










Servicios Personalizados
Revista
Articulo
 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista ALCONPAT
versión On-line ISSN 2007-6835
Rev. ALCONPAT vol.7 no.1 Mérida ene./abr. 2017
https://doi.org/10.21041/ra.v7i1.170
Applied research articles
Proposal for improved mixes to produce concrete masonry units with commonly used aggregates available in the Valley of Mexico
1Departamento de Materiales, Universidad Autónoma Metropolitana, México.
In this paper, a proposal is done to update the masonry index compressive strength design value f* m for solid concrete masonry units for the masonry guidelines of Mexico´s Federal District Code (NTCM-2004). Solid units were made by taking into account the characteristics of the most commonly used raw materials available in the Valley of Mexico to fabricate such units in the Metropolitan Area of Mexico City. Different tests were conducted for both raw materials and the obtained concrete units. Based upon test results, it is illustrated why it is much better to design masonry structures based upon the experimental data of the units to be used at the construction site rather than using index values proposed in building codes.
Keywords: masonry; concrete masonry units; compressive strength
Se presenta un estudio donde se hace una propuesta para actualizar los valores índices de la resistencia a la compresión de mamposterías (f* m ) elaboradas con piezas de concreto especificados en las normas de mampostería vigentes en el Distrito Federal. Se realizó un estudio de mercado, donde se tomaron en cuenta las características de los materiales comúnmente utilizados en la actualidad en el Valle de México para la fabricación de piezas de concreto sólidas, incluyendo los resultados de distintas pruebas de laboratorio realizadas a la materia prima. Con base en estos resultados, se ilustran las ventajas de diseñar a la mampostería con base experimental en lugar de utilizar los valores indicativos que se ofrecen en las normas de mampostería.
Palabras clave: mampostería; piezas de concreto; resistencia a la compresión
Apresenta-se um estudo onde se propõe uma atualização dos valores do índice de resistência à compressão da alvenaria (f* m ) elaborados com blocos de concreto especificados nas normas de alvenaria em vigor no Distrito Federal. Foi realizado um estudo de mercado, que levou em conta as características dos materiais comumente utilizados atualmente no Vale do México para a fabricação de blocos de concreto sólidos, incluindo os resultados de vários testes de laboratório nas matérias- primas disponíveis. Com base nestes resultados, são apresentadas as vantagens de projetar a alvenaria com base experimental em lugar de usar os valores indicativos oferecidos nas normas de alvenaria.
Palavras chave: Alvenaria; blocos de concreto; resistência à compressão
1. INTRODUCTION
In Mexico, most housing construction is built with masonry. In most housing applications, main structural elements are composed of masonry to resist gravitational and lateral loads. Structural masonry infill walls are also used. Masonry is used in other structural elements such as fences and buttresses. The non-structural use of masonry as partition walls is widespread, as architects and users appreciate their property to reflect sound waves, then providing excellent sound isolation between adjacent rooms for the comfort of building users, a property that cannot be offered with other lighter options such as plywood walls, for example. Confined masonry is the dominant mode of construction in engineered projects and self-construction projects in cities, whereas unreinforced masonry is used in non-engineered construction, primarily in small towns and the countryside. Reinforced masonry is rarely used within the country. Given its extended use as structural material in Mexico, it is very important to build using quality masonry units with adequate strength and durability properties to resist the actions to which they will be subjected.
Unfortunately, the quality of most masonry units available in Mexico City and its suburban area has decayed in past decades, particularly the concrete masonry units. When the masonry guidelines of Mexico´s Federal District Code were published by the first time (NTCM-77, 1977), tables were provided for the compressive design strength of the masonry (f* m ) in terms of the compressive strength of the masonry units (f* p ) and the mortar used based upon the experimental program developed during the 1960s-70s at the Institute of Engineering of the National Autonomous University of Mexico (UNAM, acronym in Spanish), as reported in Meli (1979) and partially reproduced in Tena and Miranda (2002).
A histogram of the concrete masonry units produced in Mexico City at the times was reported by Meli (1979) and it is shown in Figure 1. At the times, there were three kinds of concrete masonry units produced in Mexico City: a) heavy weight, b) normal weight and, c) light weight. Higher strengths and less scatter were obtained for the heavy concrete masonry units because they were manufactured in industrialized factories using aggregates with few porosities and high cement/aggregate ratios. Lower strengths and higher scatter were obtained for light weight masonry units, because they were not necessarily manufactured in factories with high quality-control standards and they used aggregates with high porosities and small cement/aggregate ratios. In fact, it was observed that light weight concrete blocks were prone to be damaged during the transportation loading and unloading process, producing more waste or having the risk that damage units would be actually used in masonry elements (Tena and Miranda, 2002).
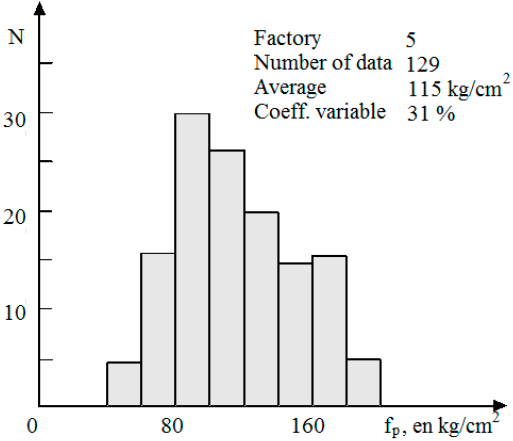
It can be observed from the histogram depicted in Figure 1 that in the 1970s, the quality of the concrete masonry units produced in Mexico City Metropolitan Area was adequate for structural use, as the mean compressive strength for the units was ƒ̅p kg/cm2. It can also be observed from Figure 1 that most of the tested concrete masonry units had a compressive strength in the range of 80 to 120 kg/cm2.
However, it was found since then that the solid concrete building brick exhibited a high strength scatter among manufacturing factories because they used different aggregates and the cement/aggregate mixes varied. For the solid concrete building brick, the obtained mean compressive strength was ƒ̅p 57kg/cm2, with a high coefficient of variation of 0.54 or 54% (Meli, 1979; Tena and Miranda, 2002). Besides its low compressive strength, the solid concrete building brick exhibits a high volumetric expansion and a high permeability, therefore, making its use unattractive for applications with frequent contact with the water or in environments with high humidity (Meli, 1979; Tena and Miranda, 2002).
Regrettably, this solid concrete building block is the cheapest manufactured masonry material and therefore, it is massively used by low-income people for housing purposes in Mexico, Mexico City included. It is even more unfortunate that its quality has lowered with time. In fact, not only the quality of the solid concrete building block has lowered in Mexico City, but also for the concrete blocks, where a great porosity is easily observable and even one can easily break them with the hand at the time of grabbing them!
