











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
El concepto de calidad ha adquirido cada vez mayor importancia en la competitividad internacional. Los métodos de inferencia estadística, los métodos de control estadístico, el diseño de experimentos clásico y la metodología de Genichi Taguchi han conformado el amplio concepto de ingeniería de calidad, con el propósito del mejoramiento de los productos y los procesos. Por otro lado, la ingeniería de confiabilidad, definida como la probabilidad de que un producto funcione sin fallas por un periodo de tiempo preestablecido bajo condiciones normales de operación, es introducida en la etapa de diseño, considerando todos los factores que afecten las metas de diseño del producto y su funcionalidad en general.
En esta metodología, el manejo de los factores de ruido es combinado con los factores controlables en la etapa de diseño en arreglos llamados ortogonales, con arreglos internos para los factores controlables y arreglos externos para factores de ruido.
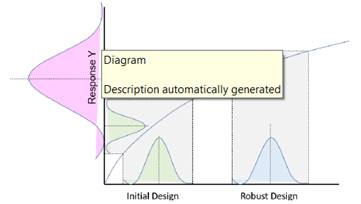
Los resultados esperados o variables de respuesta de los diseños de experimentos, generalmente podrán ser especificaciones, donde los datos generados tendrán un comportamiento, o una cierta función de densidad de probabilidad. El análisis de la amplitud de la distribución de los datos y la comparación con las tolerancias de las especificaciones da lugar a la posible predicción del comportamiento de los productos y los procesos, lo cual es la base de la ingeniería predictiva.
Descripción de las herramientas en comparación
Como inicio, para la determinación de los efectos de los factores de ruido, en combinación con factores controlables, es necesario utilizar arreglos ortogonales cruzados, generalmente utilizando factores en dos niveles, tales como el L4 (23) y el L8 (27) tanto para los factores controlables en el arreglo interno y los factores no controlables o de ruido en el arreglo externo. El resultado del análisis será determinar la significancia de los factores controlables bajo la presencia de los factores de ruido. El análisis en los arreglos ortogonales cruzados está enfocado sobre las medias aritméticas, dependiendo si estas son: lo nominal es lo mejor, lo más pequeño es lo mejor o lo más grande es lo mejor La evaluación de esta etapa se realizará mediante un análisis de capacidad de proceso de antes y después del experimento
Posteriormente, usando los resultados de la etapa anterior, se lleva a cabo la metodología de superficie de respuestas (MSR), utilizando un diseño central compuesto (DCC), incluyendo factores controlables y de ruido, e incrementado las direcciones de búsqueda mediante la introducción de un adecuado número de puntos axiales, reduciendo el número de corridas fraccionando el experimento. La introducción de puntos centrales en el DCC tiene como objetivo determinar la existencia de curvatura.
Finalmente, tomando la ecuación de regresión resultante de la MSR y la ecuación de respuesta dual (incluyendo factores de ruido), y utilizando la expansión de la serie de Taylor, será posible obtener la varianza bajo los factores de ruido. Se hacen análisis de capacidad de procesos en cada una de las diferentes etapas para verificar el mejoramiento en cada una de ellas.
Arreglos Ortogonales
Taguchi (1993) definió diseño robusto como:” La estabilidad funcional de los productos o procesos frente a la variación omnipresente en las condiciones de uso (factores de ruido)”. La importancia de reducir la variación en las características del producto se discutió temprano en Japón. Las ideas del ingeniero japonés Genichi Taguchi ya eran conocidas en su propio país en la década de 1940, aunque no recibieron atención internacional hasta la década de los 80´s cuando se publicaron en inglés. En 1979 las ideas de Taguchi fueron traducidas en Taguchi y Wu (1984), publicación a la que siguieron muchas otras sobre el tema, véase, p. Taguchi (1985), Phadke (1982). Taguchi (1986) propone una estrategia de tres pasos para el desarrollo de productos. Los pasos son:
con énfasis en el uso de métodos experimentales en los dos últimos pasos.
Hunter (1985), explica la esencia de las ideas de Taguchi en una forma comprensible y completa. A fines de la década de los 80 y principios de los 90, hubo una discusión sobre la idoneidad de estos métodos estadísticos. Publicaciones contribuyendo a esta discusión fueron Box y Jones (1992), Nair (1992) y Lucas (1994).
Especial objeto de estudio en la manufactura es el paso dos de la metodología de Taguchi: Diseño de Parámetros, como muestra la figura 1:
En el diseño de parámetros el método de Taguchi propone reducir la variación en la variable de respuesta modificando los factores sobre los que sí se tiene control, para monitorearlos y garantizar que permanecerán en ese estado, y que tendrá como resultado una variación mínima en la característica observada. Para ello propone un arreglo de diseños entre los factores controlables y los no controlables, a los que denomina “Arreglo Interno” (Factores Controlables) y “Arreglo Externo” (Factores No Controlables) (Montgomery and Myers 2018), a los que ha llamado Diseños Ortogonales. La Tabla 1 muestra un ejemplo de un arreglo ortogonal utilizando una combinación de Diseños 23 y 22:
Tabla 1 Diseño de Arreglos Cruzados para 5 Factores.
| Noise Factors | ||||||
|---|---|---|---|---|---|---|
| A | 1 | -1 | 1 | -1 | ||
| B | 1 | -1 | -1 | 1 | ||
| Control Factors | 25.681 | 17.768 | 35.751 | 9.328 | ||
| A | B | C | 21.219 | 19.074 | 36.212 | 10.059 |
| 1 | 1 | 1 | 24.169 | 5.407 | 22.112 | 11.775 |
| 1 | -1 | -1 | 22.842 | 20.924 | 23.366 | 10.257 |
| 1 | -1 | 1 | 26.510 | 11.907 | 13.390 | 10.256 |
| -1 | 1 | 1 | 23.499 | 8.262 | 25.554 | 11.472 |
| -1 | 1 | -1 | 25.223 | 15.849 | 31.971 | 8.211 |
| 1 | 1 | -1 | 25.907 | 19.223 | 22.722 | 10.864 |
| -1 | -1 | 1 | 24.361 | 3.077 | 27.812 | 8.814 |
| -1 | -1 | -1 | 26.602 | 4.710 | 12.687 | 8.506 |
Fuente: Elaboración Propia.
