











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introduction
Due to its ability to increase output and weld quality, automated welding systems are becoming increasingly common in industrial settings. These systems can also produce potentially harmful by-products like welding gases and fumes, which can be extremely harmful to employees' health.
This study intends to investigate the temperature range and smoke concentration close to the welding area to evaluate the health characteristics of welding by-products in linear welding automation. The research will focus on a four-wheeled robot system that is outfitted with joint detection and reference technologies. Also, the study will work to raise welding conditions to meet industry requirements.
Welding elements such as welding parameters, material type, and shielding gas will also be examined to ascertain their impact on smoke concentration and temperature range. The results of this study will clarify the health concerns that automated welding systems offer and direct the development of safety standards that will protect workers from potentially dangerous outcomes.
The rest of this paper is organized as follows. We start by reviewing the pertinent research on the health dangers welding by-products pose. The research approach, including the tools and processes utilized to gather and analyze data, will next be presented. The findings of our study will then be presented, followed by a discussion of their ramifications and suggestions for further investigation. Lastly, in the paper’s conclusion, we will summarize our main findings and how they relate to the application of automated welding systems in industrial settings.
As a result of welding, by-products such as fumes and gases are produced, which can be dangerous for employees' health. Past research has looked at the effects of welding by-products on worker health as well as the efficacy of several preventative strategies. In a study (Chang et al., 2015), examined how welding gases affected welders' cardiovascular and pulmonary systems. According to the study, welding fume exposure elevated levels of oxidative stress and inflammatory markers, which can result in lung ailments and cardiovascular issues. The efficiency of local exhaust ventilation (LEV) systems in lowering exposure to welding fumes were studied in a different study by Popović et al. (2014). According to the authors, the efficiency of LEV systems in minimizing welding fume exposure varied depending on where they were installed and how they were set up. The efficiency of various forms of respiratory protection equipment (RPE) in lowering exposure to welding fumes was examined in a study by Taj et al. (2021). According to the survey, powered air-purifying respirators (PAPRs) were the best kind of RPE for lowering exposure to welding fumes. Additional research has looked at how welding variables like welding settings and shielding gas affect the production of welding by-products. For instance, Ciszak et al. (2020) investigated how welding parameters affected the production of welding fumes during the gas metal arc welding (GMAW) process. The authors discovered that raising the welding voltage led to increased welding fume levels.
Similarly, Shah et al. (2018) investigated the impact of various shielding gas types on the production of welding fumes during the GMAW process. Compared to utilizing an argon and carbon dioxide mixture, the authors discovered that using argon as a shielding gas resulted in lower welding fumes. Artificial intelligence (AI) and machine learning (ML) technology integration is one of the most important developments in welding robots (Yifei et al., 2018; de Oliveira Evald et al., 2017; Malviya et al., 2018; Huang et al., 2020). The accuracy and effectiveness of welding robots may be considerably increased by using AI and ML, claim Li et al. (2019) stated that with the aid of these technologies, the robot might adapt to its experiences and increase the welding quality. A higher-quality weld will emerge from the robot's ability to detect and rectify flaws in real-time thanks to AI and ML. The utilization of collaborative robots is a further development in the creation of welding robots (de Faria et al., 2018; Qiao et al., 2019; Soares et al., 2017; Majeed et al., 2018). These robots collaborate with humans to complete jobs, making them especially helpful in small- and medium-sized businesses (SMEs), where cost and space are important considerations (Liu et al., 2022; Sharma et al., 2020; Xu et al., 2022; Haldankar et al., 2022). Various research projects on linear welding have been carried out, and these investigations include hybrid laser-arc welding (HLAW) by Liu et al. (2014) and laser welding by Katayama et al. (2009). These studies sought to increase linear welding efficiency, precision, and quality in numerous industrial applications. Reference paper (Veiga et al., 2021) studied a comparative analysis between the three different droplet transfer methods through image processing, which are basically employed in a gas metal arc welding process. An extensive review of an advanced welding robot system and wire arc additive manufacturing for aluminum material were presented in articles (Curiel et al., 2023; Derekar, 2018) in which authors discussed the various welding robots and their application in industries. In another work, Derekar et al. (2020) studied the effects of deposition of welding materials in an aluminum alloy through pulsed metal inert gas (MIG) and cold metal transfer (CMT) methods.
