












 (pdf)
(pdf)




 SciELO
SciELO  SciELO
SciELO 
 Permalink
Permalink
Introducción
Antecedentes del uso de lean manufacturing y su aplicación para el incremento de la eficiencia
Se entiende por Lean Manufacturing como la “persecución de una mejora del sistema de producción mediante la eliminación del desperdicio, entendiéndose como desperdicio a toda aquella actividad que no agrega valor a un proceso” (Rajadell & Sánchez, 2010). De igual manera “las tareas que contribuyen a incrementar el valor del producto no superan el 1 % del total del proceso productivo, es decir, 99 % de las actividades restantes no aportan valor y entonces constituyen desperdicios” (Rajadell & Sánchez, 2010).
La existencia de actividades que no agregan valor a un proceso tiene un impacto negativo en su eficiencia, es decir, no se utilizan los recursos de materia prima, mano de obra o producto de una manera óptima. “Eficiencia se emplea para relacionar los esfuerzos frente a los resultados que se obtengan. Si se obtienen mejores resultados con menor gasto de recursos o menores esfuerzos, se habrá incrementado la eficiencia” (Lam & Hernández, 2008). Asimismo, “la eficiencia de una fábrica o de un proceso industrial se mide mediante indicadores basados en el cociente de los resultados obtenidos entre los recursos empleados” (Madariaga, 2024). Un ejemplo: número de piezas (por día) entre el número de operarios. Para Cieza & Olivera (2018) un plan de mejora basado en herramientas de Lean Manufacturing puede incrementar la eficiencia física en 11.67 % e incrementar la eficiencia técnica en 12.41 %. “Con la implementación de Estudio de Trabajo, 5S y Gestión por Procesos, se lograron reducir los reprocesos de 29.78 % a 11.31 % y el tiempo total se redujo de 0.97 h/cil a 0.82 h/cil, aumentando así la eficiencia del proceso productivo de 66.62 % a 81.75 %” (Mau et al., 2019).
En su trabajo, Arroyo & Cruces (2020) proponen un modelo para mejorar la eficiencia en el área de extrusión, aplicando herramientas de Lean Manufacturing, cuyos resultados de prueba mostraron un aumento en la eficiencia de 78 % a 83 %. También Figueroa (2020) propone un sistema de gestión Lean Manufacturing cuyas herramientas proyectan una mejora de la eficiencia de 23.91 %. En su propuesta de mejora, Hurtado & Cespedes (2021) utilizando herramientas de Lean Manufacturing obtienen como principal resultado que la eficiencia de producción de la empresa se incrementó de 68 % a 74 %. En su investigación, Requena & Zuñiga (2021) muestran que al implementar las herramientas de Lean Manufacturing la eficiencia de la empresa aumentó de un 40.25 % a un 47.43 %. En su investigación, Gamarra & Avila (2020) realizaron un modelo con base en las herramientas Lean Manufacturing, el cual permitió incrementar la eficiencia global de los equipos a un 74.2 %.
El proceso de revisión de estado de envases no tenía un método estandarizado de revisión para la identificación de defectos, no existiendo una ordenada distribución de actividades entre los operarios que asegure la revisión de todos los tipos de defectos en los envases en el tiempo disponible, representando una ineficiencia en el uso de los recursos.
Se tiene como Hipótesis principal: Mediante la implementación de herramientas de Lean Manufacturing se logra mejorar la eficiencia del proceso revisión de estado de envases y como hipótesis secundaria: Mediante la implementación de herramientas de Lean Manufacturing se logra la reducción de retrabajos realizados, es decir, se reduce el número de veces en realizar una segunda revisión de cajas completas con envases revisados.
Metodología
Una de las herramientas de Lean Manufacturing es AMEF (Análisis de modo y efecto de falla), sirve para reconocer y evaluar fallas potenciales de productos, procesos y los efectos de dichas fallas, y a través del cual, se describirá el proceso de la revisión de estado de envases (Tabla 2), identificándose las actividades que no agregaban valor o llamado “desperdicios”. Según Tapping & Shuker (2003), el objetivo del Lean es la eliminación total de desperdicios. Los desperdicios son conocidos como los siete desperdicios mortales, siendo estos: Sobreproducción, inventarios en exceso, tiempos de espera, transporte, sobreproceso, movimientos innecesarios, retrabajos (defectos). Se evaluaron los niveles de riesgo para la Situación Inicial tomándose en cuenta criterios para la evaluación de riesgo (Tabla 1), además, se determinaron los siguientes rangos para los valores del riesgo (RPN), considerándose: <1 - 45]: Riesgo Bajo, <46 - 147]: Riesgo Intermedio, <148 - 729]: Riesgo Alto.
