











 nueva página del texto (beta)
nueva página del texto (beta) Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introduction
Quality management systems and SPC in the automotive industry
Among the several advantages of implementing a good Quality Management System (QMS), the ones that stand out are: reduced waste production, lower reworked products, and increased consumer satisfaction (Orlandoni, 2012). Effective quality management involves successfully executing three activities: Quality planning, Quality assurance, and Quality control and improvement (Montgomery, 2019). Quality planning refers to long-term business success through product development, financial, marketing, and human resources plans. Quality assurance consists of a set of activities to properly maintain the quality levels of the products and services through documentation and formal communication channels. Quality control and improvement are the oriented actions to ensure that products and services meet the requirements on a continuous improvement basis.
Besides other statistical quality control methods used in the QMS, companies use Statistical Process Control (SPC) as an essential technique that identifies the main variables that affect the process studied (Orlandoni, 2012). It is well known that SPC improves quality, productivity, and costs, it also increases process operator´s motivation and job satisfaction in different industries such as automotive, automotive suppliers, chemical, and consumer electronics (Rungtusanatham, 2001).
Since SPC is an operative tool, it is considered a part of quality control and improvement; nevertheless, its impact can reach superior quality assurance and planning levels. In the automotive industry, SPC leads the quality control to continuous improvement of the manufacturing processes to upgrade the companies competitivity since it helps to visualize the production process behavior and capability, as well as identify the problems and areas of opportunity within the production process (Godina et al., 2016). The principle of SPC is the variation of a quality characteristic defined by the quality managers to distinguish between common causes and assignable causes to prevent overreaction and underreaction to the process (Woodall, 2000). With the addition of other supporting quantitative and qualitative quality tools, SPC results in a mechanism that enables managers of the automotive industry to enhance operations in manufacturing sites to fulfill the specifications of the supplying tiers (IATF, 2016).
Accordingly to Rungtusanatham (1999), SPC entails 14 dimensions that enable its proper performance, even though all of them are linked two of them become relevant for this case study: the management actions and policies to support the implementation of SPC, and the use of control chart information towards continuous improvement. The first one refers to the management policies and actions performed to support the practice of SPC, and the second concerns the interpretation and application of control chart information for process control and improvement.
In many organizations, continuous improvement through quantitative and qualitative quality tools has been important to meet the needs of their customers. Saryanto et al. (2020) researched about to the use of continuous improvement methods in the remanufacturing industry in Indonesia; they significantly reduced remanufacturing of defective parts for lift arms using six sigma methods, which shows continuous improvement as a common practice in remanufacturing.
From the perspective of quality management, the use of various quality techniques aligned to a main methodology- the Shewhart cycle or its evolved version, the Demming cycle- is an appropriate approach to solving problems that have arisen in organizations. As mentioned in Isniah et al. (2020) the PDCA method is often applied in the manufacturing industry to reduce waste (waiting time, downtime, failures, defects, etc.) and it is also widely used in other sectors. For example, Chen et al. (2020) carried out an application to standardize nursing management in a COVID-19 intensive care unit. However, the PDCA approach is still mostly used in the manufacturing industry (Sunadi et al., 2020), e. g. Kurnia et al. (2022) perform an analysis to identify the factors that cause the main weakness in socks using the Design of Experiments approach with PDCA. This paper presents a case study in the automotive motor remanufacturing industry in Mexico that pursues to improve one process related to the diameter of the bushing with the use of the SPC and PDCA approach.
The automotive and auto-parts industry in Mexico
The origins of the automotive industry in Mexico go back to 1925 with Ford’s production lines settled in Mexican territory (Miranda, 2007). But it was not until 1962 that public policies were created to boost a competitive environment of manufactured goods (García et al., 2020). From that year on, the productive models in the automotive industry went through several stages:
1962-1975: characterized by the domestic production approach to avoid imports and meet national demand.
1975-1985: at the beginning of this period, the auto parts industry was the second most exporting industry in Mexico. Unfortunately, an economic recession triggered a 20 % drop in automotive industry production which ultimately caused the reallocation of the main manufacturing plants solely of the industry in the northern Mexican territory.
1985-1994: it was a period of transformation for the industry influenced by the production of small and efficient engines, as well as an emphasis on production for global exporting.
1994-2008: thanks to the North American Free Trade Agreement (NAFTA) agreement signed in 1994, job openings for the Mexican Automotive Industry increased 7 times from 1994 to 2016.
