos estandarizados (Chiaberge, 2011; Schneider, 2011).
En términos procesuales envuelve un dilema entre costos de operación y escala optima de utilización de la fuerza de trabajo. Si bien los sistemas automatizados implican mayor flexibilidad productiva, necesitan también mejoras constantes de control que den paso a la reingeniería y reprogramación de las estaciones de trabajo, con el menor esfuerzo posible para la línea de manufactura, naturalmente ello requiere reorganizar y/o capacitar o contratar personal con mayor calificación para su instrumentación (Reichhuber, 2010; Cabigiosu, Zirpoli y Camuffo, 2013; Huber, 2016; Winkelhake, 2018).
La solución de operación y control no es obvia, depende, en gran media, de las estrategias de captación de valor y estructura organizacional de las firmas; mantener y/o aumentar un número creciente de robots, equipados con selecciones de paquetes de procesos predefinidos más amplios (como soldadura por puntos, manipulación de materiales, sellado, etcétera) implica sostener niveles permanentes de inversión en capital fijo y contratación de personal con mayor calificación, costos que solo se pueden prorratear en la medida que se sostienen e impulsan mayores niveles de demanda (Reichhuber, 2010; Nieuwenhuis y Wells, 2015).
En el marco de este dilema operacional es que se establece que las entidades esenciales del proceso productivo a referenciar en el modelo son las firmas (armadoras) que cuentan con cierto acervo productivo y de conocimientos; las tareas, que pueden desarrollarse por humanos y/o robots, sustentado en las fases productivas que las firmas conocen, aprenden y/o dominan, y el sistema económico (hábitat) donde se realiza la producción, en este caso, el análisis está referido a México.
I.1.1.1. Firmas
Smith, 2002; Wynn-Williams, 2009; Reichhuber, 2010; Guerzoni, 2013 y Gobetto, 2014 sostienen que las armadoras se pueden situar en dos grandes bloques, según las prioridades que ponderan en el ámbito de la producción: firmas norteamericanas y europeas, que centran su estrategia corporativa en la disminución permanente de costos, concentrándose más en lograr una gestión eficiente de sus operaciones; firmas asiáticas, cuyo énfasis se sitúa en marcar la diferencia y variedad de sus productos, por lo que se enfocan en conformar productos libres de errores, en que su calidad sea plenamente percibida por el cliente.
Se conforman así, zonas con estructuras de fabricación y esquemas de operación local-global que consolidan nichos de especialidad productiva que derivan en el arreglo, por un lado, de sistemas regionales y/o locales de desarrollo continuo de innovaciones torales y espacios orientados a procesos, y segmentos de tecnología intensiva en trabajo humano con menor posibilidad en escalamiento industrial, por el otro.
Independientemente de la cultura organizacional y de la estrategia competitiva que asuma cada firma, ésta enfrenta el dilema de acentuar la flexibilidad, por medio de la automatización de procesos, en función de los requerimientos de los mercados globales y regionales por ampliar la línea de géneros ecológicamente amigables, lo que necesariamente se traduce en modificar el volumen, mezcla o diseño, tiempos de ciclo de producción, velocidad y entrega, tanto de los modelos actualmente estandarizados como de los nuevos productos (Schneider, 2011; Cabigiosu, Zirpoli y Camuffo, 2013; Nieuwenhuis y Wells, 2015).
Dado este contexto, se consideró pertinente acotar las posibles estrategias ejecutivas de las firmas, frente al dilema operativo, en función de las relaciones complementarias entre automatización de procesos y creación de nuevos productos, por lo que se conjetura que es su aforo operante y de creación de valor el que liga fuertemente sus capacidades de I+D (Huber, 2016; Panda, Jurko y Pandová, 2016).
De esta forma se perfila una política de innovación centrada en la dicotomía automatizar/generar nuevos conceptos automotrices, mediante adjudicar a las firmas la acumulación de capacidades cognitivas, a través del desarrollo de tareas específicas que les permiten, en el corto y mediano plazo, satisfacer, simultáneamente, una amplia gama de prioridades, tanto en términos de control de mano de obra como de maquinaria, de acabado de la producción, con mayor calidad interna y externa, que lleva a reducir niveles de inventario y costos unitarios (Pyka y Scharnhorst, 2010; Pyka, Graca y Fonseca, 2010).
Así, nos es factible identificar firmas automotrices locales que asumen decisiones de fabricación de vehículos ligeros en función de sus estrategias de utilización de trabajo humano y/o robótico, como insumos, a partir de su capacidad para realizar y aprender tareas, determinar el número de empleados, robots, la cantidad de producto a generar y su valor unitario, utilidades, costos salariales y de robotización, acervo y gasto programado en I+D (véase Figura 0).
Se instaura que el criterio de operación, de dichas firmas, en k, es el monto de ingreso neto, esto es, los ingresos que resultan de descontar los costos salariales, de robotización y de las actividades de I+D, que pueden ser positivos, negativos o cero. Dado que las decisiones de sostenibilidad financiera se deciden en la matriz (Carrillo, Lung y van Tulder, 2004; Jacobs, 2017) se toma como referencia la tasa de interés del mercado objetivo, en este caso el norteamericano, para establecer el costo de oportunidad de comprar/utilizar robots.
