











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introduction
The pharmaceutical industry is one of the main manufacturing businesses that generates the greatest amount of waste mass with respect to the total mass of manufactured product. [1] This ratio is known as Environmental factor (E-factor), and according to this parameter, the production of pharmaceutical products can be considered as a pollutant industrial activity, as shown in Table 1. The E-Factor is calculated by the quotient of the Total waste (kg) and Total product (kg), so the better performing a process is, the lower is the E-Factor value.
Table 1 Current E-Factor values for different industrial sectors. [1]
| Industrial sector | Production (Ton/year) | E-Factor (kg/kg) | Produced waste (Ton/year) |
|---|---|---|---|
| Petrochemical | 106-108 | 0.1 | 106 |
| Bulk chemicals | 104-106 | 1-5 | 105 |
| Fine chemicals | 102-104 | 5-50 | 104 |
| Pharmaceuticals | 10-103 | 25-100 | 103 |
The pharmaceutical industry is also known for making multimillion-dollar investments in the research and development of new active pharmaceutical ingredients (API) and drugs to treat diseases or search for therapeutic solutions that improve the patients’ quality of life; however, the traditional manufacturing process has changed very slowly over time, [2] and the pharmaceutical sector remains as a sector with little innovation. The traditional manufacturing process for API and drugs that are predominant in the pharmaceutical industry is known as batch manufacturing (BM), which can be summarized as a method where a predefined amount of material is processed for a certain time and then it is tested to be released as a single and unique batch. To carry it out, manufacturing conditions are previously established in compliance with current Good Manufacturing Practices (cGMP). The batch production cycle typically involves several consecutive unit operations, where the intermediate products are tested offline and stored before releasing them to move on to the next production stage. Only after the finished product is approved by the Quality Control department, the batch can be released.
BM is based on inspection and tests performed in order to demonstrate that a certain product meets its specifications. [3] Fig. 1 shows a traditional batch manufacturing process for hard gelatin capsules. In this example, BM is verified in each of the three manufacturing sites. Although usually there are only two sites involved in drug manufacturing (API and final drug production), for didactical purposes in this example the whole process requires three manufacturing sites, and each site’s processes require to stop after each unit operation for sampling and testing. A three-site scenario is not exaggerated, but actually frequent for omeprazole oral capsules, to set an example. The API omeprazole is manufactured in one plant (let’s say, a pharma-chemical site in Asia), then purchased by a pharmaceutical plant as raw material for pellets production (for instance, by extrusion and spheronization methods, in a European facility). Omeprazole pellets are then converted in the new raw material for the outsourced capsule-filling operation and final packaging in a Latin-American plant. So, the BM process is carried out in three locations.
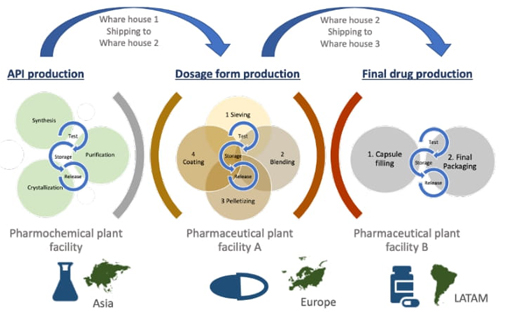
Source: own elaboration.
Fig. 1 Example of a hypothetical BM process for a solid dosage form, consisting on hard-gelatin capsules filled with pellets.
Traditional BM has changed very little in the past five decades. This is partially explained over historical reasons. Being extremely regulated due to its direct impact in patients’ health, over the years the pharmaceutical industry has adopted a position opposed to change, aimed to preserve the processes as they were first approved by federal agencies. Pharmaceutical companies have managed to avoid risks and stay in a comfort zone, knowing that any change will be examined with scrutiny by the regulators and may represent burdens, delays or fines to the companies. [2] This explains why this industrial sector deals with issues such as: being slow in regards of product supply chains, creating shortages for patients who require a product in time, and conserving pollutant and inefficient processes that not only generate waste but also represent high costs related to scale up and tech transfer between the Research and Development (R&D) stage and actual commercial manufacturing. [4]
In the last decade, greater interest has been shown in Continuous Manufacturing (CM) as an alternative that can strongly impact operations including synthesis reactions, which is a key player in the drug development process [5]; substantial research has been reported on reaction, crystallization and filtration using continuous processes. [6-11] MC has been used to produce several active pharmaceutical ingredients, either in a laboratory or on a commercial scale. Some examples are: aliskiren, artemisinin, ibuprofen, imatinib mesylate, quinolone derivatives (such as a 5HT1B antagonist), rufinamide, thioquinazolinone, hydroxypyrrolotriazine, 2,2-dimethylchromenes, fused-bycyclic isoxazolidines, 7-ethyltryptophol, 6-hydroxybuspirone. [12]
To introduce the GC concept, we need to acknowledge that one of the major challenges of humanity is the damage to the environment, which is reflected in events such as climate change, the dispersion of toxic elements and pollutants in land, air and water, the depletion of non-renewable resources, deforestation, the destruction of biodiversity and the ozone layer, among the most relevant, which have worsened in recent years. Most of these problems are generated by the implementation of chemical processes, the indiscriminate use of natural resources and the inadequate management of domestic and industrial waste. [13]
There is common consensus that these material practices are unsustainable; mankind is struggling to transition to an era of green awareness in favor of the environment with sustainable materials and processes. Part of this shift has been the emergence of Green Chemistry (GC), which refers to the study of the general methodology for the synthesis of chemical products and processes in a benign and environmentally safe manner. [14]
In 1990s, Anastas and Williamson presented the best-known definition of GC, being: "designing chemistry for the environment", emphasizing the role of science in this challenge. [15] In 1998 Anastas and Warner published the book Green Chemistry: Theory and Practice, where they defined GC as "the design of chemical products and processes that are more environmentally benign and that reduce negative impacts to human health and the environment". [16] Anastas and Warner's 12 principles of Green Chemistry, shown in Table 2, are still considered as guidelines on how to perform chemistry with environmental awareness.