Tabla 1 Criterios para la evaluación del riesgo
| Calificación | Criterio | Severidad (S) | Criterio | Ocurrencia (O) | Criterio | Detección (D) |
|---|---|---|---|---|---|---|
| 1 | Muy baja | El fallo es
imperceptible para el cliente |
Improbable | El fallo es inexistente | Muy alta | El fallo es
siempre identificado |
| 3 | Baja | El cliente puede
distinguir el fallo, pero solo provoca una ligera molestia |
Baja | Pueden ocurrir muy
pocos fallos en situaciones pasadas similares |
Alta | El fallo será
identificado casi siempre |
| 5 | Moderada | El fallo produce disgusto
e insatisfacción en el cliente |
Moderada | El fallo puede
aparecer ocasionalmente |
Moderada | El fallo es
una característica que se puede identificar |
| 7 | Alta | El fallo es crítico y
genera insatisfacción en el cliente |
Alta | Se espera que el
fallo ocurra en la mayoría de las circunstancias |
Baja | El fallo es difícil
de detectar |
| 9 | Muy alta | El fallo involucra
problemas de salud o de no conformidad con los reglamentos legales |
Muy Alta | Es seguro que el fallo
se producirá siempre |
Improbable | No se
puede identificar el fallo |
Tabla 2 AMEF situación inicial
| Núm | Función (¿Qué hace?) |
Falla potencial (¿Qué puede fallar?) |
Efecto (¿Cuál es la conse- cuencia/falla?) |
1 S |
Causa potenciales (¿Qué lo puede ocasionar?) |
2 O |
Controles actuales (¿Qué control se tiene para detectar el defecto?) |
3 D |
4 RPN (S × O × D) |
| 1 | Retirar de caja los envases por revisar |
"Desperdicio" identifica- do: Sobreproducción, exceso de inventario, exceso de envases en mesas de trabajo |
Desorden en mesas de trabajo |
3 | Falta de capacitación en métodos para mejorar el proceso |
9 | No se realiza ningún control |
9 | 243 |
| 2 | Revisar defectos de envases |
"Desperdicio"
identifica- do: Exceso de tiempos de espera de envases en mesa de trabajo |
Incremento del tiempo de activida- des que no agregan valor al proceso |
3 |
Falta de
capacitación en métodos para mejorar el proceso |
9 |
No se realiza
ningún control |
9 |
243 |
| Desperdicio
identificado: Sobreprocesamiento. Revisión repetitiva de algunos estándares para encontrar defectos en los envases |
Incremento del tiempo de activida- des que no agregan valor al proceso |
3 |
Estándares no
están bien definidos para identificar defectos |
9 |
No se realiza
ningún control |
9 |
243 |
||
| Desperdicio
identificado: Retrabajos (defectos). Los envases se caen al piso siendo descartados y considerados como merma |
Incremento en
la merma de envases |
7 |
Los envases
se encuentran apilados en cantidades altas |
7 |
No se realiza ningún control |
9 |
441 |
||
| Envases revisados pues- tos en caja para entrega con presencia de uno o más defectos |
Revisar por segunda vez cajas completas con envases revisados con anterioridad |
7 | No se revisan todos los tipos de defectos en los envases por el apuro en cumplir con la meta establecida |
9 | Se realiza auditoría de calidad a las cajas con envases revisados |
1 | 63 | ||
| 3 | Separar envases con defectos |
No se revisan todos
los defectos identificados en un envase |
Cajas con
envases revisados vuelven a ser revisados en su totalidad |
7 |
Se apura la
revisión de envases para cumplir con la meta establecida de cajas revisadas |
9 |
No se realiza
ningún control |
9 |
567 |
| No se separan envases con defectos |
7 | Estándares no están bien definidos para identificar defectos |
9 | No se realiza ningún control |
9 | 567 | |||
| 4 | Soplar los envases con aire compri- mido |
Incorrecto soplado
de envases con aire compri- mido |
Envases
con pelusas |
7 |
El soplado con
aire comprimido del envase es apresurada para cumplir con la meta establecida de cajas revisadas |
7 |
No se realiza
ningún control |
3 |
147 |
| Desperdicio identificado: Transporte de envases, movimientos innecesa- rios. Se camina aprox. seis metros con los enva- ses hasta máquina que posee aire comprimido |
Incremento en el tiempo de actividades que no agregan valor al proceso |
3 | Una de las máquinas de aire comprimido está lejos de las mesas de trabajo |
9 | No se realiza ningún control |
5 | 135 | ||
| 5 | Colocar envases en cajas |
No colocar bolsa protec- tora de envases en el interior de la caja |
Exposición de vasos a polvo |
7 | No se disponga de bolsa para colocar en el interior de la caja |
1 | Se revisa que la caja dis- ponga de la respectiva bolsa que irá en el interior |
1 | 7 |
| 6 | Cerrar caja con envases |
||||||||
Se identificó que, de 193 cajas revisadas de envases, se volvieron a revisar 51 cajas, es decir, el desperdicio “Retrabajo” podía llegar hasta 26.4 %.