It is worth noting that in recent testings conducted at the Metropolitan Autonomous University, Azcapotzalco campus (UAM-A, acronym in Spanish), the most common concrete blocks that are sold and used to build combined and confined masonry structures had even lower quality. From the testing of 18 concrete blocks produced by the same manufacturer, the obtained average compressive strength was ƒ̅p 43.3kg/cm2 and the average water absorption was 26.5% (Tena et al., 2007; Tena-Colunga et al., 2009).
Therefore, this research team started an experimental program intended to find practical solutions to solve the already ancient problem of having mostly low quality concrete blocks (solid and hollow) available in the Valley of Mexico. The program started finding practical solutions to improve their main properties while using the same raw materials (aggregates) currently used by the manufacturers that supply the building market of the Metropolitan Area of Mexico City. Some aspects of the conducted study are presented in following sections and the details are reported elsewhere (Liga and Pérez, 2013).
2. CONCRETE UNITS PRODUCED IN THE VALLEY OF MEXICO
The first step of the conducted research was to quickly assess the properties of most common solid concrete building blocks currently marketed in the Valley of Mexico. The concrete units were supplied by a manufacturer that uses “tepojal” (a material with fineness modulus of 4.16) as its main aggregate, given its abundance in the valleys of Mexico and Toluca. The manufacturer uses a Portland cement classification cpC 40, produced by Lafarge. Nominal dimensions for the solid concrete building block units are 7 cm x 12.5 cm x 25 cm. These units are commercialized in several construction retail stores.
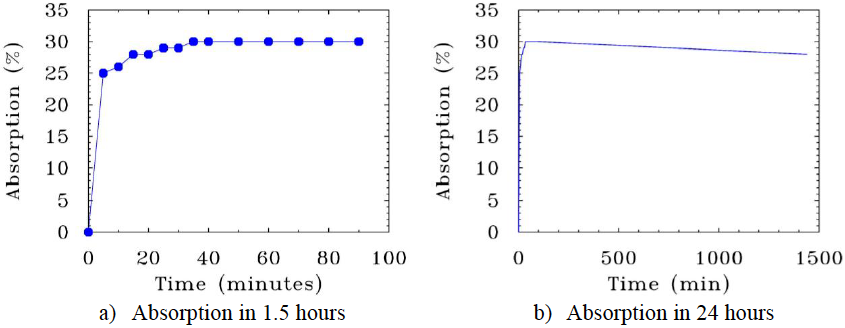
Water absorption and compressive strength tests were conducted. Six units were used for the water absorption tests. Measurements were done at small time intervals (5 and 10 minutes), as well as a time of 1.5 and 24 hours. The average water absorption curves obtained for the time intervals under study are shown in Figure 2, where it can be observed that the water absorption rate is very high, surpassing for 24 hours (Fig. 2b) the 20% limit established in the Mexican norm NMX-C-404 (2005). In fact, the units absorb more than 25% their weight in only 5 minutes (Fig. 2a).
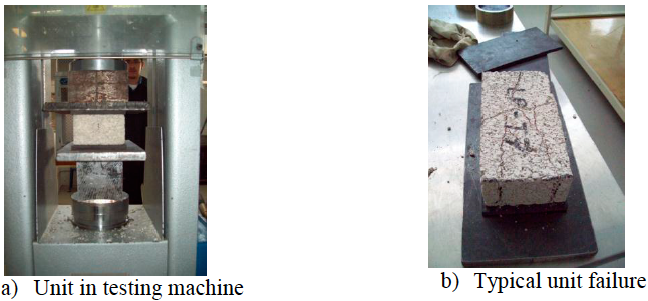
Compression tests were conducted according to what it is established in Mexican masonry guidelines NTCM-04 (2004) and Mexican norm NMX-C-036 (2004). Therefore, nine units were tested, using neoprene plates ½’’ thick as pitching material (Fig. 3a). It was observed from the tests the typical lateral split tension failure for the units (Fig. 3b). The obtained average compressive strength was ƒ̅p 25.5kg/cm2, which it is considerably lower than the requested minimum strength for the masonry units in norm NMX-C-404 (2005) and in the masonry design guidelines NTCM-04 (2004), where the minimum required design strength is f*p=60 kg/cm2. In fact, according to NTCM-2004, the required minimum average compressive strength for structural use is ƒ̅p 105kg/cm2, taking into account that, at the time of assessing f*p: a) the minimum coefficient of variation established in NTCM-04 for the tested units is 0.30, and, b) a statistical criterion corresponding to the 98 percentile is considered in NTCM-04 (Alcocer et al., 2003).
Then, with the obtained test results it was confirmed the suspicion that this research team had taking into account previously available experimental information: it is alarming the low quality of many concrete masonry units that are produced and marketed in the Valley of Mexico and that are sold in many construction retail stores, despite the fact a quality cement was used in their fabrication. Therefore, it was decided to manufacture solid concrete building block units of the same dimensions and using the same raw materials (aggregates), but different mixes. The purpose was to obtain units with reasonable strengths for structural use according to what it is established in NMX-C-404 (2005) and NTCM-04 (2004).
3. DESIGN OF MIXES TO SATISFY MEXICAN NORMS
Given the low quality of many of the concrete masonry units that are sold and used in the Valley of Mexico, it was decided to design concrete mixes using the same aggregates and cement currently used by the manufacturer, but trying to improve their average compressive strength. In order to have a reasonable strength range, mixes were designed to obtain an average compressive strength ƒ̅p between 50 kg/cm2 and 200 kg/cm2. The main reason to target such a strength range was to build later masonry prisms using such units and the mortars allowed in NTCM-04. Then, conducting compressive tests to assess f* m , the obtained results can be used to propose updated tables for NTCM for the design compressive strength of the masonry (f* m ) in terms of the compressive strength of the concrete masonry units (f* p ) and the mortar.
From the field investigation (Liga and Pérez 2013) it was obtained that most manufacturers use tepojal as their main aggregate to produce solid concrete building block units and, depending on the zone and material availability, other manufacturers use tezontle and sand as their base aggregates.
It is known as tepojal (Fig. 4a) a clayly-sand which it is plenty available in Mexico. It is a small volcanic grain covered with clay, very light and with a high porosity, which in theory makes it an ideal material to produce light weight concrete masonry units. The tepojal used in this study was obtained from material banks at Toluca, and its detailed material characterization (granulometric curves and main material properties) was done according to Mexican norms NMX-C-073 (2004), NMX-C-077 (1997), NMX-C-111 (2004) and NMX-C-165 (2004), as reported in detail in Liga and Pérez (2013) . The main obtained properties for tepojal were: a) fineness module: 4.16, b) water absorption: 54.25%, c) humidity: 39.26%, d) loose volumetric weight: 0.68 ton/m3, e) compact volumetric weight: 0.81 ton/m3, f) dried unit weight: 1.04 ton/m3 and, g) saturated unit weight: 1.60 ton/m3. From the results obtained, it is concluded that the tepojal used in this study is a very light material but with a very high water absorption potential; this last characteristic is not desirable for the manufacture of light weight concrete masonry units.