Table 2 The 12 principles of the Green Chemistry approach. [15-16]
| No. | Green Chemistry Principle |
|---|---|
| 1 | Prevention |
| 2 | Atom economy |
| 3 | Less hazardous chemical syntheses |
| 4 | Designing safer chemicals |
| 5 | Safer solvents and auxiliaries |
| 6 | Design for energy efficiency |
| 7 | Use of renewable feedstocks |
| 8 | Reduce derivative |
| 9 | Catalysis |
| 10 | Design for degradation |
| 11 | Real-time analysis for Pollution Prevention |
| 12 | Inherently safer chemistry for accident prevention |
GC is involved in the optimization of materials synthesis, the use of renewable resources instead of non-renewable resources (both chemical and energy), and the qualitative and quantitative control of the man-made materials used and produced (as well as their waste). [17]. GC ushers scientists and engineers to rethink chemical reactions and processes, empowering them to "protect and benefit the economy, people, and the planet by finding creative solutions and innovative ways to reduce waste, conserve energy, and discover replacements for hazardous substances". [18]
Although the approach of efficient and low waste chemistry existed before the 1990s, it was from the 2000s onwards that GC started to be applied in research and development and manufacturing processes in the pharmaceutical industry. This has resulted in the discovery and publication of green syntheses of pharmaceuticals, such as sertraline hydrochloride [19], sildenafil citrate [20], paclitaxel [21], and sitagliptin phosphate monohydrate [22]. In 2022, WuXi STA, a manufacturer of active pharmaceutical ingredients and intermediates, opened a CM site in Changzhou, China [23]; that same year, Patheon, another reknown manufacturing leader, built a CM plant in Greenville, USA [24].
De Soete et al. assessed the potential implementation of a continuous production line at Janssen-Cilag SpA pharmaceutical manufacturing plant, and reported great decreases in exergetic resource consumption of electromechanical power, heating media, chemicals and cleaning agents and disposal when moving from a batch granulation to a continuous granulation process for several unit operations when manufacturing Tramacet®, a drug that was already in Teva’s commercial portfolio and is produced in a facility located in Ulm, Germany. The return of investment resulting from moving from batch manufacturing to CM was verified in 3 years. [25] Also, back in 2019 in an internal conference held by Frank Streil, Chief Technical and Scientific Affairs Officer from Teva, he showed evidence of the implementation and validation of a CM platform for tablet manufacturing at the Ulm plant in Germany, and stated that a great advantage of this type of process is the consistency in the quality of the products; a smaller amount of labor required for manufacturing; and the reasonable investment cost according to the required production volumes, enhancing that CM has a high potential for savings in both manufacturing and quality costs.
The current review seeks for optimistic outcomes for implementing CM in terms of productivity and sustainability, and comes to the conclusion that CM can produce a positive impact regarding productivity, yields and financial indicators, and it is notable that it has proved to reduce the environmental impact, even helping in achieving the Sustainable Development Goals (SDG) settled by the World’s Health Organization (WHO). For this reason, it is important to explore and disseminate how the CM can uphold the GC principles, and turn the pharmaceutical industry into a productive, agile, innovative, clean, green and socially responsible industry. For readers that have little knowledge of this technology, we begin with an introduction of the CM process and its intrinsic relationship with the 12 principles of GC. We also discuss the framework that is being constructed by regulatory agencies, academia, equipment suppliers, third party organizations and of course both pharma-chemical and pharmaceutical industries. Further on, we recover five examples to show some advantages related to the change from BM to CM, also describing the observed challenges. Throughout the document, we reference the principles of GC listed in Table 2. Ultimately, we plan to point out how CM endeavors overlap some of the GC principles, thus harvesting benefits both in productivity and economy, as result of the change from batch to continuous manufacturing.
Method
From a methodological point of view, we conducted a systematic review according to the Preferred Reporting Items for Systematic Reviews and Meta-Analyses (PRISMA) guidelines. [26] The search was performed on articles’ title, abstract, and keywords slots available in Scopus, using search terms for three terms: (1) "continuous manufacturing" OR "continuous process", (2) "Green chemistry" OR "flow chemistry" OR "Green engineering"; and (3) "pharmaceutical". Inclusion criteria were defined as follows: article published in a journal or conference proceedings, written in English or Spanish, original contribution and full text available. This search yielded 86 papers. From this group, articles that reported on the adoption of CM for the API or drug production processes were selected, yielding 37 publications from 2010 to 2023. We also reviewed the regulatory documents available on-line from WHO, ICH, FDA, PMDA, EMA, ChFDA regarding continuous manufacturing. With this information, we reviewed the state of the art in CM and GC applied to pharmaceutical processes and a master dissertation was elaborated. [12] For the current article, we selected five cases that best represent what has been achieved so far in this field; these are original articles with experimental evidence that depict CM and GC applications for API production and liquid and solid dosage forms, providing thorough description of the continuous production systems. Due to the nature of this investigation, there are several gaps in the available data, starting by the fact that pharmaceutical companies publish very few of their findings in order to protect their industrial property. Also, information varies from paper to paper, and pursuing a one-to-one comparison among processes was out of limits since the beginning; differences in size, operations, dosage forms and molecules are some of the difficulties when studying each process. Since the search method did not include biological terms or references to them, we may have ruled out some other findings from the biotechnological drugs. Given the fact that the production of biological drugs responds to completely different processes, often based on microorganisms, we hypothesize that CM applications has not yet raised enough awareness for this industry. Nonetheless, we did find scarce hints of the introduction of new biological and biosimilar products in CM approaches. [27] Lastly, underlying private interests may bias the available information and compromise the accuracy of the companies’ success claims, in a context in which competence is central and the speed to achieve a market plays a major role.
Continuous manufacturing in the manufacture of API and pharmaceutical products
Continuous manufacturing: concept and utility
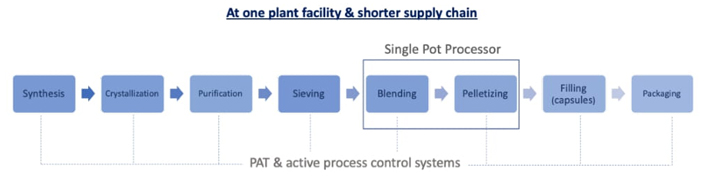
The essential characteristic of CM is that materials flow at a predefined rate through all the unit operations involved. Only a relatively small amount is processed in a certain time. During the manufacturing process, raw materials are continuously introduced, and the finished product is tested and released in real time, based on the results of the Process Analytical Technology (PAT) [3], which is recommended to improve the understanding and control of the manufacturing process. According to the FDA, CM “is a process in which the input material(s) are continuously fed into and transformed within the process, and the processed output materials are continuously removed from the system. Although this description can be applied to individual unit operations or a manufacturing process consisting of a series of unit operations, as described in this guidance, continuous manufacturing is an integrated process that consists of a series of two or more unit operations.” [28, p. 1] CM uses closed-loop system controls, meaning that the process control systems (controllers) can adjust based on the real-time data. [29] CM is based on an integrated conceptual sequence, considering an end-to-end manufacturing process. Fig. 2 illustrates how former unit operations flow in to a whole process with in-time & in-site controls.
