











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. INTRODUCCIÓN
El principal problema por el cual una estructura de concreto reforzado requiere reparación, es la corrosión del acero, influyendo negativamente en la durabilidad de las construcciones, poniendo en riesgo su funcionalidad y seguridad (Andrade C., Feliu S., 1989). En ambientes industriales y urbanos, las grandes concentraciones de CO2 son un problema para las edificaciones de concreto reforzado, debido a la carbonatación del concreto que ocasiona una reducción de alcalinidad y genera la despasivación y corrosión del acero. Para el desarrollo de la carbonatación, la humedad y la temperatura son factores que modifican su velocidad de avance.
Después de haber detectado el daño por corrosión en una estructura, es necesario emprender acciones para realizar una reparación y alargar su vida útil. El trabajo de reparación se puede dividir básicamente en los siguientes pasos: eliminación del concreto, limpieza del acero expuesto y la aplicación de un material de reparación (Fernández Cánovas, 1989).
La selección del material de reparación es el criterio más importante a considerar en el trabajo de reparación, normalmente la resistencia a la compresión es tomada para seleccionar un mortero de reparación, esto es totalmente insuficiente si no se tienen en cuenta otros parámetros más importantes como es la compatibilidad del mortero con el sustrato de concreto. El tema de la compatibilidad conlleva a estudiar la diferencia entre las propiedades del sustrato de concreto y el mortero de reparación, ya que dicha diferencia puede inducir efectos negativos sobre la reparación, generando agrietamiento y por lo tanto disminuyendo su durabilidad (Decter, 1997).
Se han hecho muchos estudios para evaluar diferentes tipos de materiales de reparación disponibles en el mercado. Desafortunadamente, no están especificadas las propiedades que se deben considerar para la evaluación y selección de los materiales de reparación (Cabrera, 1997). Algunos autores (Emmons, 1994), establecen las consideraciones que afectan la compatibilidad para una buena selección de los materiales de reparación. De estas consideraciones, probablemente la más importante es la capacidad de soportar los cambios de volumen, sin pérdida de adherencia ni agrietamientos, esto se conoce como “Compatibilidad dimensional”. Además de los cambios de volumen, una reparación también debe tener un efecto protector y para asegurar eso, se deben considerar la compatibilidad química, electroquímica y la permeabilidad del material de reparación.
Los problemas relacionados con las propiedades a evaluar y la selección de los materiales de reparación se atribuyen a la falta de regulación con relación a las actividades de reparación, mantenimiento y renovación (Kay, 1987; Treadaway, 1987), además de la insuficiente información que proporcionan los fabricantes de los materiales de reparación. Por tal motivo, es necesario llevar a cabo investigaciones sobre los materiales de reparación adecuados para el entorno y las condiciones de servicio de cada estructura. A su vez, el empleo de materiales cementantes alternos como la ceniza volante, permitirán tener materiales de reparación de bajo impacto ambiental por la disminución en el uso de cemento portland ordinario (CPO) y que cumplan con las características necesarias de una reparación duradera.
El objetivo de este trabajo es evaluar la durabilidad y el desempeño potencial de tres morteros preparados en el laboratorio, dos con sustitución de CV (20 y 50%) por CPO y tres morteros de reparación comerciales, en particular su comportamiento mecánico, estabilidad dimensional, adherencia y su capacidad para proteger al acero de la corrosión por carbonatación en un ambiente industrial.
2. PROCEDIMIENTO EXPERIMENTAL
La Tabla 1 muestra la proporción de los morteros elaborados en el laboratorio. El mortero MR es usado como referencia, los morteros M1 y M2 fueron elaborados con la misma relación agua/cemente y cemento-arena que la referencia, pero con adiciones de CV de 20 y 50% en sustitución con respecto al peso de cemento de MR. El cemento utilizado es un CPO 40 y la CV de tipo F, fue obtenida de la Carboeléctrica de la ciudad de Nava Coahuila. La composición química del CPO y CV se observa en la Tabla 2.