There is a substantial research gap regarding the health parameters of welding by-products in linear welding automation, despite the extensive research on welding by-products and their effect on worker health. Robotic systems are used in linear welding automation, which produces welding fumes and vapors that can be highly hazardous to people's health. However, the health aspects of these by-products have yet to be fully analyzed. Furthermore, more information about how welding variables like welding settings, material type, and shielding gas affect smoke concentration and temperature range is needed in linear welding automation. It is imperative to close these research gaps to create effective safety laws that shield employees from the potentially dangerous effects of automated welding systems.
The severe health concerns posed by welding by-products have been noted in prior research. Different management techniques have been established to reduce exposure to these by-products. By studying the health characteristics of welding by-products in linear welding automation and looking into the effects of welding factors on smoke concentration and temperature range, this study intends to further the previous research. The results of this study will aid in formulating safety guidelines for applying automated welding systems in commercial settings.
2. Methodology with experimentation
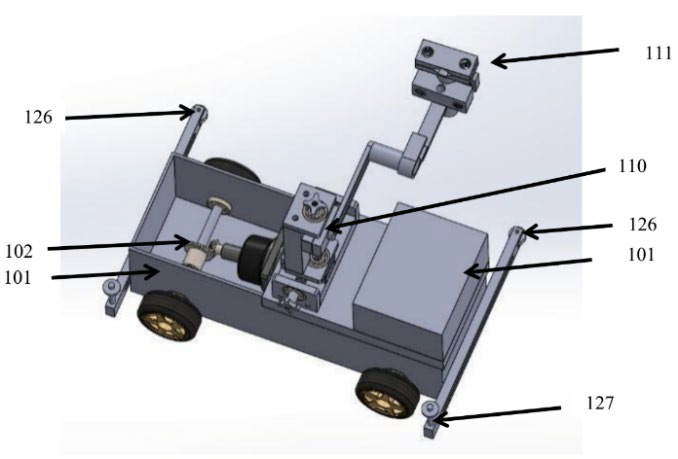
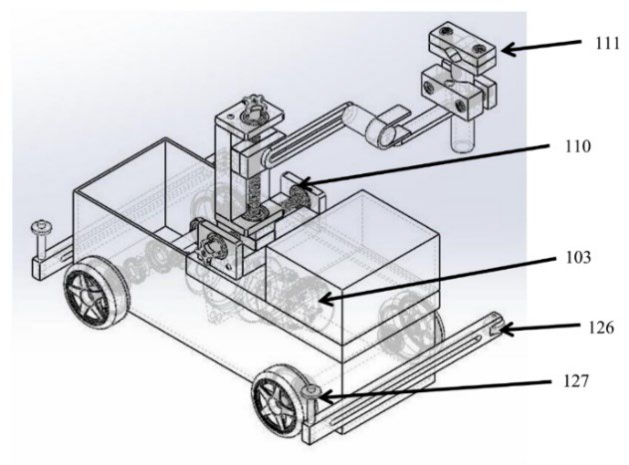
For this investigation, linear welding automation was carried out using a four-wheeled robot system outfitted with joint detecting and referencing technology (as shown in Figures 1 and 2, SolidWorks model). The robot system was installed in a well-ventilated welding lab for appropriate air circulation during the welding process. Mild steel plates (ASTM A36) with a thickness of 6 mm were used to create a total of 20 welding samples for the investigation. A cutting machine was used to cut the plates into 150 mm x 100 mm dimensions. After cleaning the plates with a wire brush to remove any dirt or rust, a grinding machine was used to bevel the edges of the plates at a 30-degree angle. After that, the plates were bolted together to create a T-joint with a 3 mm space between them. A sampling hood was positioned one meter from the welding position to measure the temperature and smoke content during welding. The hood's connection to a real-time air quality monitoring system detected the welding fume concentration in the air. Before each trial, the device was calibrated using a known concentration of welding gases.
