











 nova página do texto(beta)
nova página do texto(beta) Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink1. Introducción
Uno de los principales retos de la industria hoy en día es la creación de procesos flexibles y eficientes al menor costo posible [1]. Al igual que en las transformaciones industriales pasadas, la industria 4.0 pretende evolucionar la forma de trabajo y el ambiente industrial mediante una fusión entre el mundo digital, físico y biológico de las industrias [2]. Teniendo como base la habilidad de conectar todos los elementos involucrados en la cadena de valor del producto [3].
La industria 4.0 facilita la recopilación de datos y análisis, evaluación de la productividad y mejora continua de procesos. Se necesitaba del desarrollo del concepto de Industria 4.0 para crear nuevos modelos de negocios, basándolos en la cooperación y la mejora de los recursos disponibles [4].
Desde el punto de vista de la manufactura, la industria 4.0 busca asegurar una flexibilidad y una correcta escalabilidad en los sistemas de manufactura al integrar las tecnologías de la información como medio para el monitoreo de los procesos, mejorando así las estrategias operacionales [5]. Con la combinación de herramientas como los sistemas ciber físicos, el manejo de una gran cantidad de datos (big data, por sus siglas en inglés) y el análisis predictivo de la minería de datos, se busca incrementar la productividad de los procesos de producción, al reducir tiempos de ciclo, cambios de modelos, tiempos muertos o costos de operación [6].
Büchi [7], identifica las principales ventajas de adoptar la industria 4.0 en las empresas:
Flexibilidad productiva.
Velocidad de los prototipos en serie.
Mayor capacidad de salida.
Costos de instalación reducidos.
Reducción de errores.
Reducción de tiempos muertos.
Mayor calidad del producto.
Mejor posicionamiento con el cliente.
Esto hace que la industria 4.0 sea muy atractiva para las compañías manufactureras, sin embargo, su adopción no es igual de sencilla para todas. Es el caso de las pequeñas empresas donde Dassisti [5] señala que parte de los paradigmas a las que estas empresas se enfrentan al momento de querer adoptar las tecnologías y plataformas de la industria 4.0 es: su limitada capacidad económica, la falta de estandarización en sus procesos y el uso de hardware y software independiente, lo que complica el proceso de estandarización. Aunando en el punto de vista técnico, la falta de protocolos de comunicación dentro de los equipos o su uso variado de ellos es una de las barreras más costosas a vencer por parte de las pequeñas empresas [8].
Horváth & Szabó [8] resaltan que si bien existen muchas barreras a las que las pequeñas empresas se enfrentan al momento de querer adoptar esta cuarta revolución. También hay ganancias al momento de implementarlas, que recaen en un aumento en la productividad y con ello en las ganancias del negocio. Además de los cambios en la organización que demandan de personal facultado para utilizar y aprovechar dichas plataformas. Demandando en el mercado, de profesionales de la industria con una visión transversal, alto nivel tecnológico y nuevas competencias [9].
Este artículo pone a prueba los conceptos de industria 4.0, sistemas ciber físicos, big data y minería de datos; dentro de una empresa con alto rezago tecnológico, la cual puede ser catalogada como una empresa pequeña. Dicha empresa perteneciente al sector industrial de fabricantes electrónicos, en la actualidad enfrenta múltiples retos de actualización; donde los métricos de producción aún son medidos de una manera rudimentaria. Con este trabajo se busca demostrar el beneficio y la información que las plataformas tecnológicas de la industria 4.0 pueden ofrecerle a la compañía, para facilitar la toma de decisiones.
El artículo se conforma por tres secciones. La primera sección presenta un contexto de las herramientas empleadas a lo largo de este trabajo. Después se describe el caso de estudio detallando del área sobre la que se centra la investigación. En la segunda sección se introduce con la plataforma desarrollada para dicho experimento. Y finalmente la tercera sección explica los resultados encontrados. Para finalizar con una conclusión de cómo la adopción de nuevas plataformas tecnológicas impacta a las pequeñas empresas.
1.1 Contexto
La industria 4.0, propone la adopción de elementos tecnológicos para constituir el concepto de industria inteligente en las industrias manufactureras. Uno de estos elementos de la industria 4.0 son los sistemas ciber físicos (CPS, por sus siglas en inglés) los cuales son sistemas capaces de adquirir datos, procesar información, controlar tareas e interactuar con las personas a través de interfaces tecnológicas [10]. Esto mediante una interacción continua entre herramientas computacionales y los sistemas industriales operando de manera retroalimentada en tiempo real [11]. Los sistemas ciber físicos constan de dos elementos importantes: una red de objetos y sistemas que se comunican entre sí; y de un entorno virtual que se crea una simulación por computadora de objetos y comportamientos en el mundo real [12].
Los sistemas ciber físicos con esta interacción demandan el manejo, recolección y análisis de datos de modo que la minería de datos, otro elemento más de la industria 4.0, es involucrado en esta clase de aplicaciones. La minería de datos por definición analiza e identifica patrones dentro de la recolección en grandes cantidades de datos. Con ello se puede extraer conocimiento y realizar predicciones como la realización de mantenimientos, detección y pronóstico de fallas, aseguramiento de la calidad y la toma de decisiones para el mejoramiento del [13].