Tezontle (Fig. 4b) is a red, thin gravel from volcanic origin, which it can be found in hillsides, volcanoes or depressions. The tezontle used in this study was obtained from material banks at Santa María Chiconautla in the State of Mexico. Its material characterization was done as previously described for tepojal. The main obtained properties for tezontle were (Liga and Pérez, 2013) : a) water absorption: 20.46%, b) humidity: 7.78%, d) loose volumetric weight: 0.91 ton/m3, e) compact volumetric weight: 1.04 ton/m3, f) dried unit weight: 1.56 ton/m3 and, g) saturated unit weight: 1.87 ton/m3. From the results obtained, it is concluded that the tezontle used in this study is a light material with reasonable water absorption potential; so tezontle is an ideal material to manufacture light weight concrete masonry units.
Finally, common sand (Fig. 4c) from a material bank in Huixquilucan, State of Mexico, was also used. The main obtained properties from the material characterization were: a) water absorption: 28.11%, b) humidity: 1.66%, d) loose volumetric weight: 1.27 ton/m3, e) compact volumetric weight: 1.43 ton/m3, f) dried unit weight: 1.66 ton/m3 and, g) saturated unit weight: 2.17 ton/m3. From the results obtained, it is concluded that the sand used in this study is a normal weight material with reasonable water absorption properties; so, it is an ideal material to manufacture quality concrete masonry units.
Given the good properties obtained for tezontle, its granulometric curve and its cost, it was decided to use a tezontle-sand mix in a 30-70 volumetric proportion (30% tezontle and 70% sand), which it was also characterized. The main obtained properties for this material mix were: a) water absorption: 21.51%, b) dried unit weight: 1.68 ton/m3 and, c) saturated unit weight: 2.04 ton/m3.
3.1 Design of concrete mixes to manufacture concrete masonry units
The design of concrete mixes was done following traditional methods available in the literature (for example, Neville, 1998). Different mixes were made using tepojal and the mix tezontle-sand (30-70) as base material for different cement/aggregate and water/cement ratios. Solid concrete masonry units and standard cubes were built with the resulting mixes (Fig. 5). The initial objective was to obtain average compressive strengths close to 50, 100, 150 and 200 kg/cm2. The details of the concrete mix design and proportioning and their related experimental results are reported in greater detail in Liga and Pérez (2013).

The project started with the design of concrete mixes using tepojal as base material. Compressive strength tests for the manufactured solid units and standard cubes (Fig. 5) were conducted. The obtained initial results from the compressive strength test were discouraging. A big difference was observed for the individual and average (Fig. 6) compressive strength between the cubes and the solid units for the same concrete mix. It is clear then that the shape factor affects the obtained results, but no information was available on how to relate cube and units strengths (strength correction factor).
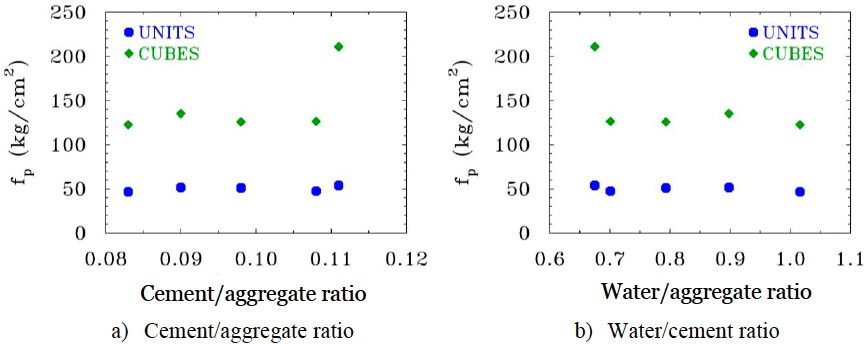
Figure 6 Dispersion of obtained compressive strength test results for cubes and solid masonry units made with tepojal as base material. Shown values correspond to the average of at least nine cubes and four solid units.
Results shown in Fig. 6 are for solid units and cubes manufactured with the same mix in the same date. The dependency of the compressive strength with respect to the cement/aggregate (Fig. 6a) and water/cement (Fig. 6b) ratios was evaluated. Fog curing was used for both cubes and concrete masonry units.
It can be observed from Figure 6 that the obtained compressive strengths for the solid units were low, independently of the cement/aggregate or water/cement ratios. Measured compressive strengths varied between 31.1 and 64.9 kg/cm2 and their average values ranged between 47 to 54 kg/cm2 (Fig. 6). No significant improvement on the measured compressive strength was observed as the cement/aggregate ratio increases (Fig. 6a) or the water/cement ratio decreases (Fig. 6a), particularly for the solid units, which were the objects of interest in this research. With respect to the water/cement ratio, perhaps the main reason of no observing an improvement as the water/cement ratio decreases is related with the great porosity and high water absorption characteristics of tepojal, and its inability to retain water in a controlled manner. Then, the resulting concrete mix may develop important shrinkage when loosing water at the time of drying, which does no favor an adequate chemical reaction with the cement and then, leading to a solid material that it is porous and weak. Therefore, unless the water/cement ratio is controlled to be 0.7 or smaller, when the higher compressive strength are obtained (Fig. 6b), the resulting mixes for higher water/cement ratios are not compact enough and the resulting solid units are not strong enough in the average. Therefore, it was concluded that tepojal most likely is not a suitable base material to produce quality concrete masonry units despite its popularity and availability, granted that the characteristics of the studied tepojal from the material bank of Toluca are representative of other tepojal banks in the valleys of Mexico and Toluca.