La modelación operativa se construye siguiendo los trabajos de Fagiolo, Dosi y Gabriele, 2004 y Napoletano et al., 2012, de los cuales se retoma el criterio de entrada, salida y dinámica de las firmas, en k, en función del valor agregado que generan, sin considerar, como ellos hacen, el mark-up, dado que en la presente modelación no se abordan problemas competitivos y financieros de las firmas; el mecanismo de toma de decisiones con expectativas adaptativas, se recupera de Silva, Valente y Teixeira, 2012, con la salvedad de que en el presente estudio se establece que el nivel de producto de las firmas Xij , en un lapso, j, teniendo como insumos cierto número de trabajadores Lij y de robots Rij , es función del conjunto corriente de tareas Iij = Imi,j + Iαi,j (donde Imi,j es el número de tareas manuales e Iαi,j es el número de tareas automatizadas), a diferencia de ellos que lo referencian a características institucionales y gradación heterogénea de la mano de obra, por lo que nuestra propuesta se estructura como:
Asociada a una función de beneficios definida como:
donde, cij , es la función de costos, que, a diferencia de Neves, Campos y Silva, 2019, se define como un mínimo a optimizar, por cada firma, en cada lapso:
Donde cLit , son los costos de trabajo determinados como:
Donde wj denota el salario; cRij representa los costos de automatización, definidos como:
r representa la tasa de interés foránea y d la tasa de depreciación. El valor unitario del robot es uno y su tasa de depreciación se define en 20 por ciento, asumiéndose una vida útil de cinco periodos; c(I + D)ij representa el gasto en actividades de I+D, determinado como:
Donde A(I + D) i,j representa el acervo de I+D obtenido hasta ese lapso,
La contratación de empleados y adquisición de robots que requiere una firma, i, en un lapso, j, en k, está dado como:
donde,
I.1.1.2. Tareas
En términos de los quehaceres realizados por humanos, la productividad y prácticas laborales, en el contexto de la automatización y digitalización de la producción automotriz, se centran por un lado, en prácticas de trabajo integradas, es decir, en pericias de solución de problemas, toma de decisiones por supervisores de primera línea y funciones de fabricación completas que requieren mayor capacitación y destrezas procesuales del personal y, por otro, en destrezas de producción separadas de las habilidades de solución de problemas, como las funciones parciales de fabricación, con menores requerimientos de calificación (Chiaberge, 2011; Schneider, 2011; Huber, 2016; Shibata, 2016).
Las plantas y plataformas de trasplante, ubicadas en territorio nacional, se caracterizan por mantener destrezas laborales no integrales, centradas en prácticas de producción que no requieren la solución de problemas de rediseño de líneas de manufactura, por lo que se mantiene un control limitado sobre la producción y se ejerce poca influencia sobre la remodelación parcial, además de una incidencia muy limitada en el proceso de fabricación (Carrillo y González, 1999; Chiaberge, 2011; Shibata, 2016; Carbajal, Carrillo y de Jesús, 2018; Covarrubias, 2020).
Se considera que, para generar cierta cantidad de vehículos ligeros, las firmas ejecutan un conjunto de tareas complementarias (hombre-robot) cuya gradación se da por su nivel de prácticas de trabajo no integradas.
Se asume cierto grado de estandarización del nivel de capacitación de la mano de obra local y se ubica la disyuntiva entre trabajo humano y robótico, de acuerdo con si son o no automatizables las diversas fases de manufactura que realizan y del valor agregado que aporta cada tarea, a la complexión del vehículo, determinándose de esta forma la categoría a la que pertenecen.
De acuerdo con Neves, Campos y Silva, 2019, el número de tareas conocidas y el acervo de I+D se determina como:
Número de tareas conocido,
Acervo esperado:
Las firmas establecen su política de innovación en términos del valor agregado de las tareas que ejercen y del valor unitario de su producción: si, de acuerdo con la tarea, alguna suministra mayor valor agregado o presenta altos costos de operación, se buscará automatizar y definirá su dinámica evolutiva en términos de la tasa de innovación de proceso (TIP), correspondiente a la proporción de tareas automatizadas con respecto al total acreditado en k. En contraparte, si el valor de producción unitario de una empresa es inferior al umbral de valor de producción unitario final del sistema, en el momento, j, la firma buscará generar nuevos conceptos que permitan reposicionarla, en este caso, su comportamiento quedará reflejado en la tasa de innovación de producto (TIPRO), proporcionada por la cadencia de productos nuevos con respecto a los estandarizados en generaciones anteriores.
Al interno de la firma las tareas se caracterizan por fase productiva, de acuerdo a su valor agregado, seleccionadas, en un inicio, aleatoriamente, de un rango de 10 posibles valores enteros, asumiendo que se encuentran uniformemente distribuidas y que aumentan con cada generación, tal como plantean Pyka y Scharnhorst, 2010 y Pyka, Graca y Fonseca, 2010, al establecer cierto nivel de estandarización de tecnologías y procesos en industrias maduras; la evolución de la asignación de tareas queda definida en función del potencial de automatización.
El potencial de automatización de las tareas que pertenecen a cada fase productiva se estableció en concordancia a las proyecciones desarrolladas por Baily et al., 2005; Bughin, Chui y Manyika, 2010; Huber, 2016; Banco de México, 2018; dentro del modelo, por simplicidad y estabilidad, se define la probabilidad de que una tarea sea automatizada como:
Las firmas prueban si su estrategia de operación tiene éxito:
si es estrictamente mayor a la unidad.
Se establece la dinámica de elección de las tareas como la realizaron Fagiolo, Dosi y Gabriele, 2004 y Neves, Campos y Silva, 2019, esto es, ordenando el conjunto conocido, por cada firma, de acuerdo con el valor agregado que aportan.
I.1.1.3. Hábitat
Desde la vinculación fabril de la economía mexicana, en los años 50 y 60 del siglo pasado, mediante los procesos de internacionalización del capital y segmentación de fases de manufactura de EUA hasta la consolidación de la integración productiva post TLCAN, el sector automotriz adquiere gran preeminencia sobre la estructura económica del país, actualmente es el de mayor captación de flujos financieros externos, vía IED, en todo el mundo (Carrillo y Gomis, 2011; Covarrubias, 2020) y, dada la crisis financiera del año 2008, que derivó en una fuerte reestructuración de las armadoras en Norteamérica, la producción nacional aumentó cerca del 90 por ciento, principalmente, la manufactura de vehículos ligeros, convirtiéndose en el séptimo productor y cuarto exportador en todo el mundo, así como el segundo exportador al mercado norteamericano (Covarrubias y Ramírez, 2020b).
En este contexto, la industria ha sido un factor clave para mantener la balanza comercial del país. Las exportaciones derivadas del sector captan una cantidad mayor de divisas que el petróleo, el turismo o las remesas (Ruiz, 2016). Actualmente genera cerca de 800,000 empleos directos, lo que equivale a una quinta parte de los puestos de fabricación del país, convirtiéndose en el mayor empleador manufacturero (Covarrubias, 2020).
Por otra parte, ante el bajo crecimiento del mercado doméstico, limitado, principalmente, por el magro poder adquisitivo del consumidor local, derivado de la estrategia competitiva, centrada en mantener bajos salarios en la economía mexicana (Carrillo, 2007; Carbajal, Carrillo y de Jesús, 2018; Covarrubias, 2020), el mercado norteamericano es el principal objetivo de las armadoras ubicadas en el país.