La minería de datos es adoptada en las industrias por su capacidad de proveer información de un sistema, equipo u organización. Hoy en día las industrias buscan contar con procesos controlados que le den seguridad y estabilidad al negocio. Lo que se logra con el mejoramiento del desempeño organizacional. Fuentes [14] señala que la productividad, la satisfacción de los empleados, la rentabilidad y la eficiencia son indicativos del desempeño organizacional.
Para lograr una eficiencia operacional es necesario tomar en cuenta tres factores: la disponibilidad operativa, el rendimiento del equipo y la calidad, estos tres factores en conjunto ayudan a determinar la eficiencia operativa [15].
El método utilizado para la medición y rastreo de la eficiencia de un proceso es conocido como OEE (Overall Equipment Efficiency, por sus siglas en inglés), mismo que está basado en tres factores: % disponibilidad, % desempeño y % calidad.
1.2 Caso de estudio
La empresa con la que se vincula esta investigación cuenta con más de 25 años en el mercado. A pesar de ser una empresa con rezago tecnológico, está bien posicionada en el mercado y cuenta con un factor de seguridad en el mercado alto, debido a que los productos que desarrolla son equipo de seguridad para el hogar que en países como: Estados Unidos, Canadá y Australia son reglamentarios. En la Figura 1, se puede visualizar el proceso de la cadena de valor de la producción donde se resaltan los principales procesos para la fabricación del producto.
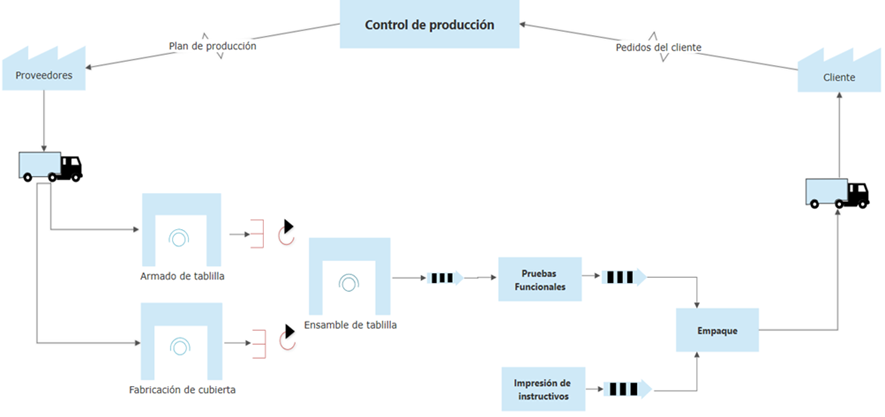
Este trabajo se concentra principalmente en el proceso de armado de tablilla. Este proceso fue seleccionado debido a que es esencial para la fabricación del producto, además de ser uno de los procesos con mayor área de oportunidad en cuanto a productividad.
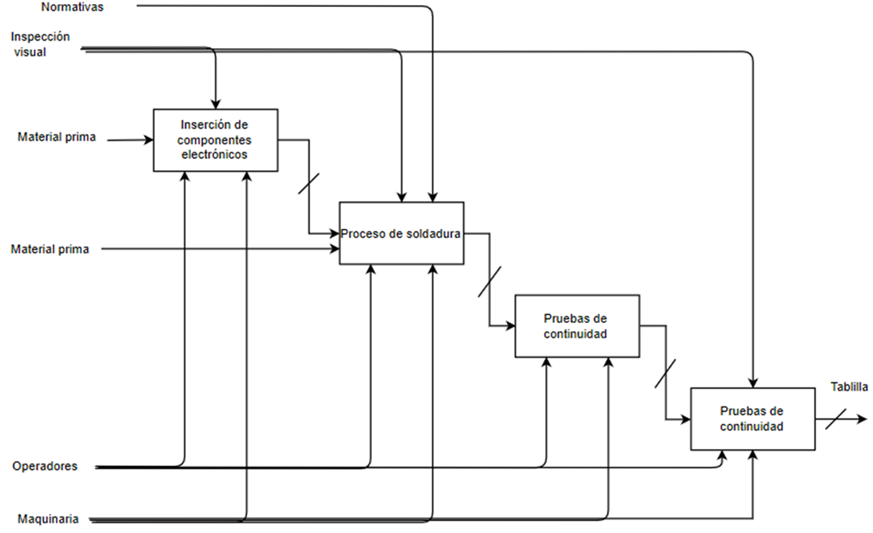
El proceso de armado de tablilla es una celda de trabajo conformada por 4 procesos: la inserción de componentes electrónicos, el proceso de soldadura, la prueba de continuidad y el corte de tablillas, como se muestra en el diagrama IDEF 0 (“Integration Definition for Function Modeling”, por sus siglas en inglés) en la Figura 2. La inserción de componentes es considerada el proceso más crítico de esta celda, pues una mala inserción repercute directamente en la calidad y funcionalidad del producto final. Dicho proceso de inserción está constituido por 6 máquinas de inserción automática de las cuales se seleccionó el cuello de botella de la línea para realizar el ejercicio de este trabajo.
En la actualidad esta celda tiene la capacidad de producir 2600 piezas por turno de acuerdo con el tiempo de ciclo de la operación restricción. Sin embargo, el promedio diario de producción es de 2000 piezas.
