











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
1. Introducción
El objetivo principal de esta investigación fue el evaluar el rendimiento funcional de la taladrina usada en una maquina CNC de una industria metalmecánica ubicada en la ciudad de Mexicali. Esto se desarrolló debido a que, en la mayoría de las industrias de este ramo, es lograr un uso óptimo de aceites y lubricantes en este tipo de máquinas industriales. Uno de estos aceites es la taladrina utilizada en operaciones de maquinado en máquinas CNC, que es usada para disminuir la temperatura mientras se elabora el maquinado o pulido de metales [1, 2]. Debido a las estrictas regulaciones ambientales, se han desarrollado estrategias para evaluar el ciclo de vida de la taladrina en base a propiedades fisicoquímicas como pH y viscosidad. Con este estudio científico, se logró determinar en base a sus propiedades fisicoquímicas, la cantidad de veces que se podía reutilizar taladrina en una maquina CNC, donde se elaboró el análisis, para un proceso de maquinado [3]. Esto fue necesario para disminuir gastos económicos y generar un ahorro por compra de material en periodos más largos. El proceso de reúso de taladrina se muestra en la figura 1. La figura 1 muestra la manera en que se utiliza la taladrina en los procesos de maquinado en una maquina CNC en la industria metalmecánica donde se realizó la investigación. En este tipo de empresa industrial, se fabrican correderas metálicas para muebles de oficina y de casas-habitación, siendo un producto de muy demandado. En dicha figura, se observan cuatro fases, siendo la primera, cuando se coloca en un deposito taladrina nueva que será utilizada en el proceso de maquinado de la maquina CNC [4, 5]. La segunda fase representa la acción de obtener taladrina usada en un primer proceso de maquinado, y pasar a la fase tres que es donde se evalúa la viscosidad con un viscosímetro Mitutoyo y el pH con un pHmetro Metter Toledo [6, 7]. Una vez evaluadas las dos características fisicoquímicas mencionadas en la fase tres, se determina si es posible utilizar la taladrina para un segundo proceso de maquinado y así sucesivamente se repite el proceso de la fase dos a la cuatro; pudiendo lograr ahorros significativos por no estar comprando constantemente taladrina y con ello disminuir gastos económicos en la industria evaluada. Esto es de acuerdo a los análisis de la fase tres.
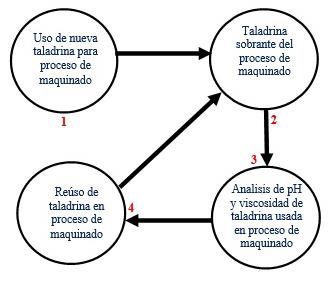
Figura 1 Etapas de uso de taladrina en maquina CNC para proceso de maquinado. Fuente. Información de la investigación.
1.1 Industria metalmecánica
Este tipo de industria es de gran relevancia en el desarrollo de cualquier region del mundo, generando importante porcentaje del PIB en los países donde se tienen empresas de este sector industrial [8]. La ciudad de Mexicali donde esta localizada la empresa industrial de metalmecánica donde se realizó la investigación, tiene más de 150 industrias manufacturera, de diferentes sectores como el ramo electrónico, biomédico, metalmecánico, textil y manufactura de plásticos, esencialmente [9], como se observa en la figura 2, donde la industria metalmecánica de esta ciudad es de gran importancia en la economía de esta region.

El ramo metalmecánico es muy importante en esta región de la República Mexicana, ubicada en el noroeste del país, y considerada como una zona fronteriza con el estado de California de estados Unidos, donde se tiene un gran potencial de intercambio comercial, por el nuevo Tratado de Libre Comercio (TLC), entre Estados Unidos, Canadá y Mexico [10]. De las 150 industrias ubicadas en Mexicali, el 35% son del ramo metalmecánico [9], y algunas otras industrias son otro tipo de empresas industriales que tienen al menos una maquina CNC, donde se usa la taladrina. Este tipo de industria utiliza materiales de acero, aluminio, cobre, cromo y níquel; entre los principales, manufacturando desde correderas metálicas para muebles, estructuras para equipos electrónicos, automóviles, aviones, trenes e infraestructura vial, como se ilustran en la figura 3.

Figura 3 Materia prima para la fabricación de correderas para muebles en una industria metalmecánica de la ciudad de Mexicali. Fuente. Información de la industria donde se desarrolló la investigación.