Desarrollo de la metodología
Según Tapping & Shuker (2003) existen tres fases para implementar Lean Manufacturing:
1) Comprender y satisfacer la demanda del cliente.
2) Establecer un flujo continuo para garantizar que el producto correcto llegue en el momento correcto.
3) Realizar la Nivelación de la producción para distribuir el trabajo de manera uniforme.
Como inicio de la mejora al proceso seleccionado se consideraron solo las dos primeras fases.
Diseño 1
Demanda del cliente
Para definir la demanda del cliente se considera la siguiente información:
Nota: El número de envases por hilera es 33.
Flujo continuo
Según Tapping & Shuker (2003) en el corazón del Lean está el Just InTime o flujo continuo, es decir, producir trabajo de acuerdo con tres principios clave: Solo lo que se necesita, justo cuando se necesita, en la cantidad exacta necesaria. Como primera actividad, se asociaron todos los tipos de defectos a las actividades que los operarios realizaban para identificar dichos defectos (Tabla 3).
Tabla 3 Relación entre actividad a realizar y defectos a tratar
| Código | Actividad | Defecto a tratar |
|---|---|---|
| A | Retirar hilera de 33 undades de caja | |
| B | Dividir hilera en 3 partes de 11 envases c/u | |
| C | Girar envase boca abajo de cada hilera de envases | Deformidad pronunciada,
válvula, rebaba en base de vaso - falda en base, arruga en envase |
| D | Revisar 1 × 1 boca arriba cada hilera de envases | Letras legibles |
| E | Revisar cada hilera boca abajo | Rebaba en boca de vaso |
| F | Palpar 1 × 1 envase boca abajo | Deformidad fina |
| G | Revisar cada hilera 1 × 1 envase boca arriba | Granulos en el interior
de vaso, puntos negros en fondo de vaso |
| H | Revisar cada hilera boca arriba | Formación de línea en forma de sonrisa |
| I | Limpiar cada hilera con
alcohol isopropílico (boca arriba) |
Grasa, polvillo, pelusa, puntos negros en borde |
| J | Limpiar cada hilera con
alcohol isopropílico (boca abajo) |
Grasa, polvillo, pelusa, puntos negros en borde |
| K | Unir 3 hileras de
envases y realizar conteo de 33 unidades |
|
| L | Soplar cada hilera de 33 envases con aire comprimido | Contaminación por pelusa |
| M | Colocar hilera de 33 envases en caja |
Luego de diez muestras de cada actividad, se midieron los respectivos tiempos de ciclo del proceso “Revisión de estado de envases”. Considerando los tiempos por suplementos (Tabla 4) se obtiene el tiempo total de ciclo (Tabla 5).
Tabla 4 Valores de tiempos para suplementos
| Tiempo por | Segundos |
|---|---|
| Necesidades personales (beber agua, ir a SSHH) | 0.05 |
| Fatiga básica | 0.04 |
| Holgura por estar parado | 0.02 |
| Monotonía | 0.04 |
| Tareas tediosas (Uso repetido de dedos, manos, brazos | 0.05 |
| Total suplementos | 0.20 |
Fuente: Niebel & Freivalds (2009).
Tabla 5 Tiempos de ciclo-situación inicial
| Código | Actividad | Valor promedio (segundos) |
|---|---|---|
| A | Retirar hilera de 33 unidades de caja | 2.8 |
| B | Dividir hilera en 3 partes de 11 envases c/u | 9.0 |
| C | Girar envase boca abajo de cada hilera de envases | 14.4 |
| D | Revisar 1 x 1 boca arriba cada hilera de envases | 14.9 |
| E | Revisar cada hilera boca abajo | 2.8 |
| F | Palpar 1 x 1 envase boca abajo | 12.0 |
| G | Revisar cada hilera 1 x 1 envase boca arriba | 12.1 |
| H | Revisar cada hilera boca arriba | 2.3 |
| I | Limpiar cada hilera con alcohol isopropílico (boca arriba) | 22.0 |
| J | Limpiar cada hilera con alcohol isopropílico (boca abajo) | 20.0 |
| K | Unir 3 hileras de envases y realizar conteo de 33 unidades | 8.0 |
| L | Soplar cada hilera de 33 envases con aire comprimido | 17.9 |
| M | Colocar hilera de 33 envases en caja | 2.0 |
| Tiempo de ciclo | 140.2 | |
| Suplementos (1 + 0.20) | 1.2 | |
| Tiempo total de ciclo (98.2 x 1.20) | 168.3 |
El turno de trabajo es de 11 horas, al cual se le ha excluido 1 hora de refrigerio, por lo tanto, para el cálculo del tiempo takt se considera el equivalente de 39,600 segundos:
Para el diseño de la gráfica de equilibrio (Tabla 6), se calcula el número de operarios requeridos:
Donde número de operarios = 5.1. Se considerará el valor de 5 operarios.