Regulatory framework for CM of API and pharmaceutical products
As stated before, historically, pharmaceutical plants have been reluctant to adopting new production technologies, blaming the tight regulation to which they are subject to, and fearing that the introduction of new production technologies will bring heavy burdens and delays on the regulatory approval processes for new products. This is a complex situation; as on one hand, the pharmaceutical stakeholders expect significant regulatory challenges related to the implementation of continuous technologies, while on the other hand, regulators continue to encourage their development. [27]
One of the main obstacles pertaining to the implementation of CM in pharmaceutical products was the lack of a regulatory framework. Since the 2000s, however, the US Food and Drug Administration (FDA) has provided strong support to explore the possibilities of CM. [29]. In 2002, the FDA launched an initiative titled Current Good Manufacturing Practices (CGMP) for Pharmaceuticals for the 21st Century: A Risk-Based Approach to encourage the implementation of a modern science and risk-based pharmaceutical quality assessment system. [30] This initiative was ground-breaking for the pharmaceutical industry. In November 2003, FDA agreed to work with the International Council for Harmonization (ICH) to develop a pharmaceutical quality system based on the integration of risk management strategies and scientific data. The ICH established several Expert Working Groups (EWG) in pharmaceutical development and these have published quality guidelines that are followed worldwide to design effective and efficient manufacturing processes in order to reach product quality, and define a “desired state” for manufacturing in the 21st century. [31] For instance, Guidelines ICH Q8 Pharmaceutical Development describes how to build Quality by Design (QbD), and ICH Q9 Quality Risk Management outlines how to take into account risks throughout the pharmaceutical product’s life cycle. [32-33]
These regulatory agencies also stated that QbD and PAT are key elements to promote a vision of a flexible, agile and efficient manufacturing sector that reliably manufactures high-quality pharmaceutical products, based on the premise: “quality cannot be tested in products; It must be built-in or it must be by design.” [34]
In March 2023, the FDA published the Guidance for Industry Quality Considerations for Continuous Manufacturing. In the introduction, FDA states: “This guidance provides information regarding FDA’s current thinking on the quality considerations for continuous manufacturing of small molecule, solid oral drug products that are regulated by the Center for Drug Evaluation and Research (CDER).” [28, p. 1] Precisely, the manufacturing processes of solid oral drug products made with small molecules comprise the traditionally known unit operations that, although perfectible, have stayed still for decades, perhaps because companies perceive changes as a threat, as in a “why fix it if it ain’t broken?” philosophy.
As observed, the FDA supports the adoption of modern manufacturing technologies that improve the quality of pharmaceutical products and their ready availability to patients, and recognizes that CM is an emerging technology that enables modernization and offer benefits to both the industry and patients. FDA indicates that: “Continuous Manufacturing can improve pharmaceutical manufacturing, for example, by using an integrated process with fewer steps and shorter processing times; requiring smaller equipment footprint; supporting an enhanced development approach (e.g. quality by design (QbD) and the use of process analytical technology (PAT) and models); enabling real-time product quality monitoring; and providing flexible operation to allow scale-up, scale-down, and scale-out to accommodate changing supply demands. We also expect that this operational flexibility may decrease the need for some postapproval regulatory submissions. Therefore, FDA expects that adopting continuous manufacturing for pharmaceutical production will reduce drug product quality issues, lower manufacturing costs, and improve availability of quality medicines to patients.” [28, p. 2]
In November 2022, the ICH published the Q13 Guideline: Continuous Manufacturing for Drug Substances and Drug Products, which describes the scientific and regulatory considerations for the development, implementation, operation and life cycle management of CM of API and drugs. [35]
Other international regulatory bodies such as the European Medicines Agency (EMA), the Japanese Pharmaceutical and Medical Devices Agency (PMDA). The China's Food and Drug Administration (ChFDA) have also issued a favorable position towards the implementation of CM, indicating that the principles established in the ICH Q13 Guideline are to be adopted. [4]
In this context, it is clear that trend-setting regulatory agencies have been recently active in establishing guides to help clarify whatever requirements are needed to implement CM and shift pharmaceutical industry practices.
Continuous manufacturing and the pharmaceutical industry
As per the guidance and direction given by the regulatory bodies, thrusting a QbD approach leads to new opportunities, such as process intensification, higher production rates in smaller manufacturing lines and facilities, but also at lower energy and materials consumption levels. The industry has explored CM not only for specific unit operations, but also to the complete manufacturing process.
In the continuous model, waiting times between stages can be eliminated. This represents an important advantage for drugs or intermediates susceptible to degrading over time or that are sensitive to environmental conditions, directly improving the product quality. Furthermore, one of the characteristics of CM is that it is carried out on a small scale. An example of a CM platform for research purposes installed at Rutgers University, New Jersey, USA, is shown in Figure 3. The model implies the reduction of safety risks associated with highly energetic or dangerous materials and allows for greater flexibility in the use of equipment and facilities; [3 & 5] These effects show the close association between CM and GC. In 2019 Continuous Pharmaceuticals reported the first fully automated, end-to-end integrated continuous manufacturing pilot plant yielding 4,800 tablets/h. [36]
In recent years, the pharmaceutical community has admitted that CM can be competitive compared to BM considering price and quality, also finding out that it can better meet the requirements set by regulatory authorities. This scenario has encouraged the competition of large companies that are leading the way in demonstrating the feasibility and benefits of this new manufacturing model. Until recently, there were only six pharmaceutical products on the market that include continuous technologies in their manufacturing processes: Pfizer’s Daurismo (glasdegib), Vertex’s Orkambi (lumacaftor/ivacaftor) and Symdeko (tezacaftor / ivacaftor), Janssen-Cilag’s Prezista (darunavir), Eli Lilly’s Verzenio (abemaciclib), and Johnson & Johnson’s Tramacet (tramadol, acetaminophen). [27]
These products have paved the way for other competitors; for example, the leading company in the manufacturing of generic drugs Teva has implemented a CM platform in its Ulm, Germany site; WuXi STA has announced the opening of a CM plant at Changzhou site in China; and the CMO leading company Patheon has also built a CM site at Greenville, USA. Additionally, the equipment suppliers have taken important steps to develop innovative CM concepts demonstrating greater interest (GEA, Bosch, Glatt, Bohle, Hosokawa, Fette, Lodige, Gericke, Ktron, Schenk, among others). Recently, new suppliers of quality control equipment and solutions have entered the market, creating more competition and, consequently, better solutions for the industry. [29]
Examples of a readily commercialized CM product are the following. Orkambi, 200 mg lumacaftor plus 125 mg ivacaftor fixed-dose combination coated tablets manufactured by Vertex. Orkambi is manufactured by a two-stage process. In the first stage, ivacaftor crystal drug is dissolved with a polymer and a surfactant, then spray-dried into a powder which undergoes a second drying phase to remove the solvents to acceptable limits. This results in an amorphous intermediate, which is a free-flowing, compressible powder. The second stage, consists of seven steps, comprising a continuous wet granulation process: a) intragranular mixing, b) continuous granulation in a wet twin-screw, c) drying and grinding in a fluid bed, e) extra-granular mixing, f) compression, g) film coating, and h) impression. This process occurs in three different manufacturing sites with different PAT systems and capabilities and real-time release testing (RTRT).
