











 text new page (beta)
text new page (beta) Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink1. Introducción
Los sistemas convencionales de secado se realizan por medio de aire comprimido que producen colisiones entre las piezas manufacturadas o por calor que cambia algunas de las propiedades de los metales, o que principalmente presentan alguna decoloración en su materia prima.
En la industria, la energía ultrasónica se ha aplicado desde mediados del siglo XX, pero debido a que implica una inversión económica significativa en la investigación de esta tecnología en particular, sólo un número reducido de aplicaciones se han introducido de manera comercial. Durante los últimos años ha retomado un auge, renovando el interés por la aplicación ultrasónica en procesos farmacéuticos, industria alimentaria, química, etc. convirtiéndose en una tecnología limpia y eficiente para el desarrollo de procesos de secado [1].
La aplicación de la energía ultrasónica además de sus beneficios de secado, permite mejorar la eficiencia, minimizar el impacto al medio ambiente y en generar ahorro de energía para una mejor sostenibilidad.
Actualmente se emplea la energía ultrasónica para la limpieza o lavado de medios sólidos flexibles, como textiles y especialmente adecuado para limpiar de forma continua materiales. La energía ultrasónica se aplica a los materiales a lavar mediante placas vibrantes a flexión, que se ponen en contacto directo con los materiales a lavar, estos tienen que estar sumergidos en una capa superficial de líquido [2].
El empleo de la energía ultrasónica a diferentes frecuencias, permite la medición del gradiente de tensión basado en tecnología ultrasónica, también permite medir la onda longitudinal de refracción crítica (LCR) en base a la teoría de la elasticidad [3]. El estudio muestra que el método LCR puede utilizarse para medir la tensión residual rápidamente y con precisión, y cambiando la frecuencia del anillo puede realizar la detección rápida del gradiente de tensión en una determinada profundidad. Este nuevo método mide el estrés residual de los componentes basado en la onda longitudinal de refracción crítica.
En base a una mejor eficiencia en la soldadura se aplica la energía ultrasónica automatizando el diseño de la soldadura con un nuevo tipo de paquete de dosis unitaria con una guía especial proporcionando incluso colocación de las extensiones. La ventaja de esta dosis unitaria, es que hasta que el producto sea consumido, tiene la garantía de un sellado hermético [4].
Otra aplicación de la energía ultrasónica basado en la aplicación de diferentes frecuencias en el proceso de micro electroformado, el cual es ampliamente utilizado para la fabricación de dispositivos de micro metal en el Sistema Micro Electro Mecánicos (MEMS). Sin embargo, existe el problema de poca fuerza de adherencia entre la capa de micro electroformado y el substrato. Esto influye drásticamente en la precisión dimensional del dispositivo. Para resolver este problema, el método de agitación ultrasónica se aplica durante el micro proceso de galvanoplastia. Para medir el efecto de la agitación ultrasónica en la fuerza de adherencia micro galvánica, se realizaron pruebas empleando diferentes energías ultrasónicas (100 W, 150 W, 200 W, 250 W) y diferentes frecuencias ultrasónicas (40 kHz, 80 kHz, 120 kHz, 200 kHz). Se analizaron los efectos de la energía ultrasónica en conjunto con la frecuencia ultrasónica en el proceso de micro electroformación, aplicando el método de polarización y con esto modificar el actual método de impedancia de corriente alterna (c.a.). Los resultados experimentales indican que la agitación ultrasónica puede disminuir el potencial de polarización y aumentar el proceso de transferencia de carga. Generalmente, la superficie de contacto interna se aumenta y el esfuerzo de compresión se reduce. Los efectos de despolarización de la potencia ultrasónica y su frecuencia en el fortalecimiento de la adhesión son diferentes. Entonces cuando la agitación ultrasónica es de 200 W y 40 kHz la fuerza de adherencia es mayor [5] lo que contribuye a la fabricación de la capa galvánica con gran resistencia a la adherencia, debido a que la tasa residual de las matrices micropilares aumentan aproximadamente un 17% mediante el método de agitación ultrasónica.
Se desarrolla un sistema automatizado que permite implantar un medio continuo del proceso de secado de piezas, logrando reducir los tiempos, el costo, evita los golpes entre piezas maquinadas, disminuye la peligrosidad por el uso o contacto de solventes en los trabajadores, genera un área de trabajo limpia y segura, como consecuencia el sistema propuesto mejora la productividad de la empresa reduciendo costos de producción y asegurando la demanda de piezas.