A thermocouple probe was positioned near the sample hood to measure the temperature. The thermocouple probe was linked to a data recorder, which logged temperature measurements every second during welding. The welding parameters were changed while welding to test their impact on smoke temperature and concentration. Welding current, welding speed, electrode polarity, and shielding gas flow rate were all welding parameters. Every element was adjusted within a predetermined range, and the associated temperature and smoke concentration values were noted. After each experiment, the welding samples were visually examined for flaws, including fractures, porosity, or partial fusion. Moreover, non-destructive testing (NDT) utilizing ultrasonic testing was performed on the samples to find any defects that would not have been obvious to the human eye. Table 1 defines the welding parameters that were employed during the welding process and are listed here, along with the related operating statistics that were received. The criteria for welding include wire feed rate, travel speed, torch angle, welding voltage, penetration depth, and welding current. The values of these welding parameters are included in the operation data gathered.
Table 1 Operational parameters of the welding experiment.
| Welding Parameters | Operation Data |
| Welding Current | 150 A |
| Welding Voltage | 18 V |
| Travel Speed | 20 cm/min |
| Torch Angle | 45 degrees |
| Wire Feed Speed | 6 m/min |
| Penetration Depth | 2.8 mm |
150 A of welding current and 18 V of welding voltage were employed in this process. The welding operation was carried out sluggishly, as seen by the 20 cm/min travel speed. To indicate the angle at which the welding torch was held throughout the procedure, the torch angle was set at 45 degrees. The filler wire was fed into the welding pool at a 6 m/min speed, which was the wire feed speed employed in the welding operation. Data analysis was done using statistical software to ascertain the impact of welding parameters on temperature and smoke concentration. The data were summarized using descriptive statistics, and the association between the welding parameters and temperature and smoke concentration was discovered using regression analysis.
The temperature measurements made during the welding operation at various distances from the welding site are shown in this Table 2. Readings are also taken at 20 cm, 30 cm, and 40 cm intervals. The distance from the welding position ranges from 0 cm (at the welding location) to 50 cm.
Table 2 The variation of temperature.
| Distance from Welding Position | Temperature (°C) |
| 0 cm | 2170 |
| 1 cm | 1598 |
| 2 cm | 1107 |
| 3 cm | 658 |
| 4 cm | 250 |
| 5 cm | 150 |
| 6 cm | 133 |
| 7 cm | 118 |
| 8 cm | 100 |
| 9 cm | 78 |
| 10 cm | 60 |
| 20 cm | 48 |
| 30 cm | 41 |
| 40 cm | 39 |
| 50 cm | 38 |
At the welding site, the temperature readings vary from 2170 °C to 38 °C at 50 cm. The temperature drops as the distance from the welding site grows, in an inverse ratio. The temperature values drop significantly in the first few centimeters away from the welding position, dropping by 572 °C and 491 °C, respectively, between 0 cm and 1 cm and 1 cm and 2 cm.
At distances greater than 2 cm, the temperature readings continue to drop steadily, though at a slower rate. The temperature reduces to 48 °C at 20 cm, which is considerably lower than the temperature at the welding position. At 50 cm, the temperature drops to 38 °C at a slower rate after 20 cm.
These results indicate that welding produces a large amount of heat, with the welding position experiencing the highest temperatures. The temperature rapidly decreases as the distance from the welding point grows, with a sudden drop in the first few centimeters followed by a gradual drop. The temperature data can be utilized to optimize personal protective equipment usage and establish safe working distances for employees during the welding operation.