De acuerdo con el número de factores de control y de ruido que se están considerando en el estudio, Taguchi (1993) ha propuesto los siguientes arreglos cruzados: La tabla 2 muestra los arreglos propuestos por Taguchi.
Tabla 2 Arreglos Ortogonales propuestos por Taguchi.
| Orthogonal Arrays (OA) | Number of Factors | Level of Factors | Number of Experiments for OA |
|---|---|---|---|
| L4 | 3 | 2 | 4 |
| L8 | 7 | 2 | 8 |
| L9 | 4 | 3 | 9 |
| L12 | 11 | 2 | 12 |
| L16 | 15 | 2 | 16 |
| L16 | 5 | 4 | 16 |
| L18 | 1 | 2 | 18 |
Fuente: Elaboración Propia
De acuerdo con la naturaleza de la experimentación que se requiera, el experimentador puede seleccionar el que mejor se ajuste a sus requerimientos. El resultado del experimento ha propuesto tres categorías para analizar la variabilidad a la que ha llamado “Relación Señal Ruido” (SNR: Signal to Noise, por sus siglas en inglés), lo que puede resumirse como “la potencia del ruido” y se refiere a la cantidad de variación que se presenta en la señal (respuesta), que no proviene de la señal en sí misma, sino de fuentes externas (variables de ruido) que pueden interferir con la medición. El ruido puede ser aleatorio o determinístico, y puede ser causado por diversas fuentes, como interferencias electromagnéticas, variaciones en las condiciones ambientales o problemas en los componentes de medición.
Una SNR (por sus siglas en inglés) alta indica que la señal es más fuerte en comparación con el ruido, lo que significa que la medición es más precisa y confiable. Por el contrario, una SNR baja indica que la señal es más débil en comparación con el ruido, lo que hace que la medición sea menos precisa y confiable. Las categorías con su respectiva fórmula, así como su particular caso, son:
De acuerdo con las ecuaciones anteriores al ejecutar un experimento se puede estimar el nivel de variación presente en la respuesta, con la combinación de factores que presente la SNR más elevada, con respecto a cualquiera de las tres situaciones que se encuentre evaluando. De esta forma la SNR con mayor jerarquía en la combinación de factores será la que presente menos variación con respecto a variables de ruido.
Superficie de Respuesta
La metodología de superficie de respuesta (RSM) es una colección de técnicas estadísticas y matemáticas útiles para desarrollar, mejorar y optimizar procesos, con aplicaciones importantes en el diseño, desarrollo y formulación de nuevos productos, así como en la mejora de los diseños de productos existentes. (Myers, et.al., 2009). En las décadas de los 50 y 60´s, Box y colaboradores desarrollaron una colección de diseño analítico y herramientas experimentales para las cuales el término RSM fue acuñado. RSM disfrutó de una aplicación considerable durante ese período de tiempo, particularmente en el procesamiento químico, alimentos y área textil. Los textos de Box and Draper (2007), Khuri (2010), y Myers et.al., (1992), se dedican al tópico en cuestión. Con la llegada del movimiento Seis Sigma y Diseño para Seis Sigma, el interés en RSM ganó popularidad considerablemente en el ambiente de la manufactura, además de que pasó a formar parte del currículo del programa de entrenamiento para estas metodologías (Bass Issa (2007)) y que tiene como fin, entrenar a los participantes en optimización de procesos para el mejoramiento operativo.
El objetivo de la RSM es encontrar el punto en el que la variable de respuesta llega a su máximo o mínimo desempeño en función de los factores considerados en el estudio. Para llegar a los puntos mencionados anteriormente, Oliveira y Paiva (2019) mencionan que tres ejes son los que se emplean:
Diseño y Análisis de Experimentos
Técnicas de Modelación Matemática
Métodos de Optimización para encontrar el punto más elevado o bajo.
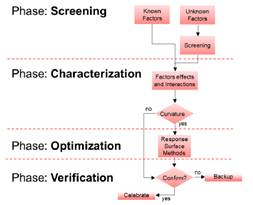
Además de eso Easystat® 2020 desarrolló una serie de pasos para llevar a cabo un estudio y análisis de RSM considerando los tres puntos antes mencionados, los cuales se muestran en el diagrama de la figura 2:
Cribado del Experimento.
Caracterización del Experimento.
Optimización del Experimento.
Verificación del Experimento.
De acuerdo con (A. Khuri y S. Mukhopadhyay 2010) una superficie de respuesta puede representarse como una relación entre una o más salidas y con sus respectivas entradas o factores 𝑥 1 , 𝑥 2 , …, 𝑥 𝑛 . Según los autores esta relación puede ser modelada por el polinomio de la Ec 4.
Donde:
β Coeficientes de la función matemática que describen el cambio en las entradas
ε error experimental para estimar una media de cero.
Esta relación es representada mediante la expansión de Taylor, con el propósito de estimar un valor esperado con respecto a la función matemática, también llamado media o primer momento, y se ha determinado por lo menos en dos categorías diferentes de acuerdo con la naturaleza del problema en cuestión.