Con base en esta dinámica económica, la asociación que se plantea entre los requerimientos de producción y la tasa esperada de exportaciones, más que a la dinámica del consumo interno, queda plenamente justificada.
Se toma un nivel objetivo de producción de cinco millones de unidades al finalizar la simulación, en concordancia con las expectativas de demanda de vehículos pequeños en EUA, para los próximos 10 años (Jetin, 2015).
Las nuevas inversiones para plantas y plataformas de montaje provienen, principalmente, de fabricantes asiáticos y europeos, contando, en la actualidad, con 22 plantas de ensamblaje, cuya producción se compone por 42 marcas de coches y 500 modelos. En concordancia, la red de suministros está soportada por más de 2,500 instalaciones de autopartes, con el apoyo de 1,800 distribuidores (Álvarez y Carrillo, 2014; Covarrubias y Ramírez, 2020).
En términos espaciales se configuran tres zonas de acuerdo con el tipo de fases productivas: en el norte se ubican, principalmente, las plantas y plataformas orientadas al ensamblaje de vehículos, producción y montaje de motores pequeños, de cuatro cilindros, para exportación; en el centro, la producción se encamina al mercado local y, la franja fronteriza del norte, se especializa en producir cableado y componentes eléctricos, accesorios interiores y otros aparejos de bajo valor agregado (Sosa, 2005; Vicencio Miranda, 2009; Álvarez y Carrillo, 2014; Carbajal Suárez, de Jesús Almonte y Mejía Reyes, 2016).
En la modelación consideramos que las plantas y plataformas de las armadoras ubicadas en el país se pueden diferenciar por su acervo en I+D y por su capacidad para automatizar labores centrales, lo que incide, directamente, en el crecimiento esperado de las unidades de producción, en el total del sistema de manufactura.
Éstas se activan, aleatoriamente, de acuerdo con las tareas que eligen realizar, las que pueden ser orientadas vía proceso, básicamente como automatización de labores, o vía producto, a través de la generación de nuevos conceptos automotrices.
La deriva en la dinámica de k se genera en función de las decisiones empresariales sobre los niveles de producto comprometido, presupuestos y políticas de innovación implementadas para responder a los requerimientos de demanda del exterior.
Lo anterior se justifica, dada la experiencia que reportaron las armadoras, a raíz de la crisis del 2008, con relación a su capacidad de adaptación a los requerimientos de demanda externos y a su porte para implementar innovaciones relevantes que definió su actual evolución y permanencia en el mercado (Basurto Alvarez, 2013; Gobetto, 2014; Nieuwenhuis y Wells, 2015; Covarrubias y Ramírez, 2020a).
Después de cada fin de periodo el modelo reemplaza las firmas quebradas, con ingresos netos menores a cero, por nuevas que incorporan, en promedio, características de las sobrevivientes, como lo demuestra la incursión de las firmas indias y chinas, al espectro de fabricación mundial (Chin, 2010; Yülek, 2016; Traub-Merz, 2017).
En el ámbito laboral, el nivel de empleo en la industria depende de la política de innovación que decide cada firma, y ésta, a su vez, de la viabilidad financiera de asumir mayores costos por automatización. Así, la fracción del total de tareas, que, en un momento dado, siguen siendo realizadas por humanos, es lo que define la tasa de empleo (TL), esto es, la fracción de la población que está empleada en la industria.
Consecuentemente, la demanda será inelástica al no depender del salario en la economía sino del nivel de automatización alcanzado en el sistema manufacturero de la industria automotriz, dado que la determinación del nivel de empleo, salarios y remuneraciones de la industria, en México, está en función de las prerrogativas de las armadoras más que de las condiciones locales de empleo y retribuciones salariales (González, 2015; Rodríguez-Abreu y Sánchez-Peña, 2017). No existen barreras para contratar o despedir, esto es, no se incurre en costos y las acciones tienen efecto inmediato.
Se asume que la heterogeneidad de las habilidades humanas queda recogida en las tareas que no son factibles de ser automatizadas.
La producción se gesta bajo la premisa de generar mayor valor unitario, a partir de la perfecta complementariedad y sustituibilidad entre las tareas seleccionadas, incluyendo las de conocimiento; cada unidad de trabajo en el modelo, robot o humano solo puede realizar una tarea, a la vez, en cada lapso considerado, dentro de un esquema de automatización en el que existe preeminencia de los robots sobre los humanos. Las cuotas de mercado se estratifican por el peso de las firmas en el sector. En cada periodo el total de la producción se exporta.
De esta forma las firmas planean sus presupuestos y realizan sus predicciones sobre la cantidad a exportar. Simultáneamente buscan minimizar los costos de operación de las fases productivas bajo su competencia. La política de innovación, por proceso y/o por producto, que asumen en cada lapso, les permite adaptar sus decisiones al espectro de valor unitario de producción que se está generando en k, así como a los costos salariales y de automatización.
Las propiedades emergentes del sistema se visualizan en los efectos agregados en el mercado de trabajo, principalmente sobre la TL y la participación del salario (PS), o sea, la fracción de la producción total en k que se ha distribuido como salarios, en un paso de tiempo dado, efectos que derivan, plenamente, de las decisiones individuales de las firmas, de acuerdo con el tipo de política de innovación llevada a cabo.
La construcción del modelo asume que los agentes interactúan indirectamente, vía la competencia en el mercado internacional, principalmente, a través del valor del producto final o a través de mejorar su estructura de costos mediante la implementación exitosa de políticas de innovación.
La simulación se inicia con la activación aleatoria de un conjunto de firmas, 27; se genera un acervo de tareas, mil, en total, cuya asimilación y localización, en cada firma (dado el nivel de estandarización en la producción automotriz), se realiza de manera aleatoria, al elegir entre siete y 10, variando el número y porción de tareas dominadas en cada temporalidad.
La macroestructura deriva de las decisiones empresariales con relación al nivel de producto y empleo asumido, en cada lapso, en la economía simulada.
El modelo no considera agentes colectivos y, al final de cada periodo, almacena datos sobre el estado del sistema y de sus agentes.
I.1.2. Variables de Estado
Como ya se indicó se espera que al final de la simulación, el régimen manufacturero produzca cinco millones de unidades; la tasa de interés foránea se asume que es de 0.1 por ciento.