Tabla 6 Especificaciones para diseño de la gráfica de equilibrio
| Tiempo total de ciclo (segundos) |
Tiempo disponible (segundos/ turno) |
Demanda (Núm. Total de hilera/ turno) |
Tiempo TAKY (segundos/ hilera) |
Núm de operarios |
|---|---|---|---|---|
| 168.3 | 39600 | 1200 | 33 | 5.1 |
Para establecer un flujo continuo se utilizaron las siguientes herramientas de Lean Manufacturing: Gráfica de equilibrio y manufactura celular.
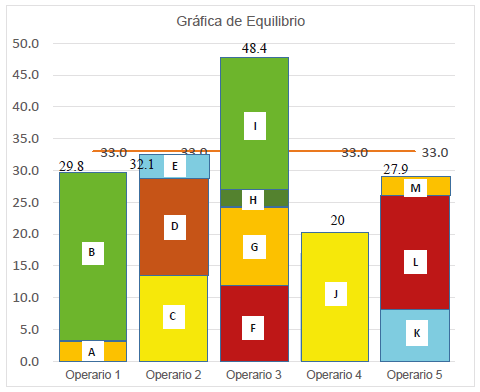
La gráfica de equilibrio
Tapping & Shuker (2003) señalan que: “La Gráfica de equilibrio de trabajadores es una muestra visual de los elementos de trabajo, tiempos y trabajadores en cada ubicación. Se utiliza para mostrar oportunidades de mejora mostrando visualmente los tiempos de cada operación de trabajo en relación con el tiempo total del ciclo del flujo de valor y el tiempo takt” (Tabla 7).
Tabla 7 Diseño de gráfica de equilibrio con 5 operarios
| Operario | Actividades | Tiempo (seg.) | Tiempos de ciclo (seg.) | Tiempo Takt (seg.) | Diferencia (seg.) |
|---|---|---|---|---|---|
| Uno | A + 3 × B | 2.8 + 3 × 9.0 | 29.8 | 33 | 3.2 |
| Dos | C+ D + E | 14.4 + 14.9 + 2.8 | 32.1 | 33 | 0.9 |
| Tres | F + G + H + I | 12.0 + 12.1 + 2.3 + 22 | 48.4 | 33 | - 15.4 |
| Cuatro | J | 20 | 20 | 33 | 13 |
| Cinco | K + L + M | 8 + 17.9 + 2.0 | 27.9 | 33 | 5.1 |
Del diseño establecido en la Tabla 7 se elabora la gráfica de equilibrio para los cinco operarios (Figura 1).
Manufactura celular
Es otra herramienta de Lean Manufacturing. Según Bicheno & Holweg (2009), aplicando manufactura celular se puede conseguir: Reducción del lead time a través del flujo de pieza única, reducciones de inventario, control simplificado, identificación temprana de problemas de calidad, posibilidades mejores de rotación de trabajos, flexibilidad de volumen ajustando el número de trabajadores. Se elabora el diseño de célula para tres operarios cuyo diseño realizado de la manufactura celular involucra también la implementación de las 5S (Figura 2).
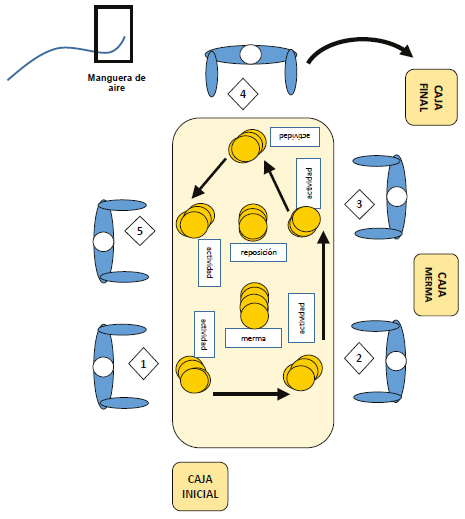
Se evidencia que el ultimo operario (asignado con el numero 5) queda con tiempos libres por los tiempos de espera que pueden presentarse en las actividades que realicen los operarios que lo anteceden. Se observa que la actividad “Limpiar cada hilera con alcohol isopropílico”, la cual es la que ocupa mayor tiempo, puede realizarse solo a algunos envases y no a todos, es decir, la limpieza abarcaría específicamente solo para aquellos envases que pueden presentar grasa en sus bordes, polvillo o pelusa. Se observa que dividir las hileras de los envases en tres partes beneficia el traslado de dichas partes para la realización de todas las actividades establecidas, pero incrementa el tiempo de ciclo total.
Diseño 2
Demanda del cliente. Se mantiene la demanda del diseño inicial: 1200 hileras de envases/turno.
Flujo continuo. Se modifican algunas actividades, por ejemplo, dividir la hilera de envases en dos partes o realizar la limpieza con alcohol isopropílico solo para los envases identificados con defectos (Tabla 8).
