
Agrietamiento en caliente de la unión soldada de un acero inoxidable ferrítico AISI 430
Hot cracking in welding of ferritic stainless steel AISI 430
Ivan Mendoza Bravo1a, Doris Ivette Villalobos Vera1, Cuauhtémoc Maldonado Zepeda2
1 Departamento de Metal-Mecánica, Instituto Tecnológico de Veracruz-TNM. a ivanmendozabravo@gmail.com
]]> 2 Instituto de Investigaciones Metalúrgicas, UMSNH.
Fecha de recepción: 21-04-2015.
Fecha de aceptación: 09-07-2015.
Resumen
El agrietamiento en caliente en uniones soldadas de aceros inoxidables ferríticos ha sido una de las limitantes para su aplicación industrial a pesar del bajo costo y de su elevada resistencia a la corrosión en ambientes agresivos. Generalmente, el uso de los procesos de soldadura es primordial para fabricar o unir componentes en cualquiera de sus aplicaciones, por lo que el agrietamiento en caliente debe ser evitado para lograr un comportamiento óptimo en servicio. Este trabajo, se enfocó en analizar la relación de las variables de soldadura del proceso GTAW y los fenómenos metalúrgicos asociados al agrietamiento en caliente empleando el ensayo de parche circular de soldadura bajo un diseño de experimentos en función de la velocidad de avance y el aporte térmico. Los resultados mostraron una incidencia de agrietamiento en caliente cuando los granos columnares presentan una morfología recta y alargada teniendo una velocidad de avance alta, generándose una concentración de esfuerzos que combinado con el mecanismo de formación de austenita, promueven el origen de la grieta en los bordes de grano. Contrariamente, con una velocidad de avance baja y bajo aporte térmico, las uniones soldadas presentaron granos solidificados en forma curva, lo cual disminuye la susceptibilidad de agrietamiento en el material.
Palabras clave: Acero inoxidable ferrítico, agrietamiento en caliente, martensita, GTAW, CPT.
Abstract
]]> Hot cracking in ferritic stainless steel welds, has limited their industrial application despite the good corrosion resistance in aggressive environments and low cost. Generally, the fabrication and joining of components for any application involve the welding processes, for this reason hot cracking must be overcome in order to produce sound welds. The aim of this study was to analyze the relationship between GTAW process and metallurgical phenomenon associated to hot cracking through circular patch test and experimental design relating welding speed and heat input. Results showed the incidence of hot cracking when the material solidifies as straight, long columnar grains due to the high welding speed, promoting a stress concentrator that is also linked to the formation of austenite. On the other hand, at slow welding speed and low heat input curved grains are result of the solidification, which decreased the hot cracking susceptibility.Keywords: Ferritic stainless steel, hot cracking, martensite, GTAW, CPT.
Introducción
Los aceros inoxidables ferríticos son un grupo de aleaciones que ofrecen buena resistencia a la corrosión y oxidación a un bajo costo en comparación a las aleaciones base níquel o aceros inoxidables dúplex. Sin embargo, su uso se ha visto limitado a aplicaciones que no involucran la unión por procesos de soldadura debido a que experimentan agrietamiento en caliente durante el proceso de solidificación después de haber sido soldados, con la consecuente disminución de la tenacidad y ductilidad [1,2,3,4].
Metalúrgicamente, los aceros inoxidables ferríticos están basados en el sistema Fe-Cr-C y se caracterizan por tener un alto porcentaje de elementos alfágenos como el cromo y bajo porcentaje de elementos gamágenos como el níquel y carbono. Esto invariablemente promueve una solidificación predominantemente ferrítica, en donde a partir de ~1100°C da inicio la formación de austenita, coexistiendo con la fase ferrita hasta ~920°C. Idealmente, cuando existe un enfriamiento en condiciones de equilibrio la austenita se transforma en ferrita y carburos, formando la microestructura final. Sin embargo, en condiciones fuera de equilibrio, como sucede en los procesos de soldadura, la austenita se puede transformar en martensita y carburos, que se ubicarán preferentemente en el borde y centro de grano, respectivamente [1,3].