In 1972, the changes in government regulations for Mexico's automotive industry allowed for lower domestic content in vehicles to be exported and a few years later, the country focused on becoming internationally competitive by modernizing plants to meet new parts requirements (Tetakawi, 2022). Throughout the 1980s, Mexico was a small player in the North American automotive industry, producing only three percent of the continent’s vehicles. The NAFTA in 1994 is considered the most important milestone in the history of the automotive industry in Mexico which, along with the strategic location of this country and the incentive packages offered by the Mexican government resulted in the greatest increase in investment of automaker companies and suppliers (Swiecki & Maranger, 2016). Before NAFTA, the auto parts industry was not considered in the economic plans to build a strong supply chain like in other countries, for example, Korea (Miranda, 2007). After the implementation of NAFTA, the Mexican industry of auto-parts has been evolving into more integration within the North American automotive supply chains and increased technology (Miranda, 2007). These changes forced the industry to reallocate the production centers and adopt new technologies, job methods, and suppliers (Vieyra, 1999; 2000). Since this important landmark, the Mexican auto-parts industry has been challenged to increase its quality and productivity rates.
Nowadays, the Mexican automotive industry is currently supported by the presence of worldwide known vehicle assembly companies, such as General Motors, Volkswagen, Nissan, Chrysler, Ford, and Mercedes Benz. The automotive industry is the 3rd most important industry in Mexico, and the 5th worldwide in terms of volume and number of transactions, with one of the most important positive impacts on the national economy and employment rates in Mexico (Canales et al., 2017). It generates 3.7 % of the Mexican GDP and creates around 800,000 direct jobs annually (INEGI, 2018). Among the strengths of the auto-parts Mexican industry is the outstanding performance in technological transference and its qualified labor (Miranda, 2007). Mexican automotive industry has shown to be resilient in facing the crisis caused by COVID-19 (Mendoza & Rendón, 2021). Nevertheless, maintaining a consistent and certifiable quality system has been a challenge.
Research methodology
To understand the implemented system of detections of divergencies from the quality standards and possible improvement of the manufacturing operations, the methodology used in this study included quantitative (SPC) and qualitative techniques (semi-structured interviews) developed through the PDCA approach:
Plan: this first step was the comprehensive evaluation of the machining process of core-remanufacturing in the automotive plant studied. The information derived from this stage will be presented in the engine-remanufacturing process section.
Do: in this step, the proposed improvement was selected along with its future implementation.
Check: in this step, the evaluation of the process control charts x̅ and R was conducted following the principles of SPC methodology using Minitab 18 software. In this stage, the most relevant process was selected among ten x̅ and R control charts of critical quality variables that include different remanufacturing parameters of the crankshaft, the crankpin, and the block. After this implementation, the new control charts x̅ and R were compared to determine the percentage of improvement after the proposal was implemented into the process.
Act: this step was the analysis of the decision-making process to improve the quality control process. For this stage, semi-structured interviews with the operative management team were conducted following the assessment practices of the company. The interviews were carried out in 45-60 minute sessions with the General Manager, the Division Manager, and the Quality Manager. The type of questions asked referred to the interview’s general objective, however, each question was designed to explore a particular issue concerning the quality management and decision-making process. The questions in the interview were classified using the PDCA cycle according to the continuous improvement policies of the organization. After the interviews, an analysis of the managerial decisions taken was made aiming to identify opportunities for areas of improvement.
Automotive plant case study
The following case study refers to an automotive plant located in the State of Mexico near Mexico City, which will be named “APMex” for trade secret reasons. APMEx belongs to the manufacturing sites network of a large automotive corporation with headquarters in Germany and it is the sole manufacturer of their specific products for North America. APMEx is divided into two business units from which the one referring to this case study is the remanufacturing unit; it is ISO 9000 certified and its quality control management function is based on PDCA. It is considered an Original Equipment Remanufacturer (OER) connected to the company's integrated value chain that responds mainly to the demand from the U.S.A. market. Sherwood & Shu (2020) pointed out that OER differs from Independent Remanufacturers (IR) in scale and scope; OER manages a larger and more stable quantity of engine cores, and their processes are specific with little flexibility. For the case's company, the cores' volume to remanufacture is not always high and constant, even though the remanufacturing process is standardized for quality and efficiency.