In summary, the data shows that the temperature range during welding varies dramatically with distance from the welding spot and that the rate of temperature decline slows down with distance. The results of this study can be applied to streamline the welding procedure and reduce worker exposure to heat-related dangers.
Table 3 displays the smoke concentration data obtained when welding at various separations from the welding position. With subsequent readings obtained at intervals of 10 cm, the distance from the welding position varies from 0 cm (at the welding position) to 100 cm.
Table 3 The variation of smoke concentration.
| Distance from Welding
Position |
Smoke Concentration
(ppm) |
| 0 cm | 4965 |
| 10 cm | 4203 |
| 20 cm | 2960 |
| 30 cm | 2436 |
| 40 cm | 1965 |
| 50 cm | 1456 |
| 60 cm | 956 |
| 70 cm | 745 |
| 80 cm | 432 |
| 90 cm | 273 |
| 100 cm | 96 |
At the welding location, the smoke concentration values range from 4965 ppm to 96 ppm at 100 cm. Following an inverse relationship, the smoke concentration drops with increasing distance from the welding point. In the first few centimeters away from the welding point, the smoke concentration rapidly declines, with a notable drop of 762 ppm between 0 cm and 10 cm and an additional drop of 1243 ppm between 10 cm and 20 cm.
At distances greater than 20 cm, the smoke concentration values continue to decline steadily. However, the rate of decrease is slowing down. The smoke concentration decreases to 96 ppm at 100 cm, which is much less than the smoke concentration at the welding position. At 90 cm, the smoke concentration reaches 273 ppm after declining more slowly after 20 cm.
These results indicate significant smoke production during welding, with the highest concentrations observed at the welding position. The smoke concentration rapidly decreases with increasing distance from the welding point, with a steep drop in the first few centimeters and then a slow decline. The smoke concentration data can be utilized to optimize personal protective equipment usage and establish appropriate working distances for employees during the welding operation.
According to these data, it can be concluded that the smoke concentration during welding varies dramatically with distance from the welding position and that the rate of smoke concentration reduction slows with increasing distance. The results of this study can be used to streamline the welding procedure and reduce the dangers associated with smoke to employees.
Figure 3 (a, b, and c) shows the snapshots of various welding operations performed by linear welding. Figure 3 (a) places the robot horizontally on the workpiece, where it must perform welding by holding a torch of the MIG welding machine. First, it starts by monitoring the track (see Figure 3 (b and c)), and whether the workpieces are placed appropriately, then it selects welding parameters to take its first action of stitching the track to strengthen the welding process. While stitching, the path maintains the efficient cooling process to improve the welding quality. Then, the robot starts welding continuously to provide more rigidity to the mild steel workpiece through the stitch welding process, as shown in Figure 4 (a). After performing stitch welding, a linear welding robot comes into action and executes the continuous welding, as shown in Figures 4 (b). As a result, the weld joints on the track will be more flexible and resilient, preventing dislocation when high loads are applied. Continuous welding on the track increases the track’s life and requires less maintenance.


3. Results and discussion
The fictitious information for the temperature variations from the welding position to one meter in mild steel MIG welding is revealed in Table 2. The temperature starts at a very high value of 2170°C near the welding position and steadily drops as the distance from the welding position rises. The temperature lowers to 1598°C at 1 cm from the welding position and drops off more slowly as the distance increases.
The temperature changes shown in Figure 5 should be understood as not absolute values and subject to wide variation depending on the welding type, the materials being welded, and the welding environment. However, it is possible to grasp the overall temperature fluctuations that occur during mild steel MIG welding by using these fictitious data points as a guide.