Con el sistema a implementar se busca identificar los principales contribuidores de que la línea no esté siendo utilizada al 100% de su capacidad.
II. Materiales
2.1 Hardware
De acuerdo con la arquitectura establecido en los sistemas ciber físicos, en el primer nivel de conexiones inteligentes se engloban todos los dispositivos ya sea sensores o controladores, utilizados para establecer la interacción entre el sistema computacional y el proceso o maquinaria de interés. Para el desarrollo del monitoreo de eficiencia en el proceso de auto inserción, se hizo uso de los siguientes dispositivos:
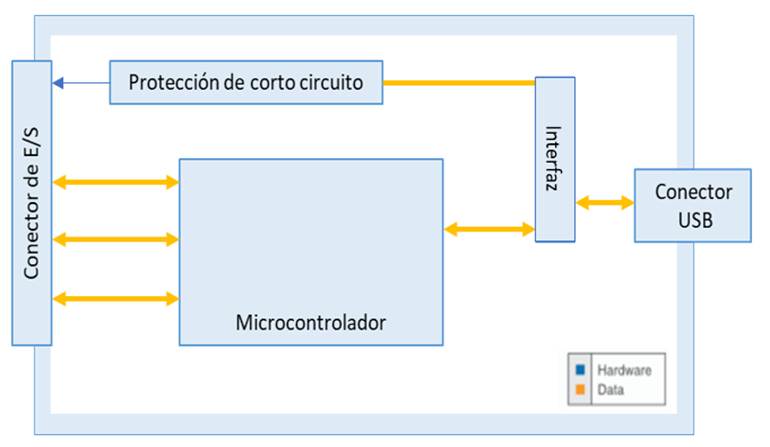
Tarjeta de adquisición de datos NI USB 6501. Es un dispositivo de E/S digital USB portátil alimentado por bus, que brinda adquisición de datos y control confiables. El dispositivo cuenta con 24 entradas y salidas digitales, además cuenta con un circuito que proporciona protección de sobrevoltaje a sus líneas de E/S y un contador de 32 bits (véase Figura 3). El BUS de comunicación utilizado es mediante USB.
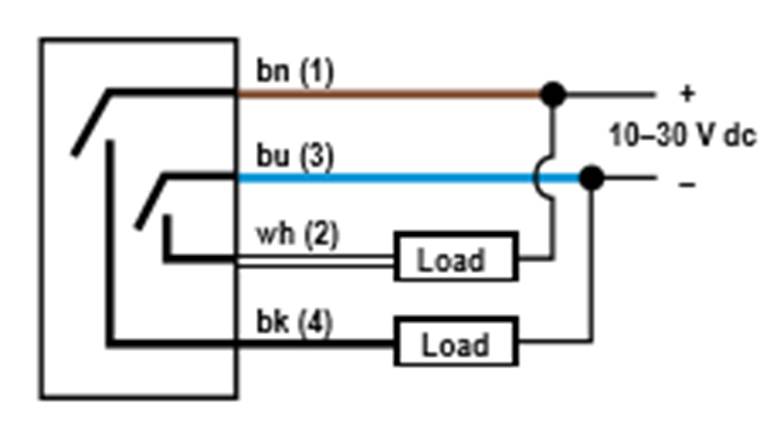
Sensor fotoeléctrico BANNER Q12AB6FF50. Sensor fotoeléctrico de luz roja visible (640nm) con un rango de alcance de 48mm sobre superficies con 90% de reflectancia (véase Figura 4). Para la interfaz se utilizó un juego de 4 sensores para la detección del cambio de material y uno adicional para detectar cada que el cabezal inserta un nuevo componente.
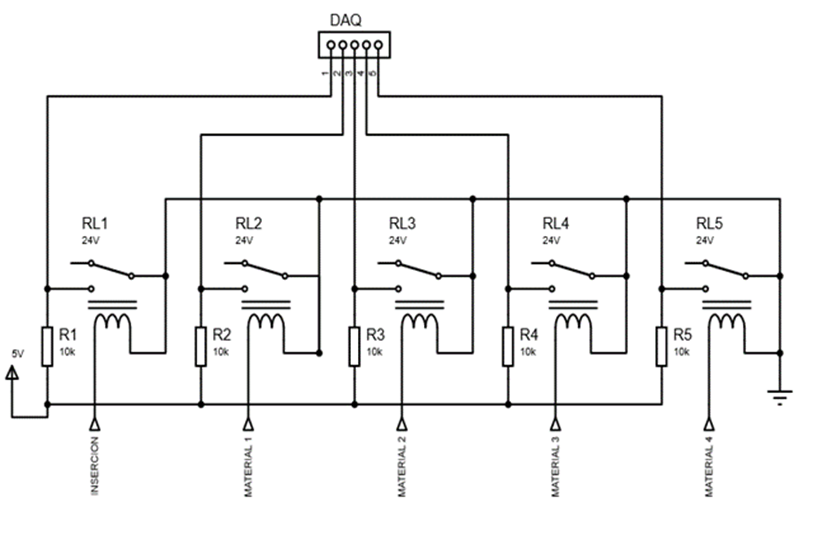
Circuito de acoplamiento electrónico. Para realizar estas conexiones fue requerido realizar un acoplamiento para convertir dichas señales a un rango digital de 0 a 5V, ya que el voltaje utilizado en los sensores es de 24V, como suele manejarse en los dispositivos industriales. La Figura 5 muestra el circuito electrónico utilizado para acondicionar dichas señales.