In this facility, SPC is based on metrology and it is established by the Process
Performance Index (Ppk) with a sample of 25 measurements of every remanufactured
part monitored by monthly
APMex had previously shown interest in a University-Industry collaboration with
Universidad Iberomericana Mexico City (Ibero) in the area of quality control.
The Chemical, Industrial and Food Engineering Department of Ibero responded with
an academic group formed by faculty members and both undergraduate and graduate
students. During 2019 and 2020, the academic group conducted an analysis of
The engine-remanufacturing process
A typical remanufacturing process includes disassembling, cleaning, testing, repairing, inspecting, updating, component replacement, and reassembling. It could preserve much of the added value in the production process, like materials, labor, energy, plant's and equipment's contribution, while adding a second life to the product (Zhichao et al., 2014).
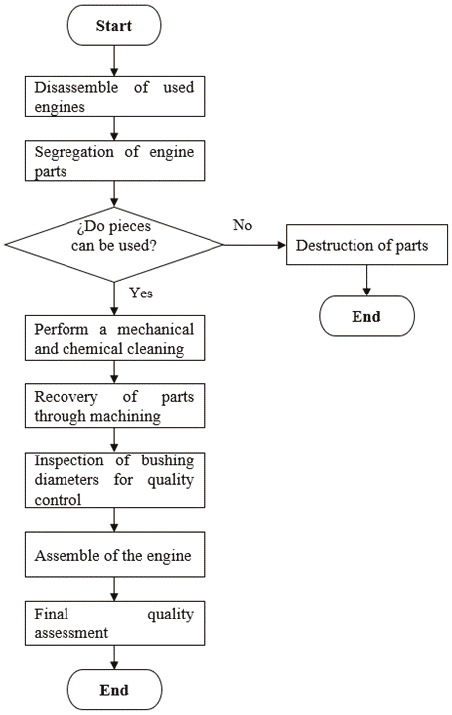
The engine remanufacturing process under study begins with the disassembly of used engines. Then, the cores are segregated by visual inspection; those parts suitable for remanufacturing are separated for further processing, and those that are fractured or worn out are destroyed and placed in special containers for disposal to avoid black-market trading. The following process consists of cleaning recovered parts where the pieces are mechanically and chemically washed by submerging the elements in a hot bath using different solvents. Afterward, the parts of the engine are recovered by machining them to ensure compliance with quality standards. At this point, the diameter of components, like bushings and bush housings, is measured with a bore probe, with ten-thousandths of an inch accuracy. The following steps are the engine assembly and the final inspection where, through several tests, the core is verified to fulfill the power curve. The process is exemplified in the following flow diagram (Figure 1).
To deeply understand the Quality Control management program in this case study, a semi-structured interview was conducted with the CEO of the company as well as the Quality and Production Managers. Interviews were recorded and analyzed by four researchers, to identify key elements of the facility quality assurance processes.
APMex is certified by ISO 9000 and the quality control management is based on
PDCA. Besides its preventive function, SPC is considered a tool for continuous
improvement and stands out for its preventive as well as corrective capabilities
to fully comply with the specification, meaning that it is useful for taking
preventive actions but it has also helped to verify what has gone wrong and make
corrections. In this facility, SPC is based on metrology, an inspection of
parameters, and visual aids with the objective of zero defects. The measurement
system used is Safety-Quality-Delivery-Cost-Morale-Environment (SQDCME) and the
cost of poor quality is also measured. The SPC is established by the Process
Performance Index (Ppk) with a sample of 25 measurements of every remanufactured
part monitored in a monthly
The whole system is defined by the technical compliance management system and a 100 % inspection is operated for the machining processes. As an example, in the manufacturing of bushings, when the worker identifies an element outside of specifications, he informs the supervisor in order to determine whether to continue or to stop the operation. Further decisions have to be taken by a multidisciplinary team. Some characteristics are considered key elements for safety and functionality which have more strict controls and workers are enforced to particularly comply with them, hence being specifically trained with visual aids. There are also inspection processes to validate or certify the compliance of not only production documents but also quality inspection activities. When there is a change in procedures, there are also adjustments to the visual aids, checklists, and training. Metrology is one of the key aspects of the facility, therefore training is conducted not only during induction but also every six months.
Documentation of SPC is managed in paper files as opposed to electronic formats. The quantity of information managed is considered too low to economically justify a system for the electronic handling of data.
Since SPC is the core of the Quality System of the Remanufacturing business unit of APMex, it was required to evaluate its effectiveness to accomplish the purposes of the operations defined by the decision-makers and decision-making process per se. Therefore, the research was planned by a mixed methodology to gather quantitative and qualitative evidence of the system´s performance and propose corrective actions through valuable proposals.