Vertex's Symdeko (tezacaftor/ivacaftor), an orphan drug for cystic fibrosis, was developed by a Quality by Design (QbD) approach, and phase III batches were manufactured by a CM process, confirming equivalence as to the BM used in prior stages. Symdeko’s CM system uses gravity feeding for material transfer between unit stages, along with a pneumatic conveying system to transfer granules, and a lift-container conveying system to move forward the tablet cores. The individual components are mixed and conveyed using a worm system (convective mixing) and the final mix is then fed into a roller compactor. The intragranular and extragranular mixtures are transported separately by a pneumatic transfer device to the granule conditioning unit for further grinding, where a segregation point device removes non-conforming material.
Prezista (600 mg darunavir tablets), a drug manufactured by Janssen-Cilag Prezista (JSC), is approved in more than a dozen countries, including the USA, Brazil, Canada and Australia. On 2016 the FDA approved the upgrade in the manufacture of Prezista, shifting to a CM production line at its facility in Gurabo, Puerto Rico. The replacement of the BM process came as a result of a 5-year partnership with Rutgers University and the University of Puerto Rico. This partnership made it possible to develop a process that integrates all manufacturing steps (weighing, grinding, mixing, compression, and coating) into a single line. JSC collaborated with researchers at the Engineering Research Center for Structured Organic Particle Systems (C-SOPS) to develop a full-scale CM and direct compaction production line at the Rutgers facility for testing, and the CM line at the JSC facility was built using this design. By incorporating one of the first full-production-scale continuous direct compression solid oral dose manufacturing facilities in Puerto Rico, JSC reduced a two-week production led time to a one-day production lead time, allowing for continuous quality monitoring. 29 On Janssen’s words posted at its website, "This new technology allows us to shorten production and test cycle times, reduce waste and environmental impact, and reduce process risks. And all this while maintaining the quality of the existing product by offering innovative therapies to patients. In this way, the technology is of enormous importance for the future of pharmaceutical production, as it can reduce processing times and the footprint of manufacturing facilities." 37 Lastly, Verzenio (abemaciclib) from Eli Lilly, an oncology drug for the treatment of hormone-receptor positive women, also developed by QbD principles, is currently manufactured by a near infra-red (NIR)-based PAT for drug concentration monitorization in a CM, followed by a traditional batch process film coating operation. [25]
The examples given above show that CM, although not being a fast, low-investment and easy method, is being conceived as a long-term, steady, robust, more sustainable and ultimately cheaper way of producing medicines. As this paper shows, CM is not being implemented by small local industries, but by strong global companies, who will lead the way in the future. The potential is huge, and will be used for competitiveness purposes, for sure. Currently several vendors offer integrated PAT monitoring and process control platforms balancing price affordability and ease of use. Furthermore, some advances in CM in pharmaceuticals and oral liquid medications are taking place. [38-40] Also, developments for injectables are occurring. [2]
As it was mentioned, academia players are actively involved in learning more about CM processes. [41 36] Since 2002, Rutgers University has focused on manufacturing solid dosage forms and operates the C-SOPS. The Massachusetts Institute of Technology (MIT) supports the Novartis Project on implementing end-to-end CM. In Austria, the Research Center for Pharmaceutical Engineering (RCPE) at Graz University of Technology, and the University of Graz have been doing research on Hot Melt Extrusion (HME) technologies in CM. The Ghent University at Belgium, has studied wet granulation CM. The Advanced Crystallization (CMAC) body in the United Kingdom has focused on CM applied to API and crystallization processes.
The most powerful force driving this transition is the new global competence in performance and quality. The equipment for freeze-drying operations, for instance, shows that despite the fact that the process has not changed over the past 80 years, its market value is expected to double to $ 4.8 billion. [25]
Results
CM and GC applied to pharmaceutical products
According to our data base search, 37 publications from 2010 to 2023 relate CM and GC topics. This number gave us a hint that GC activities converge with CM and that both approaches are suitable in the production of drug substances and pharmaceutical products. [42-48] The integration of GC into the early development stages of drugs also aligns to pharmaceutical Benign by Design (BbD) and QbD ideals, driving research towards opportunities in process improvements and added value throughout products’ life cycle; for instance, greater production with less use of space, energy and raw materials, as well as the mitigation of additional costs associated with waste generation (i.e. reducing chemical substances that are not directly converted into a product, as well as costs derived from the treatment and/or disposal/destruction of waste). Given the fact that the environmental impact of pharmaceutical manufacturing has been greater than that of the rest of the chemical industries, [1] companies that comply with GC principles through CM, may strive for building up a better reputation while seizing a competitive advantage.
Although there are few examples, the review allowed us to realize that CM has started to be implemented in pharma-chemical and pharmaceutical processes, and that large companies have already spotted benefits with respect to BM. The pharmaceutical industry is exploring CM processes both in individual unit operations and in end-to-end manufacturing systems. With respect to GC, some pharmaceutical companies have sought to migrate towards sustainable manufacturing practices, having learned that these can broaden production portfolios and increase competitiveness. The implementation of continuous processes using PAT tools helps to reduce waste by increasing the understanding of the process. Closed loop controls and online optimization, for instance, drive the first principle of GC: waste prevention. [42] In sum, combining CM with the GC principles can result in improved performance, additional capabilities and added efficiencies to products and processes, while addressing environmental, safety and security concerns.
Now at days, there are 6 drug products that incorporate continuous manufacturing in their manufacturing process: Vertex’s Orkambi and Symdeko, Johnson & Johnson’s Prezista, Eli Lilly’s Verzenio, and Pfizer’s Daurismo have been approved in the US; Vertex’s Orkambi and Symkevi, Johnson & Johnson’s Prezista, and Eli Lilly’s Verzenio in the EU; and Johnson & Johnson’s Tramacet and Eli Lilly’s Verzenio in Japan. [38]
Manufacturers such as Pfizer and Johnson & Johnson, have reported advantages such as shortening the manufacturing process from weeks to minutes, shorter cycle times, faster technology transfer, reduction of the process variability, decrease of energy consumption and waste, as well as a lower environmental impact. [25]
Although companies still have to face the challenge of getting acquainted to PAT and process automation if they wish to succeed in the implementation of CM processes, the following appreciations have been reported already.
A. The implementation of flow chemistry through clean technologies such as electrochemistry, photochemistry, and microwave heating, are easy to scale up in a continuous mode.
B. CM technologies allow better control of the processes, and aid in reducing risky working conditions found in BM facilities, such as high pressures and temperatures and use of dangerous or explosive solvents.