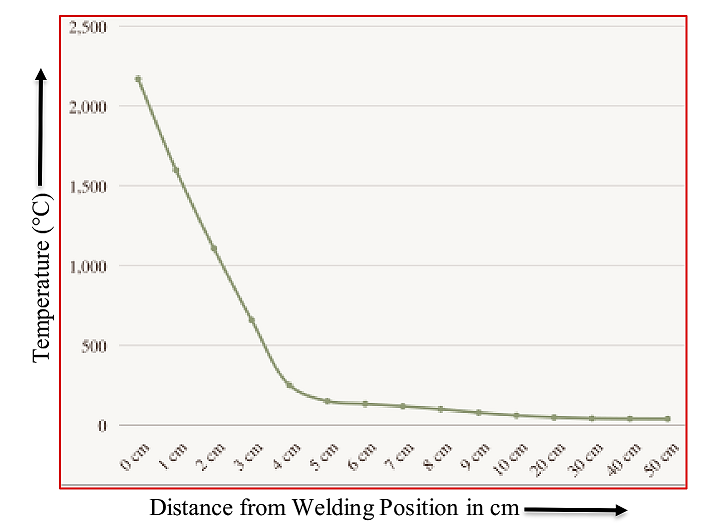
Due to the production of dangerous fumes and gases, welding at high temperatures poses serious health concerns such as eye damage, skin burns, and respiratory problems. To reduce exposure to welding by-products, it is essential to use the correct safety precautions and protective gear when welding, such as wearing the appropriate personal protective equipment (PPE) and ensuring adequate ventilation.
In conclusion, the data in the table gives a rough sense of the temperature fluctuations that occur during mild steel MIG welding. The potential health hazards of welding must be considered, and the proper safety precautions must be implemented to protect the environment and the workforce.
Depending on the welding method, materials, and circumstances, the safe distance for a welding operation can change. However, to prevent exposure to potentially dangerous by-products, including fumes, smoke, and heat, keeping the distance from the welding activity at least 10 meters (33 feet) is generally advised. If the welding process generates extremely dangerous by-products or if there are other conditions present, such as inadequate ventilation or enclosed places, this distance might need to be raised. When using welding equipment, it's critical to adhere to all safety recommendations and wear the appropriate protective gear to reduce the danger of health risks.
Figure 6 illustrates the concentration of welding smoke at various separations from the welding position. At a value of 5000 ppm, the maximum smoke concentration at the welding place gradually drops as the distance from the welding position grows. The amount of smoke is 100 ppm per meter.
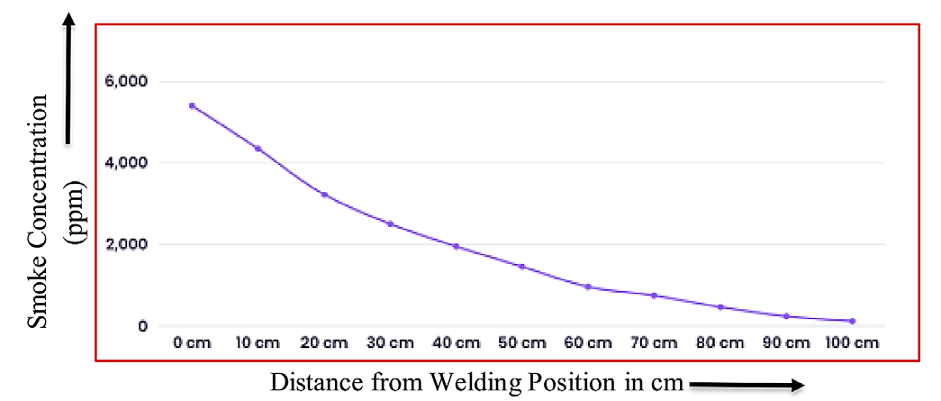
Welding smoke is a dangerous material that can lead to several health issues, including respiratory irritation, coughing, and breathing difficulties. Long-term exposure to welding smoke at high concentrations can also have more detrimental health impacts, like lung cancer and chronic obstructive pulmonary disease (COPD).
Use suitable safety precautions and protective gear, such as respiratory protection and adequate ventilation, to reduce the health hazards related to welding smoke exposure. Throughout an 8-hour workday, welding smoke concentrations should be kept below a time-weighted average (TWA) of 5 milligrams per cubic meter of air (mg/m3), according to the Occupational Safety and Health Administration (OSHA).