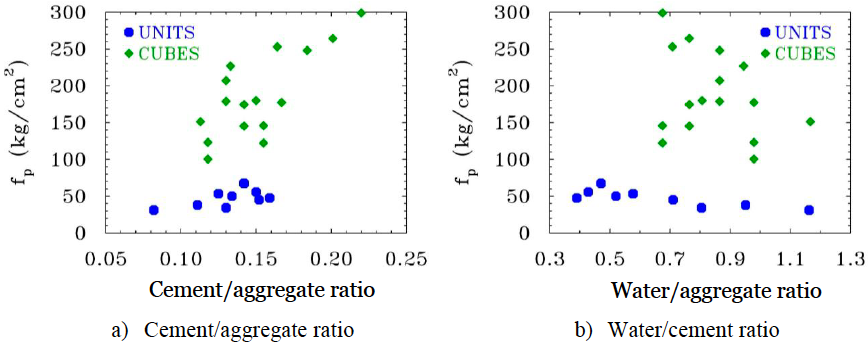
Given the discouraging results obtained with the tepojal mixes, then, it was decided to work with mixes using the tezontle-sand 30-70 mix in order to obtain a concrete with base aggregates of reasonable material properties. Average compressive strengths for cubes and masonry units made with these mixes and their relation with the cement/aggregate (Fig.7a) and the water/cement (Fig. 7b) ratios are shown in Fig. 7. Average values were obtained for 5 to 7 cubes or solid units. Different cement/aggregate ratios were initially studied (between 0.08 and 0.22, Fig. 7a) in order to try to obtain the objective (or target) average compressive strengths for the solid masonry units. As it is shown in Fig. 7a, no significant difference was observed in the average compressive strength obtained for the solid masonry units. However, an important difference was observed in the average compressive strength for the cubes. Strength increments in cubes for cement/aggregate ratios higher than 0.12 did not grow as rapidly as those obtained for smaller cement/aggregate ratios. Therefore, taking into account that solid masonry units rather than cubes are the main objects of interests of study, cement/aggregate ratios were finally adjusted to the following ratios: 0.053, 0.065, 0.084 and 0.120. This selection of mixes was done considering the manufacturing process and costs. It is not wise to augment the quantity of cement used in the mix if there are not evident increments in the compressive strength for the resulting concrete masonry units, because cement is the most expensive material used in the mix. A cheaper option would be always to improve the mix for base materials (aggregates). It is worth noting that the studied tezontle-sand 30-70 mix has good characteristics (although far from ideal ones), because the average compressive strength for the solid units increases (although slightly) as the water/cement ratio is reduced (Fig. 7b), as it should be expected when the water consumption is controlled in the manufacturing process. No workability problems were observed for mixes with water/cement ratios of 0.4 or smaller despite of not using any admixture. Obtained average compressive strengths for the solid masonry units varied from 47.5 kg/cm2 for a water/cement ratio w/c=0.39 to 50 kg/cm2 when w/c=0.52. The highest average compressive strength for the solid units was 67.43 kg/cm2 when w/c=0.47. Obviously, a larger, more uniform and more controlled sampling of mixes with respect to the water/cement ratio is required to observe clear tendencies with respect to this variable; however, this was not the main objective of the conducted study. As mentioned earlier, the main purpose of this research was to define, in a practical way, four plausible concrete mixes to manufacture solid concrete masonry units with a fairly uniform distribution of their average compressive strength.
4. MANUFACTURING OF TEZONTLE-SAND 30-70 MASONRY UNITS
As described in the previous section, a massive manufacturing of solid concrete building bricks was done using a tezontle-sand 30-70 mix as base material, and cement/aggregate ratios of 0.053, 0.064, 0.084 and 0.120. This decision was done taking into account the experimental results reported in the previous section, as well as the opinion of the interested manufacturer that participated in this research, which informed this research team that production costs would considerably increase if the cement/aggregate ratio is higher than 0.12. The water/cement ratios used by the manufacturer varied from 0.43 to 0.50, taking into account the results of the reported tests (Fig. 7b).
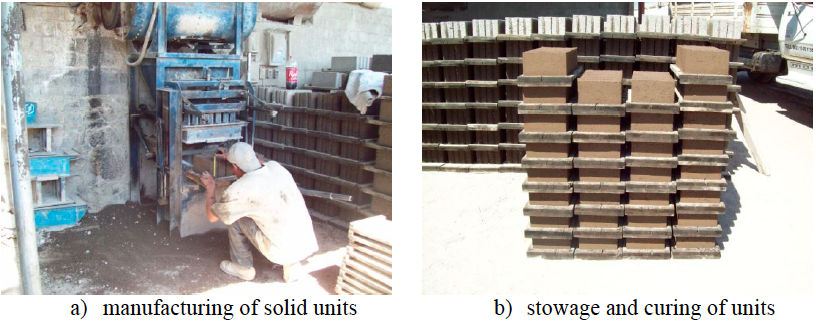
The solid concrete building blocks were produced by the concrete block manufacturer (Fig. 8) using the mix proportioning provided by this research team, they were stowed with care and were cured under ambient conditions (Fig. 8b), adding water manually as required, which it is a typical manufacturing process of most small concrete block factories that operate in the Valley of Mexico. Of course, there are big industrialized concrete masonry units’ manufacturers operating in the Valley of Mexico which do a careful selection of their material banks, a professional definition of their concrete mix proportioning and use highly industrialized manufacturing processes with low water consumption. Unfortunately, to the authors´ knowledge, there are only two industrialized manufacturers of concrete masonry units operating in the Metropolitan Area of Mexico City and its suburbs.
5. COMPRESSIVE STRENGTH OF TEZONTLE-SAND 30-70 BLOCKS
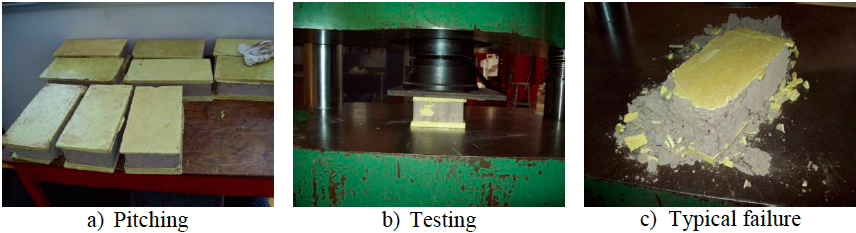
The compressive strength testing was done according to Mexican norm NMX-X-036 (2004), using the main testing machine of the Intermediate Structural Models Lab of UAM-A. The pitching of each solid concrete building brick was done using sulfur (Fig. 9a). Compressive testing was done at an established velocity of 1.3 mm/s up to the failure of the unit, which it normally was due to crushing and crumbling of the unit (Fig. 9c).
Compressive strength tests were conducted for a set of each of the previously identified concrete mixes according to the guidelines established in NTCM-04 (2004). The compressive design strength for the units, f* p , is assessed as:
where ƒ̅p is the mean compressive strength assessed over the gross area for the units and cp is the coefficient of variation of the assessed compressive strength. Also, cp shall not be less than 0.30 for mechanized production of units with no certified quality control, which is the description of the manufacturing process used in this study.
The results obtained for the testing of 10 units for each considered cement/aggregate ratio are reported in Table 1. In this table, cp* is used to identified the minimum coefficient of variation established in NTCM-04 (cp* ≥ 0.3) and fpp* is the design compressive strength for the units if in NTCM-04 it would be allowed to use the coefficient of variation obtained from tests (cp), even when it would be smaller than cp*.