2.2 Software
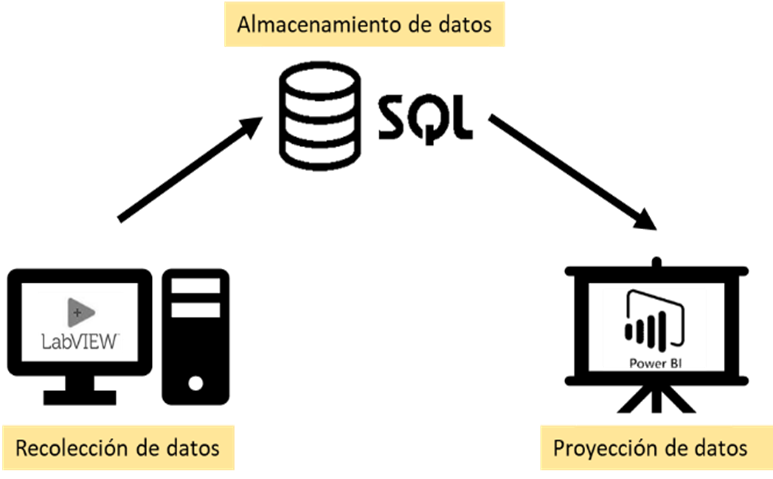
Dentro de las herramientas de software utilizadas en el desarrollo del sistema de monitoreo (véase Figura 6), se hizo uso de tres softwares en particular: Labview, un lenguaje de programación gráfico desarrollado por National Intruments en 1986 [16], donde se desarrolla la aplicación de adquisición de datos. Microsoft SQL, utilizado para almacenar los datos recolectados en una base de datos aislada y segura; y PowerBi, una herramienta de reciente creación de Windows utilizada para la creación de tablero inteligentes que le permiten al usuario final tener al alcance la información recolectada por todo el sistema en conjunto.
III. Metodología
El sistema en general se compone por dos plataformas una de recolección de datos y otra de interacción con el usuario. Dicha información es almacenada en una base de datos que funge como puente entre ambas plataformas. La plataforma de recolección de datos fue desarrollada en Labview, donde por medio de la tarjeta de adquisición de datos se establece una comunicación entre variables físicas de la máquina y un equipo de cómputo encargado de procesar dichas señales y convertirlas en información, en este caso de producción. Dicha aplicación corre ciclos en paralelo que permiten monitorear en tiempo real cambios en las variables de entrada y de esta forma identificar un paro en el ciclo de la máquina y a su vez contabilizar el número de inserciones exitosas realizadas por tablilla.
El programa se encuentra estructurado en varios submódulos (SubVi) que realizan funciones específicas, como la conexión de la tarjeta de adquisición de datos, el envío de datos a la base de datos, la captura de eventos para el tiempo muerto entre otros, a continuación, se describen los más importantes para esta aplicación.
1. Comunicación y adquisición de datos
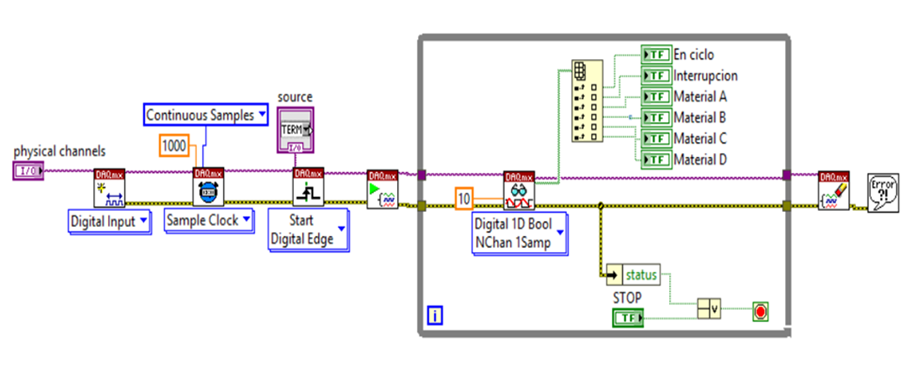
Para realizar y habilitar la recolección de datos se desarrolló un SubVi (véase Figura 7) que establece una comunicación entre el software y la tarjeta NI USB6501. Aquí se establece los canales de entradas y salidas utilizados en la aplicación y la cantidad de muestras realizadas por ciclo. Al tratarse de más de una señal se manejan los resultados a nivel de puerto, convirtiendo la lectura en un arreglo de 6 localidades cada una de ellas correspondientes a las señales de interés. Mismas que más adelante serán utilizadas en otras secciones del programa.
2. Captura de eventos (tiempo muerto)
Para la captura del tiempo muerto se utilizó una estructura de ciclos while maestro-esclavo (véase Figura 8), donde por medio de una estructura de eventos se detecta un cambio en el estado de la variable “en ciclo”, proveniente del Subvi de adquisición de datos. Al identificar este cambio de estado, el ciclo principal le manda un mensaje QUEUE al ciclo secundario. La estructura QUEUE es utilizada pues guarda un buffer de datos que permite estar capturando mensajes sin necesidad de esperar a que el ciclo secundario concluya. El ciclo secundario se encarga de diferenciar el motivo del tiempo muerto detectado y almacenarlo en la base de datos.