Se establecen rangos de 0 a 1 para el umbral de firmas que realizarán innovación de producto (UFRIP); la intensidad en I+D (IID), que se determina como el porcentaje de ganancias que cada firma invertirá en este rubro y la probabilidad de automatizar (PA); para evaluar el impacto de las expectativas de crecimiento de la demanda de automotores del mercado norteamericano se establece según rangos de 0 a 0.05 la te.
I.1.3. Procesos
De acuerdo con los criterios de decisión, descritos anteriormente, la solución de la simulación del problema de optimización de los costos, de cada firma, genera las siguientes salidas: las unidades de vehículos producidas, la TL y ps, el promedio de productividad (PP), promedio del acervo de I+D (PAID), promedio del valor agregado de las tareas (PVAT) y el promedio del margen de beneficio (PMB). El cálculo de las métricas agregadas está referida a la cantidad de salida total del número de trabajadores, robots y del valor unitario de salida total del producto.
En cuanto a la dinámica de mercado se considera que el procedimiento tiene lugar a nivel macro y consiste en los procesos adaptativos, concretamente, la política de innovación implementada para responder a la demanda norteamericana de automotores, tomada como dada, y el mercado laboral del sistema simulado; el precio de producción está enteramente determinado por el valor unitario, el cual deriva del valor agregado de las tareas realizadas para producirlo.
Una vez obtenida la política de innovación, más acorde con la estrategia de costos asociada al producto óptimo, se obtiene la dinámica del mercado de trabajo de la industria automotriz local, en términos de la TL, del salario (s) y la PS.
I.2. Simulación y análisis de datos
El modelo establece la relación entre variables y su evolución; se realizan dos análisis, el del estado final del sistema y el de su dinámica.
El análisis del estado final del sistema busca explorar los resultados del mercado de trabajo en función de si los parámetros, condiciones iniciales y mutabilidad, a lo largo de la ejecución, de PA, IID, UFRIP y la TE y los elementos de las reglas de decisión individual, modifican la distribución de los datos de TL, PS, TIP y TIPRO o se conserva.
Dadas las características del proceso de toma de decisiones, sincronización, actualización y nivel de agregación de variables microeconómicas, no se puede asumir, para evaluar los cambios en la repartición de los datos de las variables objetivo, que sus distribuciones son normales y que son independientes entre sí; por ello se optó por pruebas de Kruskal-Wallis que emplean rangos para contrastar la suposición de que las muestras están equidistribuidas y que, por lo tanto, pertenecen a una misma distribución (población), asumiendo diferentes parámetros iniciales de las variables de estado.
Cuando la prueba de Kruskal-Wallis fue significativa se tenía evidencia de que al menos dos grupos, de entre los comparados, eran diferentes; para establecer dichas discrepancias entre ellos se ejecutaron pruebas post-hoc de Dunn.
Para realizar el análisis de la dinámica no se consideró pertinente establecer la correspondencia entre las variables simplemente con pruebas de la correlación existente entre ellas, dado que era de nuestro mayor interés comprobar si los resultados de una variable poseían incidencia sobre el comportamiento de otra, si tenían carácter unidireccional o bidireccional, amén del sentido de su relación, es por lo que se optó por realizar pruebas de Causalidad de Granger.
I.2.1. Estado final del sistema
Como resultado de ejecutar 10 iteraciones para cada combinación posible de medidas inaugurales se obtiene un total de 3,840 simulaciones del modelo que fueron consumadas.
La TL y la PS, a un nivel de significancia del 1 por ciento, presentan diferentes distribuciones para disímiles rangos de IID y la TE; si se considera un nivel de significancia del 10 por ciento también se acepta la hipótesis alternativa de que existen diferentes distribuciones para los desemejantes valores del UFRIP, para el caso de la PS. En contra parte, muestran distribuciones similares, para diferentes rangos de la PA, esto es, no es posible rechazar la hipótesis nula de que los datos provienen de la misma población (véanse Tablas 1 y 2).
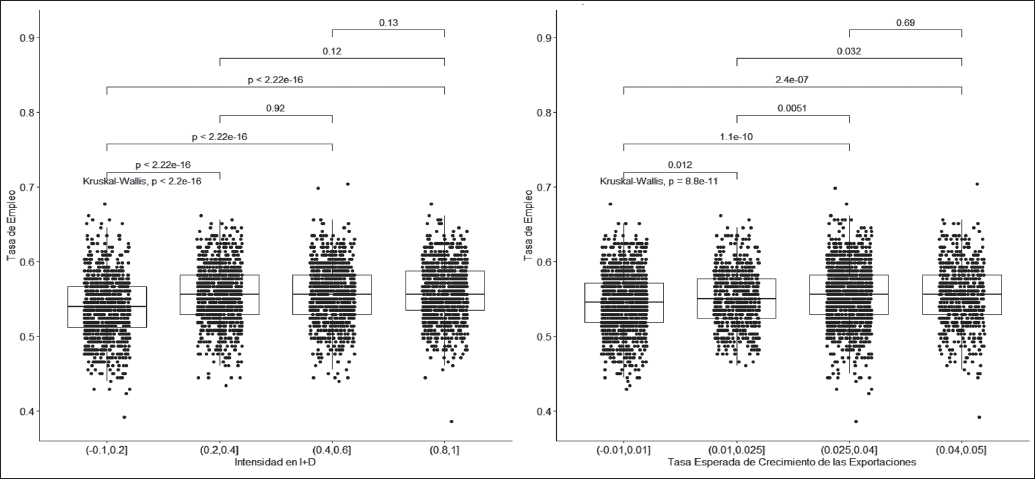
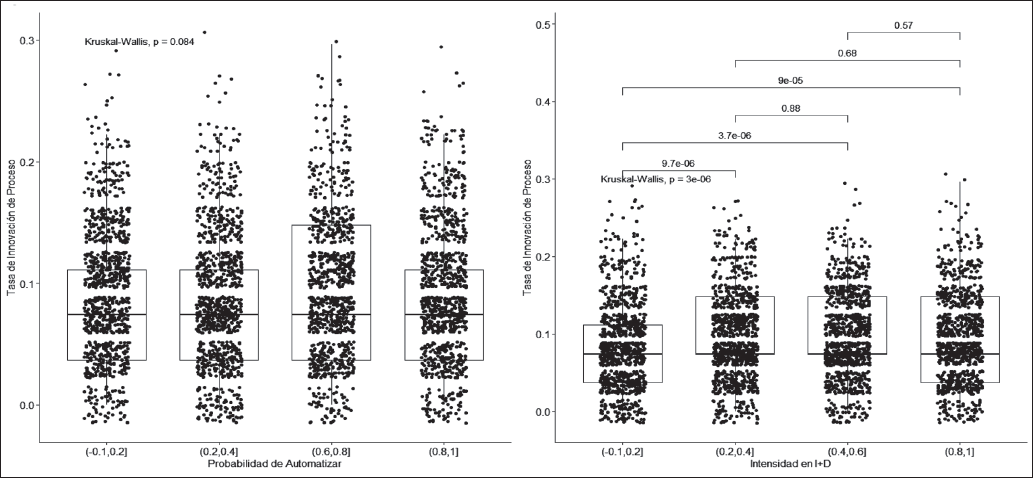
Los resultados de un análisis a posteriori con pruebas Dunn para establecer las discrepancias efectivas de la distribución de los datos, entre rangos, de la TL con respecto a la IID, se halla que, al 1 por ciento, las comparaciones (-0.1,0.2] - (0.2,0.4], (-0.1,0.2] - (0.4,0.6] y (-0.1,0.2] - (0.8,1] son heterogéneas, mientras que los rangos (0.2,0.4] - (0.4,0.6], (0.2,0.4] - (0.8,1] y (0.4,0.6] - (0.8,1] se distribuyen de manera similar (véanse Tabla 5, Figura 2). Cuando se evalúa con respecto a la TE se detecta que todas las comparaciones, con excepción de (0.025,0.04] - (0.04,0.05], son significativamente dispares al 5 por ciento (véanse Tabla 6, Figura 2).
