










Servicios Personalizados
Revista
Articulo
 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería agrícola y biosistemas
versión On-line ISSN 2007-4026versión impresa ISSN 2007-3925
Ing. agric. biosist. vol.11 no.1 Chapingo ene./jun. 2019 Epub 24-Feb-2020
https://doi.org/10.5154/r.inagbi.2018.01.001
Artículo científico
Valoración y uso de una nueva variedad de cebada para elaboración de cerveza artesanal
1Universidad Autónoma del Estado de Hidalgo, Cátedra CONACyT Carretera Pachuca-Tulancingo km 4.5, Ciudad del Conocimiento, Mineral de la Reforma, Hidalgo, C. P. 42183, MÉXICO
2Universidad Autónoma del Estado de Hidalgo, Área Académica de Química. Carretera Pachuca-Tulancingo km 4.5, Ciudad del Conocimiento, Mineral de la Reforma, Hidalgo, C. P. 42183, MÉXICO.
3Universidad Politécnica de Francisco I. Madero. Domicilio Conocido, Tepatepec, Francisco I. Madero, Hidalgo, C. P. 42660, MÉXICO.
Introducción:
En los últimos años la industria cervecera ha presentado gran crecimiento, lo que hace necesario generar conocimiento sobre el uso de nuevas variedades de cebadas producidas en México.
Objetivo:
Evaluar el potencial de la cebada Doña Josefa para elaborar cerveza tipo gourmet con notas diferentes de sabor de acuerdo con el tipo de malta.
Metodología:
Se elaboraron cinco maltas: Pilsen, Viena, Melano, Café y Chocolate, se analizó su poder diastásico, su concentración de azúcares reductores, totales y β-glucanos. Posteriormente, se mezcló la Pilsen con cada una de las otras maltas para obtener mostos cerveceros, a partir de los cuales se elaboraron distintas cervezas artesanales; estas se evaluaron físicamente y se compararon sensorialmente con cervezas comerciales.
Resultados:
La malta Pilsen presentó la concentración de azúcares totales más alta (67.09 g·100 g-1 de malta), y la Melano la más baja (24 g·100 g-1 de malta). Por su parte, la malta Viena tuvo el menor poder diastásico. Las cervezas mostraron un contenido alcohólico entre 4 y 7 %, asociado a la tendencia de pH. Sensorialmente, solo las cervezas Café y Chocolate tuvieron aceptación por los consumidores.
Originalidad:
La cebada Doña Josefa es una variedad nueva que presenta mayor resistencia a enfermedades y es ligeramente más grande que las usadas actualmente para producir cerveza.
Conclusiones:
El malteado permitió tener condiciones adecuadas para elaborar distintas maltas cerveceras a partir de la cebada Doña Josefa. Las maltas presentaron valores de azúcares totales y reductores adecuados para elaborar cervezas. La cerveza Chocolate tuvo el mismo nivel de aceptación que una cerveza comercial.
Palabras clave Hordeum vulgare; azúcares; β-glucanos; malta; mosto; Pilsen
Introduction:
In recent years the brewing industry has shown great growth, which makes it necessary to generate knowledge about the use of new varieties of barley produced in Mexico.
Objective:
To evaluate the potential of Doña Josefa barley to brew gourmet-type beer with different flavor notes according to the type of malt.
Methodology:
Five malts were prepared: Pilsen, Vienna, Melano, Café and Chocolate. Their diastatic power, concentration of total and reducing sugars and content of β-glucans were analyzed. Subsequently, Pilsen was mixed with each of the other malts to obtain beer worts, from which different craft beers were brewed and later physically evaluated and compared sensorially with commercial beers.
Results:
Pilsen malt had the highest concentration of total sugars (67.09 g·100 g-1 malt) and Melano the lowest (24 g·100 g-1 malt). Vienna malt had the lowest diastatic power. The beers showed an alcohol content between 4 and 7 %, associated with the pH trend. Sensorially, only the Café and Chocolate beers were accepted by consumers.
Originality:
Doña Josefa barley is a new variety that has greater resistance to disease and is slightly larger than those currently used to produce beer.
Conclusions:
The malting provided suitable conditions for making different brewing malts from the Doña Josefa barley. The malts had total and reducing sugar values appropriate for brewing beers. Chocolate beer had the same level of acceptance as a commercial beer.