La figura 3 ilustra la materia prima utilizada para fabricar las correderas metálicas para muebles en una industria metalmecánica ubicada en Mexicali, siendo muy utilizadas en una gran diversidad de actividades en oficinas, casas-habitación, oficinas e industrias. El material como materia prima es de aluminio. Este tipo de productos es muy requerido en esta zona de la República Mexicana, Esto indica que este tipo de industria es muy importante en el mercado de la region y a nivel global.
1.2 Propiedades fisicoquímicas de taladrina
Este tipo de características es de gran importancia en todos los materiales y sustancias utilizadas en cualquier tipo de industria, debido a que, en base a sus especificaciones, se puede determinar el funcionamiento de la taladrina en los equipos y maquinaria industrial del ramo metalmecánico [11]. El uso de taladrina en procesos de maquinado es para actuar como refrigerante y así poder disminuir la temperatura. Además, la taladrina actúa como lubricante para minimizar el rozamiento entre la herramienta de maquinado y la pieza que se está transformando con el proceso de maquinado para que sea más rápido. También elabora la función de limpieza eliminando virutas generadas en el proceso de maquinado. Existen dos principales tipos de taladrina, donde la primera son emulsiones que usan aceite y agua, y la otra usan aceite, siendo llamadas sintéticas. En esta investigación se utilizó la primera (taladrina), donde se evaluaron dos propiedades fisicoquímicas: pH y viscosidad [12]. Este proceso de análisis fue para determinar si se podía reutilizar este tipo de sustancia liquida conocida como taladrina, y una vez usada en los procesos de maquinado de una CNC, se elaboró un proceso de recuperación para no usar taladrina nueva y así evitar generar nuevos costos. En este estudio científico, se observó que al usar herramientas de la metodología 5S y el mantenimiento preventivo de manera óptima en los periodos requeridos, se pudo mantener a la maquina CNC de análisis, con un rendimiento óptimo. Además, se elaboró un orden adecuado de las herramientas de CNC y en buen estado para su eficiente operación. En base a esto se elaboraron como lo especifica en la fase tres de la figura 1, un análisis de los niveles de pH y viscosidad de taladrina utilizada por primea vez y veces posteriores a esta, indicando en la tabla 1 las especificaciones estándares de pH y viscosidad. La taladrina evaluada fue de color blanca por tener mayor capacidad de disminuir la temperatura en los procesos de maquinado, que los otros tipos de taladrina [13]. El gasto de taladrina usada fue del 60% por lo que el 40% restante, se procedió a reutilizarla con un método especializado, utilizando imanes para retirar virutas o materiales metálicos, que originen alguna situación problemática al momento de reutilizar la taladrina. Los valores de pH y viscosidad fueron representativos de los niveles promedio de cuatro veces al día, en que se suministró taladrina al recipiente instalado en la CNC, para su operación [14, 15]. Con estos dos meses de análisis, se concluyó que el proceso de reciclado es de gran utilidad para reducir costos por uso de taladrina en la industria evaluada. Cabe señalar que una vez que la taladrina no se puede utilizar se le llama taladrina agotada. Según información técnica de aceites, existen dos tipos de viscosidad, siendo la viscosidad dinámica (también llamada viscosidad absoluta, con una resistencia interna del fluido antes de ser cortado o generar una acción en donde las moléculas se deslicen entre ellas), y la otra es la viscosidad cinemática (la que se relaciona con la densidad de la taladrina) [15]. La densidad de la taladrina blanca 15° C Kg/l es 0.90 kg/m3 y pH de 9, y conforme se incrementa la temperatura, la densidad disminuye, y si la temperatura disminuye, la densidad aumenta. De acuerdo al estándar ASTMD-445, la viscosidad estándar a 40 °C es de 16 a 18 cSt (centiStoke, que es la unidad de medición de la viscosidad cinemática). El torno de control numérico (Torno-CNC) donde se realizó el proceso de investigación, contiene un recipiente de 20 litros para la taladrina, que era suficiente para un día de trabajo y utiliza el código G para ser programado y así elaborar sus funciones [16]. En la figura 4 se muestra un torno CNC utilizado en la industria donde se realizó el estudio científico.