Modelos de Primer orden: Es decir donde cada una de las variables pueden ser modeladas de una forma lineal como se muestra la ecuación 5 y se representa en la figura 3.
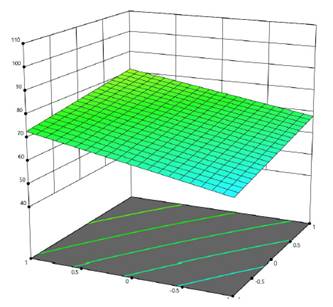
Fuente: Elaboración Propia utilizando Easystat® 2020
Figura 3 Ejemplo de Modelo de Superficie de Primer Orden.
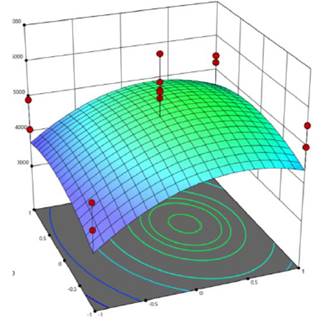
Modelos de Segundo Orden: Donde cada una de las variables son modeladas de una forma cuadrática, en otras palabras, es que tienen un comportamiento de curva, por lo que cada factor o al menos uno se modela con exponente 2. Como se muestra en la ecuación 6, representada por la figura 4.
Respuesta Dual
Myers, Khuri & Vining (1992), citan a Myers y Carter (1973) en relación con su técnica desarrollada, en la cual, consideran un vector x de k ×1 que representa las variables independientes controlables. El objetivo experimental es optimizar dos respuestas para x en la región de interés R. Las respuestas podrán escribirse como sigue: en las Ec. 7 & 8.
De nuevo, considerando a Myers, Khuri & Vining (1992), ellos mencionan que el problema de respuesta dual se encarga de la determinación del conjunto de variables 𝑋∈𝑅 que optimizan
Consideremos ahora que la respuesta primaria en el problema dual es la media aritmética poblacional 𝜇 y sea la varianza la respuesta secundaria, donde la respuesta primaria está restringida por la varianza o respuesta secundaria. Si ahora, retomamos la clasificación de Taguchi de las variables de respuesta continuas:
Para lo nominal es lo mejor. Mantener la media 𝜇 en el valor deseado y minimizar la varianza.
Para lo más grande es lo mejor. Lograr el mayor valor posible de 𝜇 y mantener controlada a la varianza.
Para lo más pequeño es lo mejor. Hacer la media lo más pequeña posible y controlando la varianza.
El problema de RD es especialmente aplicable al problema de “Lo Nominal es lo Mejor”. Para implementarlo, hacemos que la media aritmética sea la respuesta secundaria y establecemos el objetivo de minimizar la varianza restringida su función a μ = μ0.
Myers, Khuri & Vining (1992) establecen que si
Para incorporar la heterogeneidad de las varianzas de los valores promedio muestrales se recomienda la utilización de los mínimos cuadrados ponderados en la estimación de los valores 𝛽. De acuerdo con la Ec. 9, entonces:
donde V representa la matriz de varianzas y covarianzas de las respuestas del diseño, la cual puede estimarse de dos formas diferentes. La primera es suponiendo que los errores son independientes entre los datos de diseño, haciendo que V sea una matriz diagonal. La segunda estimación de V se obtiene de
M. Bendersky, N. Barak & Y. Parmet (2022) Consideran el modelo de primer orden involucrando únicamente los factores controlables y los factores de ruido, las interacciones entre los factores controlables, las interacciones entre los factores controlables y los factores de ruido. El modelo es conocido como un modelo de respuesta Dual. (Myers, R.H. , D.C. Montgomery, and C.M. Anderson - Cook (2009). Hagamos notar que, al menos uno de los coeficientes de las interacciones entre los factores controlables y los factores de ruido sea diferente de cero no habrá un problema de diseño robusto. Consideremos enseguida el modelo de primer orden, el cual contiene las variables controlables, sus efectos y sus interacciones, los efectos principales de los factores no controlables o de ruido y sus interacciones, así como las interacciones entre los factores controlables y los factores de ruido llamado Arreglo combinado o Respuesta Dual (Box, G., and S. Jones. 1992.) El modelo propuesto, se puede modelar utilizando la Ec.10.
Donde:
X1; j |
Factores Controlables en el experimento |
Z1; n |
Factores de Ruido en el experimento |
γ: |
Efecto de la variable de Ruido |
δ: |
Efecto de la Interacción Ruido vs Controlable |
Al considerar las variables controlables en un diseño experimental se supone que son variables que serán siempre controladas en el producto y su proceso de elaboración, mientras que las variables de ruido serán únicamente controladas en la etapa de la corrida del diseño. En el arreglo de diseño combinado se asume que las variables de ruido son expresadas en unidades codificadas con valor esperado cero y varianza
Es importante mencionar que el subíndice z en el operador de valor esperado es solo una manera de recordar para considerar el valor esperado con respecto a ambas variables aleatorias, z y ε. Enseguida usamos el enfoque de transmisión de error para construir un modelo para la varianza del vector de respuestas y, esto mediante la expansión de la serie de Taylor alrededor del modelo de Primer o Segundo Orden según sea el caso correspondiente. Myers , R.H. , A.I. Khuri , and G.G. Vining (1992).
con R como el residual en la serie de Taylor.