Tabla 8 Relación entre actividad a realizar y defectos a tratar
| Código | Actividad | Defecto a tratar |
|---|---|---|
| A |
Retirar hilera de 33
unidades de caja |
|
| B |
Dividir hilera en 2 partes
de 16 envases c/u separando un envase |
|
| C |
Girar envase boca abajo de
cada hilera de envases |
Deformidad pronunciada,
válvula, rebaba en base de vaso, rebaba en falda en base, arruga en envase |
| D |
Revisar 1 × 1 boca arriba
cada hilera de envases |
Letras
ilegibles |
| E |
Revisar cada hilera boca
abajo |
Rebaba en boca de
vaso |
| F |
Palpar 1 × 1 envase boca
abajo |
Deformidad
fina |
| G |
Revisar cada hilera 1 × 1
envase boca arriba |
Granulos en el interior de
vaso, puntos negros en fondo de vaso |
| H |
Revisar cada hilera boca
arriba |
Formación de línea en forma
de sonrisa |
| I |
Limpiar cada hilera con
alcohol isopropílico |
Grasa, polvillo, pelusa,
puntos negros en borde |
|
J |
Unir 2 hileras de envases
más 1 y realizar conteo de 33 unidades |
|
| K |
Soplar cada hilera de 33
envases con aire comprimido |
Contaminación por
pelusa |
| L | Colocar hilera de 33 envases en caja |
Se realiza una nueva muestra de diez mediciones provenientes del diseño inicial para las actividades que se mantendrán. Se modifican algunas de las actividades esperando mejorar el diseño y los tiempos de ciclo (Tabla 9).
Tabla 9 Tiempos de ciclo
| Código | Actividad | Valor promedio (segundos) |
|---|---|---|
| A |
Retirar hilera de 33 unds. de
caja |
2.7 |
| B |
Dividir hilera en 2 partes de
16 envases c/u separando un envase |
5.3 |
| C |
Girar envase boca abajo de
cada hilera de envases |
8.7 |
| D |
Revisar 1 x 1 boca arriba cada
hilera de envases |
14.6 |
| E |
Revisar cada hilera boca
abajo |
4.5 |
| F |
Palpar 1 x 1 envase boca
abajo |
11.3 |
| G |
Revisar cada hilera 1 x 1
envase boca arriba |
10.7 |
| H |
Revisar cada hilera boca
arriba |
2.9 |
| I |
Limpiar cada hilera con
alcohol isopropílico |
10.9 |
|
J |
Unir 2 hileras de envases más
uno y realizar conteo de 33 unidades |
9.0 |
| K |
Soplar cada hilera de 33
envases con aire comprimido |
12.4 |
| L |
Colocar hilera de 33 envases
en caja |
5.2 |
|
|
Tiempo de
ciclo |
98.2 |
|
|
Suplementos (1 +
0.20) |
1.2 |
| Tiempo total de ciclo (98.2 x 1.20) | 117.8 |
Donde:
Tiempo takt = 33 segundos/hilera.
Para el diseño de la gráfica de equilibrio (Tabla 10) se calcula el número de operarios requeridos:
Donde:
Número de operarios = 3.5.
Se considerará el valor de 3 operarios.
Tabla 10 Especificaciones para diseño de la gráfica de equilibrio
| Tiempo total de ciclo (sg.) |
Tiempo disponible (sg./turno) |
Demanda (Núm. total de hileras/turno) |
Tiempo TAKT (sg./hilera) |
Núm. de operarios |
|---|---|---|---|---|
| 117.8 | 39600 | 1200 | 33 | 3 |
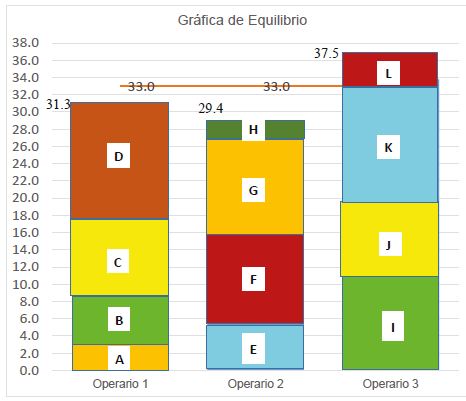
Considerando la información de la Tabla 9 y Tabla 10 se realiza el diseño de la gráfica de equilibrio distribuyendo las actividades entre el número de operarios requeridos (Tabla 11).
Tabla 11 Diseño de gráfica de equilibrio con 3 operarios
| Operario | Actividades | Tiempos (sg.) | Tiempos de ciclo (sg.) | Tiempo Takt (sg.) | Diferencia (sg.) |
|---|---|---|---|---|---|
| Uno |
A + B + C +
D |
2.7 + 5.3 + 8.7 +
14.6 |
31.3 |
33 |
1.7 |
| Dos |
E + F + G +
H |
4.5 + 11.3 + 10.7 +
2.9 |
29.4 |
33 |
3.6 |
| Tres | I + J + K + L | 10.9 + 9.0 + 12.4 + 5.2 | 37.5 | 33 | - 4.5 |
Del diseño establecido en la Tabla 11 se elabora la gráfica de equilibrio para los tres operarios (Figura 3). Asimismo, se define el diseño de célula para tres operarios (Figura 4).