2. Factores del diseño del transductor
Para seleccionar el modo de trabajo del transductor de acuerdo con su radiación ultrasónica, se analizaron varios modos de resonancia del transductor que permita pulverizar el agua, observando cómo se comporta su distribución de desplazamientos y tensiones en el transductor en su frecuencia de trabajo.
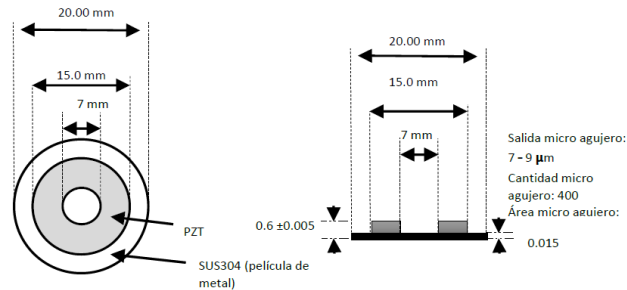
Tomando en cuenta el límite de tensión de fatiga del material, la capacidad de energía irradiada por la placa, se empleó un transductor cerámico de 20 mm de diámetro, un consumo de potencia de 1.5 - 3 W, consumo de tensión DC de 3.7 - 12 V, con frecuencias de 113MHz/2.4MHz/1.7MHz/108kHz con controlador de +/- 3 kHz, con un tiempo de vida aproximadamente mayor a 3000 hrs (de acuerdo a las especificaciones del fabricante), como se muestra en la Figura 1.
Fuente: fabricante desconocido, https://www.ebay.com.
Figura 1 Especificaciones del transductor cerámico.
Características del transductor:
Alta eficiencia de conversión
Baja impedancia estable de forma de onda
Baja pérdida dieléctrica
Alta resistencia a la corrosión
Gran cantidad de atomización (pulveriza el agua).
El análisis del transductor en la banda trasportadora, y todo el sistema para el secado involucra un elevado precio computacional, de acuerdo con las dimensiones del sistema, para obtener un modelo adecuado, se determinaron consideraciones secundarias como [6]; a) distribución de la presión del aire sea simétrica en relación con el eje central longitudinal y transversal; b) deformación de la placa sea simétrica en relación con el eje transversal y al eje longitudinal.
Las ecuaciones fueron derivadas de las ecuaciones acústicas de la onda [7]: a) el fluido se determina por las estimaciones de presión y temperatura; b) el fluido no es viscoso; c) la velocidad del fluido es cero y no hay convección; d) la variación de la densidad del aire es despreciable; la compresión del líquido es termodinámicamente reversible y adiabático.
Para los cálculos de la propagación de las ondas se contempló la ecuación de Helmholtz (1) y para calcular la vibración del transductor se empleó la teoría elastodinámica (2) que se utilizó y calculó en la investigación [6].
Dónde:
P es la presión acústica [Pa]
Ke es el número de onda compleja [m-1]
ρs es la densidad del sólido, [kg/m3]
ω es el coeficiente de atenuación, [dB/m]
σ es la tensión elástica [Pa].
3. Sistema de generación de alta frecuencia
Para generar un campo acústico estacionario de alta frecuencia ultrasónica, se empleó la placa PCB circuito de frecuencia de búsqueda automática, como se muestra en la Figura 2.

Especificaciones de la placa PCB
Módulo atomizador micro ultrasónico
Aplicaciones para juguetes de gama alta y micro zumbido
Compatible con Xbox, Kinect, play station
Voltaje de operación: 3 - 12 VDC
Consumo de potencia de 1.5 - 3 W (operación normal 1.5 W)
Sin marca
Manufacturado en China
Soporta transductores de 16 - 20 mm
Frecuencia de salida: 113 ( 3 kHz
Capacitor de 3000 pF ( 15 %
Tensión nominal: 70 V (máximo)
Tipo de salida: frecuencia.
Los componentes que integran la placa PCB que genera la frecuencia de salida para el transductor piezoeléctrico se muestra en la Tabla 1.