Además de la formación de martensita y carburos, se puede experimentar agrietamiento en caliente durante la solidificación de manera intergranular en la zona de fusión (ZF) o en la zona afectada térmicamente (ZAT). Esto es debido a la formación de regiones con un punto de fusión menor a la matriz, resultado de la microsegregación de elementos de aleación del centro al borde de grano [5,6]. Durante el enfriamiento, la matriz ferrítica solidifica completamente, mientras que las regiones con punto de fusión menor a la matríz, permanecen en estado líquido. Al finalizar el enfriamiento, las regiones con punto de fusión menor a la matríz solidifican y generan esfuerzos en la región intergranular por el cambio volumétrico de ferrita-austenita-martensita, resultando en la formación de grietas. Consecuentemente, la susceptibilidad al agrietamiento en caliente durante las operaciones de soldadura en los aceros inoxidables ferríticos, ha sido estudiada a través de diversos ensayos como el ensayo de parche circular de soldadura (Circular Patch Testing "CPT"), el cual consiste en inducir a la ZF y la ZAT a un estado de esfuerzos de tensión/compresión a través de la restricción del movimiento de deformación, promoviendo la formación de grietas de una manera controlada y repetible para obtener resultados confiables [7,8,9,10].
La problemática de las aleaciones ferríticas está plenamente identificada y es primordial disminuir las causas que originan dichas fallas en las uniones soldadas. El objetivo de este trabajo es estudiar el efecto de las variables del proceso de soldadura de arco eléctrico con protección gaseosa y electrodo no consumible (Gas Tungsten Arc Welding "GTAW") para evaluar la susceptibilidad al agrietamiento en caliente mediante el ensayo CPT.
Materiales y Métodos
]]> Para esta investigación se empleó la aleación comercial de acero inoxidable ferrítico AISI 430 en forma de placa de 2.75 mm de espesor. La microestructura del material en condición de recibido está formada por granos equiaxiales con una orientación en función de la dirección del rolado tal como se muestra en la Figura 1. Los granos presentan un diámetro promedio de 18 μm, correspondiente a un tamaño de grano ASTM 9. La tabla 1 muestra la composición química, la cual fue determinada mediante espectroscopia de emisión de campo y cotejada con el estándar ASTM.

La probeta CPT consiste en una placa cuadrada de 20 mm, de la cual, el centro es removido mediante corte láser para obtener una forma circular de 6.6 mm de diámetro y una preparación de borde cuadrada. El material removido, se emplea como "parche" para ser soldado a la placa. Las probetas son sujetadas en un portamuestras de aluminio y centradas para mantener una apertura de raíz uniforme de 0.25 mm en el perímetro del parche, tal como se muestra en la Figura 2. El ensayo CPT se llevó a cabo empleando el proceso de soldadura GTAW sin metal de aporte y con penetración completa, manteniendo la antorcha de soldadura en una posición fija, siendo la probeta la que proveía el avance de soldadura.

Para estudiar el efecto de las variables de soldadura, se diseñaron 9 experimentos y 2 réplicas, utilizando como variables de entrada la intensidad de corriente y la velocidad de avance en un rango de 110-130A y 0.5-1.5 rpm respectivamente. Los valores que se mantuvieron constantes fueron el voltaje (10V) y la separación entre la boquilla y la pieza de trabajo (10 mm).
Las uniones soldadas fueron inspeccionadas visualmente y mediante líquidos penetrantes para evaluar la presencia de defectos de soldadura y formación de grietas. El análisis metalográfico se realizó en muestras obtenidas de cada probeta, en áreas específicas donde se observaron defectos para su análisis cualitativo y cuantitativo. Las muestras fueron seccionadas, montadas en baquelita e identificadas previo al proceso de lijado progresivo y pulido fino con pasta de diamante de 6, 3 y 1 μm. La microestructura fue revelada empleando el ataque químico de mezcla de ácidos (HCl+H-NO3+C2H4O2) y finalizando con el análisis mediante microscopía óptica y microscopía electrónica de barrido.
]]>Resultados y Discusión.