Tabla 1 Principales herramientas de máquinas CNC
| Operación | Concepto |
| Amoladora | Es una herramienta eléctrica usada con un motor para cortar, lijar y pulir metales |
| Cortadora de plasma | Es utilizada para cortar materiales metálicos con un proceso de fundido usando una antorcha de plasma |
| Fresadora | Desarrolla un proceso de corte generando virutas de manera rotativa |
| Taladradora | Es una herramienta usada para elaborar orificios en piezas metálicas |
| Torno | Es un conjunto de herramientas que elaboran diversas operaciones como agujerear, cortar, cilindrar, desbastar, ranurar y roscar en piezas metálicas |

Figura 4 Torno de control numérico similar usado en proceso industrial de industria metalmecánica. Fuente. https://www.mecanizadosgarrigues.es/blog/tornos-cnc/
La figura 4 muestra un torno de control numérico donde se observa el uso de taladrina color blanca para el enfriamiento de la zona donde se realiza el maquinado. Este torno de control numérico es similar al utilizado en la industria metalmecánica donde se realizó investigación.
1.3 Maquinas CNC
La máquina CNC es también considerada como una maquina automatizada con herramientas de control numérico por computadora [17, 18], que elabora diversas funciones como las que se mencionan en la tabla 1.
En la tabla 3 se muestran los principales tipos de herramientas usadas en máquinas CNC, para los diversos tipos de maquinado, donde se observa que cada herramienta presenta su concepto para ser considerada de acuerdo a los tipos de productos a manufacturar en las industrias metalmecánica. Los más utilizados en este tipo de industria ubicada en la ciudad de Mexicali, son la fresadora, taladradora y torno.
1.4 Procesos de maquinado
Se realizan de acuerdo a las necesidades de los productos a fabricar, donde se representan en la tabla 2, los de mayor utilidad en la industria metalmecánica [19, 20].
Tabla 2 Operaciones con máquinas CNC
| Operación | Concepto |
| Fresado | Fabrica piezas metálicas con diversos tipos de figuras con algunas zonas a profundidad, usando herramienta de punta |
| Lapeado | Es un proceso que ayuda a mejorar el acabado de una pieza buscando eliminar la rugosidad. Se elabora cuando se frotan dos superficies con un abrasivo de grano muy fino |
| Mandrinado | Se desarrolla para ampliar o mejorar la calidad de un agujero de una pieza fabricada |
| Rectificado | Se realiza en piezas metálicas que requieren acabados muy especializados para productos específicos |
| Roscado | Se lleva a cabo en piezas fabricadas donde una parte de estas se elabora el maquinado para generar roscar externas. |
| Taladrado | Se desarrolla con una herramienta en forma de taladro para fabricar orificios o acabados circulares en piezas |
| Torneado | Fabrica piezas cilíndricas con una herramienta de corte opera de manera lineal, mientras la pieza gira en su proceso de maquinado |
| Tronzado | Se realiza cuando una pieza cilíndrica debe ser cortada o separada de una conexión metálica |
La tabla anterior muestra de manera específica los ocho principales tipos de operación elaboradas por máquinas CNC observándose cada proceso para cada forma de manufacturar materiales metálicos. Las de mayor aplicación en la industria metalmecánica ubicada en Mexicali, son operación de fresado, rectificado, roscado, taladrado y torneado. Cabe señalar que, en esta ciudad, se tienen grandes empresas industriales que fabrican productos metálicos, así como medianas, pequeñas y microempresas; que tienen algún tipo de operación con CNC.
1.5 Analisis de simulación con PID
El desarrollo de simulaciones matemáticas, ha sido de gran relevancia en cualquier tipo de actividad y en especial en procesos industriales de diversos tipos de industrias. En esta investigación se desarrollaron simulaciones matemáticas para estimar el comportamiento de ciertos parámetros involucrados en el procesamiento de materiales metálicos, esencialmente en máquinas CNC. Para la evaluación de este estudio científico, se utilizó el algoritmo PID con el cual se pudo analizar parámetros de temperatura en el proceso de maquinado, además de la dureza del agua, pH y viscosidad que conforman la taladrina usada en máquinas CNC. En la figura 5, se muestran los tres tipos de funciones del algoritmo PID [21].