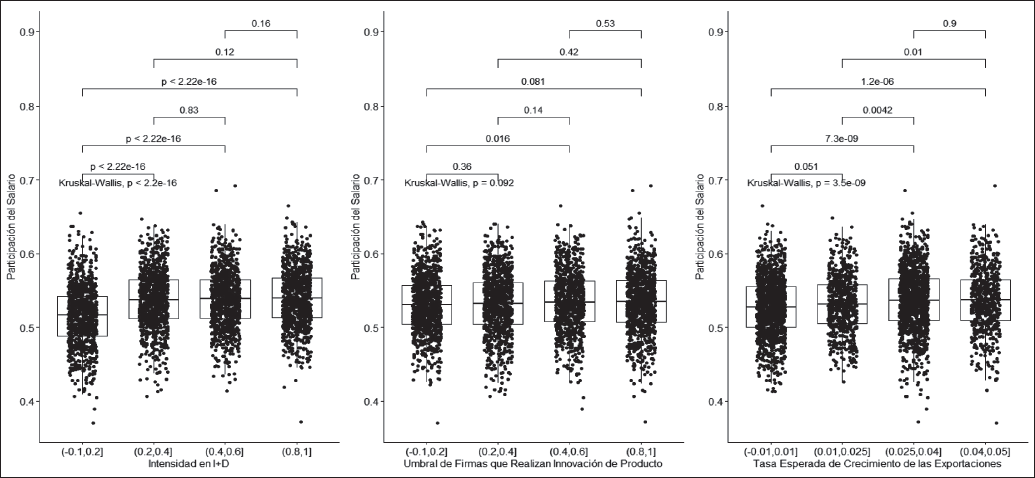
Encontramos un comportamiento análogo para el caso de la PS con respecto a la IID, los rangos (-0.1,0.2] - (0.2,0.4], (-0.1,0.2] - (0.4,0.6] y (-0.1,0.2] - (0.8,1] son desiguales al 1 por ciento; en contra parte, los pareos (0.2,0.4] - (0.4,0.6], (0.2,0.4] - (0.8,1] y (0.4,0.6] - (0.8,1] se distribuyen de manera homogénea (véanse Tabla 7, Figura 3). Frente al UFRIP, solo las dualidades (-0.1,0.2] - (0.4,0.6] y (-0.1,0.2] - (0.8,1] son desemejantes al 5 y 10 por ciento, respectivamente (véanse Tabla 8, Figura 3). Con relación a la te se encuentra que todos los rangos, con excepción del (0.025,0.04] - (0.04,0.05], son significativamente diversos, al 5 por ciento (véanse Tabla 9, Figura 3).
Dado lo anterior se concluye que la dinámica del empleo, en la industria automotriz nacional, responde, principalmente, a condiciones macroeconómicas específicas más que a las condiciones técnicas de la producción local, es decir, su ritmo de crecimiento depende del auge o desaceleración del mercado objetivo y de la inversión en I+D que se concreta en el país, hecho que difiere, sustancialmente, de lo que pasa en el mercado laboral de las economías de altos salarios frente a mayores grados de automatización, donde se constata el comportamiento contrario (Benanav, 2019; Neves et al., 2019; Ramaswamy, 2018; Vermeulen et al., 2018).
Asimismo, la retribución al trabajo se puede mejorar si se consolidan las capacidades cognitivas de la mano de obra local en pro del desarrollo en I+D que están generando las firmas, tal como se dio en la experiencia asiática (Chin, 2010; Yülek, 2016; Traub-Merz, 2017).
Evaluando la repartición de los datos de la TIP, los diversos valores del UFRIP y la TE no modifican su distribución; la intensidad en I+D y la probabilidad de automatizar sí, al 1 y 10 por ciento de significancia, respectivamente (véase Tabla 3). El análisis post hoc de Dunn arroja que para el caso de la IID sólo las comparaciones (-0.1,0.2] - (0.2,0.4], (-0.1,0.2] - (0.4,0.6] y (-0.1, 0.2] - (0.8, 1] son significativamente diversas al 1 por ciento (véanse Tabla 11, Figura 4); si se considera la PA, la comparación (-0.1,0.2] - (0.2,0.4] es significativamente diferente al 5 por ciento y las comparaciones (-0.1,0.2] - (0.6,0.8] y (0.2,0.4] - (0.8,1] lo son al 10 por ciento (véanse Tabla 10, Figura 4).