C. CM permits to improve the purity and selectivity of the intermediate and final products to be obtained.
D. By using smaller equipment and modules as compared to traditional manufacturing, the equipment footprint and the environmental impact decrease.
According to Khinast, Kleinebudde & Rantanen, CM leads to economic success because it increases the overall equipment effectiveness level, and reduces inventory value of work in progress, cycle times (less downtime), operational costs, labor costs (direct and indirect), and quality analysis costs, but it also brings savings in capital investment and product transfer, not to mention the inherent space reduction for a CM site. [29]
In a 2015 press release, Pfizer company announced collaboration with Glaxo Smith Kline (GSK) on the so called “Next-Generation Design of Portable, Continuous, Miniature and Modular (PCMM) Oral Solid Dose Development and Manufacturing Units”. According to this information, “A PCMM facility has 60 to 70% smaller footprint than a conventional production facility.” This platform is being used for the development and launch of several products, shortening the manufacturing process from weeks to minutes, in Pfizer’s Groton and Freiburg facilities, located in the USA and in Germany, respectively. The company estimates that 70% of its portfolio of small-molecule oral solid doses will be manufactured in PCMM, which will produce shorter cycle times, faster technology transfers, and reduced process variability, for which it estimates that this will occur within the next 10 years. In 2017 Pfizer joined the consortium CMAC (Continuous Manufacturing and Advanced Crystallisation), alongside with GSK, Astra Zeneca, Novartis, Bayer, Takeda, Lilly and Roche, led by the University of Strathclyde, to accelerate progress in pharmaceutical manufacturing. CMAC focuses on accelerating the adoption of CM for the production of medicines with a lower cost and improved sustainability. [49]
Pfizer's first PCMM platform for oral-dose solid delivery systems was used for the development and launch of Daurismo, which lead to shortening the manufacturing process from weeks to minutes. According to the European Medicines Agency (EMA) [50] evaluation report, the cores of Daurism (glasdegib maleate tablets) are in fact manufactured by direct compression using the PCMM. This CM process involves three first steps: continuous feeding, continuous mixing, and tablet compression using a conventional rotary tablet press, followed by one separate unit operation, consisting in film coating the cores, that is performed as a batch manufacturing process using conventional equipment. Interestingly, the process flow and equipment used to supply the European Union market is the same as that used in the manufacturing of clinical batches and batches for stability studies.
In the following lines, we show examples of how the CM of API and drugs can shift from a batch scheme to a continuous flow, overcoming typical limitations of the traditional scheme. These five examples denote the significant efforts that are being made to transit towards process designs, chemical reactions, and pharmacochemical and pharmaceutical engineering for CM models, while approaching the GC principles.
Example of plug-and-play factories for on-demand CM of API
In 2011 the kick-off of the pharmacy-on-demand (PoD) project verified as part of the Defense Advanced Research Projects Agency (DARPA), aiming to develop portable factories that integrated continuous manufacturing technologies to enable the production of drugs anywhere, any time. These factories, which occupy an environmental footprint the size of a commercial refrigerator, aim to solve drugs shortages in places that are difficult to access or that have political-social problems, such as war zones and pandemics. The whole idea is that in the future, when PoD initiative reaches a market phase, the manufacturing sites of pharmaceutical products will be located closer than ever to the point of use, and a distribution network having an Amazon-like storage system would be running. This production scheme would make possible to respond quickly to peaks in demand and depletes the need of drug storage rooms that have a great economic and environmental impact for its maintenance and replenishment. In the PoD approach, the drugs are expected to be fresher and have a longer shelf life. Thus, PoD promotes the GC principle: “Real-time analytics for pollution prevention” and the SDGs: “sustainable cities and communities” and “health and well-being”. [39,51,52]
The development of the first generation of platforms with plug-and-play modules helped to obtain a purified stream of an API with a consistent solvent composition prior to the crystallization step. These platforms provided liquid doses of diphenhydramine hydrochloride, lidocaine hydrochloride, diazepam and fluoxetine hydrochloride, and ibuprofen and diazepam in solid forms. Platforms evolved into a second generation, where synthesis occurs in a continuous flow until drug crystals are dissolved in order to obtain liquid doses of nicardipine hydrochloride, ciprofloxacin hydrochloride, neostigmine methylsulfate, rufinamide, linezolid and lisinopril. Some systems aim to manufacture at least 1,000 doses/day of diazepam, diphenhydramine hydrochloride, ciprofloxacin hydrochloride, lidocaine hydrochloride, and atropine sulfate in a 3-week long manufacturing campaign. New production systems comprise new set of modules, including one for synthesis, two modules for the manufacture of the API and a module for solid dosages. Rogers and collaborators showed the ability of these production platforms to manufacture all the way from the API to oral tablets, and showed the manner for increasing production capacity. [42]
In 2021 Capellades and collaborators published the results of the first end-to-end continuous manufacturing campaign, showing that it is possible to synthetize a drug molecule that consistently meets quality specifications using a fully automated process and with a 4-fold increase in throughput. By switching to continuous integrated and miniaturized processes, capital and operational costs were significantly reduced, and at the same time product quality was improved. [39-53] This on-demand pharmacy initiative involved the development of equipment and processes for the manufacture of ciprofloxacin hydrochloride, and covered the implementation and development of control strategies.
The following phase developed by Capellades, called Good Manufacturing Practice (GMP), aimed to develop modules, platforms and processes for commercial purposes. To this end, it was important to introduce design considerations, process controls, and understanding of the system to prepare the manufacture of pharmaceutical products for human consumption. [39] Ciprofloxacin, a broad-spectrum antibiotic comprised in the WHO’s list of essential medicines, was chosen as the first drug to be tested, due to its strategic value in medical emergencies and because this molecule was also the most challenging in the previous phases, presenting operational difficulties during several stages of the production: synthesis and purification of the drug molecule, full formulation of the final dosage form, and meeting of manufacturing performance demands. [54,55]
This integrated manufacture of ciprofloxacin tablets was carried out in four modules: a first one for the synthesis of the un-pure API. From there, the raw solution is transferred to a second processing module, where it is purified. The product obtained is transferred to the third module where the isolation of ciprofloxacin hydrochloride as a dry powder occurs. The pure molecule then reaches the fourth module, which is where the production of the dosage form (in this case an oral tablet) is carried out.