Inspección Visual
Las probetas CPT presentaron un cordón de soldadura uniforme con una penetración total, tal como se muestra en la Figura 3. Sin embargo, tres de ellas, presentaron la formación de grietas en el centro del cordón, evidenciando el efecto de las variables de soldadura sobre los mecanismos de solidificación, formación de fases y crecimiento de grano, lo que es explicado en función de la microestructura presente en las probetas.

Análisis microestructural de la Zona de Fusión
Los aceros inoxidables ferríticos tienen una composición química diseñada para promover la formación de la fase ferrita al iniciar la solidificación y experimentar un cambio microestructural en estado sólido. Sin embargo, las variables del proceso de soldadura pueden modificar la microestructura final al interactuar con los elementos de aleación presentes. En el caso de la aleación AISI 430, los elementos gammágenos como el Ni, C, y Mn promueven la formación de austenita a elevadas temperaturas [11], la cual transforma a martensita durante el enfriamiento resultando en la secuencia de transformación: L→L+F→F→F+A→F+M [1].
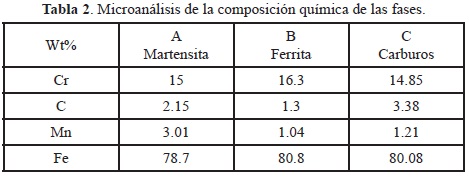
El análisis de microscopía electrónica de barrido de la Figura 4A muestra la presencia de martensita en los bordes de grano con un alto porcentaje de C y Mn en la ZAT de acuerdo al microanálisis realizado (Tabla 2). Además, se observan carburos en el centro del grano (Figura 4C), exhibiendo un mayor porcentaje de C en comparación a la ferrita (Figura 4B) y la martensita que se encuentran alrededor de ellos.
]]>
Durante el ensayo CPT, el "parche" es soldado a la probeta cuadrada. Por lo tanto, el material en la región del cordón de soldadura con temperatura de fusión (Tm), se encuentra en estado líquido y presenta una composición química uniforme y forma una interfase sólido/líquido (S/L) con los granos parcialmente fundidos (Fig. 5A) [5,12].

Cuando el metal líquido disminuye su temperatura (T2<Tm) los granos de ferrita inician un crecimiento epitaxial con una estructura cristalina cúbica centrada en el cuerpo (BCC) por lo que no es capaz de acomodar los elementos gamágenos (Ni, C, Mn) y por lo tanto, son expulsados hacia la región líquida adjunta al borde de grano (Fig. 5B) [13,14].
Conforme la temperatura sigue disminuyendo (T3<T2) el grano continúa su crecimiento a través del líquido, por lo que una mayor cantidad de elementos gammágenos son expulsados hacia la interfase S/L (Fig. 5C). Una vez alcanzado el límite de solubilidad del líquido en la región del borde de grano donde se encuentran los elementos gammágenos, la nueva composición química da origen a la fase austenita, la cual a su vez, inhibe el crecimiento de grano ferrítico (Fig. 5D).
Durante el enfriamiento, el carbono entra en difusión en la estructura cúbica centrada en el cuerpo de la ferrita pero como los bordes de grano ya están sobresaturados, entonces el carbono es expulsado al centro de grano, formando carburos. Al finalizar la solidificación, la austenita que se formó a elevada temperatura, transforma a martensita debido a la velocidad de enfriamiento experimentado en la unión soldada.
El análisis previo puede ser sustentado con los cálculos termodinámicos (Tabla 3) de la capacidad de difusión del carbono en la estructura BCC y FCC en función de la temperatura en el rango de 1100 a 920°C en donde la ferrita y la austenita coexisten en estado sólido [1] empleando la ecuación tipo Arrhenius:
D = Do e-Q/RT (Ecuación 1)
]]>
Considerando valores determinados para la constante de proporcionalidad DoBCC=22.0x10-5m2/s y DoFCC=2 x10-5m2/s; energía de activación QBCC=122kJ/mol y QFCC=142kJ/mol; la constante de los gases 8.314 J/(mol/K).