Tabla 1 Elementos usados en la placa PCB.
| Referencia | Descripción | Características principales | Cantidad |
| D1 SS14 | Diodo rectificador Schottky | Gama de voltaje = -20 a 80 V, 1A | 1 |
| U1 78L05 | Regulador de voltaje positivo |
|
1 |
| U2 MC34063A | Control del convertidor DC a DC |
|
1 |
| Q1 1N60C | Diodo de conmutación | 50 V 3A 2-pin | 1 |
| U3 Integrado de 8 pines Desconocido | Generador de pulsos de alta frecuencia | Desconocidas | 1 |
Fuente: elaborado por el autor.
4. Resultados y discusión
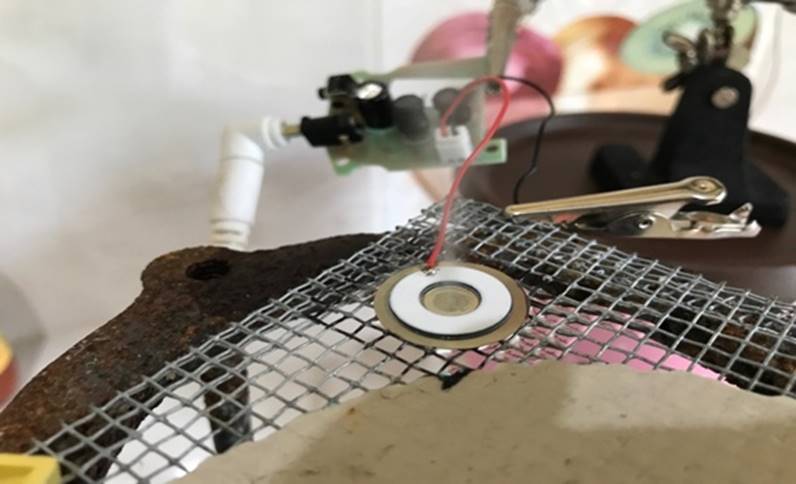
Se diseñó el experimento en una rejilla metálica de asbesto (contiene las mismas dimensiones que tiene la banda transportadora metálica) y se delimito un área de 3.24 cm2 donde se vertió una cantidad de agua de 0.5 ml como se muestra en la Figura 3.
La frecuencia central de trabajo del generador de frecuencia en base a los datos de fabricante es de 113 ( 3 kHz y al someterlo a las pruebas de secado el piezoeléctrico representa una carga sobre sobre la salida del circuito electrónico debido a que le debe suministrar energía para que el piezoeléctrico funcione, por lo que se genera una diferencia de potencial a través del piezoeléctrico atenuando de forma mínima la frecuencia de salida, como se observa en la Tabla 2.
Tabla 2 Resultados en la frecuencia de salida.
| Frecuencia base al fabricante [kHz] | Frecuencia de salida experimental [kHz] | % Error | |
|---|---|---|---|
| Frecuencia central | 113 | 103.7 | 8.9 |
| Frecuencia superior | 116 | 106.7 | 8.71 |
| Frecuencia inferior | 110 | 100.7 | 9.23 |
Fuente: elaborado por el autor.
Prueba de secado
Para realizar la prueba de secado a través de la malla de la banda transportadora se realizaron tres escenarios de pruebas diferentes, donde se manipuló la temperatura promedio del agua a 29.15, 18.8 y 62.5 ºC, con el propósito de comprobar el buen funcionamiento del transductor piezoeléctrico.
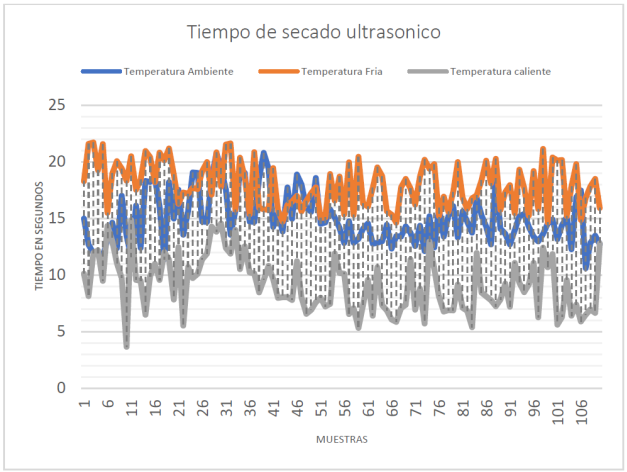
En la Figura 4 se observa los tres escenarios del análisis del transductor con el medio contenido, se realizaron 109 muestras de una porción de agua de 0.5 ml donde se observa que el mayor tiempo de secado es en el escenario en el cual la temperatura promedio de 18.8 ºC, y en el escenario en el que la temperatura es de 62.5 ºC tiene mayor eficiencia de secado, en comparación con las otras dos temperaturas.