Esto indica que las tecnologías de automatización son reutilizadas y recicladas en numerosas fases productivas, aprovechándose, plenamente, las economías de escala estáticas y dinámicas, consolidando el vínculo fiable de inserción en las líneas de producción global de la industria automotriz local.
En este caso, los procesos de automatización en plantas y plataformas de trasplante están ampliando el trabajo humano, con el fin de responder a mayores extensiones de la producción, no quedando claro si los cambios en las tareas a desarrollar se traduzcan, necesariamente, en aumentar el nivel de habilidad, dado que las diferencias significativas se encuentran en los primeros rangos, resultado que corrobora la preeminencia de pericias laborales no integrales (Chiaberge, 2011; Shibata, 2016).
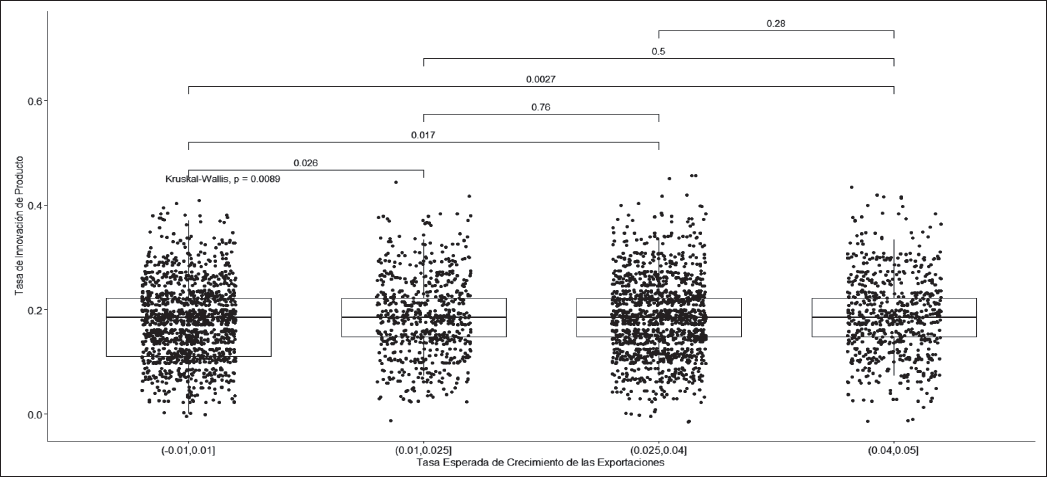
Si se analiza la distribución de los datos de la TIPRO sólo la TE la modifica a un 1 por ciento de significancia (véase Tabla 4), encontrándose, en la prueba a posteriori, que los pareos (-0.01, 0.01] - (0.01, 0.025], (-0.01, 0.01] - (0.025, 0.04] y (-0.01, 0.01] - (0.04, 0.05] son disímiles a un 5 por ciento de significancia (véanse Tabla 12, Figura 5). Lo anterior implica que la transformación de la cadena de valor automotriz local está impulsada por las peculiaridades y gustos demandados por el comprador potencial y no por las características técnicas de producción local.
I.2.2. Dinámica del sistema
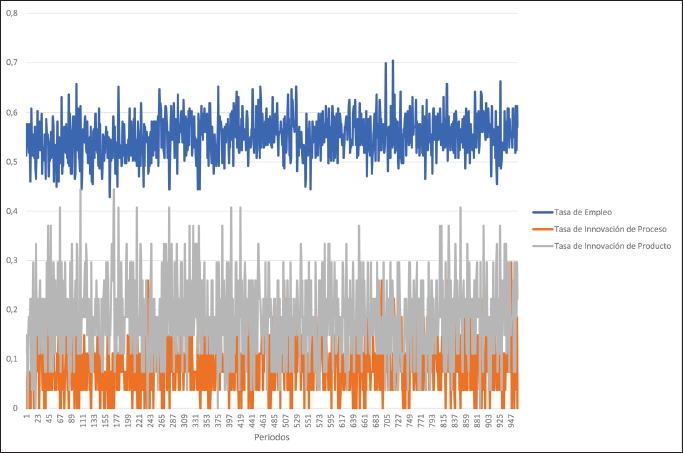
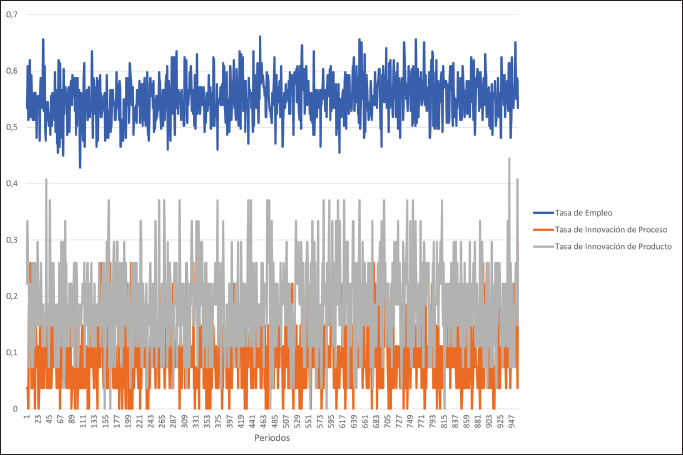
Se establecen cuatro valores para la PA que nos permiten modelar igual número de escenarios con 960 observaciones cada uno: escenario 1 (0.03), escenario 2 (0.33), escenario 3 (0.63) y escenario 4 (0.93).