Results and discussion
The original
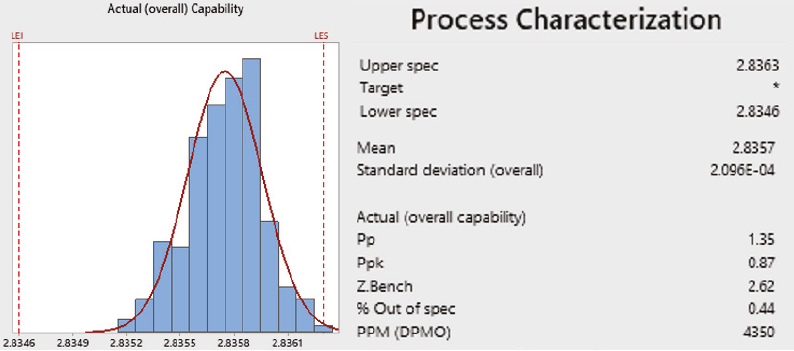
The capacity analysis of the diameter of the bushing in seven bushing engines shows a capable process in the long term within the specification limits (Ppk = 0.87). It also shows the process has 4,350 defects per million opportunities (Figure 3). Nonetheless, the capacity can be improved to guarantee that data is within limits and close to the specification mean objective.
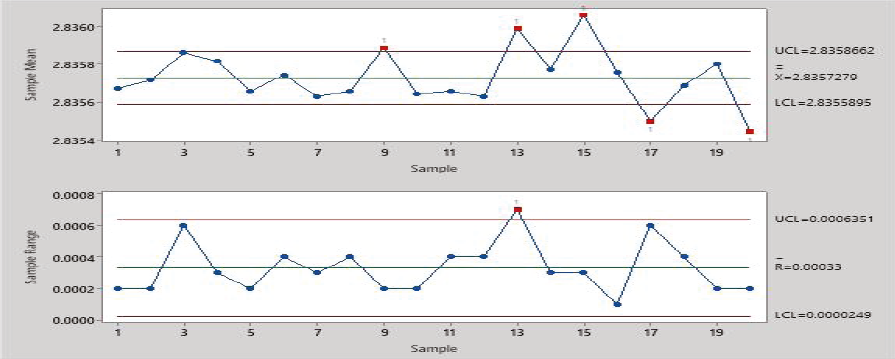
After the proposal implementation, new data was gathered, revealing the following results: The chart shows the mean and the control limits of the process for the diameter of seven bushings. The number of subgroups used was 20. According to the results, the process is not stable, since 25 % of the data which translates to 5 subgroups, is out of control. The process mean equals 2.835727 inches. As a result, subgroup means still tend to fall between the central limit and the upper limit of the specification in both charts (x̅ and R charts) shown in Figure 4.
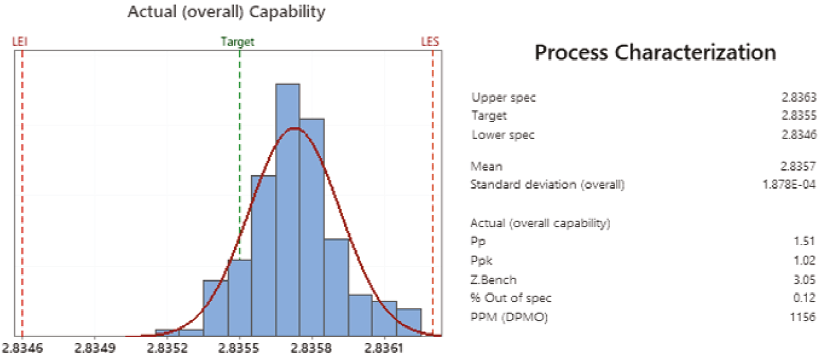
The capacity analysis of the diameter of the bushing in seven bushing engines shows a capable process in the long term within the specification limits (Ppk = 1.02). It also shows the process has 1156 defects per million opportunities (Figure 5). Nonetheless, the capacity can be improved to guarantee that data is within limits and close to the specification mean objective.
The results obtained derived from a comparative analysis of data from the two different periods in the process of machining bushing diameters show a process capacity increase of 13.08 % in the Process Capability Index (Cpk) and of 17.2 % in the Process Performance Index (Ppk). The decrease in expected out-of-specification parts improved by 72.7 %. Process variability was also improved with an 8.33 % of enhancement for the mean range. These results are compared in Table 1, Table 2, and Table 3.