Table 1 Compressive design strength of solid masonry units made with a tezontle-sand 30-70 mix, according to NTCM-04 (2004)
It is observed from Table 1 that as the cement/aggregate ratio increases, the average compressive strength ƒ̅p for the tezontle-sand 30-70 solid masonry building bricks increases and the coefficient of variation c p notably decreases. The average compressive strength ƒ̅p were reasonably close to the target (objective) compressive strengths for cement/aggregate ratios equal or higher to 0.065, and they exceeded the expected target values for the 0.053 ratio. If cp from tests could be directly used to assess the compressive design strength, plausible compressive design strengths could be obtained (f*pp values in Table 1). However, as per section 2.1.2 of NTCM-04 (2004), it is established that: “The value of cp shall not be less than 0.20 for masonry units manufactured in factories with the quality control standard described in the norm NMX-C-404-ONNCCE, or 0.30 for masonry units manufactured in factories with no quality control, or 0.35 for hand-crafted manufactured masonry units”. Therefore, taking into account that the industrial production does not follow the quality control standard established in norm NMX-C-404-ONNCCE, in this case study cp= c*p=0.30 should be taken and, therefore, the design compressive strength f*p is notably reduced for the manufactured concrete masonry bricks (a 19% to 46% reduction).
The spirit behind NTCM-04 is promoting the construction of higher quality masonry structures based upon experimental testing (at least masonry units and masonry prisms). From this viewpoint, in the humble opinion of the authors, the minimum values established for cp should be carefully reviewed by NTCM code committee members using updated valued from recent tests for future versions of the guidelines, as those established in NTCM-04 are very conservative.
6. COMPRESSIVE STRENGTH OF MASONRY PRISMS
Once that it was possible to manufacture solid concrete building bricks with adequate compressive strengths using the tezontle-sand 30-70 mix, masonry prisms were built to assess the design compressive strength of masonry (f*m) according to NTCM-04.
6.1 Mortars
Mortars types I, II and III (Table 2) were proportioned in relative parts by volume as established in NTCM-04 (2004). A Portland cement classified as cpC 30R was used. Mortar mixing was done using a shovel under ambient conditions. The water added was the minimum required for workability, but taking into account also the initial rate of absorption of the manufactured concrete building bricks to favor chemical bonding. As expected, the lime used in mortars type I and II favored the chemical bonding with the masonry units.
Only for controlling information, but no to satisfy the strength requirements set in NTCM-04, up to six cubes of standard dimensions (Fig. 5b) were built to assess the compressive strength for each mortar. Mortar was poured in previously greased metallic molds to ease demoulding. The filling of molds was done as follows (Fig. 10a): a 1/3 of the mold was filled with mortar and then it was compacted with a ram tool using 25 strokes. This procedure was repeated for 2/3 of the mold and until the mould was completely filled. Once the mould was filled, it was leveled and the cube was placed in a humid room for a 24-hour fog curing. After this time frame, mortar cubes were demoulded and the curing was done under ambient conditions for the remaining of the 28 days. In fact, mortar cubes were placed together with the masonry prisms (Fig. 10b) which were simultaneously built, as described in the following section.
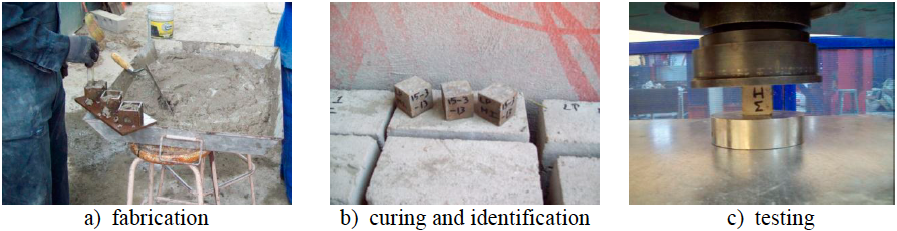
Compressive strength testing of mortar cubes was done after 28 days. For the testing, cubes were completely axially aligned to the plates of the testing machine but without using any pitching material (Fig. 10c). The velocity for the application of the axial load was 1.3 mm/s up to the failure of the cube. Given that the minimum of nine cubes established by NTCM-04 to assess their design compressive strength were not tested, only the average compressive strengths for six cubes are given for each mortar type for information purposes. Then, average compressive strengths for mortar were 115.2 kg/cm2 for mortar type I, 89.3 kg/cm2 for mortar type II and 41.7 kg/cm2 for mortar type III.
The main reason of not being obsessed with the compressive strength for the mortar is that it is well-known that it is not its most important or main property. It is a common erroneous belief that it is better to have a strong mortar (high compressive strength) despite it may have a dry consistency because they are usually produced with higher cement consumption and no lime. Such dry mortars usually have chemical bonding problems with the masonry units, particularly for units with high initial rates of water absorption. Since the main property for a mortar in a masonry structures is to favor an adequate bonding with the units, it is much better to proportion mortar mixes that favor both a high water retentivity and the workability of the mortar. The basic “natural” ingredient to improve the water retentivity of the mortar is the lime, but since it reduces the compressive strength for the mortar, many people has the erroneous belief that is not good to add lime to a mortar. Lime is of paramount importance for a mortar mix with a high water retentivity, granted that one uses smaller amounts of lime than Portland cement to balance both water retentivity and an adequate compressive strength. This fact is well-known from a while ago, and that it is why in the masonry codes of the United States of America (for example, UBC-97, 1997; ACI-530, 2011), mortars for structural use are specified in relative parts by volume only and all mortars are required to have lime (Table 3). It is worth noting that in Table 3 no minimum compressive strength for the mortar is identified or even mentioned within the code, in contrast to what it is established in NTCM-04 (2004).
6.2 Masonry prisms
Masonry prisms were built according to what it is outlined in section 2.8 of NTCM-04 (2004). Each prism was made with five units joined with a mortar joint 1 cm thick; therefore, the height of each prism was approximately 39 cm and its slenderness ratio is h/b=39/12.5=3.12, within the slenderness range established in section 2.8.1.1 of NTCM-04 (2 ≤ h/b ≤ 5).