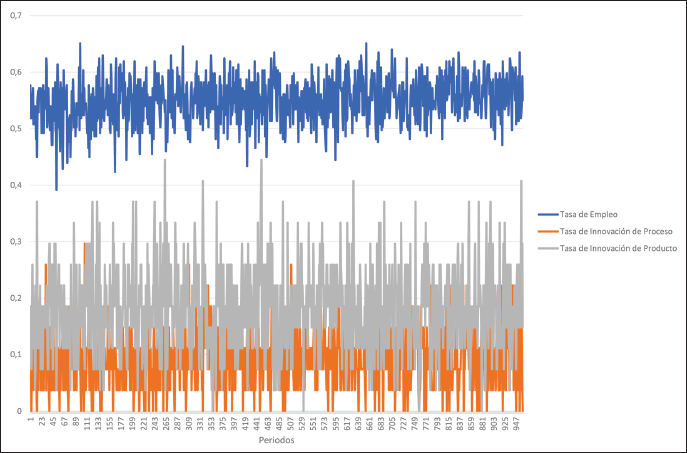
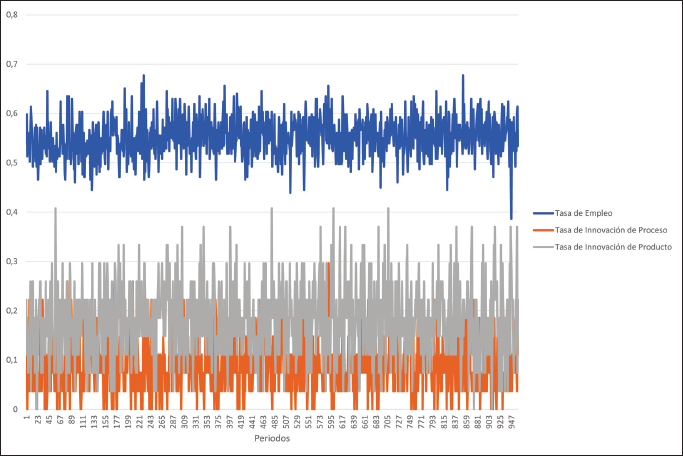
En cada uno de ellos la TL se afianza entre el 50 y 60 por ciento de ocupación, incluso en los escenarios extremos, 1 y 4, donde las firmas o no automatizan tareas o llevan una automatización radical (véanse las Figuras 6, 8, 10 y 12), confirma la suposición planteada en el apartado anterior de que la automatización no es en sí misma la causa principal de la dinámica de la demanda de mano de obra, ni implica, en sí, un menor aforo de trabajo humano.
En los cuatro escenarios se presenta una pequeña brecha entre las tasas de innovación que oscila en sentido inverso a la tasa de empleo, denotando que el cambio técnico actúa, entonces, como una causa secundaria de la demanda de mano de obra en la industria, existiendo cierto potencial de desarrollo con respecto a las innovaciones de producto.
Si se parte de evaluar el efecto de la TIP, ésta no tiene acaecimiento sobre la TL, solo en el segundo escenario se verifica que es la dinámica del empleo la que jala la de la automatización, de acuerdo con las pruebas de Causalidad de Granger realizadas para corroborarlo, al 5 por ciento de significancia (véase Tabla 13). La innovación de proceso se consolida alrededor del 5 y 15 por ciento, en cada escenario (véanse las Figuras 5, 7, 9 y 11).
Por otra parte, la TIPRO, en el segundo escenario, muestra causalidad, con respecto a la TL, corroborándose, la incidencia inversa, en el tercer escenario, al 5 por ciento de significancia (véase Tabla 13), oscilando entre el 5 y 25 por ciento (véanse las Figuras 5, 7, 9 y 11), quedando de manifiesto cierto potencial en I+D.
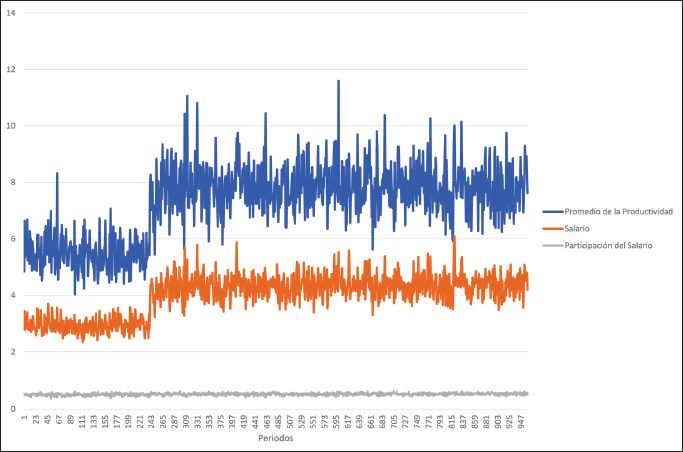
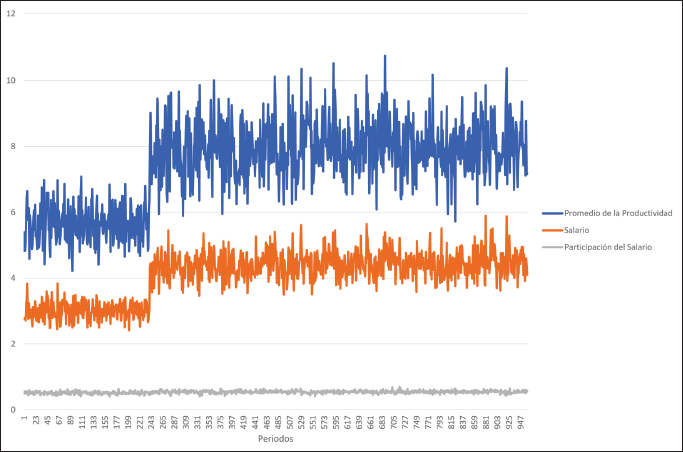
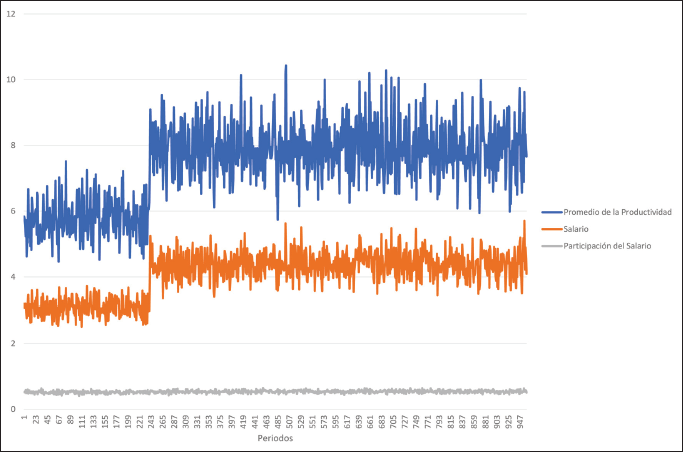
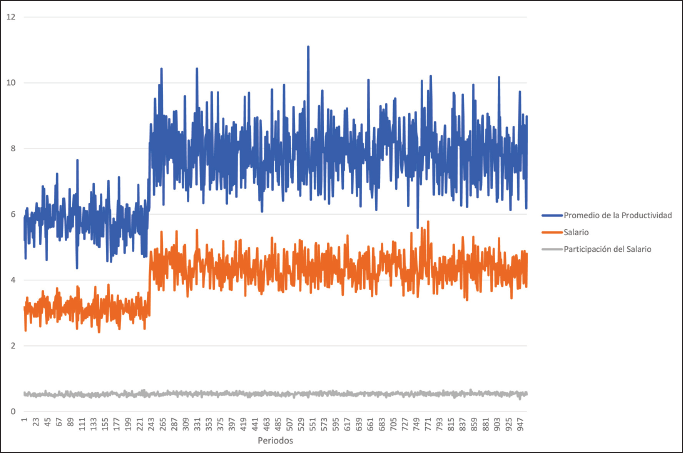
El hecho más relevante a enfatizar es la gran brecha entre el PP y el S, la cual se consolida desde el inicio de la simulación, en los cuatro escenarios (véanse las Figuras 7, 9, 11 y 13). Este comportamiento se atribuye a que las ganancias en productividad del sector se consolidan, en el caso mexicano, a partir de castigar las retribuciones, ya que, de acuerdo con las pruebas de Causalidad de Granger realizadas, al 1 por ciento de significancia, es el S el que causa el PP y no al revés, en los cuatro escenarios, mostrándose evidencia cruzada, al 10 por ciento de significancia, solo en el tercer escenario (véase Tabla 13); lo que corrobora las observaciones realizadas, sobre la precarización laboral, de Vicencio Miranda, 2009; González, 2015; Rodríguez-Abreu y Sánchez-Peña, 2017; Carbajal, Carrillo y de Jesús, 2018.