Ahora, la varianza del vector de respuestas y puede obtenerse mediante, la expansión de Taylor, para primer y segundo orden según sea necesario:
El modelo de segundo orden contiene los efectos principales de los factores controlables y sus interacciones, además de sus efectos cuadráticos, los efectos principales de los factores de ruido, y los efectos de las interacciones de los factores de ruido con los factores controlables,
de donde su valor esperado es
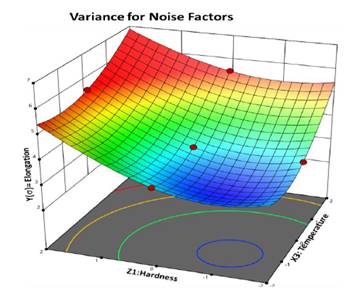
y la ecuación de la varianza está dada por:
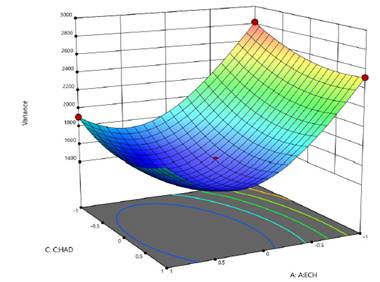
Fuente: Elaboración Propia utilizando Easystat® 2020
Figura 5 Ejemplo de Superficie de Varianza o Respuesta Dual.
Mediante la Ec. 15 se estima la primera respuesta el Valor Esperado de Y, y a partir de Ec. 16 se estima la segunda respuesta, el valor esperado de y.
La combinación de factores que satisfacen ambas soluciones tanto la media como la varianza, serán los niveles óptimos para lograr la robustez en los factores de Ruido, el procedimiento algebraico se ampliara un poco más en el caso de estudio.
Modelos Probabilísticos o Ingeniería Predictiva
Los Modelos Probabilísticos son ampliamente utilizados en el desarrollo de nuevos productos y procesos. Varias compañías como: (Apple, GM, GE, Samsung, Toyota, Ford, entre otras) han desarrollado grandes avances en el desarrollo y efectividad del desarrollo de productos y procesos.
Los modelos Probabilísticos tienen su origen en la teoría de la distribución normal, y al igual que en dicha teoría, lo que pretenden es estimar la ocurrencia de un evento dado bajo ciertas circunstancias. En este método las funciones de densidad de probabilidad son utilizadas para describir comportamientos y eventos futuros que pudieran ocurrir en el transcurso del tiempo, especialmente para las variables continuas tenemos 3 propiedades: (L. Tvedt, 2006).
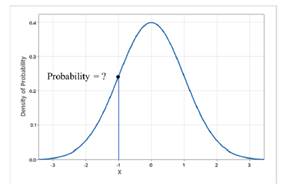
Función de Densidad de Probabilidad: (D. Montgomery & GC Runner 2004) definen la función de densidad de probabilidad como la probabilidad de ocurrencia de un evento en determinado punto de tiempo o espacio muestral, expresado por el límite de la función matemática, la figura 6 muestra un ejemplo de PDF.
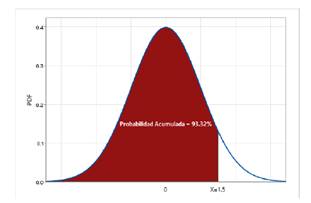
Función de Distribución Acumulada: (D. Montgomery & GC Runner 2004) la definen como la probabilidad de que una variable aleatoria tome valores de probabilidad menores o iguales a un conocido número de X, en otras palabras, es la suma de probabilidades individuales desde el punto origen hasta el punto donde convergen con el valor x.
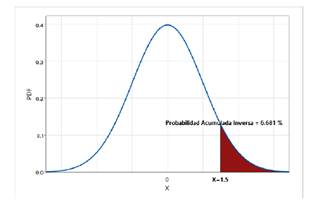
Probabilidad Acumulada Inversa: (D. Montgomery & GC Runner 2004) la definen a la inversa de la función de distribución acumulada, donde la variable aleatoria es mayor o igual a X, asumiendo que el dominio total de la fusión matemática es igual a 1.
De la función anterior puede estimarse una función de densidad de probabilidad, conocida como función de Distribución Normal Estándar, de la cual se estima una función de Densidad de Probabilidad como lo muestra la Ec. 20 y una Función de Distribución Acumulada Ec. 21.
Así mediante 20 y 21 es posible determinar un valor esperado Ec. 22 o primer momento para la función matemática y sustituyendo en z se estima el valor esperado en la región delimitada Ec.23.
El momento cero es conocido como la Media o Promedio de la función, el valor esperado de máxima Ocurrencia. De la misma manera puede estimarse el segundo momento de la función que nos describe la amplitud o dispersión, comúnmente conocido como varianza descrita en la Ec. 24 (Chan, et.al, (2001).
Teniendo estos estimadores o momentos μ y σ es posible determinar la probabilidad de ocurrencia de determinados eventos bajo ciertas circunstancias además de predecir ciertos indicadores de calidad como lo son: Rendimiento (%), Índice de Capacidad (Cpk), Nivel de Sigma del Proceso (σ) y PPM ($). (Hammett, P. C., Hancock,W. M., & Baron, J. S. (1995).
Para utilizar los índices antes mencionados es importante mencionar que el indicador que unifica los métodos mencionados es el índice de capacidad Cpk, debido a que incorpora, no solo la media y varianza de la variable de respuesta obtenidas a partir de los métodos de RSM y Respuesta Dual respectivamente, sino también los límites de especificación de la característica de interés.