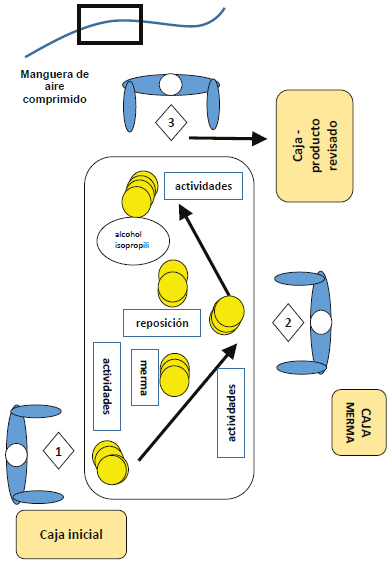
Del mismo modo, se establece el diseño celular para los tres operarios.
Se requerirán dos mesas de trabajo, cada una con tres operarios para cumplir con la meta establecida.
Aplicado el Diseño 2, se evidenció que tres operarios en una mesa de trabajo podían realizar en promedio una caja por hora, obteniéndose en promedio once cajas en las once horas que correspondían a un turno de trabajo, requiriéndose en total tres mesas cada una con tres operarios para alcanzar una producción promedio de 33 cajas con envases revisados. Se observó que los seis operarios son insuficientes para poder cumplir con la meta de 40 cajas, teniendo entre las causas principales:
Cansancio por realizar un trabajo de pie, monótono, lo cual ocasiona disminución en las actividades a realizar por parte del operario.
Ausencia de una manguera adicional para aire comprimido en una de las dos máquinas compresoras, ya que con la que se dispone se abastece a las necesidades de los demás operarios que realizan actividades iguales para otros envases de otros productos.
5S
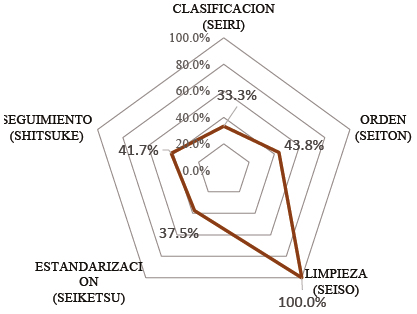
Otra herramienta de Lean Manufacturing son las 5S. “Las 5S constituyen una disciplina para lograr mejoras en la productividad del lugar de trabajo mediante la estandarización de hábitos de orden y limpieza” (Socconini, 2017). A través de la evaluación de las 5S tambien se puede observar una situación inicial y una situación posterior. Se consideran los siguientes valores de puntuación para evaluar 5S: Bastante de acuerdo: 4, De acuerdo: 3, No estoy muy de acuerdo: 2, Casi nada de acuerdo: 1, En Desacuerdo: 0 (Tabla 12, Figura 5).
Tabla 12 Evaluación de 5S-Situación inicial
| 5S | Descripción | 0 | 1 | 2 | 3 | 4 |
|---|---|---|---|---|---|---|
| Clasificación (SEIRI) |
Material/insumos sin exceso de inventario o en proceso | X | ||||
| No existen elementos innecesarios en la mesa de trabajo | X | |||||
| Uso de etiquetas de identificación | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 0.0 | 33.3 | |
| TOTAL | 33.3 % | |||||
| Orden (SEITON) |
Existen áreas de almacenaje marcadas | X | ||||
| Están definidos máximos y mínimos de envases a trabajar | X | |||||
| Operarios poseen lugares
de trabajo claramente identificados |
X | |||||
| Áreas de trabajo están
libres de elementos que obstaculizan el paso |
X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 18.8 | 25.0 | |
| TOTAL | 43.8 % | |||||
| Limpieza (SEISO) |
Limpieza de pisos y paredes | X | ||||
| Limpieza de mesas de trabajo | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 0.0 | 100.0 | |
| TOTAL | 100.0 % | |||||
| Estandarización (SEIKETSU) |
Estándares bien definidos de tipos de defectos en envases | X | ||||
| Existencia de instructivos de método de producción | X | |||||
| Existencia de método de producción definido | X | |||||
| Se han implementado ideas de mejora | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 37.5 | 0.0 | |
| TOTAL | 37.5 % | |||||
| Seguimiento (SHITSUKE) |
Capacitación de personal
en métodos para la identificación de los tipos de defectos |
X | ||||
| Capacitación de personal
en método de trabajo del proceso Revisión de envases |
X | |||||
| Cumplimiento de métodos
para la identificación de tipos de defectos en envases |
X | |||||
| SUBTOTAL | 0.0 | 0.0 | 16.7 | 25.0 | 0.0 | |
| TOTAL | 41.7 % |
Fuente: Adaptado de Azabache & Saldaña (2019).