3. Cálculo de OEE
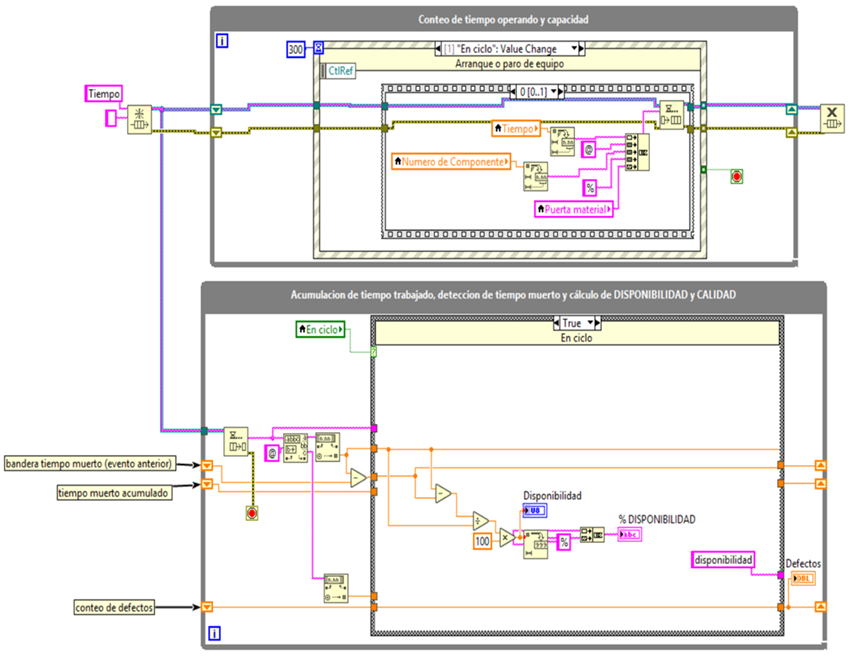
Una vez identificado el tiempo muerto y la cantidad de defectos en el ciclo secundario de la Figura 8. Se procede hacer el cálculo de la eficiencia de la operación, determinado por la Ec. (1). En la Figura 9 se muestra el código utilizado para este cálculo.
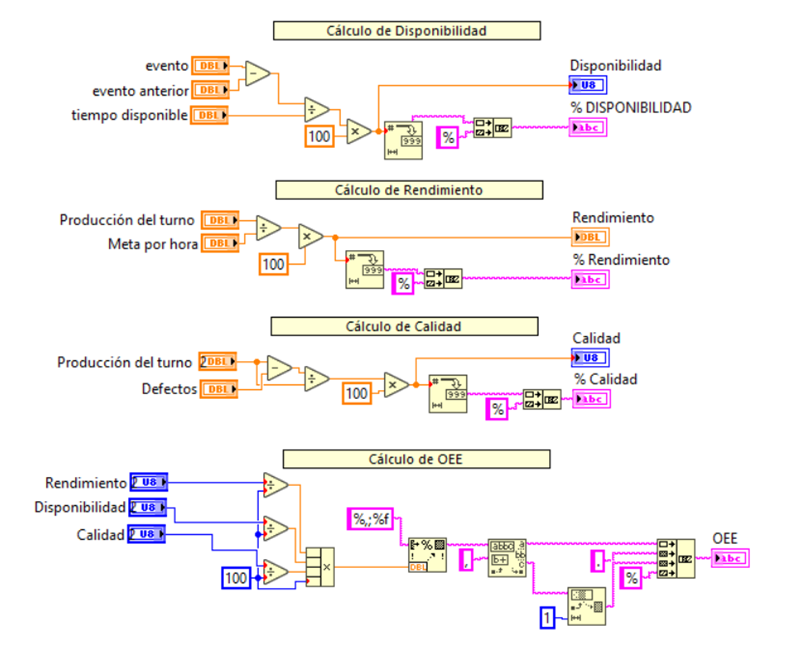
La fórmula para la obtención de la eficiencia de un proceso (OEE) está dada por la siguiente ecuación [17].
Donde:
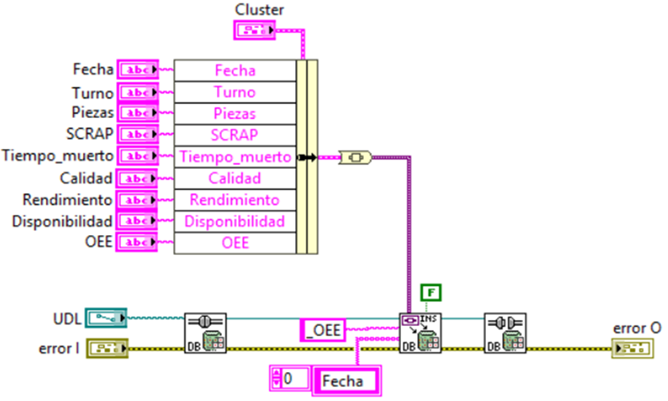
4. Envío de datos a base de datos
Para el almacenamiento de la información recolectada, se hizo uso de una base de datos en Microsoft SQL. Dicha base de datos cuenta con dos tablas, la primera llamada _OEE se utilizó para almacenar los datos de producción (piezas producidas, defectos, tiempo muerto, % de calidad, % de rendimiento, % de disponibilidad y % OEE) de cada hora. Mientras que la segunda, llamada _Microparos se utilizó para guardar la duración, fecha y motivo del evento de tiempo muerto detectado por el programa.