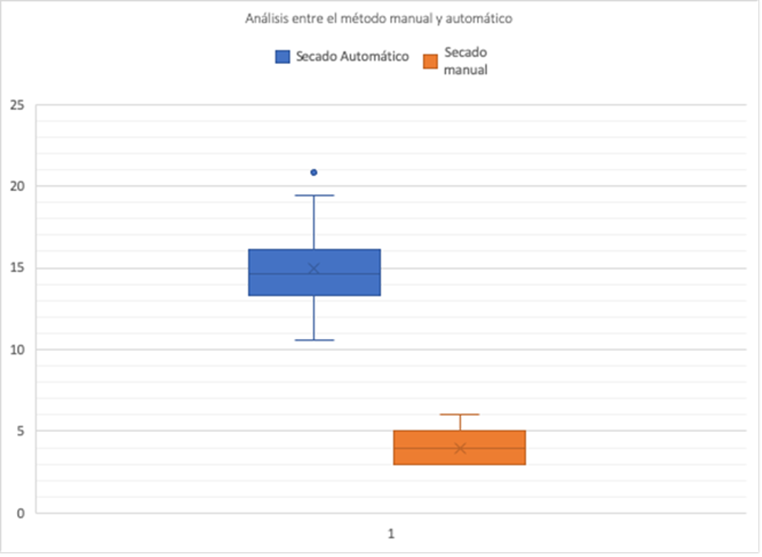
En la evaluación estadística se encontró diferencias significativas en el tiempo de secado, y que dependen de la habilidad y experiencia de la persona en el método manual, concluyendo con un tiempo de secado promedio de 3.98 segundos y en el método automático se tomó un tiempo promedio de 14.97 segundos, se analizó el secado de una pieza como se muestra en la Figura 5 y la Tabla 3 donde se concluye y visualiza la diferencia entre ambos métodos, colocando al método de secado manual con una ventaja significativa sobre el método automático.
Fuente: elaborado por el autor.
Figura 5 Gráfico que muestra la variabilidad en los métodos comparados.
Tabla 3 Resultados estadísticos de validación.
| Pieza | Modo de prueba | Volumen de agua por pieza | Método de secado | Cantidad de piezas | Tiempo promedio de secado (Segundos) |
| Boquilla de acero | Manual | 0.5 ml | Aire comprimido | 1 | 3.98 segundos |
| Automático | 0.5 ml | Vibración ultrasónica | 1 | 14.97 segundos |
Fuente: elaborado por el autor.
Se validaron los resultados estadísticos como lo vemos en la Figura 5, para una sola muestra donde el tiempo de secado manual es menor al secado automático, en el diagrama se nota una distribución compacta en el secado manual y va a depender mucho de la habilidad del operador, la mediana del secado manual es 4 segundos, con casos aislados de 6 segundos. En el secado automático también presenta una distribución compacta y presenta una mediana igual a 14.6 segundos y con dos casos aislados de 20.8 segundos. Pero con el diseño de una matriz de 16 sensores se secarán 16 piezas en un promedio de 14.97 segundos como se observa en la tabla 3, mientras que de modo manual secar 16 piezas tomaría un tiempo promedio de 63.68 segundos y el operador solo puede manipular un máximo de 5 piezas al mismo tiempo para su secado, sin provocar vibraciones y colisiones entre las piezas.
Haciendo una comparación entre el método manual y el automático en un promedio de 16 piezas se observa que el tiempo con el método manual es de 63.68 segundos y 14.6 segundos con el tiempo del método automático, notándose claramente una eficiencia de 4.56 veces más rápido el proceso de secado, con una reducción de un 22.93 % en el tiempo de secado de las piezas.
Después de las pruebas de secado, se desarrolló el bosquejo del sistema de banda transportadora en sistema CAD (SolidWorks) fabricando de manera virtual el sistema de transportación de las piezas manufacturadas.