Resultados
En la evaluación de 5S (Tabla 13, Figura 6), AMEF (Tabla 14) se observan resultados positivos respecto a la situación posterior.
Tabla 13 Evaluación de 5S-Situación posterior
| 5S | Descripción | 0 | 1 | 2 | 3 | 4 |
|---|---|---|---|---|---|---|
| Clasificación (SEIRI) |
Materiales/insumos sin exceso
de inventario en proceso |
X | ||||
| No existen elementos
innecesarios en la mesa de trabajo |
X | |||||
| Uso de etiquetas de identificación | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 25.0 | 66.7 | |
| TOTAL | 91.7 % | |||||
| Orden (SEITON) |
Existen áreas de almacenaje marcadas | X | ||||
| Están definidos máximos y
mínimos de envases a trabajar |
X | |||||
| Operarios poseen lugares de
trabajo claramente identificados |
X | |||||
| Areas de trabajo están libres
de elementos que obstaculizan el paso |
X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 37.5 | 50.0 | |
| TOTAL | 87.5 % | |||||
| Limpieza (SEISO) |
Limpieza de pisos y paredes | X | ||||
| Limpieza de mesas de trabajo | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 0.0 | 100.0 | |
| TOTAL | 100.0 % | |||||
| Estandarización (SEIKETSU) |
Estándares bien definidos de
tipos de defectos en envases |
X | ||||
| Existencia de instructivos de método de producción | X | |||||
| Existencia de método de producción definido | X | |||||
| Se han implementado ideas de mejora | X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 37.5 | 50.0 | |
| TOTAL | 87.5 % | |||||
| Seguimiento (SHITSUKE) |
Capacitación de personal en
métodos para la identi- ficación de los tipos de defectos |
X | ||||
| Capacitación de personal en
método de trabajo del proceso revisión de envases |
X | |||||
| Cumplimiento de métodos para
la identificación de tipos de defectos en envases |
X | |||||
| SUBTOTAL | 0.0 | 0.0 | 0.0 | 25.0 | 66.7 | |
| TOTAL | 91.7 % |
Fuente: Adaptado de Azabache& Saldaña, (2019).
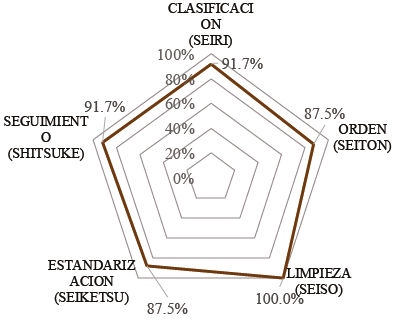
Tabla 14 AMEF-Situación posterior
| Núm. | Función (¿Qué hace?) |
Acciones
correctivas recomendadas |
Responsables | Fecha de implementación |
Resultados de acciones | ||||
| Acciones tomadas | 5 | 6 | 7 | 8 | |||||
| S | O | D | RPN | ||||||
| 1 | Retirar de caja los envases por revisar |
Establecer método de trabajo para la revisión de envases |
Gerencia General |
May-21 | Se diseñó e implementó método de mejora utilizando herramientas de Lean Manufacturing |
3 | 1 | 1 | 3 |
| 2 | Revisar defectos de envases |
Establecer método
de trabajo para la revisión de envases |
Gerencia General |
May-21 | Se diseñó
e implementó método de mejora utilizando herramientas de Lean Manufacturing |
2 | 1 | 1 | 2 |
| Establece
estándares para la identificación de defectos en envases |
Gerencia General |
May-21 | Estandarización sobre acciones a realizar para identificar defectos en los envases |
1 | 1 | 1 | 1 | ||
| Establecer método de trabajo para la revisión de envases |
Gerencia General |
May-21 | Se diseñó e
imple- mentó método de mejora utilizando herramientas de Lean Manufacturing |
7 | 1 | 1 | 7 | ||
| Establecer método de trabajo para la revi- sión de envases |
Gerencia General |
May-21 | Se diseñó e imple- mentó método de mejora utilizando herramientas de Lean Manufacturing |
7 | 7 | 1 | 49 | ||
| 3 | Separar envases con defectos |
Establecer método
de trabajo para la revi- sión de envases |
Gerencia General |
May-21 | Se diseñó e
imple- mentó método de mejora utilizando herramientas de Lean Manufacturing |
7 | 5 | 1 | 35 |
| Establecer método de trabajo para la revi- sión de envases |
Gerencia General |
May-21 | Se diseñó e imple- mentó método de mejora utilizando herramientas de Lean Manufacturing |
7 | 5 | 1 | 35 | ||
| 4 | Soplar envases con aire comprimido |
Establecer método de trabajo para la revi- sión de envases |
Gerencia General |
May-21 | Se diseñó e imple- mentó método de mejora utilizando herramientas de Lean Manufacturing |
7 | 5 | 3 | 105 |
| 5 | Soplar envases con aire comprimido |
Agregar dos mangue- ras adicionales para proporcionar aire comprimido, una en cada una de las dos máquinas compreso- ras, cerca de las me- sas de trabajo |
Gerencia General |
May-21 | Se implementó una manguera adicio- nal para aire com- primido |
3 | 7 | 3 | 63 |
| 6 | Colocar envases en caja |
Ninguna | 7 | 1 | 1 | 7 | |||
| 7 | Cerrar caja con envases |
||||||||
Asimismo, en las Figuras 7 y 8 se muestra el método de revisión de estado de envases en situación inicial y posterior.