Keywords Hordeum vulgare; sugars; β-glucans; malt; wort; Pilsen
Introducción
La cebada (Hordeum vulgare) se produce en casi todo el mundo; el 70 % de su producción se destina a la industria maltera, y el 30 % restante a la alimentación de ganado (Akar, Avci, & Dusunceli, 2004). La cebada utilizada para elaborar cerveza debe tener altos porcentajes de almidón (60 a 80 %), ya que es el compuesto que da origen al extracto fermentable; además, el tipo de cebada es uno de los factores más importantes en el desarrollo del sabor. Durante el malteado, los granos de cereal experimentan una serie de cambios químicos y estructurales, los cuales conducen tanto a la liberación de carbohidratos fermentables como a la producción de precursores relacionados con las propiedades organolépticas (color, olor y sabor) deseadas para la producción de cerveza (Chandra, Proudlove, & Baxter, 1999). La malta producida durante este proceso proporciona sacáridos, proteínas, nitrógeno amino libre y enzimas, que favorecen la fermentación (Bokulich & Bamforth, 2013; Fox, 2009).
Dependiendo del tostado aplicado a los granos se pueden obtener diferentes tipos de malta, como las maltas base, cristal o caramelo, especiales, amber, chocolate y negra. La principal diferencia entre las tres primeras es el color, ya que en las maltas base, como las Ale y Lager, algunas enzimas toleran el proceso de secado debido a que se realiza en condiciones de temperaturas bajas, lo que minimiza la formación de color (Briggs, Boulton, Brookes, & Stevens, 2004). Por el contrario, en la elaboración de maltas especiales, la temperatura elevada promueve la formación de azúcares libres y aminoácidos; la interacción de éstos y otras sustancias forman melanoidinas por la reacción de Maillard (Briggs et al., 2004). Por ello, las maltas especiales, como Chocolate y Café, son ricas en melanoidinas (Čechovská, Konecny, & Valisek, 2012), las cuales también otorgan aroma a las cervezas. En las maltas tostadas se generan productos como metilpirazinas, furfural, pirrol, 5-metil furfural, benzaldehídos y maltol. En las maltas claras, como Cristal, se producen compuestos como isomaltol, 2-furanmetanol y 2-hidroxi-2-ciclopenten-1-ona que aportan características específicas a la cerveza (Yahya, Linforth, & Cook, 2014).
La industria cervecera ha presentado un crecimiento alto, principalmente en el mercado de elaboración de cerveza artesanal, donde el proceso debe ser más cuidadoso debido a la poca tecnología que se emplea para su elaboración. Sin embargo, las características de este tipo de cervezas varían en comparación con una cerveza comercial. Algunos factores de variación importantes son el cuidado y dedicación del maestro cervecero durante la elaboración (Bernáldez-Camiruaga, 2013), la gasificación y la calidad de la cebada; este último afecta tanto las características físicas como las químicas. Por lo anterior, la cebada debe tener la cantidad suficiente de almidón, y enzimas que permitan hidrolizarlo, para dejar azúcares simples disponibles para la fermentación; sin embargo, no todas las cebadas cumplen con estas características.
La demanda de cebada para la producción de cerveza ha incrementado la producción de éste cereal, principalmente en zonas de temporal, lo que ha ocasionado la necesidad de obtener variedades con mayor rendimiento, tolerancia a las principales enfermedades, calidad maltera y cervecera. Las nuevas variedades son una alternativa con rendimientos superiores y mayor tolerancia a enfermedades foliares (Zamora-Díaz et al., 2008). En este sentido, la variedad Doña Josefa se obtuvo como una alternativa para mejorar los rendimientos, así como las condiciones agrícolas para su siembra en temporal. Actualmente existen pocos datos sobre la producción de diferentes maltas a partir de esta variedad, por lo que se desconocen las condiciones para su uso en la elaboración de cerveza artesanal. Debido a lo anterior, el objetivo de este trabajo fue evaluar el potencial de la cebada variedad Doña Josefa para elaborar cerveza tipo gourmet con diferentes notas de sabor de acuerdo con el tipo de malta.
Materiales y métodos
Materia prima
Se utilizó cebada variedad Doña Josefa de la zona de Coatlaco, perteneciente al municipio de Almoloya, Hidalgo, México (19° 42’ 12’’ latitud norte, 98° 24’ 12’’ longitud oeste, y entre los 2 600 y 3 300 m de altitud). La cebada se obtuvo a partir de un muestreo aleatorio simple. Todas las determinaciones se realizaron por triplicado.