La demanda de mano de obra se sostiene por dicha brecha; en los cuatro escenarios se puede apreciar que la PS permanece constante, independientemente del hecho de que aumenta y se sostienen las ganancias en productividad (véanse las Figuras 7, 9, 11 y 13), y de que la participación causa la TIP, en el segundo escenario, y la TIPRO, en el tercero, al 5 por ciento de significancia (véase Tabla 13).
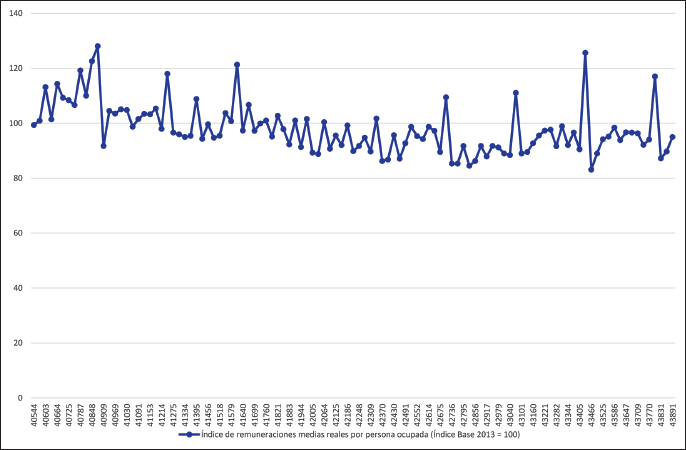
Así, la modelación permite corroborar dos hechos concretos: el primero es que, si se cotejan los resultados obtenidos, con la Figura 1, se sostiene el crecimiento de la tasa de ocupación; el segundo es la presencia de remuneraciones a la baja, si se contraponen los resultados obtenidos con el índice de remuneraciones medias reales por persona ocupada presentado en la Figura 14.
Las limitantes del modelo desarrollado es que no nos permite evaluar si la variedad de tareas a realizar tiende a reducir el número de clasificaciones de puestos de trabajo, dado que se asumió la estandarización generalizada de la calificación de la mano de obra local, ni percibir los efectos que tendría el comportamiento del consumidor potencial, tanto local como foráneo, sobre la tasa de ocupación y estructura tecnológica.
Conclusiones
El modelo desarrollado, a pesar de las limitaciones reconocibles, homogeneidad de la calificación del trabajo humano, agregación y omisión de las características de la demanda de vehículos de EUA y prescindir del volumen de demanda local, cumple su propósito, representar, de forma efectiva, la dinámica del empleo de la industria automotriz en México, a través de una simulación basada en agentes, replicando dos hechos sustanciales, que se sostiene el crecimiento del nivel de ocupación y las retribuciones tienden a la baja.
El ejercicio permitió identificar que el potencial de automatización juega un rol menor en la determinación del ritmo de empleo, encontrando que éste se sostiene por la mezcla de bajos salarios y avanzada tecnología en la conformación de las fases de manufactura, a partir de la consolidación de la fuerte brecha entre productividad y remuneración del trabajo humano y del jalón de la demanda externa de vehículos, tal como se presentó en la sección I.2.2 donde se constata dicho fenómeno.
Podemos decir que la paradoja de automatización se cumple parcialmente, para el caso de la industria automotriz local: no implica reducción considerable de puestos de trabajo, pero si empuja a la baja sus remuneraciones.
El rol de las tareas asociadas a plantas de trasplante, de baja integración cognitiva, no merma la capacidad de adaptación y flexibilidad de la mano de obra mexicana, que es capaz de ampliar y sostener fuertes ganancias en productividad, tal como se prueba en la sección I.2.1, al mostrar la relación entre los perfiles de innovación y las remuneraciones salariales. Dados estos resultados nos atrevemos a plantear que la industria automotriz podría ser capaz de conservar su posición competitiva, con mayores niveles de retribución, de mantenerse el crecimiento de la demanda de autos pequeños en EUA, sin degradar el nivel de empleo.
Asimismo, es necesaria una política pública de fomento que permita consolidar las capacidades cognitivas alcanzadas para reforzar las ventajas competitivas asociadas a la innovación de producto para que se pase de jugar un rol menor a uno de mayor influencia en la conformación de la estructura del mercado de trabajo local y, por ende, en sus retribuciones.
Se plantea, para futuras investigaciones, representar a la fuerza de trabajo con conjuntos de habilidades heterogéneas, considerando fases productivas que impliquen diferentes requisitos de destreza y práctica, con diferentes compensaciones asociadas, así como una representación más compleja y realista del consumo de vehículos pequeños, tanto en EUA como en México, teniendo en cuenta ingresos disponibles, políticas de movilidad y preferencias del consumidor final.