Del análisis de la Tabla 15 se obtiene un valor de p < 0.05 significando que existen razones para rechazar la hipótesis nula (eficiencias son iguales), ya que se observa evidencia estadística suficiente para expresar que la eficiencia, posterior a la implementación de herramientas de Lean Manufacturing, se ha incrementado (hipótesis alterna).
Tabla 15 Resultados de la prueba de normalidad para la eficiencia de proceso-hipótesis principal
| Prueba T e IC de dos muestras: eficiencia inicial; eficiencia posterior | ||||
| T de dos muestras para eficiencia inicial vs. Eficiencia posterior | ||||
| N | Media | Desv. Est. | Error estándar de la media |
|
| Eficiencia inicial | 10 | 3.266 | 0.394 | 0.12 |
| Eficiencia posterior | 10 | 3.633 | 0.105 | 0.033 |
| Diferencia = μ (eficiencia inicial) - μ (eficiencia posterior) | ||||
| Estimación de la diferencia: - 0.367 | ||||
| Límite superior 95 % de la diferencia: - 0.133 | ||||
| Prueba T de diferencia = 0 (vs. <): Valor T = - 2.85 Valor p = 0.009 GL = 10 | ||||
Asimismo, de la Tabla 16, se obtiene como resultado un valor de p < 0.05 significando que existen razones para rechazar la hipótesis nula (revisiones de número de cajas por segunda vez, antes y después de implementar herramientas de Lean Manufacturing, son iguales), ya que se observa evidencia estadística suficiente para expresar que las revisiones de número de cajas por segunda vez, posteriores a la implementación de herramientas de Lean Manufacturing, ha disminuido (hipótesis alterna). Esto significa que, aun cuando no se cumple la meta de 40 cajas, se mejora la eficiencia del proceso (Tabla 17), se reducen los retrabajos referidos a la revisión de cajas completas con envases por segunda vez, las cuales, podían representar aproximadamente 26.4 %, llegando a reducirse en promedio a 3 % luego de implementar herramientas de Lean Manufacturing. Los operarios que ya no se requerían en el proceso revisión del estado de envases fueron trasladados hacia otros servicios que realiza la empresa.
Tabla 16 Resultados de la prueba de normalidad para el número de cajas revisadas por segunda vez-hipótesis secundaria
| Prueba T e IC de dos muestras: Retrabajo inicial (Núm. de; Retrabajo posterior (Núm. | ||||
| T de dos muestras para Retrabajo inicial (Núm. De cajas) vs Retrabajo posterior (Núm de caja | ||||
| N | Media | Desv. Est. | Error estándar de la media |
|
| Retrabajo inicial (N° de | 5 | 45.80 | 6.46 | 2.9 |
| Retrabajo posterior (N° de | 5 | 3.60 | 1.14 | 0.51 |
| Diferencia = μ (Retrabajo inicial) (Núm. de cajas) - μ (Retrabajo posterior (Núm. de caja) | ||||
| Estimación de la diferencia: 42.20 | ||||
| Límite inferior 95 % de la diferencia: 35.95 | ||||
| Prueba T de diferencia = 0 (vs. >): Valor T = 14.39 Valor p = 0.000 GL = 4 | ||||
Conclusiones
En el presente trabajo, se demuestra que el uso de herramientas de Lean Manufacturing tiene un impacto positivo en la eficiencia del proceso analizado reduciendo el uso de mano de obra para similares niveles de producción. Los operarios que no eran necesarios para dicho proceso se les reubicó en otros servicios.
Los resultados muestran un incremento en la eficiencia hasta en 28 % demostrando el impacto positivo de las herramientas de Lean Manufacturing, además de la reducción de revisión de cajas completas con envases por segunda vez, siendo la causa principal para su segunda revisión, la presencia de pelusas en los envases.
El cansancio de los operarios podría mejorarse si se utilizaran sillas ergonómicas o colchonetas de pie que permitan disminuir el cansancio y mejorar el rendimiento en el trabajo para igualar o mejorar el diseño inicial del método establecido.
Evaluar que cada una de las dos máquinas compresoras disponga de tres mangueras para aire comprimido, debiendo equilibrar la presión de aire en todas las mangueras con el objetivo de que se pueda eliminar por completo la presencia de pelusas y no se vuelvan a revisar cajas completas por la presencia de pelusas en los envases.