In addition to testing the performance of the four aforementioned modules, Capellades and collaborators defined the process parameters that have higher impact on process performance and in the Critical Quality Attributes (CQA) of the product. Having the process parameters defined, two test production runs were performed, one with high flow (equivalent to 0.54 g/min of ciprofloxacin or 3,100 doses of 250 mg/day) and another with a low flow (equivalent to 0.30 g/min of ciprofloxacin or 1,750 doses of 250 mg/ day). As a result of these runs, tablets with essay test values of 96.83 + 0.70% for high flow and 97.28 + 0.28% for low flow were obtained. After these runs, a CM campaign of four cycles with stable conditions was carried out successfully. [39]
Due to the implementation of a closed-loop system for continuous operation in the purification and isolation modules, the drug output rate increased 390%, moving from 215 doses/day (obtained in the demonstration phase) to 839 doses/day in this GMP phase. Likewise, it was proven that 100% of the tablets manufactured with the GMP phase platform comply with the USP essay specification range of 98.0 to 102.0%, while meeting CQA such as crystal shape, particle size and water content.
According to the forementioned authors, there remain challenges to improve the continuous process and have more attractive commercial platforms, among these is the search for a higher product output rate (that is, more units or doses per day), which can be achieved by looking at other types of solvents and exploring more configurations for the process parameters. For now, it has been demonstrated that it is feasible to have a platform where the product is manufactured continuously, from the synthesis of the drug to the pharmaceutical dosage form. [39]
Example of 3D printed reactors for CM systems
We selected this paper as the latest example of how continuous manufacturing has evolved and to show the potential it has for the future. In this study, chemically resistant parts for a reactor for flow chemistry and CM were manufactured using the fused filament 3D-printing process, from polyetheretherketone (PEEK), a material that has higher chemical resistance than common fused filament manufacturing materials such as acrylonitrile, butadiene styrene, polypropylene or even high-performance plastics such as polyetherimide, in addition to having superior heat resistance it has excellent mechanical strength.
The 3D-printed PEEK reactors proved to be suitable for liquid-liquid extractions and flow chemistry as they were able to withstand pressures of at least 30 bar, which allowed the use of superhot solvents. With this, it has been shown that it is possible to design and use customizable and cost-effective reactors and flow equipment that can be manufactured on relatively inexpensive 3D-printers. [56] Some tests were even carried out at a pressure of 60 bar so that reactors with the capacity to operate at this pressure would be further designed.
Another innovative approach used in this study was the use of X-ray microcomputed tomography to obtain images of the 3D printed reactor. This method allowed to non-invasively verify the internal structure, to assume that it was manufactured according to specifications and served to the original design, which is a key for the qualification of the equipment as a part of the regulatory requirements that apply to the pharmaceutical industry. These results set the standard for how to manufacture mini and micro scale equipment for CM in the future. Using the same 3D-printing method, a micromixer was manufactured to complement the microreactor showing full functionality.
To test the system manufactured from PEEK 3D printing, the authors carried out a nucleophilic substitution reaction (SNAr) of 2,4-difluoronitrobenzene with morpholine, using methanol for solvent, at a reaction temperature of 80 °C and at a pressure of 100 psi.
Not all reaction products were necessarily observed, but the ortho and bis species predominated. In a second 3D-printed mixer, the product at the outlet of the reactor was met with a stream of ethyl acetate and water in equal parts, at a flow of 1 mL/min. After cooling the product down, a High-Performance Liquid Chromatography (HPLC) analysis was executed. As a result, a high extraction efficiency (97%) of the product in the organic phase was obtained, thus verifying the correct performance of the equipment designed and manufactured by 3D-printing of PEEK.
As a highlight of this example, there have been developed, manufactured and tested chemically resistant PEEK based flow reactors and mixers through 3D-printing, showing that these microreactors resist high pressures and temperatures. The ability to produce customized reactors with customized geometries and properties, similar to those of metal parts, is a valuable property in academia, research and industry for the pharmaceutical fields. This equipment could be in the short-medium term the basis for CM and on-demand pharmacy platforms that will help bring priority drug products to places that are difficult to access or where greater demands need to be met.
Example of a continuous system for the recovery of solvents in drugs production
Because the pharmaceutical industry uses relatively high amounts of solvents, solvent recovery is necessary to achieve a sustainable manufacturing and comply with GC principles: “less hazardous chemical syntheses”, “designing safer chemicals”, and “providing safer solvents and auxiliaries”.
Solvent recovery is defined as the process of extracting useful materials from waste or byproducts during a manufacturing process. These recovered chemicals can be reused in the manufacturing process, greatly reducing the need for new solvents and significantly reducing waste generation. This pursues the GC principles: safer solvents and auxiliaries, and prevention. Solvents that can be recovered are aliphatic and aromatic compounds, halogenated hydrocarbons, alcohols, ketones, and esters, among others. The most common methods for solvent recovery include distillation, membrane separation, liquid-liquid extraction, thin film evaporation, and chemical extraction. [36]
Between 90% and 95% of industrial separations are carried out by distillation because it is a fast, effective and efficient method. [57] This process is used to separate the components in a mixture by means of vaporization followed by condensation, thus taking advantage of the differences in concentration of the components in vapor and liquid phases.
In 2020 Shores and collaborators designed a simple vapor-liquid equilibrium (VLE) arrangement using a binary ethanol-cyclohexane system as the reference solvent. Process reliability was evaluated through the VLE measurement of a two polar-solvents system. With this information different columns were designed for distillation in a 30.7 m2 CM pilot plant comprising dissolution & clarification bypass, reactive crystallization, filtration & resuspension, drying and separation, extrusion-molding-coating (of tablets), and solvent recovery. [36]
The purity of the recovered solvents was >99.9 % by weight for the first solvent and >99.8 % by weight for the second solvent, reaching recovery yields of 94.9 % and 98.3 %, respectively. According to the E-Factor analysis, approximately 30% waste saving was recorded in the CM implementation, as compared to the corresponding BM process. After integrating the solvent recovery system, the E-Factors for both the BM and CM processes decreased significantly, from 1.63 to 0.29 and from 0.77 to 0.21, respectively. [36]
As a conclusion to this example, the CM process coupled to the solvent recovery system allowed for a sustainable manufacturing process for the pharmaceutical industry. This proves that CM has greater impact and thrust on the GC principles than traditional BM: “less hazardous chemicals synthesis”, “design of safer chemicals”, and “safer solvents and auxiliaries”. Given that solvent recovery was carried out by distillation, which is an energy-consuming operation, there is an opportunity for optimization by testing different pressures or mechanical vapor recompression to reach a more efficient design.
Example of a portable continuous system for tablet manufacturing
In 2018 Azad and collaborators designed a portable, reconfigurable and automated system for the manufacture of tablets that included several unit operations: feeding, measuring, transporting, mixing, dispensing, tableting (compression) and weighing. This increased the scope of the previous results on liquid dosage forms. [58] A tablet production unit was designed with the capacity to produce hundreds to thousands of tablets per day, resulting in the opportunity to "manufacture to distribute" (make and ship), which could break the paradigm of the traditional industry scheme and could help limit drug overproduction. Overall, this approach reduces the use of chemical reactants, including organic solvents, and at the same time, depletes the waste volumes. The work of this research group supports GC principles of “Prevention” and stands for a responsible production / consumption approach.