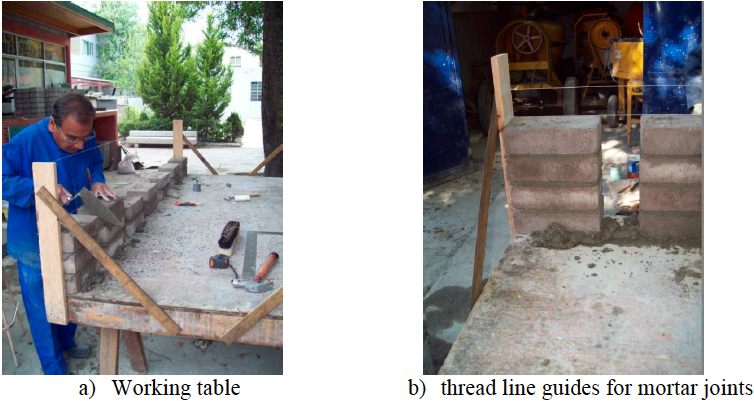
Ten masonry prisms were made for each different concrete mix of the unit (4) and mortar type (3), resulting a total of 120 built prisms which were tested under axial compression. A working table was used for building the masonry prisms, using a thread line to help make sure the mortar joint had a thickness of 1cm ± 2mm, as established in Appendix A of norm NMX-C-404 (Figure 11). Masonry prisms were built by an experienced bricklayer who works in UAM-A.
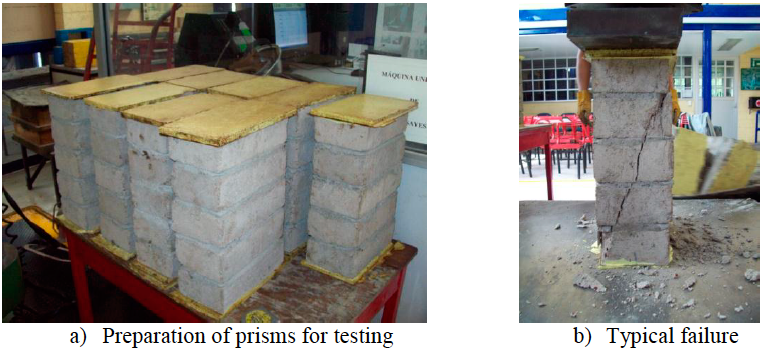
The testing of masonry prisms was done after 28 days of being built, according to Mexican masonry regulations. Sulfur pitching was used for the masonry prisms (Fig. 12a). Compressive testing was also done as established in norm NMX-C-036. The observed failure for prisms started with the classical lateral tension splitting of the concrete bricks and the mortar joint (Fig. 12b), the desired failure mechanism in axial compression for a good masonry design: weak mortar - strong brick (for example, McNary and Abrams 1985).
The compressive strength of each prism was determined according to NTCM-04 (2004), where the computed compressive strength has to be corrected using a prism slenderness correction factor (fe) available in Table 2.5 of NTCM-04. Therefore, the individual compressive strength of each masonry prism (fm) was assessed as:
where P is the applied axial load, A n is the gross cross section area of the masonry prism and the slenderness correction factor for the prism was f e =0.912 because the slenderness ratio is h/b=3.12. It is worth noting that before the pitching, four prisms of those joined with mortar type I (without lime, Table 2) had bonding problems in the last course, so for those prisms the top brick and mortar joint were removed before pitching, so four prisms with four units were tested and since the slenderness ratio was reduced to h/b=2.48, for those four prisms, f e =0.807. Given that only 4 out of 40 prisms were affected, and it was practically only one for each type of solid concrete brick (in terms of the cement/aggregate ratio), it was considered that including the results obtained for these 4 prisms did not significantly affect the statistics of the prism testing discussed herein. Nevertheless, this incident allow one to help illustrate again that bonding problems tend to occur more frequently in mortars without lime. For other mortar types that contain lime (Table 2) there was only one prism where a bonding problem occurred at the last brick, and it was using mortar type III (Liga and Pérez, 2013).
The compressive design strength for the masonry from prism tests, f m *, was assessed according to NTCM-04 (2004) as:
where ƒ̅m is the average compressive strength for the prisms (at least nine are required, ten were used in this study) and c m is the coefficient of variation of the tested prisms, which shall not be smaller than 0.15 (c m *=0.15).
The obtained testing results for each mortar type and cement/aggregate mix used for the concrete units are reported in Tables 4 to 6. In those tables, c m * is used to identify the minimum coefficient of variation that must be used for design purposes according to NTCM-04 (c m * ≥ 0.15), and f* mp is used to identify the design compressive strength for the masonry if in NTCM-04 it would be allowed to use the coefficient of variation obtained from prism tests (c m ) when is smaller than c m *.
It is observed from the results shown in Tables 4 to 6 that the coefficient of variation obtained from prism tests, c m , was always smaller than the minimum value c m *=0.15 established in NTCM-04. In general, the highest experimental c m was obtained for the building bricks produced with the smallest cement/aggregate ratio of 0.053, except for mortar type II (Table 5). In general, the coefficients of variation obtained experimentally for the remaining cement/aggregate ratios for the concrete bricks varied from 42% to 72% the minimum value c m *=0.15 established in NTCM-04. Therefore, as a consequence, the obtained compressive strengths f* mp are between 8% to 20% higher than NTCM-04 design compressive strength f* m for the mortars under study for concrete bricks manufactured with cement/aggregate ratios of 0.065 or higher. Perhaps in the case of prisms the fact that in NTCM-04 a minimum coefficient of variation of 0.15 is set does not lead to spectacular differences in the design compressive strength f* m when compared to those obtained using the coefficient of variation obtained from testing (f* mp ). Nevertheless, for consistency, this minimum value c m *=0.15 should also be revised to help promoting the design of masonry structures based upon experimental data.
7.COMPARISON WITH NTCM HISTORIC DESIGN TABLE
It was established since the first version of the Masonry Design Guidelines of Mexico´s Federal District Code published in 1977 (NTCM-77, 1977) to the 1995 version (NTCM-95, 1995), that the compressive strength for design of masonry, f*
m
, shall be taken from Table 7 if concrete masonry units satisfied that their slenderness aspect ratio is  ≥0.5,, their design compressive strength is f*p ≤ 200 kg/cm2. Besides, the concrete masonry units and the mortar should comply respectively with the quality control requirements established in sections 2.1 and 2.2 of those documents.
≥0.5,, their design compressive strength is f*p ≤ 200 kg/cm2. Besides, the concrete masonry units and the mortar should comply respectively with the quality control requirements established in sections 2.1 and 2.2 of those documents.
For the 2004 version of the guidelines (NTCM-04, 2004), the rows related to design compressive strengths for the concrete units below 100 kg/cm2 were excluded (f*p<100 kg/cm2). This was done because, at the times, the masonry code committee had information that most of the produced and marketed concrete masonry units were of poor quality (reduced design compressive strengths). The design shear strength v*m obtained from diagonal compression wallet tests established in Table 2.8 of NTCM-04 (2004) was obtained in the experimental program of the 1960s-70s for concrete units where f*m ≥ 85 kg/cm2 (Hernández, 1999), as it can be deducted from the observation of the histogram data depicted in Fig. 1. Therefore, since the seismic risk and hazard of the Metropolitan Area of Mexico City is high and then, the seismic design of masonry walls is ruled by shear, at the times, the masonry code committee decided to established a minimum quality for the concrete units (f*p≥100 kg/cm2) to warrant the proposed shear strength v*m.