Para la difusión, el factor de empaquetamiento atómico (BCC=0.68, FCC=0.74), número de coordinación (BCC=8, FCC=12) y radio atómico de los elementos (Fe=1.72 Å, Mn=1.79Å, Ni=1.62 Å, C=0.91 Å) se deben considerar, ya que permiten explicar el comportamiento de solidificación, donde los elementos gammágenos son redistribuidos en el frente de solidificación a elevadas temperaturas. En el caso del Mn y Ni solo pueden difundirse de manera sustitucional debido a su tamaño de radio atómico. Al iniciar el enfriamiento, la cinética de estos elementos disminuye considerablemente por lo que estos elementos limitan el crecimiento de grano cuando forman la fase austenita (Figura 5C). Entonces, cuando la austenita formada en los bordes de grano es sobresaturada de elementos gammágenos, el carbono que tiene la capacidad de difundir intersticialmente en un mayor rango de temperaturas, es expulsado y difunde en la estructura BCC a través de los espacios vacíos ya que no requiere una elevada energía para romper los enlaces en comparación a la estructura FCC. La difusión del carbono durante la solidificación da origen a la formación de carburos en el centro del grano tal como se ilustra en la Figura 5D.
La cuantificación microestructural mostró que la formación de carburos es inversamente proporcional al porcentaje de martensita formado debido a que ambos están relacionados con las cantidades de carbono liberadas a altas temperaturas por la matríz ferrítica, llevando a una competencia entre la martensita y los precipitados como se muestra en la Figura 6.

No obstante, a pesar de seguir el mismo mecanismo de solidificación, la morfología de los granos columnares difiere en las 27 muestras, generalizándolas en dos tipos: a) Granos columnares rectos de un tamaño promedio de 1200 μm y b) Granos curvos. Los granos columnares llegan a intersectarse con los granos opuestos denotando el centro del cordón de soldadura, tal como se muestra en la Figura 7A. Los granos curvos, con un tamaño promedio de 490 μm, denotan el centro del cordón de soldadura a través del cambio de la orientación de granos (Figura 7B).
La velocidad de avance tiene una marcada influencia sobre la geometría del charco de soldadura y por lo tanto, sobre la morfología que presentan los granos columnares. A una velocidad de 0.5 rpm el charco de soldadura adquiere una forma elíptica debido a que el avance es lento en función de la tensión superficial del material [5,12]. De esta manera, durante el proceso de solidificación, los granos se forman perpendicularmente al contorno del charco elipsoidal, resultando en granos curvos en los extremos y granos pequeños en el centro del cordón de soldadura (Figura 7B). Por otro lado, con una velocidad de 1.5 rpm, el charco de soldadura se deforma y adquiere la forma de una gota, en donde la parte final de la gota promueve una solidificación de granos rectos tal como se muestra en la Figura 7A.
]]> Formación de grietas
El agrietamiento en caliente de las uniones soldadas se presenta en la línea central del cordón de soldadura, en la parte final del cordón. Esto indica que la deformación producida durante la realización del cordón de soldadura, fue acumulándose conforme se avanzaba a través del perímetro del parche circular, debido a la restricción a la deformación impuesta por el portamuestras y los tornillos de sujeción [9,10]. En consecuencia, los niveles de esfuerzos a los que se sometió el material en esa zona, fueron suficientes para promover el inicio y propagación de la grieta como se muestra en la Figura 8.

La observación microscópica permite determinar que la formación de grietas se lleva a cabo en probetas con una solidificación de granos columnares rectos, iniciando en la intersección de los granos y específicamente en el borde de grano martensítico. Con base en la evidencia microestructural y el análisis de solidificación discutido anteriormente, se puede decir que el agrietamiento en caliente es el resultado de la formación de regiones con un punto de fusión menor a la matriz ferrítica que promueven puntos de fragilidad en el material. Esto sucede cuando el grano ferrítico en crecimiento, expulsa los elementos gammágenos al borde de grano, creando un líquido sobresaturado a partir del cual se forma la austenita (Fig. 5B). No obstante, el proceso de solidificación de la austenita, toma lugar una vez que la matriz ferrítica ya ha solidificado. Entonces, las contracciones por el cambio de fase líquido-sólido inherentes del proceso de solidificación producen esfuerzos intergranulares ocasionando el agrietamiento como se muestra en la Figura 9A-B.