Figura 5 Algoritmo de simulación PID (Proporcional, Integral y Derivativo). Fuente. Información de la investigación
La figura anterior representa los tres de funciones del controlador PID, ilustrando el algoritmo en función proporcional como una función normal f (t) que no genera ningún cambio en la operación que representa a función. Además, se tiene la función integral f ʃ (t) representando un cambio con un decremento en un intervalo de análisis de a y b en un gráfico de dos ejes (X, Y). Por último, se tiene la función derivativa f’ (t), que representa un cambio con un incremento en un intervalo de análisis de a y b en un gráfico de dos ejes (X, Y). Estas tres funciones pueden ser utilizadas por separado con una acción de retroalimentación, o pueden ser dos o las tres, dependiendo el tipo de análisis y variables participantes en un estudio científico.
2. Metodología
El proceso de la investigación se realizó en tres etapas, como explica enseguida:
Etapa 1. Se elaboró una evaluación de la cantidad de uso de taladrina en un torno de control numérico de una industria metalmecánica ubicada en la ciudad de Mexicali, para con ello conocer si se estaba utilizando de manera adecuada la taladrina. Esta evaluación fue en periodos horarios, diarios y semanales durante dos meses, para determinar la cantidad de taladrina usada principalmente de manera diaria. En esta etapa se desarrolló un sistema de recuperación de taladrina.
Etapa 2. Se realizaron análisis de dos propiedades fisicoquímicas de la taladrina, siendo el pH y la viscosidad cinemática, para determinar la posibilidad de que se pudiera reciclar el resto de la cantidad de taladrina usada en el proceso de maquinado, siendo el 40%. En esta fase se propuso un sistema con imanes, que está en proceso de desarrollo para una publicación posterior.
Etapa 3. Se desarrolló una simulación matemática con el controlador PID, para evaluar las posibles variables que pueden generar el uso óptimo de la taladrina en un torno de control numérico perteneciente a la empresa industrial donde se realizó el estudio científico. El proceso de la metodología se muestra en la figura representado como diagrama de flujo de la secuencia de etapas elaboradas en esta investigación.
La figura 6 muestra las etapas desarrolladas en esta investigación, donde se observa en cada etapa (de la 1 a la 4). Lo novedoso de este estudio científico es determinar en base a el pH y viscosidad, que tanta taladrina se puede recuperar y aplicar el sistema de recuperación en procesos industriales de la industria metalmecánica de la ciudad de Mexicali. Las etapas de la investigación, fueron desarrolladas por separado para obtener la máxima funcionalidad de la taladrina y se explican a detalle en la sección de resultados.

2.1 Caso de estudio
Esta investigación se llevó a cabo al detectarse en una empresa del ramo metalmecánico ubicada en la ciudad de Mexicali, de la generación de altos costos por el uso de taladrina, donde se desconocía en ocasiones, si la taladrina tenía funcionalidad para el proceso de maquinado en una máquina CNC con torno. Se tenía un proceso en el cual se realizaba el cambio de taladrina del recipiente de la maquina CNC, sin saber si todavía podía servir como lubricante para el proceso de maquinado. Además, no se verificaban sus propiedades fisicoquímicas como pH y viscosidad, que son relevantes en la funcionalidad de la taladrina. Con esta situación, se procedió a desarrollar el estudio científico en la empresa ubicada en esta ciudad del noroeste de la República Mexicana.
2.2 Herramientas estadísticas
En el proceso de la investigación, se utilizaron las herramientas de Six Sigma y se desarrollaron análisis con herramientas estadísticas como regresión y correlación con una distribución normal; además de análisis de varianza (ANOVA).
3. Resultados
El uso inadecuado de taladrina en torno de control numérico de industria metalmecánica, preocupaba al personal gerencial y de supervisión en la empresa industrial donde se realizó la investigación. En base a eso se realizaron las tres etapas descritas anteriormente.