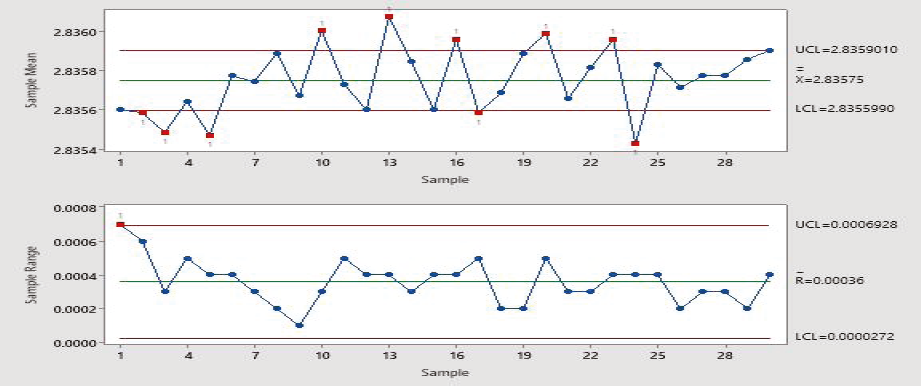
Table 1: Improvement result summary after the proposed implementation for the bushing process (x-bar chart results)
| x-bar chart | Initial | After improvement | % of change |
|---|---|---|---|
| Process mean (in) | 2.83575 | 2.835727 | 0.00081 |
| Upper Control Limit (UCL) | 2.835901 | 2.835866 | 0.00123 |
| Lower Control Limit (UCL) | 2.835599 | 2.835589 | 0.00035 |
| Upper Specification Limit (USL) | 2.836300 | 2.836300 | 0.00000 |
| Lower Specification Limit (USL) | 2.834600 | 2.834600 | 0.00000 |
| % points out of control | 33 % | 25 % | 24.2424 |
Table 2: Improvement result summary after the proposed implementation for the bushing process (x-R chart results)
| x-R chart | Initial | After improvement | % of change |
|---|---|---|---|
| Range mean (in) | 0.0003600 | 0.0003300 | 8.33333 |
| Upper Control Limit (UCL) | 0.0006928 | 0.0006351 | 8.32852 |
| Lower Control Limit (UCL) | 0.0000272 | 0.0000249 | 8.45588 |
Table 3: Improvement result summary after the proposed implementation for the bushing process (Process capability results)
| Process capability | Initial | After improvement | % of change |
|---|---|---|---|
| Ppk | 0.87 | 1.02 | 17.24138 |
| Cpk | 1.3 | 1.47 | 13.07692 |
| PPM (expected) | 4350 | 1156 | 73.42529 |
| % Out of specification (expected) | 0.44 | 0.12 | 72.72727 |
From the information gathered through the interviews and their analysis, it was found that the SPC system used by the company was useful for the data-gathering stage and the identification of failures’ possible causes. But, on the other hand, the decision-making when production problems are detected seems to be bureaucratic and lacks the agility to take action in a timely matter.
Additionally, it is noticeable that a solution such as the one presented in the proposal had not been considered before by the company to improve their production quality. This could be associated with “workshop blindness”, narrowing the vision of production operators and managers compared to the fresh vision of students. Given these results, the hypotheses presented were accepted.
Conclusions and recommendations
It is well known that the implementation of SPC in the manufacturing processes of automotive parts suppliers guides the continuous improvement of critical operations, resulting in cost reduction and an increase in quality assurance along the value chain of the industry.
As it has been stated, there is an opportunity to improve the decision-making process in APMex. Even though the company is well organized, with specific areas and a clear distinction of functions, there are unresolved issues due to the lack of communication affecting production quality. In this case, communication among operators and managers is diverted from the objective of immediate identification of effective corrective and preventive actions. Possible solutions are an improvement in data management, training, and information transfer to provide prompt responses and not overlook the quality control objectives of the processes.
On the other hand, the importance of the linkage between industry and specialized academia is confirmed as a productive relationship to detect and solve operative quality problems. One of the most valuable lessons learned through this case is that this type of collaboration solves the lack of attention in an industrial process caused by daily work and the omission of new details, which affects not only operators but also supervisors. The analysis of the data without the production timing pressure is an important consideration to propose viable accurate solutions.