Tabla 1. Proporciones de los morteros de reparación fabricados en el laboratorio.
| Mortero | Componente | Proporción |
|---|---|---|
| MR | CPO | 1 |
| Arena | 3 | |
| Agua | 0,5 | |
| M1 | CPO | 0,8 |
| CV | 0,2 | |
| Arena | 3 | |
| Agua | 0,5 | |
| M2 | CPO | 0,5 |
| CV | 0,5 | |
| Arena | 3 | |
| Agua | 0,5 |
Tabla 2. Composición Química en óxidos del Cemento Portland y la Ceniza Volante
| Óxidos | CPO (%) | CV (%) |
|---|---|---|
| SiO2 | 17,43 | 56,51 |
| Al2O3 | 4,67 | 33,11 |
| Fe2O3 | 2,25 | 1,49 |
| CaO | 63,27 | 0,70 |
| MgO | 1,23 | 1,67 |
| SO3 | 4,98 | 0,34 |
| Na2O | 0,56 | 3,32 |
| K2O | 0,75 | 0,52 |
Los morteros de reparación comerciales se identifican como C1, C2 y C3, estos son morteros pre-empacados, base cemento y de un solo componente, C1 es un mortero reforzado con fibras, C2 de fraguado rápido, C1 y C3 son modificados con polímeros y con adiciones de microsílice en proporciones conocidas por el fabricante. El mezclado y las cantidades de agua que se utilizaron fueron los especificados en la ficha técnica de cada mortero.
Se fabricaron diferentes tipos de especímenes de acuerdo al ensayo a realizar; después de la fabricación, los especímenes se conservaron en una cámara de curado a 100% de Humedad Relativa (RH) y a 21±2 ºC, durante 14 días. Posterior al curado, los especímenes fueron retirados de la cámara hasta cumplir la edad de 28 días.
Para el ensayo de potenciales de corrosión .se fabricaron especímenes con dos varillas de acero de 6 mm de diámetro para dejar un recubrimiento de 7 mm, adicionalmente se colocó una barra de grafito del mismo diámetro para ser utilizado como contra electrodo.
Para evaluar la capacidad de resistir el ingreso de agentes agresivos los especímenes fueron expuestos a la carbonatación en un ambiente industrial.
En la industria donde se ubicaron los especímenes se llevan a cabo procesos industriales de producción de carbonato y bicarbonato de sodio, creando así un ambiente agresivo y dañino para el concreto.
2.1 Resistencia a compresión y flexión.
Para determinar la resistencia a la compresión se fabricaron cubos de mortero de 50 mm de lado. El procedimiento de llenado de los cubos y del ensaye, se realizó según lo establecido en la norma (ASTM C 109). La resistencia a la flexión se realizó de acuerdo al procedimiento descrito en la norma, en probetas prismáticas de 40x40x160 mm (ASTM C 348).
2.2 Adherencia.
El ensayo utilizado fue el conocido como de corte inclinado, el cual utiliza un prisma de 100x100x300 mm, hecho de dos mitades idénticas unidas a 30º y probados bajo compresión axial (Momayez, 2005).
2.3 Permeabilidad.
El procedimiento para determinar la permeabilidad al aire de los morteros de reparación se llevó a cabo mediante el ensayo de Permeabilidad de Torrent (TPT), sobre probetas cúbicas de 150 mm (Torrent, 1992; Kucharczykova, 2010).
2.4 Profundidad de Carbonatación.
Para este ensayo, se fabricaron probetas prismáticas de 20x55x280 mm. Las muestras fueron colocadas en el ambiente de la industria antes mencionado y no posee valores uniformes ya que depende de la producción en la planta, datos obtenidos anteriormente se han reportado en un artículo anterior (Durán-Herrera, 2015). El monitoreo se llevó a cabo rociando fenolftaleína como indicador de la profundidad de carbonatación sobre las muestras recién cortadas a diferentes edades.