Partamos del hecho de que Y es una variable de respuesta con media y Varianza denotadas por μγ y
De acuerdo con Kane (1986); Boyles (1991). Este índice mide la habilidad del proceso para producir una salida dentro de los límites de especificación establecidos
Por lo que teniendo Cpk, podemos estimar un valor de desviaciones estándar para el proceso Ec. 26:
Donde: 3 es el número de desviaciones estándar que el índice de capacidad puede absorber dentro de los límites de especificación. (T. Pyzdek 2003)
Estimando ZBench es posible determinar Rendimiento del Proceso (%), a partir de una función de distribución acumulada utilizando la Ec 27:
Por lo tanto, Estimando Rendimiento (%) es posible estimar PPM como la Probabilidad Inversa de Rendimiento Ec. 28 (R.L. Vijaya kumar and M.R. Bhat.2015).
También es posible estimar un nivel de sigma a partir de ZBench como se muestra en Ec. 29 (M. Harry 2001) como:
dónde: 1.5 es el número de desviación estándar que la variable de respuesta sufre a través del tiempo.
Así que teniendo los valores de media y varianza es posible tener procesos y diseños robustos que maximicen el rendimiento de la calidad y al mismo tiempo presenten una disminución en las partes defectuosas
Materiales y Métodos
La ilustración de las metodologías de optimización de Arreglos Ortogonales, RSM, DR e Ingeniería Predictiva, se aplicaron para el estudio del caso de un proceso de forjado en frío. El primer paso es la identificación de los factores (x1, x2, x3 controlables), (z1, z2 ruido) y la variable de respuesta. El segundo paso consiste en la construcción de la tabla de diseño del experimento. El tercer paso es analizar la variable de respuesta para obtener el modelo de regresión y de ingeniería predictiva para la optimización del proceso. En el cuarto paso se mostrarán los resultados obtenidos de cada una de las herramientas para ser comparados entre sí, y discutirse en el paso cinco.
Arreglo Cruzado
Se utilizó un L8 (23) para el arreglo interno y un L4 (22) para el arreglo externo, donde los factores de control son Tiempo, Presión y Temperatura. Los factores de ruido son Dureza y Ángulo. Se aseguró que, en cada corrida, los factores de ruido se controlaron durante el experimento. Los datos se muestran en la tabla 3:
Tabla 3 Estructura del arreglo cruzado para el Diseño L8 (23) y L4 (22).
| Hardness Angle | Z1 Z2 | Noise Factors | ||||
|---|---|---|---|---|---|---|
| 22 | 22 | 50 | 50 | |||
| 35 | 45 | 35 | 45 | |||
| X1 | X2 | X3 | ||||
| Time | Press | Temp | R1 | R2 | R3 | R4 |
| 120 | 75 | 110 | 9.33 | 7.47 | 8.33 | 17.00 |
| 120 | 75 | 250 | 9.07 | 16.73 | 17.13 | 12.93 |
| 240 | 110 | 110 | 11.60 | 10.53 | 9.07 | 19.87 |
| 240 | 110 | 250 | 9.93 | 17.40 | 9.73 | 17.60 |
| 120 | 110 | 110 | 9.20 | 10.67 | 17.27 | 20.13 |
| 120 | 110 | 250 | 13.33 | 10.53 | 10.27 | 13.87 |
| 240 | 75 | 110 | 13.73 | 13.87 | 10.40 | 16.50 |
| 240 | 75 | 250 | 10.67 | 14.00 | 13.20 | 16.93 |
Fuente: Elaboración Propia.
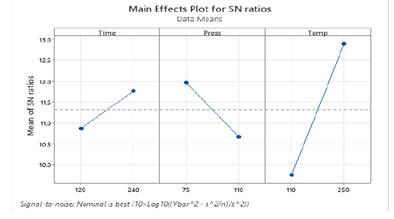
El análisis SNR, cuyo nominal es lo mejor de la tabla 4, muestra a la temperatura con el efecto más significativo. La gráfica de efectos en la figura 9, muestra que el efecto para temperatura es positivo al pasar de nivel 1 a nivel 2; por lo que los niveles óptimos son:
Tabla 4 Análisis SNR, lo nominal es lo mejor.
| Tabla de respuestas para Razón de Señal a Ruido | |||
|---|---|---|---|
|
| |||
| Level | Time | Press | Temp |
| 1 | 10.868 | 11.967 | 9.746 |
| 2 | 11.769 | 10.669 | 12.891 |
| Delta | 0.9 | 1.298 | 3.145 |
| Rank | 3 | 2 | 1 |
Fuente: Elaboración Propia
Fuente: Elaboración Propia mediante MINITAB 2019
Figura 9 Gráfica de Efectos Principales (Pendientes). El factor más fuerte positivamente es la temperatura
La Figura 9 muestra las gráficas lineales de los factores tiempo, presión y temperatura. Se puede observar que los tres factores presentan pendiente, siendo la temperatura la de mayor tendencia positiva. Adicionalmente la Tabla 6 muestra en Análisis de varianza del DCC con un p-value de 0.001 para la temperatura, demostrando así que es el factor más significante de los factores controlables.
Metodología de Superficie de Respuesta
Utilizando los factores del experimento anterior, el cual se mostró en la tabla 3, se distribuyeron en una tabla de diseño DCC con 5 factores, 6 puntos centrales, 10 axiales y utilizando un fraccionamiento ½ del diseño completo como se muestra en la tabla 5, para la variable de respuesta elongación. Es de suma importancia mencionar que en experimentos industriales es bastante difícil aleatorizar el total de corridas del experimento, sobre todo por el tiempo de máquina requerido por el experimento, por lo que fue necesario realizar las corridas de acuerdo al factor que requería grandes tiempos para el cambio o modificación.