3.1 Analisis del uso de taladrina
Se desarrolló en el periodo inicial de la investigación hasta los dos meses del análisis, para determinar la cantidad de uso de taladrina en un torno control numérico de la empresa evaluada. Esta información se representa en la tabla 3. El costo de la taladrina de color blanca es de 1000 pesos mexicanos en garrafones de 20 litros, siendo 50 pesos mexicanos por litro. Al principio de la investigación, no se recuperaba nada de taladrina usada y no se generaba ningún ahorro de los costos iniciales de los costos de producción planeados,
Tabla 3 Uso de taladrina en torno de control numérico
| Taladrina | A | B | C |
| Semanas | |||
| 1 | 20 | 0 | 0 |
| 2 | 14 | 6 | 18 |
| 3 | 13 | 7 | 22 |
| 4 | 13 | 7 | 25 |
| 5 | 12 | 8 | 27 |
| 6 | 12 | 8 | 30 |
| 7 | 12 | 8 | 34 |
| 8 | 12 | 8 | 38 |
A. Cantidad nueva de litros usados en el proceso de maquinado B. Cantidad de litros recuperados (40% por cada 20 litros) C. Ahorro porcentual de litros recuperados
La tabla anterior muestra el análisis del uso de taladrina en el proceso de maquinado con el torno de control numérico. Se observa que a medida que la investigación se está desarrollando, se va reutilizando la taladrina y con ello se van recuperando mayor cantidad de litros y generando un ahorro significativo de que disminuía la preocupación gerentes de costos y manufactura y personal de supervisión de procesos industriales. Del 40% que quedaba como resto de taladrina al final del proceso de maquinado por día, se recuperaba un porcentaje por eliminar virutas y otras sustancias derivadas del proceso de maquinado. En esta sección se obtuvo una ecuación matemática en base al análisis de regresión y correlación, mostrándose enseguida:
Esta ecuación matemática fue obtenida con una serie de datos del uso de taladrina que la empresa tenía desde un periodo de un año antes de iniciar la investigación, y con esta función matemática, se logró obtener un valor estimado a un futuro de un ano del uso de taladrina, que era muy considerable e incrementaría los costos de fabricación. Conforme transcurrió la investigación, se observó que los porcentajes de recuperación y el uso inicial de taladrina el ahorro porcentual mostrados en la tabla 3, indican que este proceso de recuperación de taladrina, es relevante en la maquinaria utilizada en la industria metalmecánica. Con esto se comprueba de manera cuantitativa, la importancia de este estudio científico que puede ser aplicado no solo en la industria local, sino regional, nacional y mundial.
3.2 Desarrollo del sistema de recuperación de taladrina
La segunda etapa consistió del diseño y fabricación del sistema que reciclaba el líquido cortante, para realizar la propuesta a la empresa que permitió realizar el análisis. El diseño se representa en un diagrama de flujo con sus respectivas etapas y fotografías, ilustrando solo lo de mayor importancia en la operación del sistema de reciclaje, mostrado en la figura 7, ilustrándose las cuatro etapas y dos fotografías, siendo la primera foto ubicada en la parte inferior del diagrama, mostrando un sistema de imanes (con un electroimán)., que conectado a una fuente de voltaje de 12 voltios, genera un efecto electromagnético y con ello los residuos metálicos del proceso de corte de los metales, y se unen a los extremos de una tubería, iniciando la función de recuperación del agua. La segunda foto ubicada en la parte superior del diagrama, ilustrando una bolsa de carbón activado que elabora el proceso de filtrado de los residuos restantes.

3.3 Evaluacion de propiedades fisicoquímicas
El análisis realizado de propiedades fisicoquímicas (pH y viscosidad) fue en el mismo periodo del uso de taladrina blanca con las ocho semanas para determinar si la taladrina era óptima para ser usada de nuevo en el proceso de maquinado. Además, se examinó a simple vista, si los productos fabricados presentaban manchas de algún color después de elaborar el proceso de maquinado en una CNC, con taladrina reutilizada. La información obtenida de los análisis de pH y viscosidad, se muestran en las tablas 4 y 5.