Para la obtención de la malta, los granos de cebada se remojaron por 24 h a 20 °C, después se colocaron en un germinador automático (desarrollado por el Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada del Instituto Politécnico Nacional) por 48 h a 20 °C, y finalmente se secaron y tostaron en una estufa (modelo 6957, Thermo Scientific™, EUA) de acuerdo con el tipo de malta a obtener (Cuadro 1).
Cuadro 1 Condiciones de secado y tostado para elaborar maltas especiales.
| Maltas | Temperatura de secado (°C) | Tiempo de secado (h) | Temperatura de tostado final (°C) | Tiempo de tostado (h) |
|---|---|---|---|---|
| Viena | 50-60 | 24 | 105 | 2 |
| Pilsen | 80-85 | 24 | No aplica | No aplica |
| Melano | 50-60 | 24 | 130 | 2 |
| Café | 50-60 | 24 | 200 | 2 |
| Chocolate | 50-60 | 24 | 230 | 2 |
Extracto de malta
Una vez obtenidos los distintos tipos de malta, se obtuvo el extracto de acuerdo con el método 4.5.1 de la European Brewery Convention (EBC, 2003). A 12.5 g de malta molida se adicionaron 90 mL de agua a 65 ± 0.5 °C, manteniendo esta condición térmica por 90 min. Posteriormente, la temperatura se elevó a 70 °C y se adicionaron 100 mL de agua.
Análisis de la malta
Azúcares totales (AT; g·100 g-1 de muestra). Esta determinación se realizó de acuerdo con el método descrito por Dubois, Gilles, Hamilton, y Rebers (1956). En un tubo de ensayo se colocó 1 mL de extracto de malta, previamente diluido con agua destilada (1:100), y 1 mL de fenol al 5 % (J.T. Baker), la mezcla se agitó en vórtex. Posteriormente, se adicionaron 5 mL de ácido sulfúrico concentrado (J.T. Baker), se agitó y se dejó enfriar por 15 min. Se midió la absorbancia a 490 nm en un espectrofotómetro UV-vis (Genesys, Thermo Scientific™, EUA).
Azúcares reductores (AR; g·100 g-1 de muestra). Se obtuvieron a partir de la técnica del ácido 3,5-dinitrosalicilico (DNS) (Sigma Aldrich) (Miller, 1959). En un tubo de ensayo se colocó 1 mL de extracto de malta, previamente diluido con agua destilada (1:10), y 3 mL de DNS. Posteriormente, el tubo se sumergió en un recipiente con agua en ebullición durante 3 min, se retiró y se adicionaron 6 mL de agua destilada, se agitó y dejó reposar durante 10 min. Se midió la absorbancia a 550 nm en el espectrofotómetro UV-vis.
β-glucanos (%). La determinación de este compuesto se llevó a cabo por los métodos enzimáticos 3.10.1 y 4.16.1 (EBC, 2003). La malta se molió, se tamizó con tamaño de malla de 0.5 mm y se colocaron 120 mg en un tubo de ensayo. La muestra se humedeció con 0.2 mL de etanol al 50 % (J.T. Baker), se añadieron 4 mL de amortiguador fosfato de sodio (20 mM, pH 6.5) e inmediatamente se colocó en agua a 100 °C por 60 s. Posteriormente, el tubo se agitó en vórtex y se incubó por 2 min en agua a 50 °C. Se retiró del baño de agua, se agregaron 0.2 mL de liquenasa agitando vigorosamente y se incubó durante 1 h a 50 °C, con agitación cada 15 min. Después de este tiempo, se añadieron 5 mL de amortiguador de acetato de sodio (200 mM, pH 4) y se agitó en vórtex. La muestra se dejó reposar por 15 min y posteriormente se centrifugó durante 10 min a 1 000 rpm. Del sobrenadante se tomaron tres alícuotas de 0.1 mL cada una y se colocaron por separado en tres tubos de 12 mL. Al tubo 1 (blanco) se le añadió 0.1 mL de amortiguador de acetato de sodio (50 mM, pH 4); a los tubos 2 y 3 se les agregó 0.1 mL de β-glucosidasa (previamente preparada con amortiguador acetato de sodio 50 mM). Los tubos se cerraron y se incubaron por 10 min a 50 °C. Transcurrido este tiempo, se agregaron 3 mL del reactivo de glucosa oxidasa/peroxidasa (GOPOD) a cada tubo y se incubaron a 50 °C durante 20 min. Finalmente, se midió absorbancia a 510 nm. Los resultados se expresaron de acuerdo con la siguiente ecuación:
donde ΔA es la absorbancia de la muestra menos la absorbancia del blanco, F es el factor de conversión para los valores en la solución estándar D-glucosa (100 μg de glucosa/absorbancia de 100 μg de glucosa) y W es la humedad de la muestra. Esta última se determinó con una termobalanza (MB45, Ohaus®, EUA) a 105 °C.