El programa en Labview cuenta con una subrutina encargada de enviar la información recopilada durante el turno a las tablas de la base de datos. La Figura 10 muestra el código empleado para esta acción.
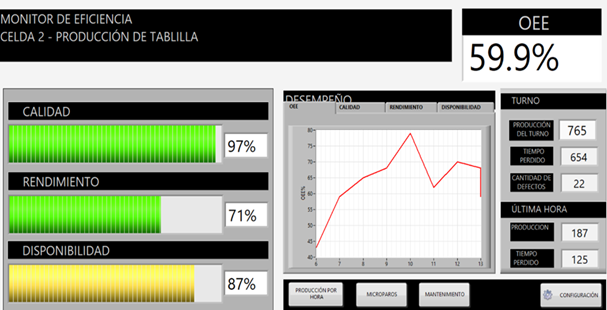
5. Monitor de eficiencia
El panel frontal de la aplicación es utilizado como interfaz con el usuario para visualizar en tiempo real el estado del sistema. En él se muestran los resultados actuales del OEE y sus componentes asi como la contabilización de piezas y defectos por hora y por turno. De igual manera se presenta una gráfica que demuestra un histórico del comportamiento del OEE y cada uno de sus componentes a lo largo del turno (véase Figura 11).
6. Tablero de resultados
La plataforma principal de interacción con el usuario final se desarrolla en el entorno gráfico de PowerBi, donde la información almacenada en la base de datos es procesada en tiempo real y visualizada en gráficos de una manera didáctica para que esté al alcance de cualquier usuario. Una de las ventajas de este sistema es que está almacenado en la nube, lo que le da mayor versatilidad y alcance a la aplicación y su consulta desde cualquier lugar y dispositivo.
Dicha plataforma cuenta con dos tableros. El primero presenta un resumen del desempeño del OEE y aspectos generales de la operación, como piezas producidas, cantidad de defectos, histórico del tiempo muerto (véase Figura 12a). Mientras que el segundo tablero es utilizado para desglosar el análisis de la información capturada referente al tiempo muerto de la operación (véase Figura 12b).
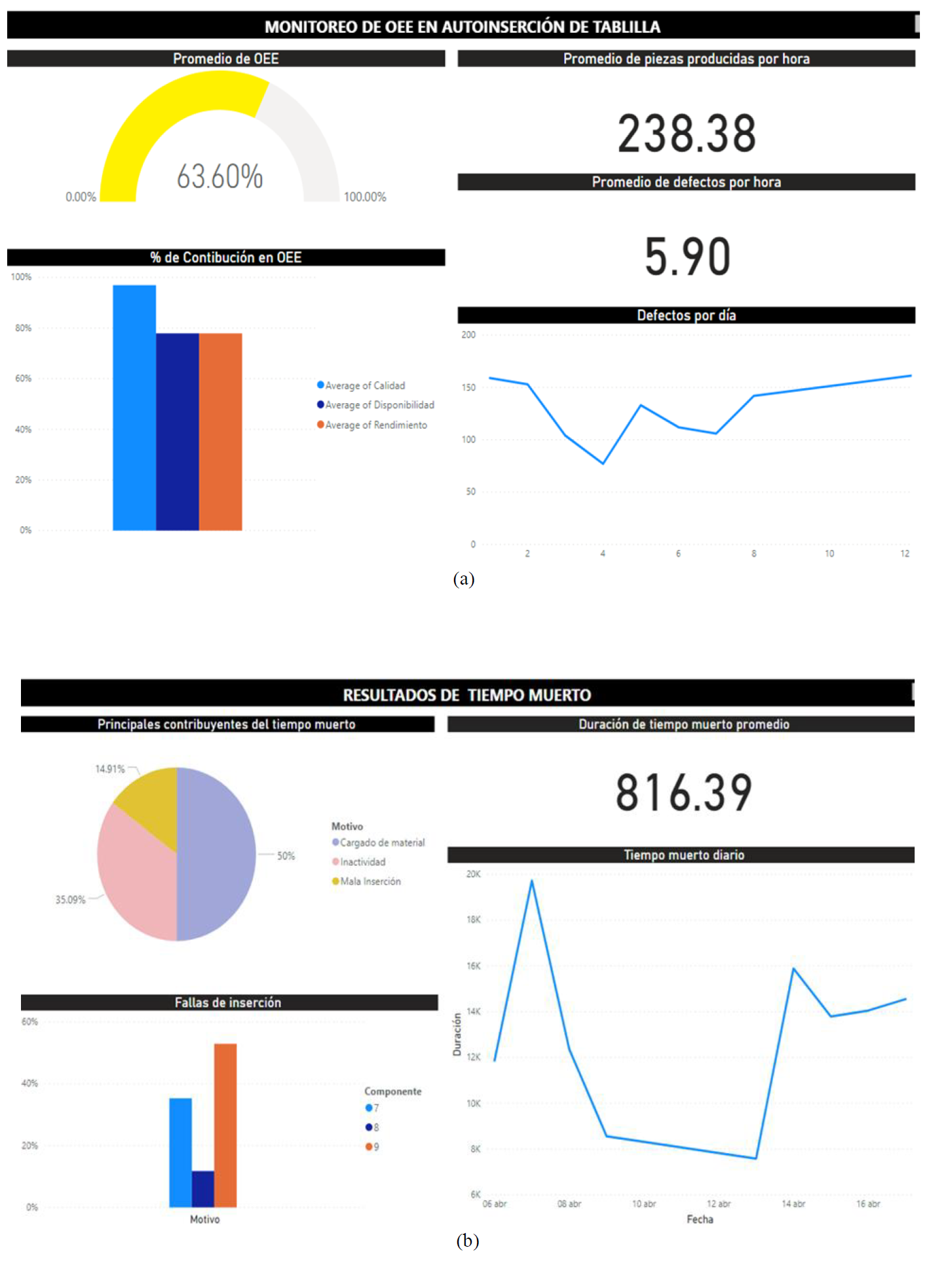
Lo que permite tener información como: el principal contribuyente de tiempo muerto, incidencias en las horas de cada evento y cuáles son los principales componentes que manifiestan una mala inserción en el proceso.