Tabla 5 DCC para el experimento de la Elongación
| Factores Controlables | Factores de Ruido | Respuesta | |||
|---|---|---|---|---|---|
| Time | Press | Temp | Hardness | Angle | Elongation |
| X1 | X2 | X3 | Z1 | Z2 | Y1 |
| -1 | -1 | -1 | -1 | 1 | 8.33 |
| 1 | -1 | -1 | -1 | -1 | 9.20 |
| -1 | 1 | -1 | -1 | -1 | 11.60 |
| 1 | 1 | -1 | -1 | 1 | 10.40 |
| -1 | -1 | 1 | -1 | -1 | 9.07 |
| 1 | -1 | 1 | -1 | 1 | 10.27 |
| -1 | 1 | 1 | -1 | 1 | 9.73 |
| 1 | 1 | 1 | -1 | -1 | 10.67 |
| -1 | -1 | -1 | 1 | -1 | 9.87 |
| 1 | -1 | -1 | 1 | 1 | 10.53 |
| -1 | 1 | -1 | 1 | 1 | 12.93 |
| 1 | 1 | -1 | 1 | -1 | 17.40 |
| -1 | -1 | 1 | 1 | 1 | 14.00 |
| 1 | -1 | 1 | 1 | -1 | 16.93 |
| -2 | 0 | 0 | 0 | 0 | 9.33 |
| 2 | 0 | 0 | 0 | 0 | 17.00 |
| 0 | -2 | 0 | 0 | 0 | 9.93 |
| 0 | 2 | 0 | 0 | 0 | 16.73 |
| 0 | 0 | -2 | 0 | 0 | 10.53 |
| 0 | 0 | 2 | 0 | 0 | 17.13 |
| 0 | 0 | 0 | -2 | 0 | 9.07 |
| 0 | 0 | 0 | 2 | 0 | 17.60 |
| 0 | 0 | 0 | 0 | -2 | 10.67 |
| 0 | 0 | 0 | 0 | 2 | 17.27 |
| 0 | 0 | 0 | 0 | 0 | 13.33 |
| 0 | 0 | 0 | 0 | 0 | 13.73 |
| 0 | 0 | 0 | 0 | 0 | 13.87 |
| 0 | 0 | 0 | 0 | 0 | 13.20 |
| 0 | 0 | 0 | 0 | 0 | 13.87 |
| 0 | 0 | 0 | 0 | 0 | 13.60 |
Fuente: Elaboración Propia
La tabla 6 muestra los coeficientes codificados del modelo reducido, así como los factores e interacciones de mayor significancia, el nivel de confiabilidad del modelo y la ecuación de transferencia. En la Tabla 6 se observa que los valores VIF (Factores que influyen sobre la varianza) son todos igual a 1,00 lo que indica que no existe multicolinealidad. El software utilizado fue Minitab 17.0
Tabla 6 Análisis de varianza del DCC para el experimento.
| Coded Coefficients | |||||
|---|---|---|---|---|---|
| Term | Coef | SE Coef | T-Value | P-Value | VIF |
| Constant | 12.356 | 0.343 | 36.01 | 0.000 | |
| Time | 1.161 | 0.396 | 2.93 | 0.007 | 1.00 |
| Press | 0.939 | 0.396 | 2.37 | 0.026 | 1.00 |
| Temp | 1.528 | 0.396 | 3.86 | 0.001 | 1.00 |
| Hardness | 1.545 | 0.396 | 3.90 | 0.001 | 1.00 |
| Angle | 0.494 | 0.396 | 1.25 | 0.224 | 1.00 |
| Temp*Hardness | 1.441 | 0.485 | 2.97 | 0.006 | 1.00 |
| Model Summary | |||||
| S | R-sq | R-sq(adj) | R-sq(pred) | ||
| 1.94096 | 68.62% | 61.08% | 44.98% | ||
| Regression Equation in Uncoded Units | |||||
|
| |||||
Fuente: Elaboración Propia mediante MINITAB 2019
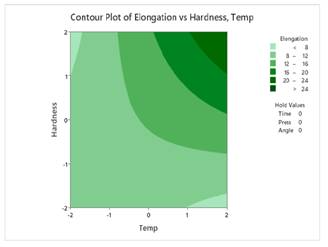
La Tabla 6 muestra un p-value de 0.006 para la significancia de la interacción Temperatura*dureza, es decir entre un factor controlable y uno de ruido, lo que conduce a seleccionar los mejores niveles de la interacción. Esto produce un modelo no lineal entre el factor controlable y el que no lo es. La gráfica de contorno de la figura 10 nos muestra la región óptima para la variable de respuesta en la interacción de control y ruido. En la gráfica de contorno se observa que en los niveles 1 a 2 de los factores en la interacción se obtienen los valores más altos de la elongación (> 16).
Respuesta Dual
Como se mencionó anteriormente, la respuesta Dual surge como una necesidad en el diseño robusto para medir el nivel de variabilidad observada en la respuesta predicha. Para el caso de estudio se ha tomado el polinomio resultante del modelo RSM:
Regression Equation in Uncoded Units
Utilizando el modelo de regresión de respuesta dual donde los factores de ruido han sido identificados como 𝑧1 y 𝑧2, y los coeficientes 𝛾1 y 𝛾2 respectivamente, se estima la varianza de la respuesta en función de los factores controlables, por lo que la varianza para los factores de ruido está dada por:
Sustituyendo valores para cada uno de los factores, se obtiene la varianza en el punto evaluado, en función de los factores de ruido (𝑍1 y 𝑍2), se obtiene muestra la varianza en el punto estimado.