It is worth noting that the historic design table of NTCM (Table 7) is exclusively retaken with the only purpose of comparing in a more ample interval the obtained results in this experimental study, as all the test results obtained during the 1960s-70s are synthesized in this table. The authors do not want to promote that people would obtain “design strengths” by employing low quality concrete masonry units (f*p<50 kg/cm2), which would not allow engineers to warrant the integrity of the structure and more importantly, the safety of people that uses such structures. Engineers who built masonry structures with such masonry units with an absolute knowledge of their poor quality lack any social commitment and ethical conduct.
Design curves f*p vs f*m according to NTCM (Table 7) are identified with full circles in Fig. 13 and compared to those obtained in this study, considering both the minimum coefficients of variation c*p=0.30 and c*m=0.15 established in NTCM-04 (2004) and the coefficients of variations cp and cm assessed experimentally in this study for the concrete masonry units (Table 1) and the masonry prisms (Tables 4 to 6).
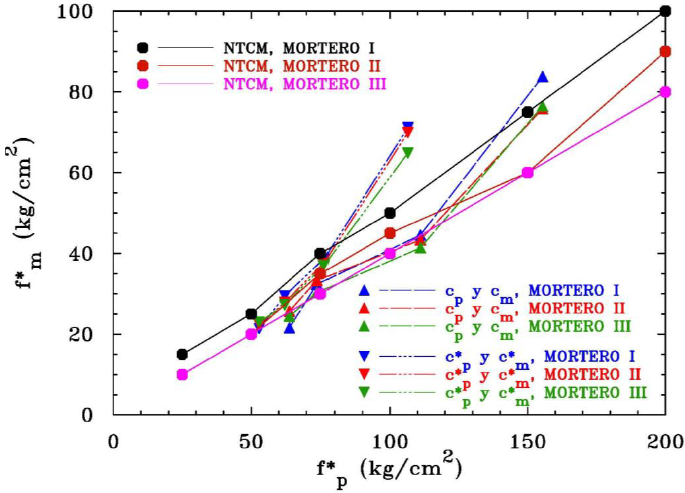
Figure 13 Compressive design strength for the masonry (f*m) vs compressive design strength for the concrete masonry units (f*p). Comparison of the obtained values in this experimental study with those established in NTCM historic table
It is observed in Fig. 13 that the curves for the experimental coefficients of variation cp and cm (full triangles) are similar to the curves related to the historic design tables of NTCM (full circles, Table 7) for the strength range of f*p where they coincide. In contrast, if one uses the minimum coefficients of variation c*p=0.30 and c*m=0.15 established in NTCM-04 (full inverted triangles), the obtained curves are not similar to those of the design tables of NTCM (full circles), as they exhibit a much higher slope. The reason behind it is that c*p=0.30 is much higher than c*m=0.15 and, therefore, the compressive design strength for the concrete masonry units (f*p) is reduced more than the compressive design strength for the masonry (f*m), as previously discussed. Then, as currently established in NTCM-04 for the design based upon experimental data (using c*p=0.30 and c*m=0.15), one would think that higher compressive design strengths for the masonry f*m are developed for concrete masonry units with f*p≥ 75 kg/cm2 (full inverted triangle symbols). However, if the coefficients of variation obtained from testing cp and cm are used (full triangle symbols), it seems that the tendency is similar to the one obtained during the 1970s, which it seems more congruent.
In light of the obtained and discussed results, it seems very conservative to use a minimum coefficient of variation c*p=0.30 to assess the compressive design strength f*p for the masonry units. It is observed in Table 1 that cp values obtained from tests varied from 0.08 for the stronger concrete bricks to 0.19 for the weaker concrete bricks. Then, and still taken a conservative criterion, it was decided to evaluate how the curves would look like if a fixed value cp=0.20 was used. In fact, as stated earlier, this value corresponds to masonry units manufactured in factories with the quality control standard described in the norm NMX-C-404-ONNCCE, that is, with the highest quality control, which was not the procedure used to manufacture the studied concrete bricks. Likewise, and taking into account that the maximum coefficient of variation cm obtained from testing was 0.145 (Table 4), a fixed value cm=0.15 was used, which coincides with the one currently proposed in NTCM-04. The resulting f*p vs f*m design curves are compared to those corresponding to NTCM historic table (Table 7) in Fig. 14. A reasonable correlation is observed among the plotted NTCM (full circles) and experimental (full squares) curves for the compressive strength range of f*p where they coincide. However, smaller differences are observed for the obtained curves using the proposed cp and cm values (full squares) among mortars type I to III (particularly between mortars type II and III) than those observed in NTCM curves (full circles). It is also observed that as the compressive strength of the concrete masonry units ( f*p) increases, a wider difference in the associated f*m values are observed for each mortar (curves start to separate more, particularly with respect to the weakest mortar).
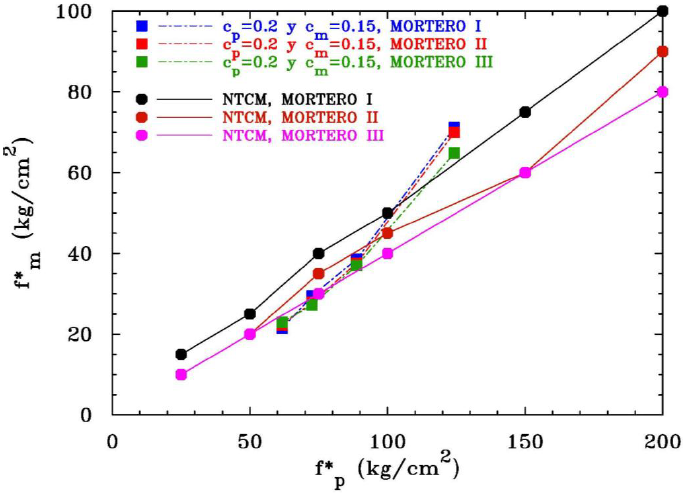
Figure 14 Compressive design strength for the masonry (f*m) vs compressive design strength for the concrete masonry units (f*p). Comparison of the proposed design values for the concrete bricks under study with those established in NTCM historic table
Then, taking the results obtained with cp=0.20 and cm= 0.15 to make a closer proposal to the current philosophy established in NTCM-04, the values proposed in Table 8 could be used for design purposes for the studied concrete building bricks, being already rounded to practical and conservative values. In fact, for the design compressive strength (f*p) range studied for the concrete building bricks, it is not worth distinguishing the design compressive strength for the masonry (f*m) for mortar types I and II, but it does for mortar type III (Fig. 14). The minimum design compressive strength for the concrete masonry units f*p ≥ 60 kg/cm2 for structural use established in the norm NMX-C-404-ONNCCE is already considered in Table 8.