2.5 Potenciales y Velocidades de Corrosión.
Los potenciales (Ecorr) y velocidades (icorr) de corrosión se determinaron mediante la prueba de resistencia a la polarización (ASTM G 59) con una velocidad de barrido de 0.06 mV/s y solo en la zona catódica yendo de 0 a -10 mV. Esta metodología es aplicable para el estudio de la protección que ejercen los morteros de reparación sobre el acero de refuerzo.
El acero utilizado se preparó y limpio siguiendo el procedimiento establecido en la norma ASTM G1 (ASTM G 1), el cual consiste en remover completamente los productos de corrosión que pudiera tener antes de comenzar el ensayo. Después de la limpieza del acero, se pesó y se encintó cuidadosamente para delimitar el área a estudiar (50 mm).

3. RESULTADOS Y DISCUSIÓN
La Tabla 3 muestra el comportamiento mecánico de cada mortero de reparación, se presentan los resultados de los ensayes a 28 días. Se puede observar que el mortero de reparación C1 muestra resistencia a la compresión más alta.
Tabla 3. Comportamiento mecánico de los morteros de recuperación.
| Mortero | Resistencia a Compresión 28 días (MPa) | Resistencia a Flexión 28 días (MPa) |
|---|---|---|
| MR | 57,4 | 12,7 |
| M1 | 65,8 | 11,7 |
| M2 | 32,6 | 10,6 |
| C1 | 75,4 | 16,4 |
| C2 | 30,0 | 7,4 |
| C3 | 49,2 | 14,3 |
Por su parte, el mortero M1 le sigue en orden de resistencia siendo más alta que el mortero MR y los morteros comerciales C2 y C3. En cuanto a la resistencia a la flexión, el mortero C1 muestra las resistencias más altas, debido a la adición de fibras. El mortero comercial C2 es el más bajo en cuanto a su comportamiento mecánico. De acuerdo a diferentes investigaciones (Bjegovic 1990; Jiang, 2009), la menor resistencia de los morteros C2 y C3 es probablemente el resultado de sus adiciones.
La adherencia se evaluó por el tipo de falla que presentan los prismas, en la Tabla 4 se muestra la resistencia a la adherencia de cada mortero a los 28 días y su tipo de falla. Si existe buena adherencia, la muestra falla monolíticamente como una sola pieza, en lugar de fallar a lo largo de la unión.
Tabla 4. Adherencia de los morteros de reparación
| Mortero | Resistencia a la Adherencia 28 días (MPa) | Tipo de Falla |
|---|---|---|
| MR | 22,2 | Interface |
| M1 | 26,1 | Interface |
| M2 | 13,4 | Interface |
| C1 | 19,4 | Monolítica |
| C2 | 0,0 | Interface |
| C3 | 22,5 | Monolítica |
El otro tipo de falla presentado es en la interface donde la falla por adherencia entre el concreto y el mortero se da antes de que falle alguno de los dos materiales. Los resultados de la resistencia a la adherencia muestran que los morteros con mejor comportamiento son el C1 y C3 debido a que la falla se presenta en conjunto con el concreto (monolítica), aunque la falla monolítica es deseable se puede observar que el mortero M1 presentó falla en la interface, pero la mayor resistencia por adherencia (Cabrera, 1997). El mortero C2 por su parte es el mortero menores propiedades mecánicas, en el ensayo por adherencia, la falla se presentaba inmediatamente al inicio de la prueba no permitiendo registro alguno por parte del equipo.
La Figura 2 muestra la relación de la permeabilidad al aire en el tiempo para los diferentes morteros. Se observa como la permeabilidad va en aumento en casi todos los morteros, siendo el mortero C3 el que presenta los menores valores de permeabilidad y sin aumentos en relación con el tiempo. El mortero C2 no se observa por los rangos de la escala, debido a que es demasiado permeable. Mientras que el mortero comercial C1 no pudo ensayarse debido a presentar una superficie rugosa y la presencia de agregados con mayor tamaño con respecto al resto de los morteros, pero como se observa en la carbonatación, no es posible medir su avance debido a que no presenta reacción alguna con la fenolftaleína (Figura 3).