Poder diastásico (WK). Se estimó por medio del método 4.12 (EBC, 2003). Este análisis consiste en extraer las enzimas α y β amilasas de la malta con agua a 40 °C. Posteriormente, se hidrolizó una solución estándar de almidón con estas enzimas y se estimó la cantidad de azúcares reductores formados por el método yodométrico. Para la extracción se colocaron 2 g de malta molida con 48 mL de agua a 40 °C por 1 h. En seguida, la muestra se enfrió y filtró con papel Whatman núm. 40. De este extracto se tomaron 0.5 mL y se adicionaron a 10 mL de una solución de almidón (20 g·L-1 a pH 4.3). La hidrólisis se llevó a cabo por 30 min a 20 °C y se detuvo con 0.4 mL de NaOH (1 M) (J.T. Baker), utilizando timoftaleína como indicador (color azul claro). Posteriormente, se tomó una alícuota de 0.5 mL y se adicionaron 2.5 mL de yodo (0.1 M) (J.T. Baker) y 0.3 mL de NaOH (J.T. Baker); esta mezcla se mantuvo durante 15 min. Finalmente, se agregaron 0.45 mL de ácido sulfúrico (H2SO4) (0.5 M) (J.T. Baker), titulando la solución con tiosulfato de sodio (NaS2O3) (0.1 M) (J.T. Baker). Los resultados se obtuvieron a partir de las siguientes ecuaciones:
donde DP1 es el poder diastásico de la muestra (WK), DP2 es el poder diastásico en maltas (WK), V b es el valor de titulación de yodo que no reaccionó con el blanco, V T es el valor de titulación de yodo que no reaccionó con la muestra, F es el factor de corrección y M es la humedad de la malta (%) determinada con termobalanza (MB45, Ohaus®, USA) a 105 °C.
Elaboración de mostos cerveceros
Las maltas se mezclaron con agua a una temperatura controlada de 60 ºC y se realizaron diferentes mostos cerveceros con la malta Pilsen como base a una proporción de 80:20 (80 % de malta Pilsen y 20 % de otra malta): Pilsen-Chocolate (PCH), Pilsen-Café (PC), Pilsen-Viena, (PV) y Pilsen-Melano (PM) (Cuadro 2).
Elaboración de cerveza
Propagación de la levadura. Se pesaron 0.2 g de levadura (Sacharomyces cerevisiae), hidratada previamente con 10 mL de mosto, y se colocaron en 100 mL de mosto Pilsen estéril. El mosto inoculado se colocó en una incubadora (Max Q 4000, Thermo Scientific™, EUA) a 25 °C por 12 h con agitación constante a 200 rpm.
Cocción del mosto y lupulación. Los mostos preparados (Cuadro 2) se mantuvieron en agitación durante 90 min a 60 ± 5 °C. Posteriormente, se dejaron enfriar a temperatura ambiente y se filtraron con papel Whatman núm. 41. Los mostos filtrados se sometieron a ebullición durante 30 min; en los primeros 5 min se agregó la mitad de lúpulo para dar amargor a la cerveza, y a los 25 min de ebullición se agregó el resto de lúpulo. Al terminar el tiempo de ebullición se retiraron los mostos, se dejaron enfriar, se filtraron y se esterilizaron a 121 °C por 15 min.
Inoculación del mosto. La levadura activada se inoculó en los mostos estériles; para ello se tomó 5 % del cultivo y se colocó en 250 mL de mosto estéril.
Fermentación y maduración. El mosto inoculado se dejó fermentar en una incubadora (Ambi-Hi-Lo Chambers, Cole Parmer®, EUA) por 5 días a 15 °C. Una vez terminado el proceso de fermentación, la muestra se filtró y se pasó a botellas estériles color ámbar. Las botellas cerradas herméticamente se mantuvieron en refrigeración por 15 días a 5 °C, y finalmente se esterilizaron en una autoclave a 121 °C por 15 min.
Determinación de la calidad de la cerveza. En cada una de las cervezas elaboradas se midió el pH (método 1.5 de la EBC, 2003) el etanol (métodos 9.3 y 9.2 de la EBC, 2003) y el color a una longitud de onda de 430 nm (método 8.5 de la EBC, 2003). Finalmente se realizó un análisis sensorial mediante una prueba afectiva para conocer el nivel de agrado de la cerveza. Para ello se usó una escala hedónica de cinco puntos con 100 panelistas.