La propagación de las grietas se lleva a cabo vía martensita, en sentido perpendicular a los granos columnares y de manera intergranular. Este mecanismo puede ser atribuido a la falta de ductilidad de la martensita en conjunto con la deformación acumulada durante el proceso de soldadura, lo que es un factor importante para la transición dúctil-frágil de una fractura.
Conclusiones
Los resultados del ensayo CPT en aceros inoxidables ferríticos permite distinguir el efecto de los parámetros de soldadura sobre el agrietamiento en caliente. Por lo tanto, se puede decir que la incidencia del agrietamiento en caliente incrementa en función de la velocidad de avance de soldadura debido a que la microestructura de granos rectos que se observan en la zona de fusión es propicia para la formación y propagación de grietas.
Por otro lado, la formación de austenita en los bordes de grano ferrítico funciona como promotor de grietas debido a que solidifica a temperaturas menores a la de la matriz ferrítica, ocasionando la acumulación de tensiones intergranulares que propician su formación. En este caso, la velocidad de avance juega un papel muy importante ya que de éste depende la morfología de los granos en la zona de fusión.
]]>Agradecimientos
Los autores agradecen al Consejo Nacional de Ciencia y Tecnología, el apoyo financiero para el desarrollo del proyecto, así como a Inoxidables de San Luis por su apoyo en el seccionamiento del material.
Referencias
[1.] J. C. Lippold, D.J. Kotecki, Welding Metallurgy an Weldability of Stainless steel, Wiley, New York, 2005, pp. 87-113. [ Links ]
[2.] F. Krysiak, Welding behavior of ferritic stainless steel -An Overview, Welding Journal, Vol 65, No. 4 (1986) pp. 37-41. [ Links ]
[3.] D.Peckner, I.M. Bernstein, Handbook of Stainless steels, Mc Graw Hill,Handbook of Stainless steel, Part 1,2,3 and 6. [ Links ]
[4.] D.H. Kah, D.W. Dickinson, Weldability of ferritic stainless steels, Welding Journal, Vol 60, No. 8 (1981), pp. 135s-142s. [ Links ]
[5.] S. Kou, Welding Metallurgy, wiley interscience, 2003, parte 1,5, 13. [ Links ]
[6.] C. Huang, S. Kou, Liquation Cracking in full penetration Al-Mg- Si welds, Welding Journal, April 2004, AWS 2004. [ Links ]
[7.] J.E. Hockett, L.O. Seaborn, Evaluation of the circular-patch weld test, Welding Journal, Vol. 31, No. 08 (1952) pp. 387s-392s. [ Links ]
[8.] L.E. Poteat, R.W. Jones, Circular patch test for evaluating armor crack susceptibility, Welding Journal, Vol. 39, No. 8 (1960), pp. 357s-364s. [ Links ]
[9.] G.R. Rundell, A.E. Nehrenberg, Weld metal cracking of invar in circular patch test, Welding Journal, Vol.45 No. 4 (1966), pp. 156s-160s. [ Links ]
[10.] T.W. Nelson et al. Evaluation for the circular patch test for assessing weld solidification cracking, Part 1- Development of a test method, Welding Journal Vol.76, No. 3 (1997) 110s- 119s. [ Links ]
[11.] A.Plumtree, R.Gullberg, The influence of interstitial and some substitutional alloying elements, in toughness of ferritic stainless steels, ASTM STP 706, R.A. Lula, ed., ASTM, 1980. pp. 34-35. [ Links ]
[12.] K.Easterling, Introduction to The Physical Metallurgy of Welding, Butterworth- Heiemann ltd, Cap 3, 138-155. [ Links ]
[13.] J.A. Brooks, A.W. Thompson, J.C. Williams, Variations in weld ferrite content due to P and S. Welding Journal, Vol. 62, No. 8 (1983) pp. 220s-225s. [ Links ]
[14.] M.N. Chandrasekharaiah, G. Dubben, B.H. Kolster, An atom-probe study of retained austenite in ferritic weld metal, Welding Journal, Vol 72, No 7, (1992), pp. 247s-251s. [ Links ]
[15.] E. Thelning, Steels and its heat treatment 2 edition butterworth 95-98. [ Links ]
]]>