Ingeniería Predictiva / Modelo Probabilístico
En el modelo de Ingeniería Predictiva, podemos estimar un nivel de rendimiento de calidad y probabilidad de ocurrencia de eventos, debido a que ahora con el uso de RSM hemos estimado un valor esperado y con Respuesta Dual se ha estimado una varianza, además del Índice de Capacidad, Sigma, Rendimiento y PPM aplicando las ecuaciones 20 a la 29 de la sección anterior. Estableciendo como base los modelos descritos en las anteriores secciones se presentan los resultados obtenidos.
Resultados
Arreglo Cruzado
La Tabla 7 detalla los resultados de cada una de las corridas del experimento, reflejando congruencia con la figura 9 de los efectos principales en la corrida 8, es decir Tiempo: 240 min, Presión: 75 psi y Temperatura: 250 oF. Es decir, los niveles anteriores muestran los puntos altos de la respuesta en la Figura 9.
Tabla 7 Niveles Óptimos con Cpk para cada corrida experimental.
| Hardness Angle | Z1 Z2 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 22 | 22 | 50 | 50 | ||||||||||||
| 35 | 45 | 35 | 45 | ||||||||||||
| X1 | X2 | X3 | |||||||||||||
| Time | Press | Temp | R1 | R2 | R3 | R4 | Mean | σ | SNR = ƞ | Yield | Zbench =Cpk*3 | Sigma (Nivel) | Cpk | PPM | |
| Trial1 | 120 | 75 | 110 | 9.33 | 7.47 | 8.33 | 17.00 | 10.53 | 4.38 | 7.63 | 35.4% | -0.38 | 1.12 | - | 646, 491 |
| Trial2 | 120 | 75 | 250 | 9.07 | 16.73 | 17.13 | 12.93 | 13.97 | 3.78 | 11.36 | 64.4% | 0.37 | 1.87 | 0.12 | 356 ,223 |
| Trial3 | 240 | 110 | 110 | 11.60 | 10.53 | 9.07 | 19.87 | 12.77 | 4.85 | 8.41 | 49.5% | -0.01 | 1.49 | - | 505, 023 |
| Trial4 | 240 | 110 | 250 | 9.93 | 17.40 | 9.73 | 17.60 | 13.67 | 4.43 | 9.79 | 57.0% | 0.18 | 1.68 | 0.06 | 429, 734 |
| Trial5 | 120 | 110 | 110 | 9.20 | 10.67 | 17.27 | 20.13 | 14.32 | 5.23 | 8.75 | 53.3% | 0.08 | 1.58 | 0.03 | 467, 285 |
| Trial6 | 120 | 110 | 250 | 13.33 | 10.53 | 10.27 | 13.87 | 12.00 | 1.86 | 16.18 | 50.0% | 0.00 | 1.50 | - | 500, 009 |
| Trial7 | 240 | 75 | 110 | 13.73 | 13.87 | 10.40 | 16.50 | 13.63 | 2.50 | 14.73 | 73.7% | 0.63 | 2.13 | 0.21 | 263, 142 |
| Trial8 | 240 | 75 | 250 | 10.67 | 14.00 | 13.20 | 16.93 | 13.70 | 2.58 | 14.50 | 73.8% | 0.64 | 2.14 | 0.21 | 262, 453 |
Fuente: Elaboración Propia.
Los signos “-“ en la columna de Cpk significan valores despreciables.
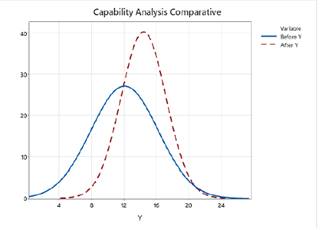
El nivel de Elongación predicho por el modelo de Taguchi se sitúa en 14.52 cm con una varianza de 2.86 cm, además de eso la figura 10 muestra el comparativo de la optimización, antes y después, sin duda una disminución drástica de la variación está presente después de la optimización. Los valores predichos para minimizar el ruido utilizando los niveles seleccionados son:
La tabla 8 muestra un comparativo entre el estado inicial del proceso contra el resultado de la corrida de validación
Fuente: Elaboración Propia
Figura 11 Comparativo de análisis de capacidad para la distribución de la elongación Y, antes y después del experimento.
Metodología de Superficie de Respuesta
Los resultados del análisis del experimento DCC fraccionado para la elongación como variable de respuesta, revelan la región óptima máxima en las siguientes unidades codificadas:
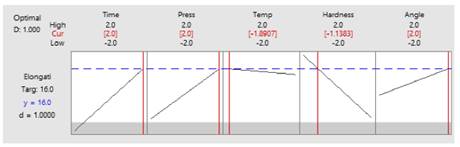
La figura 12 nos muestra la función de deseabilidad (Lo más grande es lo mejor) para el modelo central compuesto, con los niveles óptimos que predicen el valor óptimo para los límites de especificación respectivamente. Estos fueron evaluados en una corrida de validación para estimar índices de capacidad y varianzas de las muestras para compararlos contra los valores iniciales de capacidad y varianzas históricas, los resultados se muestran en la tabla 9.
Fuente: Elaboración Propia mediante MINITAB 2019
Figura 12 Optimizador determinístico para el modelo
Respuesta Dual
A partir del polinomio resultante del modelo RSM, donde se han identificado los factores de ruido y sus coeficientes para la estimación de la varianza de la respuesta en función de los factores controlables. Sustituyendo estos valores para cada uno de los factores, se obtiene una varianza en el punto estimado, como se observa en la tabla 10 y la superficie de respuesta de la figura 13.