Tabla 4 Relación de pH y temperatura de taladrina (2019)
| Día | A | B | ||
| T, °C | pH | T, °C | pH | |
| 1 | 40 | 8 | 42 | 6 |
| 2 | 41 | 8 | 41 | 6 |
| 3 | 40 | 8 | 41 | 7 |
| 4 | 42 | 8 | 43 | 7 |
| 5 | 40 | 9 | 44 | 7 |
| 6 | 40 | 9 | 41 | 7 |
| 7 | 41 | 9 | 40 | 7 |
| 8 | 40 | 9 | 42 | 8 |
A. No Generó Manchas en Superficie Metálica de Productos Fabricados B. Genero Manchas en Superficies Metálicas de Productos Fabricados
Tabla 5 Relación de viscosidad y temperatura de taladrina (2019)
| Día | A | B | ||
| T, °C | Viscosidad, cSt | T, °C | Viscosidad, cSt | |
| 1 | 40 | 15 | 42 | 17 |
| 2 | 41 | 15 | 41 | 17 |
| 3 | 40 | 16 | 41 | 18 |
| 4 | 42 | 16 | 43 | 19 |
| 5 | 40 | 17 | 44 | 19 |
| 6 | 40 | 17 | 41 | 20 |
| 7 | 41 | 18 | 40 | 20 |
| 8 | 40 | 18 | 42 | 20 |
A. No Generó Manchas en Superficie Metálica de Productos Fabricados B. Genero Manchas en Superficies Metálicas de Productos Fabricados
La tabla 4 representa los niveles de pH a una temperatura estuvo oscilando entre los 40 °C a 42 °C en las ocho semanas evaluadas, cuando no se presentaron manchas en los productos metálicos fabricados. En cambio, cuando la temperatura osciló entre los 41 °C y 44 °C, los productos metálicos manufacturados presentaron manchas como principios de presencia de fenómeno de corrosion. La información numérica obtenida indicó que, al inicio de la investigación, el pH fue de 8 en las primeras cuatro semanas y en las siguientes cuatro semanas fue de 9. En esta fase de este análisis con el pH descrito no se generaron manchas en los productos manufacturados. Para la siguiente fase de este análisis, el pH presentado fue 6 en las primeras dos semanas, de 7 en las siguientes cinco semanas y de 8 en la última semana, generando manchas en los productos fabricados, debido al pH con tendencia a nivel acido. Posteriormente se realizó la evaluación de la viscosidad cinemática, expresando la información en la tabla 5.
La tabla 5 representa los niveles de viscosidad cinemática, ilustrando a diversos índices de temperatura, presentándose acciones similares al análisis del pH, con respecto a la presencia sin manchas en los productos metálicos fabricados, con temperaturas de oscilando desde los 40 °C a los 42 °C; y con manchas con temperaturas y entre los 41 °C y 44 °C. Los valores de viscosidad cinemática del análisis sin la generación de manchas fueron de 15 a 18, en el rango normal, exceptuando el primer valor de 15. En el análisis donde se generaron manchas, los valores fueron de 17 a 20, estando los valores 17 y 18 en el rango y fuera del rango Esto fue de acuerdo a como estuvo oscilando la temperatura. Respecto a los niveles de viscosidad cinemática, se observó que, si la temperatura se incrementa, la viscosidad cinemática disminuye y con ello la taladrina blanca recuperada fluye con mayor rapidez, solo que no actuó al 100% como refrigerante al momento de elaborar el proceso de maquinado. Es por esto que se incrementaba la temperatura. Aun con los niveles variantes de pH y viscosidad cinemática, el porcentaje de productos con manchas era bajo, por lo que este tipo de análisis muestra que la recuperación de taladrina puede ser una opción para el ahorro de costos por la compra de este material usado en tornos de control numérico con sus procesos de maquinado.
3.4 Simulación matemática de recuperación de taladrina
Esta evaluación se realizó con el controlador PID en el software MatLab con la aplicación de Simulink. El análisis niveles de correlación de las variables involucradas en la simulación matemáticas, siendo la temperatura dentro del torno con control numérico en el proceso de maquinado, como variable de entrada y el pH y la viscosidad cinemática como variables de salida, representados por la figura 8 como el proceso de simulación. El porcentaje de error fue medido un índice de comparación de niveles de pH y viscosidad con cantidad de piezas fabricadas, para determinar los periodos de tiempo en los cuales la taladrina era funcional para los procesos de maquinado en la maquina CNC. Los datos para los análisis estadísticos fueron obtenidos con los dispositivos medidores de pH y viscosidad, así como de la cantidad de piezas con contadores electrónicos.

Figura 8 Representación de la simulación matemática del proceso de maquinado. Fuente. Información de la investigación
A- f (t), B-ʃf(t), C-f’(t), D-Industrial process, E-Error
La figura 8 muestra la manera de cómo se utilizó el PID en el proceso de maquinado con las variables mencionadas y descritas en la tabla 6, como lo indica su análisis. Las funciones del PID, fueron explicadas anteriores, ilustrando el cuadro con el proceso industrial y el proceso de retroalimentación con los márgenes de error en cada evaluación de correlación. Se elaboró una simulación con los periodos similares a los análisis del inicio de la investigación de ocho semanas, para determinar en periodos cortos la posibilidad de tener un proceso de recuperación de taladrina lo más óptimo posible y de ahorro de costos, que fue la meta principal de la industria donde se realizó el estudio científico.