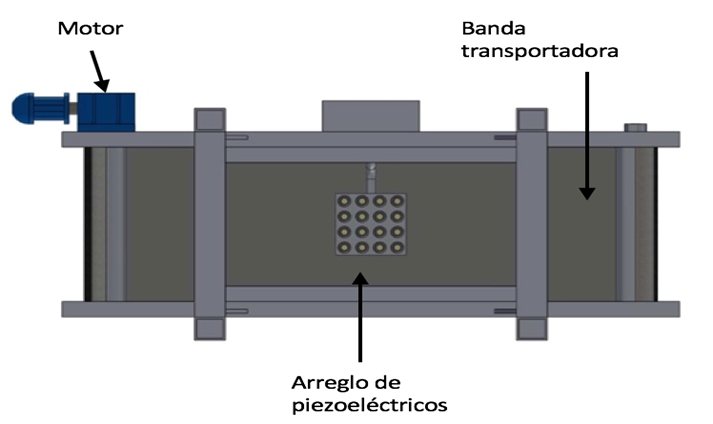
En la Figura 6 se muestra la estructura de la banda transportadora, situando el elemento de control de desplazamiento de las piezas manufacturadas sobre una banda metálica (motor) y el sistema de secado que está compuesto por un arreglo de piezoeléctricos en una placa cuadrada.
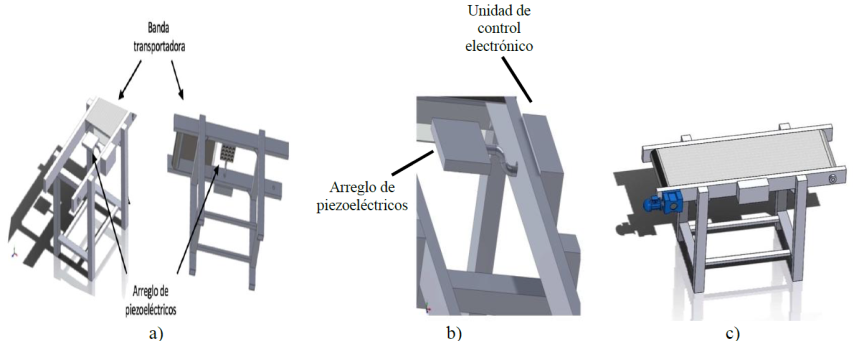
La Figura 7 describe el posicionamiento del sistema de secado dentro de la estructura de la banda, donde albergara al arreglo matricial de los 16 dispositivos piezoeléctricos, que al detectar el paso de la piezas sobre la banda transportadora, el sistema se elevara hasta realizar contacto directo con la banda metálica y realizar el proceso de pulverización del agua contenida sobre el medio, al terminar el desplazamiento del agua, el sistema de secado regresara a su posición original permitiendo el desplazamiento continuo de la banda.
5. Conclusiones
En base a los análisis del sistema ultrasónico la frecuencia de trabajo es de 103 Hz con un desempeño eficiente en el secado a temperaturas altas, bajo consumo de energía (aproximadamente de 1.5 - 3 W), no genera ruido, bajo costo y no contamina el medio ambiente. Con el argumento del presente trabajo, se contribuye al desarrollo de sistemas con equipos ultrasónicos a partir de la adaptación de tecnología existente y la capacidad de implementar equipos con elementos accesibles.
La implementación del proyecto en la empresa permitirá un medio continuo de secado de las piezas, garantizando una reducción en el tiempo de secado y minimizando los golpes entre la pieza maquinada.
Comparando este sistema con otros equipos que existen en el mercado o con similares características, el sistema propuesto puede ser competitivo en el mercado actual, tanto en eficiencia y precio, como se muestra en la Tabla 4.
Tabla 4 Costo total de materiales para el diseño de los sensores.
| Item | Valor [$] | Cantidad | Total [$] |
| Placa PCB WG3166A | 78.28 | 16 | 1252.48 |
| Fuente de poder | 3940.2 | 3940.2 | |
| Placa de soporte | 500 | 500 | |
| Otros materiales (conectores, estaño, terminales, elementos pasivos) | 500 | 500 | |
| Total | 6192.68 |
Fuente: elaborado por el autor.
El costo de los materiales puede reducir en la medida en que se produzcan en grandes cantidades y del valor del cambio de dólar.
Los beneficios de establecer este sistema minimizarán los golpes entre las piezas maquinadas, eliminará fluidos contaminantes, disminuirá la peligrosidad por el uso o contacto de solventes en los trabajadores, generara un entorno laboral estable y seguro. Desde un punto de vista de seguridad e higiene industrial disminuirá riesgos y accidentes, generando un área de trabajo limpia y segura, lo que aumentara la eficiencia de 4,56 veces más rápido y mejorará la productividad en el proceso hasta su almacenaje.