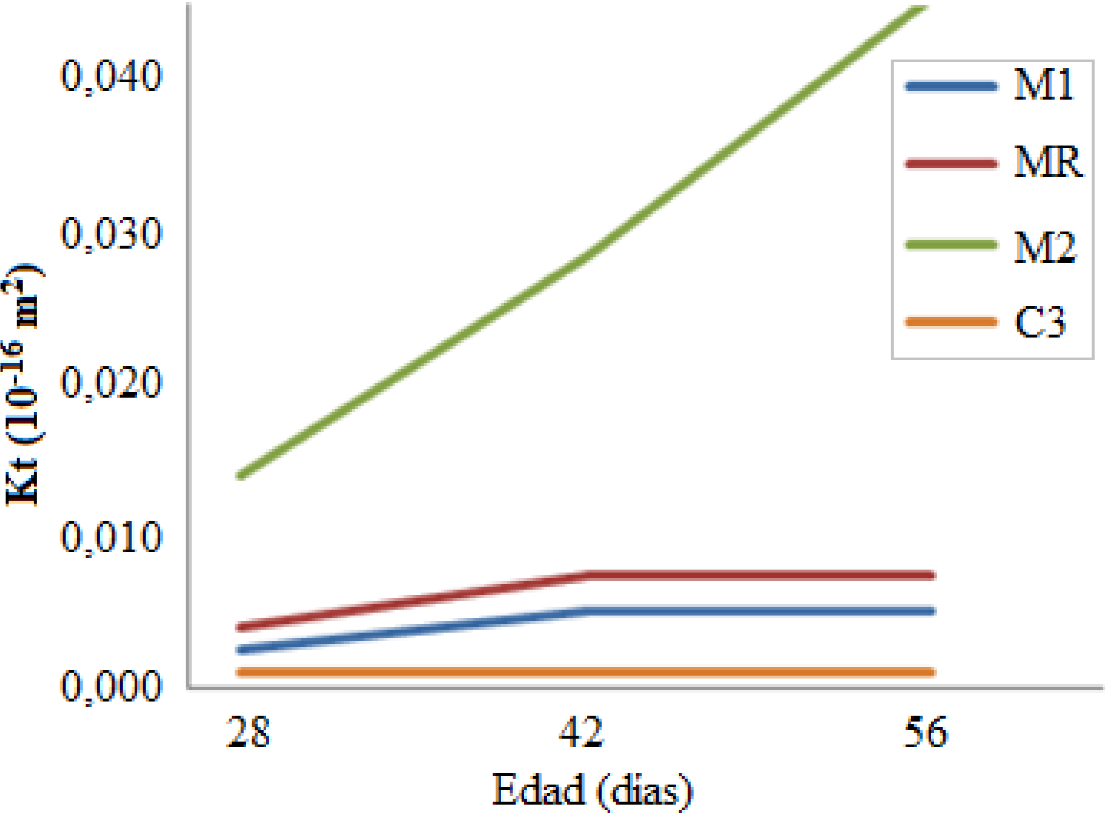

Por lo tanto, se puede decir que el mortero M1 presenta buena resistencia al ingreso de CO2, debido a que esta prueba ha mostrado tener buena correlación con otras pruebas de durabilidad tan buena como el mortero comercial C3. MR y M1 presentaron valores clasificados como permeabilidad baja (0,01-0.1) mientras que M2 presentó coeficientes de permeabilidad moderada (0,1-1,0), el resto de las clasificaciones se muestra en la tabla 5. Los resultados obtenidos mediante el método de permeabilidad rápida han demostrado buena correlación con pruebas de permeabilidad al agua, cloruros y carbonatación (Ebensperger, 2010).