Tabla 6 Analisis de correlación con la simulación matemática
| Factores | Temperatura, | pH | Viscosidad cinemática, |
| Semanas | |||
| 1 | 0.86 | 0.89 | 0.87 |
| 2 | 0.83 | 0.86 | 0.84 |
| 3 | 0.80 | 0.84 | 0.81 |
| 4 | 0.79 | 0.81 | 0.78 |
| 5 | 0.76 | 0.78 | 0.75 |
| 6 | 0.74 | 0.74 | 0.72 |
| 7 | 0.73 | 0.73 | 0.71 |
| 8 | 0.72 | 0.70 | 0.70 |
La tabla anterior ilustra los niveles de correlación de las tres variables principales involucradas en el proceso industrial de maquinado, indicando que, a mayor índice de correlación, se relacionan las variables evaluadas. El tener valores iniciales s cercanos a 0.9 en las tres variables, representa que la temperatura tiene un efecto considerable y la taladrina funcionaba correctamente como refrigerante. Conforme transcurrió el periodo de análisis, el índice de correlación, fue disminuyendo hasta el nivel de 0.7 o cercano a este, indicando que la taladrina funcionaba como refrigerante, pero con un efecto menor, por lo que debía de cambiarse por taladrina nueva. Esto fue, para que no se dañaran los productos fabricados, ni se generaran manchas en estos, así como proteger la herramienta del taladro de control numérico. Para estimar a futuro de corto plazo por periodos de cada dos meses, se elaboró una simulación matemática con el controlador PID, obtenido las funciones matemáticas óptimas para cada algoritmo en la figura 9, representando una estimación con un nivel de error del 0.05%.

A- f (t) = 4s / (9s + 4)
B-ʃf(t) = (3s2 + 5s -7) / (2s - 8)
C-f’(t) = (4s + 6)) / (6s2 - 3s -9)
D-Industrial process
E-Margen de Error en Retroalimentación
Como se observa en la figura anterior, con las funciones óptimas obtenidas, se determinaron los periodos adecuados de uso de taladrina reusada y la nueva.
Con estas funciones matemáticas se obtuvo una estimación de la relación de valores de pH y viscosidad a futuro para determinar los periodos de cambio de la taladrina y de mantenimiento preventivo de la maquina CNC evaluada.
4. Conclusiones
La investigación mostró la posibilidad de reutilizar taladrina de un torno de control numérico de una industria metalmecánica ubicada en la ciudad de Mexicali. Este tipo de industria en esta ciudad es de gran importancia en el desarrollo económico de la region, por lo que existe una gran cantidad de estas empresas industriales desde grandes industrias hasta microempresas con diversos tipos de maquinado. Los índices de correlación confirmaron la posibilidad del reúso de la taladrina, para generar ahorro en costos, en base al sistema de recuperación con imanes y la fibra de carbono. Este es un prototipo de análisis para con el proceso de mejora continua, disminuir los costos y con ello generar máximas ganancias económicas. Las evaluaciones en cada etapa fueron relevantes para obtener la máxima eficiencia del uso de taladrina en el torno de control numérico analizado. Esta investigación fue para determinar en una maquina CNC en especial de torno del uso óptimo de taladrina, y con este mismo proceso pueden ser evaluados otros tipos de sistemas mencionados en la tabla 2, que pueden operar en conjunto con la maquina CNC. Este estudio científico será relevante para obtener un óptimo ahorro del uso de taladrina, y con ello reducir los costos de manufactura de la industria metalmecánica local, regional, nacional e internacional.
5. Reconocimiento de autoría
Mildrend Ivett Montoya Reyes: Conceptualización; Recursos; Ideas; Metodología; Análisis formal; Investigación; Recursos; Análisis de datos; Juan Ceballos Corral: Ideas; Investigación; Análisis de datos; Escritura. Ismael Mendoza Muñoz: Conceptualización; Metodología; Análisis formal; Investigación; Análisis de datos; Revisión y edición; Administración de proyecto. Olivia Yessenia Vargas Bernal: Metodología; Análisis formal; Investigación; Recursos; Análisis de datos.