Tabla 10 Varianza estimada en el punto óptimo.
| Time | Press | Temp | Hardness | Angle | Elongation | ||
|---|---|---|---|---|---|---|---|
| Optimal | X1 | X2 | X3 | Z1 | Z2 | E(μY1) | σ Dual |
| Deterministic | 2 | 2 | -1.8907 | -1.1383 | 2 | 15.998 | 1.31 |
Fuente: Elaboración Propia
La tabla 11 muestra el comparativo entre el comportamiento inicial y el RD, ahora nuestro punto óptimo.
Ingeniería Predictiva / Modelo Probabilístico
En el modelo de Ingeniería Predictiva, podemos estimar un nivel de rendimiento de calidad y probabilidad de ocurrencia de eventos, debido a que ahora con el uso de RSM hemos estimado un valor esperado y con Respuesta Dual se ha estimado una varianza.
Tabla 12 Modelo de Ingeniería Predictiva para la Elongación utilizando límites de especificación.
| Time | Press | Temp | Hardness | Angle | Elongation | Quality Performance | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Optimal | X1 | X2 | X3 | Z1 | Z2 | E(μY1) | σ Dual | Cpk | Sigma | Yield | PPM |
| Deterministic | 2 | 2 | -1.8907 | -1.1383 | 2 | 15.998 | 1.31 | 1.0180 | 3.10 | 99.89% | 1 129 |
Fuente: Elaboración Propia
Discusión
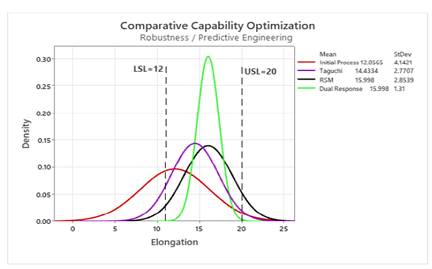
Podemos observar el nivel de optimización mediante la Ingeniería Predictiva en cada una de las metodologías para el estudio del caso de forja en frío en particular. La figura 14 muestra el comparativo de los resultados de la optimización utilizando Arreglos Ortogonales, RS y DR contra los valores iniciales del proceso.
Fuente: Elaboración Propia mediante EasyStat 2020
Figura 14 Comparativo de los 3 métodos, valor inicial y su impacto a la robustez
En la tabla 13, podemos ver que, mediante el diseño de Arreglos Ortogonales propuestos por Taguchi (1986) para el desarrollo de productos mediante arreglos ortogonales internos y externos, el promedio de elongación aumentó en un 16.46%, de 12.0565 a 14.4334, mientras que la desviación estándar disminuyó al 33.10% de 4.1421 a 2.7707, lo cual mejora el rendimiento de calidad en un 40%. Sin embargo, el mejoramiento del Cpk de 0.00 a 0.30 todavía no es suficientemente aun cuando el PPM se redujo en casi un 50%, lo cual es bastante sustantivo.
Tabla 13 Comparativo de los índices de capacidad y rendimientos de los métodos estudiados y el valor inicial.
| Mean | σ | Yield | Zbench | Sigma | Cpk | PPM | |
|---|---|---|---|---|---|---|---|
| Inicial | 12.0565 | 4.1421 | 47.79% | -0.10 | 1.40 | 0.00 | 522, 130 |
| Taguchi | 14.4334 | 2.770780 | 78.78% | 0.80 | 2.30 | 0.30 | 212, 164 |
| RSM | 15.9980 | 2.8539 | 83.90% | 1.00 | 2.50 | 0.8300 | 161, 038 |
| DR | 15.9980 | 1.3100 | 99.78% | 2.80 | 4.30 | 1.447 | 2, 245 |
Fuente: Elaboración Propia
Lo anterior representa una mejora en el proceso, sin embargo, mediante los métodos de optimización de la MSR para encontrar el punto más elevado que proponen Oliveira y Paiva (2019), es posible lograr un mejor ajuste del modelo mediante el cual, la elongación obtuvo un promedio optimo de 15.9980, mientras que la desviación estándar disminuyo a 2.8539. Si comparamos esta desviación contra la obtenida por arreglos ortogonales de Taguchi, podemos decir que incluso hubo un ligero aumento, pero su verdadero impacto es el aumento del rendimiento del 47.79% al 83.90%.
Al aplicar la metodología DR de Myers, Khuri & Vining (1992), M. Bendersky, N. Barak & Y. Parmet (2022), donde la minimización de la varianza es el objetivo primario sujeto a la maximización del promedio de elongación, la primera se redujo de 4.1421 a 1.3100, lo cual impacta directamente en el rendimiento del procesos con un valor nuevo de 99.78% contra el 47.79% original; el Cpk ahora es de 1.447, el cual representa un cambio de PPM de 52 130 a 2 245, esto permite al procesos trabajar con 4.30 sigmas y un Zbench de 2.80, por lo que esta metodología se considera ser mas robusta que las anteriores, debido al aumento de la eficiencia en el proceso y a la reducción de la variabilidad debido a los efectos de los factores de ruido.
Conclusión
Por todo lo anterior, es posible decir que, en términos de optimización, la metodología de DR es superior a la MSR y esta a su vez, es superior a la metodología de AO de Taguchi, sin embargo, también es justo decir, que la metodología requiere un arreglo más grande para su aplicación, lo que representa más recursos y más costos, además del dominio del conocimiento de la metodología y esto no siempre es posible en todas las empresas.
Futuras Líneas de Investigación
Este trabajo, abre el panorama a nuevas líneas de investigación donde por supuesto son aplicables todas y cada una de las herramientas descritas anteriormente, pero con una aplicación basta respecto a diferentes tipos de procesos, factores, comportamientos e individuos, tal es el caso de los procesos donde se involucran servicios, mediciones cualitativas, proporciones, componentes de una mezcla, procesamiento de datos y datos no normales.