Para fines de validación el conjunto de este sistema fue integrado en la operación restricción de la celda, para poder medir de una manera más clara la efectividad de la línea por un período de dos semanas. Posterior a ese periodo se dio un periodo de un mes de familiarización donde se capacitó al personal en el uso de la herramienta.
IV. Resultados
Con base en los históricos de producción de la operación seleccionada, se identifica que la operación solía tener una capacidad de únicamente 76.9% contra su capacidad instalada.
Para ello fue necesario poder medir la eficiencia real del equipo en tiempo real e identificar patrones y factores que contribuyeran con esta baja eficiencia. Es por ello que se opta por desarrollar una plataforma digital que permita recabar la información relevante del proceso y con ello sacar conclusiones que le permitieran al cuerpo de ingenieros mejorar el proceso. A continuación, se presentan parte de los resultados recabados en la operación. Y como con dicha información se tomaron acciones para mejorar el proceso.
De acuerdo con los datos recopilados de la celda por el sistema de monitoreo, se concluyó que la operación trabaja a un 63.6% de eficiencia. En la Figura 13 se puede apreciar la contribución de cada elemento de OEE en la obtención de dicho resultado, teniendo como mayor contribuyente a la calidad con un 96.4% y como menores contribuyentes al rendimiento con un 77.91%, seguido de un 77.9% de disponibilidad causado por el tiempo muerto durante el turno.
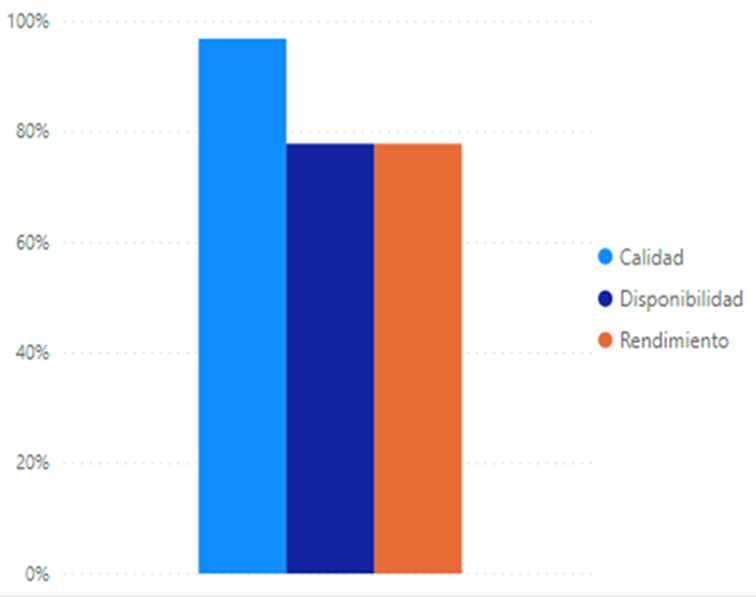
Lo que demuestra que el equipo no está siendo utilizado en su totalidad. El tiempo muerto que termina reflejándose en el rendimiento de la operación, es sin duda el factor determinístico en este bajo porcentaje de eficiencia. De acuerdo con la información capturada, dicho tiempo muerto es causado por tres factores principalmente: inactividad, fallas de equipo y cargado de material.
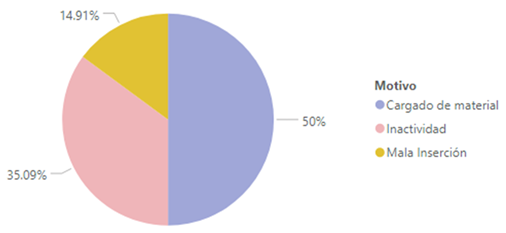
De acuerdo con la información recopilada por el sistema del total de tiempo muerto de la operación 50.0% corresponde al tiempo invertido durante el turno para cargar material nuevo; seguido de un 35.09% producto de tiempos de inactividad, por lo general absorbidos por intervenciones de parte del equipo de mantenimiento. Y como tercer contribuidor los defectos producto de una mala inserción con el 14.91% (véase Figura 14).