Tabla 5. Clasificación de permeabilidad en función de kT (Ebensperger, 2010).
| Clase | kT (10 -16 m 2 ) | Permeabilidad |
|---|---|---|
| 1 | <0,01 | Muy baja |
| 2 | 0,01-0,1 | Baja |
| 3 | 0,1.1,0 | Moderada |
| 4 | 1,0-10 | Alta |
| 5 | >10 | Muy alta |
La profundidad de carbonatación da un indicativo de como el avance del CO2 llega hasta el acero y logra una disminución importante en el pH del motero; con el descenso de pH se inicia la despasivación de la capa iniciando la corrosión del acero. El recubrimiento para el acero es de 7 mm, el comportamiento de los morteros de reparación frente al avance de la carbonatación se muestra en la Figura 3, los morteros que presentan mayor avance en la carbonatación son M2 y C2, mientras que los morteros M1, C1 y C3 son los que muestran menor profundidad de carbonatación, estos resultados están relacionados con la permeabilidad de cada mortero, su contenido de CaO y con la presencia de algún polímero cuya práctica es frecuente por parte de los productos comerciales. El contenido de CaO se observa en la tabla 2, dicho contenido es mucho menor para la CV y su contenido en las mezclas en los morteros disminuye con el incremento de la sustitución. Es importante mencionar que para el mortero C1 no fue posible realizar mediciones debido a que no presentaba una reacción con el indicador de fenolftaleína.
La carbonatación en M2 fue más alta debido a que el ingreso fue mayor medido con respecto a la cara corta de los especímenes influenciando el promedio final.
En la Figura 4 se muestran los potenciales de corrosión (Ecorr) con referencia al Electrodo de Calomel Saturado (ECS). Los morteros M2, C1 y C2 muestran probabilidad alta de que se presente corrosión en el acero desde los 98 días, según lo especificado por la Tabla 6, de acuerdo con la norma ASTM C 876. Los morteros que presentan menor probabilidad de corrosión son MR, M1 y C3 para los cuales el comportamiento fue muy similar.

Tabla 6. Criterios para evaluar los potenciales de corrosión en el acero (ASTM C 876, 2009)
| Ecorr vs CuSO 4 (mV) | Ecorr vs Calomel (mV) | Probabilidad de corrosión |
|---|---|---|
| > - 200 | > - 80 | 10% que se presente |
| - 200 a - 350 | - 80 a - 230 | Zona incierta |
| < - 350 | < - 230 | 90% que se presente |
| < - 500 | < - 380 | Corrosión severa |
La evolución del icorr durante el proceso de carbonatación se muestra en la Figura 5. De aquí es posible decir que, al inicio, los valores de icorr a la primera edad muestran pasividad en el acero de refuerzo (menores a 0.1 μA/cm2) en todos los morteros. Sin embargo, como indica el Ecorr, el acero dentro de los morteros M2, C1 y C2 se despasiva después de los 42 días.

El comportamiento de los morteros M2 y C2 se comprueba debido a su bajo comportamiento mecánico relacionado con una mayor porosidad y una mayor profundidad de carbonatación. Mientras que el mortero C1 a pesar de tener excelentes propiedades mecánicas por el uso de fibras, resulta ser muy permeable permite el ingreso de CO2 hasta el acero, lo cual genera valores de corrosión altos.
Como se mencionó anteriormente, el mortero C1 no presentó una reacción con el indicador de fenolftaleína que permitiera obtener una lectura de carbonatación adecuada.
4. CONCLUSIONES
En términos de desempeño y durabilidad los morteros que presentan el mejor comportamiento son M1 y C3. El mortero M1 con sustitución de CV de 20%p/p, mejora el comportamiento de la referencia (MR) frente al ataque de CO2, presentando mejor comportamiento incluso los morteros comerciales C1 y C2.
Desde el punto de vista de la corrosión, solo el mortero comercial C3 presenta buenas propiedades de durabilidad. Si se implementa el uso de morteros tradicionales con buenas propiedades de durabilidad, no es necesario el uso de un mortero comercial cuyo costo es alto por las adiciones y modificaciones que para algunas reparaciones se pueden considerar innecesarias.
Las pruebas de durabilidad llevadas a cabo, demuestran con mayor certeza la protección que da una reparación sobre la corrosión del acero de refuerzo. Estas pruebas sumadas a los ensayos de resistencia a compresión, flexión y adherencia nos dan la pauta para pensar que un mortero tradicional (cemento-arena con sustituciones minerales), puede comportarse como una reparación efectiva y duradera.