8. CONCLUDING REMARKS
An experimental study was conducted where solid concrete building bricks were manufactured using the base material (aggregates) commonly used in the Valley of Mexico by different small and medium size manufacturers. Different lab tests were done to the most commonly used aggregates: tepojal, tezontle and common sand. It was conclude from lab tests that tepojal (at least the one studied from the material bank in Toluca) is not a suitable base material to produce quality concrete masonry units despite the amount of cement used in the concrete mix.
For this reason, a tezontle-sand 30-70 mix (in volume) was designed and used, as it allowed to develop concrete mixes with much better compressive strength and water absorption properties. Then, four different cement/aggregate ratios were defined to elaborate concretes with the tezontle-sand 30-70 aggregate mix. The obtained average compressive strength for the concrete obtained with those mixes varied from 90 to 190 kg/cm2 with coefficients of variation that ranged between 0.08 and 0.19, much smaller values than the minimum coefficient of variation cp=0.30 established in NTCM-04 for masonry units manufactured in factories with no quality control.
Masonry prisms were built for each mortar type specified in NTCM-04 (mortar types I, II and III) and later on tested under axial compression. Design compressive strengths for the masonry f*m as established by NTCM-04 were assessed from the experimental results, using both the coefficients of variation obtained from the testing, as well as the minimum coefficient of variation established in NTCM-04. It is worth noting that the coefficients of variation obtained experimentally were within the range 0.06 ≤ c>m ≤ 0.145 and therefore, they were always smaller than the minimum value established in NTCM-04 (cm=0.15).
If one rigorously applies what it is established in NTCM-04 to assess the design compressive strengths f*p for the masonry units and f*m for the masonry, the resulting design curves have steep slopes that do not compare well with the design curves related to the design tables proposed in NTCM-04. Therefore, it is important to revise in NTCM the minimum values proposed for the coefficient of variation for the masonry units, cp, because they seem to be excessively conservative according to the experimental values obtained in this study. It would be also desirable to review the minimum value proposed for the coefficient of variation for the masonry prisms, cm, although this latest minimum value seem to be much more reasonable when compared to the obtained experimental data.
ACKNOWLEDGMENTS
The experimental research was conducted with the funds of UAM-A internal project “MA025-13: Analysis, design and regulation of structural elements and systems”.
REFERENCES
ACI-530 (2011), “Building code requirements for masonry structures (ACI 530-11/ASCE 5-11/TMS 402-11)”, American Concrete Institute, Farmington Hills, Michigan, Estados Unidos. [ Links ]
Alcocer, S. M., Cesín, J., Flores, L. E., Hernández, O., Meli, R., Tena, A., Vasconcelos, D. (2003), “The New Mexico City building code requirements for design and construction of masonry structures”, Memorias, Ninth North American Masonry Conference, Clemson, Carolina del Sur, Estados Unidos, CD-ROM, pp. 656-667, junio. [ Links ]
Hernández O. (1999), “Comunicación personal”. [ Links ]
Liga, A. E., Pérez, A. (2013), “Revisión y propuesta de las resistencias a compresión y cortante de diseño para piezas de concreto de las normas técnicas de mampostería del reglamento de construcción del distrito federal”, Proyectos Terminales I y II, Departamento de Materiales, Universidad Autónoma Metropolitana, julio. [ Links ]
McNary, W. S., Abrams, D. P. (1985), “Mechanics of masonry in compression”, ASCE Journal of Structural Engineering, V. 111, No. 4, pp. 857-870. [ Links ]
Meli, R. (1979), “Comportamiento sísmico de muros de mampostería”, Informe No. 352, Instituto de Ingeniería, UNAM, México. [ Links ]
Neville, A. (1998), “Tecnología del concreto. Tomo I”, (Ciudad de México, México, Limusa). [ Links ]
NMX-C-036 (2004), “Industria de la construcción - bloques, tabiques o ladrillos, tabicones y adoquines - resistencia a la compresión - método de prueba”, Norma NMX-C-036-ONNCCE-2004, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NMX-C-073 (2004), “Industria de la construcción - agregados - masa volumétrica - método de prueba”, Norma NMX-C-073-ONNCCE-2004, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NMX-C-077 (1997), “Industria de la construcción - agregados para concreto - análisis granulométrico - método de prueba”, Norma NMX-C-077- ONNCCE-1997, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NMX-C-111 (2004), “Industria de la construcción - agregados para concreto hidráulico - especificaciones y métodos de prueba”, Norma NMX-C-111- ONNCCE-2004, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NMX-C-165 (2004), “Industria de la construcción - agregados - determinación de la masa específica y absorción de agua del agregado fino -método de prueba”, Norma NMX-C-165- ONNCCE-2004, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NMX-C-404 (2005), “Industria de la construcción - bloques, tabiques o ladrillos y tabicones para uso estructural - especificaciones y métodos de prueba”, Norma NMX-C-404- ONNCCE-2005, Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación (ONNCCE), México, D.F. [ Links ]
NTCM-77 (1977), “Normas técnicas complementarias para diseño y construcción de estructuras de mampostería”, Gaceta Oficial del Departamento del Distrito Federal, abril. [ Links ]
NTCM-95 (1995), “Normas técnicas complementarias para diseño y construcción de estructuras de mampostería ”, Gaceta Oficial del Departamento del Distrito Federal , febrero. [ Links ]
NTCM-04 (2004), “Normas técnicas complementarias para diseño y construcción de estructuras de mampostería ”, Gaceta Oficial del Distrito Federal, octubre. [ Links ]
Tena, A., Miranda, E. (2002), “Capítulo 4: Comportamiento mecánico de la mampostería”, en S. Alcocer (Ed.), Edificaciones de Mampostería para la Vivienda, Fundación ICA, CDROM, ISBN 968 5520 00-3, pp. 103-132. [ Links ]
Tena, A. , Juárez, A., Salinas, V. H. (2007), “Resistencia y deformación de muros de mampostería combinada y confinada sujetos a cargas laterales”, Revista de Ingeniería Sísmica, No. 76, pp. 29-60. [ Links ]
Tena-Colunga, A., Juárez-Ángeles, A., Salinas-Vallejo, V. M. (2009), “Cyclic behavior of combined and confined masonry walls”, Engineering Structures, V. 31, No. 1, pp. 240-259. [ Links ]
UBC-97 (1997), “Uniform Building Code, 1997 edition”, International Conference of Building Officials, Whittier, California, Vol. 2. [ Links ]
Received: October 31, 2016; Accepted: December 19, 2016
 Este es un artículo publicado en acceso abierto bajo una licencia Creative Commons
Este es un artículo publicado en acceso abierto bajo una licencia Creative Commons