The compact, portable, reconfigurable, and automated tablet manufacturing equipment was designed, built, and tested. The whole miniature system is the size of a household oven, 72.4 cm long × 53.3 cm wide × 134.6 cm high and upholds an on-demand and CM of tablets, going from drug crystals to oral tablets on scales of hundreds to thousands tablets per day. The drugs tested were ibuprofen, a popular over the counter analgesic, and diazepam, a controlled depressive of the central nervous system. Each API was manufactured using the miniature system with different drug loads, in compliance with quality standards set by the Pharmacopoeia of the United States of America. [58]
In summary, these miniature CM systems have the potential to aid in meeting the SDG 3 of “Good Health and well-being” and 11 “Sustainable Cities and Communities”, as they:
A. Help mitigate drugs shortages
B. Are a preferred option when manufacturing short shelf-life drugs
C. Produce drugs on-demand, thus avoiding storage costs and unnecessary inventories
D. Fast-respond to health emergencies, natural disasters and other catastrophic events
E. Improve access to medicines in underserved areas
The miniature platforms for drug manufacturing open a future possibility to address the need for personalized and on-demand medicines, through flexible production schemes in portable devices to treat diseases at the point of care in shorter timeframes.
Example of a continuous reconfigurable system of liquid pharmaceutical products
In 2016 faculties from the Department of Chemical Engineering at Massachusetts Institute of Technology (MIT) developed a continuous manufacturing platform that combined the processes of synthesis and formulation of a finished product in a single compact unit. [38] The use of continuous flow within the system allowed for the efficient heat and mass transfer, as well as the intensification and automation of the process.
The platform was initially developed to carry out a CM process for the entire production train for aliskiren hemifumarate, an API used for the treatment of hypertension, but the result was a reconfigurable platform, called “plug-and-play”, having the size of a refrigerator (1.0 m width × 0.7 m length × 1.8 m height), and a weight of approximately 100 kg. This platform allows simple or complex synthesis reactions, multiple online purifications, post-synthesis processing and handling, crystallization, real-time process monitoring, and ultimately, the end-to-end formulation of high-purity active pharmaceutical ingredients.
To demonstrate the capacity and flexibility of this manufacturing platform, hundreds to thousands of doses of four different drugs were produced: diphenhydramine hydrochloride, an antihistamine used to treat common cold, reduce allergy symptoms and gentle sleep aid; lidocaine hydrochloride, a common local anesthetic also used for treating arrhythmias; diazepam, a controlled central nervous system depressant; and fluoxetine hydrochloride, used as an antidepressant. The reconfigurable modules were custom made for each API, varying reactors sizes (5 to 30 mL) and location of downstream units, waste collection sites, cartridges, heaters, solvent delivery key points, membrane-based separators, in-line pumps, etc. Having generic molecules from different chemical structures coming from diverse synthesis routes represented one of the main challenges for this platform, with respect to capacity and technical limits ever thought for a continuous flow system.
These trials carried out by the MIT showed that CM systems aid in having integrated processing and control, which in turn translates into safer processes aligned to GC principles. The plug-and-play platform inherently brought a safer chemistry for accident prevention, since it is carried out without manual handling and takes shorter process times. The use of smaller, highly adaptable equipment, with real-time monitoring, also results in reductions in production costs and improvements in product quality. The CM of the afore mentioned drugs demonstrated that it is feasible to carry out a continuous production on a small scale and on demand. CM offers other advantages, such as the potential to scale up processes with relative ease and in the right timing to satisfy the demand for product in the market. Interestingly, CM of drugs from beginning to end reduces the use of solvents and other waste. The MIT’s research also proved to decrease energy consumption and enhance process intensification, driving the GC principles of: “prevention”, “atomic economy”, “safer solvents and auxiliaries”, “efficient energy design”, “reduction of derivatives”, “catalysis”, and “real-time analysis for pollution prevention”. At the end, these principles stand for safer chemistry, but they also seek the prevention of accidents. [42]
Discussion
Having analyzed the information, it is clear that the conditions that can drive the adoption and implementation of CM have been created and are supported by new technologies, nurtured by an academic research and development framework collaborating hand by hand with the industry. The regulatory agenda is enabling to empathize with operational requirements, through issuing guides that facilitate learning and understanding CM. With this landscape, the transition from batch operations to continuous operations is therefore the new challenge of pharmaceutical manufacturing. [27]
Yet, there are some key-points that need to be taken into account to facilitate CM implementation:
- Understand the product and the process
- Analyze the information and safeguard it
- Use tools as sensors, controllers, process simulators
- Implement tools in early development stages (design phase), or look for alternatives for efficiency and reduction of waste and pollutants to optimize current processes
- Seek for the integration of quality and sustainability into the process and the product, beginning from the design and following through real-time controls
There remain challenges to improve the continuous process at a commercial scale, such as meeting higher product output rates, choosing solvents and exploring new configurations for equipment and process parameters. Although the technologies are fully implemented, it is feasible to have a CM platform, either for API or dosage forms, and even for a merge of both activities: drug substances and drug product manufacturing. These groundbreaking results present the possibility of merging pharma-chemical (namely organic chemistry methods) and pharmaceutical processes (unit operations as mixing and powder compaction) in a single processing system rather than in two different manufacturing facilities.
As shown in this paper, new technologies such as 3D-printing microreactors with customized geometries could be in the short-medium term the basis for CM and on-demand pharmacy platforms to bring out priority drug products to hard-to-reach places or populations with the greatest demands. We also presented CM developments coupled to solvent recovery systems allowing for sustainable manufacturing processes for the pharmaceutical industry, proving to thrust on less hazardous chemicals synthesis, and safer solvents and auxiliaries. As stated, integrated processing, such as the plug-and-play platform, can aid in having safer chemistry practices for accident prevention, since they are carried out without manual handling and achieving shorter process times. As reviewed, it is feasible to carry out continuous production of drugs on a small scale and on demand. Some advances in CM in pharmaceuticals and oral liquid medications are also taking place, along with some developments for injectables.
The explicit support of regulatory agencies, such as the FDA in the United States of America, the European Medicines Agency in Europe and the Pharmaceutical and Medical Devices Agency in Japan has been crucial for promoting the growth of CM in diverse fields such as research, development and implementation. Global organizations, emphasizing the ICH, are also encouraging the implementation of advanced technologies for CM. In the USA, the FDA envisages pharmaceutical companies to adopt CM for drugs production, and declares confidence on the fact that it will reduce quality problems, lower manufacturing costs, and improve the availability of quality medications for patients. Likewise in the USA the Environmental Protection Agency has been a promoter of the implementation of GC, openly supporting the efforts of companies to mitigate their environmental impact. This national structure is nurtured by the academy and by the equipment and service suppliers, all working together to develop more and better machines, gears, and platforms. It should be noted that for now these efforts are taking place mainly in the USA, Europe and Japan, so it will be important for regulatory agencies in other regions, namely Asia and Latin America, to promptly work on guidelines for the approval of this type of technologies in order to set a clear regulatory framework and stimulate its adoption.