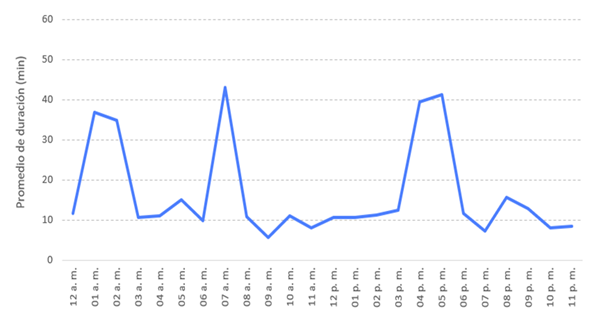
En la Figura 15, se observó que las horas con mayor inactividad durante el turno eran las 4:00 pm y la 1:00 am, horarios en los que el cambio de turno se ve manifestado. Con esta información el personal de producción del segundo turno se puso a trabajar en una estrategia para realizar la entrega de turno de una manera más fluida.
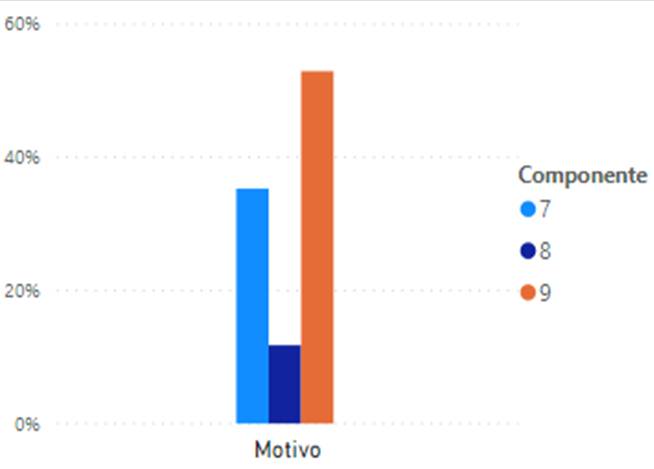
• Mala inserción. A pesar de que este motivo no es el principal contribuyente, se analizó la incidencia para identificar los componentes con mayor contribución en este rubro. Teniendo como resultado, según la Figura 16, que el componente número 9 de inserción, que corresponde a un capacitor cerámico colocado sobre la tablilla, es el que presenta mayores problemas de inserción.
Los datos recopilados terminaron por convertirse en información del proceso. En su momento para las empresas manufactureras es complicado poder llevar un registro automático de sus procesos. Y se incurre en formatos en papel que terminan siendo no 100% confiables con la información manejada. Tener una plataforma digital que permita administrar y gestionar la información de los procesos de manufactura le brinda seguridad y eficacia al proceso de mejora continua de operaciones.
Si bien, aunque el métrico a medir en esta aplicación fue el OEE. La plataforma está desarrollada para extraer toda la información posible del proceso que pueda traducirse a métricos de producción. Es por eso por lo que se busca almacenar la mayor cantidad de información posible del proceso en la base de datos, para que con el uso de plataformas flexibles como es el caso de Power Bi, el análisis de la información pueda ser modificada a otras variables o resultados. Es decir, con el nivel de información generado con esta plataforma además del OEE, se podrían rastrear otras variables como el cumplimiento al plan de producción, la frecuencia correcta de los mantenimientos preventivos, consumo de materia prima, entre otros. Con la finalidad de poder adaptar el sistema a otros procesos de la misma compañía o inclusive de alguna otra. Por esta razón como parte del entregable se encuentran los ejecutables y código abierto del programa.
De entrada, en el futuro se buscará implementar esta misma herramienta en el resto de los equipos de la celda, no únicamente en la operación restricción, para de esta manera llevar una trazabilidad más precisa del desempeño de toda la celda de trabajo.
V. Conclusión
Este ejercicio fue determinante para la mejora real del proceso seleccionado. Con ello se logró involucrar a todos los departamentos asociados e identificar de primera mano los principales contribuidores a esta falta de eficiencia en el proceso. Dicha herramienta de monitoreo fue adoptada de la mejor manera por parte del equipo técnico y colaborativo de la línea de producción. Aprovechando cada uno desde su área las herramientas que ofrece. Cumpliendo así este trabajo con su propósito de facultar una pequeña empresa con herramientas de la industria 4.0 para mejorar la eficacia y efectividad de sus procesos.
Si bien el adoptar una tecnología nueva sigue representando un gran paso en la migración a la industria 4.0, desde el punto de vista social, tecnológico y económico. Y es justo este paradigma lo que marca la diferenciación entre las empresas, al atreverse a probar nuevos sistemas o nuevas tecnologías saliéndose de la barrera de lo ya establecido.
Es claro que los beneficios que trae consigo sobre el negocio hacen que valga la pena invertir en nuevas herramientas para impulsar la evolución de sus procesos de manufactura. Además del reto tecnológico que representó el desarrollar este sistema, otro de los retos más fuertes a vencer fue la adopción por parte del personal de trabajo. Se tuvo que capacitar a los usuarios para que conocieran las herramientas y el funcionamiento del sistema. Se les explico el origen de cada uno de los datos y se les demostró su adecuado funcionamiento. Esto con la finalidad de evitar desconfianzas respecto a lo reportado por el sistema.