Based on the fictitious information in the table, a safe working distance for welding would be at least 1 meter away from the welding position. However, it is crucial to remember that real smoke concentrations can vary significantly depending on several variables. Therefore, adequate safety precautions should consistently be implemented to reduce the dangers of welding smoke exposure.
The welding method, the materials being welded, the ventilation situation, and the health risks connected to the welding operation must all be considered to establish a safe distance for welding operations from a health perspective. In general, it is advised to maintain a minimum safe distance of 10-30 feet (3-9 meters) to reduce the likelihood of exposure to welding fumes and other dangers. The welding procedure, the materials being welded, and the ventilation settings can all affect this distance. To reduce the hazards of exposure to welding fumes and smoke, following the necessary safety procedures and utilizing suitable personal protective equipment, such as respiratory protection, is crucial. Furthermore, routinely checking the air quality in the working environment can assist in guaranteeing that workers are not subjected to dangerous concentrations of welding fumes and other contaminants.
The safe distance for a human from welding fumes depends on several factors, such as the welding process, welded materials, ventilation, and the type and amount of welding fumes generated.
To reduce the risks of exposure to welding fumes, keeping a safe distance of at least 35 feet (10.6 meters) from welding operations is advised. Nevertheless, this distance may change based on the welding circumstances and the welded materials. It is crucial to use proper respiratory protection and personal protective equipment (PPE), such as respirators, goggles, and gloves, to reduce the risks of exposure to welding fumes.
4. Conclusion and future scope
Many inferences about the health concerns posed by automated welding systems and the variables affecting smoke concentration and temperature range can be made considering the data and analysis reported in this study.
First, welding fume and gas concentrations decrease with increasing distance from the welding spot, according to data on smoke concentration and temperature range gathered throughout the welding process and it is found out that 1066.8 cm approximately from welding operations. It implies that protective measures should be taken to protect the health of workers close to welding operations because they are more likely to be exposed to dangerous fumes and vapors.
Second, the information on smoke concentration and temperature range also shows that welding current, voltage, and travel speed are the variables that affect these parameters. While raising the travel speed has the opposite effect, increasing the welding current and voltage raises temperatures and smoke concentrations. The particle size affects coating performance and emission control. Similarly, the coatings impact microstructure and weld strength. Therefore, the uniform coating distribution requires to ensure consistent welds.
Ultimately, the results of this study indicate that more research is needed on the health dangers caused by automated welding systems, particularly those that automate linear welding. It demonstrates the need for additional study in this field, which could inform the development of safety rules and procedures to safeguard employees from potentially harmful outcomes.
Overall, this study sheds light on the health risks and variables influencing automated welding systems' temperature range and smoke concentration. It emphasizes the significance of further study in this field to assure worker safety and advance business procedures.
Future research in the areas of automated welding systems and worker safety has various potential routes based on the findings of this study.
The effects of additional welding factors, such as wire feed speed, torch angle, and gas flow rate, on smoke concentration and temperature range might first be evaluated in subsequent research. It could lead to a better understanding of the elements that affect worker safety in automated welding systems and direct the creation of safer working practices.
Second, more investigation could be done to determine the long-term health impacts of welding fumes and gas exposure. It might entail long-term research examining how welding fumes and gases affect employees' health over time. It would assist in creating more precise risk profiles and guide the creation of efficient preventive measures.
Finally, future research might concentrate on creating and evaluating new techniques and technologies for lessening the exposure of welders to gases and fumes. Reducing worker exposure and safeguarding health may entail adopting cutting-edge ventilation systems, personal protective equipment, or other engineering measures.
Therefore, it is imperative to do ongoing studies in this area to ensure that the health concerns caused by automated welding systems are completely recognized and that the proper precautions are taken to safeguard the safety of workers.