Particularly for the pharmaceutical industry, the CM-GC duo is powerful factor, for speed is the key to meet the market requirements. Most of the advantages of CM are a direct consequence of reduced operating volumes. A full-scale manufacturing process of an API, including synthesis, purification and formulation stages, can have an environmental footprint as small as that of the container used for its shipment. This drives the principles of GC: “prevention”, “synthesis of less hazardous chemicals” and “design of safer chemicals”; but also implies significant advantages with respect to temperature control, safety and simplified scaling [8], promoting the GC principles: “energy efficient design”, “intrinsically safer chemistry for accident prevention” (facilitating the integration of green chemistry into industry with a high environmental impact), and the sustainable development goals (SDGs): “affordable and clean energy”; “industry, innovation and infrastructure”, “responsible production and consumption”; “climate action”; and “life on land”. [42] Table 3 encloses how CM’s characteristics overlap some of the GC principles, which can be observed in Table 3.
Table 3 Features of CM processes and its benefits observed from different perspectives (Green Chemistry / Environmental, Economic and Productivity), adapted from: [42,43]. Numbers in parenthesis refer to GC principles.
| CM’s Characteristic | Environmental perspective | Economic perspective | Productivity perspective |
|---|---|---|---|
| Use of Mini and micro equipment, capable to perform the process of intensification and increase process efficiency |
|
|
|
| Solvent reduction |
|
|
Reduced solvent volumes through the elimination of large reactors |
| Reagent optimization | Catalytic, low stoichiometry, recyclable. Reduced environmental burden (9) |
|
Increased process understanding and thus, increased process performance |
| Chance to use disposable equipment for highly potent or cytotoxic reagents/products |
|
|
|
| Improved reaction control for exothermic reactions |
|
|
|
| Real time testing | Reduced potential for exposure or release to the environment (11) |
|
|
| Small volumes of hazardous materials being processed at any given time, increased control over process parameters |
|
|
|
A few large pharmaceutical companies have already begun to implement CM and GC, proving that it is worthwhile to invest in flow technologies and qualified personnel to raise businesses’ return of investment. Simply said: Innovation leads to economic benefits expressed as cut-offs in wastes, savings in resources, higher energy efficiencies, and greater productivity and competitiveness, but also aids in meeting higher safety standards. Another benefit is the improvement in the company's social/political reputation due to the reduction of polluting waste, since results to mitigate the environmental impact are noteworthy. Environmental care rewards not only consumers (patients) but the entire world and could assist in making employees feel a sense of pride to be part of the organization. Ultimately, embracing GC could also reduce taxes. The adoption of flow technologies by third-party manufacturers shows that there is a trend set to have more API and drugs continuously manufactured in the near future.
As shown in this paper, Pfizer’s PCMM, the CMAC consortium and the joint ventures held with some institutions such as Purdue University, are actions that have aid in facilitating the transition; in other words, companies have already prepared to meet the evolving requirements, and regulatory agencies have supported this transition.
Conclusions
For now, the greatest co-development of CM and GC has been applied to the manufacturing of pharmaceuticals, especially solid oral pharmaceutical forms. In the short term, we visualize processes comprising continuous stages combined with batch operations; in the long term, though, the trend will be for the entire process to be continuous (depending on the cost-benefit evaluation).
The adoption of CM processes (and the GC intrinsic benefits) by the pharma-chemical and pharmaceutical industries is happening already. There is a natural synergy in merging CM and GC to test or implement both in the production of API or drugs. Academy set aside, large companies, technology suppliers and standard-setting authorities are interested in the advantages brought together by these two industrial approaches. CM and GC convergence has occurred naturally, since these two approaches promote innovation, efficiency, competitiveness and productivity, and both synergize by seeking cost reduction through a wiser use of resources. The CM-GC joint reduces variability and renders cleaner processes. The allure of this association spontaneously lies in the potential for economic, productive and sustainability improvements of processes and products.
Traditional BM operates around a supply chain that is subject to complex logistics and is vulnerable to demand spikes and unplanned disruptions. In this regard, CM is a promising solution with applications in medicine, pandemics and emergencies. To quote the FDA: “… the need for innovation goes beyond drug discovery and approval - manufaturing processes and technologies must keep pace with advances in drug research and development.” [59, p.22] The transition from batch to continuous operations is the new challenge of pharmaceutical manufacturing.
Drug manufacturers need to implement strategies to achieve global supply, yet meet regional and local demands. Part of these strategies lays on strengthening their plant's capabilities and processes with optimal resource allocation and reduced complexity in manufacturing procedures. The most powerful force driving this transition is the new global competence in performance and quality. This context has driven pharmaceutical companies to explore the application of CM techniques in different pharmaceutical therapies, seeking to reduce the time to scale-up and commercialization of drugs. For now, focus is on aiming to manufacture a great amount of the highest volume products using CM within the next few years, but also in increasing processes’ throughput, reducing wastes and testing cycle times significantly. As shown here, new investment is being allocated in new CM technology to produce medicines faster and to respond effectively to the demand for new medicines. Examples are Pfizer, GSK, Vertex, Teva, Janssen-Cilag, Eli Lilly, and Johnson & Johnson, who have heavily invested in CM processes, and noteworthy satellite industry (vendors) is doing so too, for instance GEA, Bosch, Glatt, Bohle, Hosokawa, Fette, Lodige, Gericke, Ktron, Schenk. Also, academy has shown up for the paradigm shattering, addressing a perfect convergence in science, technology and innovation.
Regulatory changes in the last years have paved the road for pharmaceutical companies to shift from BM to CM and benefit from greener processes. CM and GC converged approaches have proved to promote innovation, efficiency, competitiveness and productivity in some processes of the pharmaceutical industry. The reviewed examples of plug-and-play factories for on-demand CM of API, 3D printed reactors for CM systems, continuous systems for the recovery of solvents in drugs production, portable continuous systems for tablet manufacturing, and continuous reconfigurable systems of liquid pharmaceutical products, point out the benefits brought by CM and GC, and show that this convergence will detonate different research angles in applied sciences. Likely, CM interest will eventually move away from high volume production of solid oral dosage forms to be applied in every other production line. As a final conclusion, it is expected that flow technologies will be developed in the future for other pharmaceutical products, such as biological or biotechnological products; yet, it is unclear now when will this happen.