Análisis estadístico
Se realizó un análisis de varianza y pruebas de comparación de medias de Tukey (P ≤ 0.05) mediante el programa MiniTab 17 (Granato, de Araújo-Calado, & Jarvis, 2014). Los datos se expresaron como la media más la desviación estándar de las réplicas (tres para cada análisis).
Resultados y discusión
Análisis de malta
Humedad y poder diastásico. La humedad de las maltas después del tostado varió entre 1.94 y 4.42 % (Cuadro 3). Todas las maltas fueron significativamente diferentes (P < 0.05) debido a que el proceso de secado y tostado fue diferente para cada una. El contenido de humedad presente en las maltas es importante porque asegura estabilidad durante su almacenamiento. Las maltas elaboradas son especiales, ya que están direccionadas a obtener color y aroma específico, de acuerdo con el tipo de tostado aplicado. El grado de inactivación enzimática depende de la estabilidad térmica de cada malta, por lo que es necesario controlar los procesos de horneado o tostado para producir un mosto con la composición deseada (Varman & Sutherland, 1994).
Cuadro 3 Temperatura de secado, contenido de humedad y poder diastásico de las maltas elaboradas.
| Malta | Temperatura de secado final (°C) | Humedad antes de tostar (%) | Humedad después del tostado (%) | Poder diastásico (WK) |
|---|---|---|---|---|
| Viena | 50-60 | 42.9 | 2.78 ± 0.02 cz | 342.09 ± 0.001 b |
| Pilsen | 80-85 | 43.03 | 4.42 ± 0.02 a | 455.02 ± 39.51 a |
| Melano | 50-60 | 46.03 | 2.91 ± 0.02 b | 454.95 ± 39.50 a |
| Café | 50-60 | 44.12 | 2.46 ± 0.01 d | 432.14 ± 39.5 ab |
| Chocolate | 50-60 | 45.29 | 1.94 ± 0.03 e | 440.60 ± 40.38 a |
Valores promedio ± desviación estándar. zMedias con letras iguales dentro de cada columna no difieren estadísticamente (Tukey, P ≤ 0.05).
El poder diastásico fue de 342 a 455 WK (Cuadro 3), y únicamente la malta Viena presentó diferencia significativa (P < 0.05). Los resultados similares pudieron estar relacionado con el tiempo de germinación, el cual fue el mismo para todas las maltas, lo que pudo ocasionar que la actividad enzimática fuera similar en todas las muestras. Farzaneh, Ghodsvali, Bakhshabadi, Zare, y Carvalho (2017) mencionan que cuando incrementa el tiempo de germinación, aumenta el poder diastásico, ya que representa la actividad de todos los factores de bioconversión del almidón, incluidas las enzimas α y β-amilasa, α -glucosidasa y dextrinasa limitada. Por otro lado, Nielsen y Munck (2003) encontraron concentraciones menores a las de este estudio (de 254.7 a 292.5 WK). EBC (2003) mencionan que un poder diastásico entre 200 y 600 WK asegura la obtención de azúcares necesarios para la fermentación. En este sentido, todas las maltas elaboradas cumplieron con los niveles sugeridos; por lo tanto, las maltas obtenidas a partir de cebada Doña Josefa son adecuadas para la fermentación.
β-glucanos. La malta Viena presentó un porcentaje de β-glucanos de 5.76 %, siendo el porcentaje más alto y estadísticamente diferente (Figura 1). La malta Pilsen (base) obtuvo 2.79 % y la Melano 2.8 %, las cuales no presentaron diferencia significativa (P > 0.05) entre ellas, mientras que las maltas Café y Chocolate presentaron valores de 0.98 y 0.62 %, respectivamente. Lo anterior pudo ser ocasionado por la despolimerización de los β-glucanos durante las diferentes temperaturas de tostado. Boulton y Quian (2001) mencionan que durante el proceso de malteado, el porcentaje promedio de β-glucanos en las maltas es de 4, y es posible que pueda disminuir durante el proceso de cocción del mosto por la enzima β-glucanasa. Farzaneh et al. (2017) reportan concentraciones de 1.4 % en maltas de 3 días de germinación y de 0.7 % en maltas de 7 días. Nielsen y Munck (2003) obtuvieron concentraciones de 3.48 a 4.05 % en maltas de cebada cultivada en primavera y de 3.09 a 3.60 % en maltas de cebada cultivada en invierno.
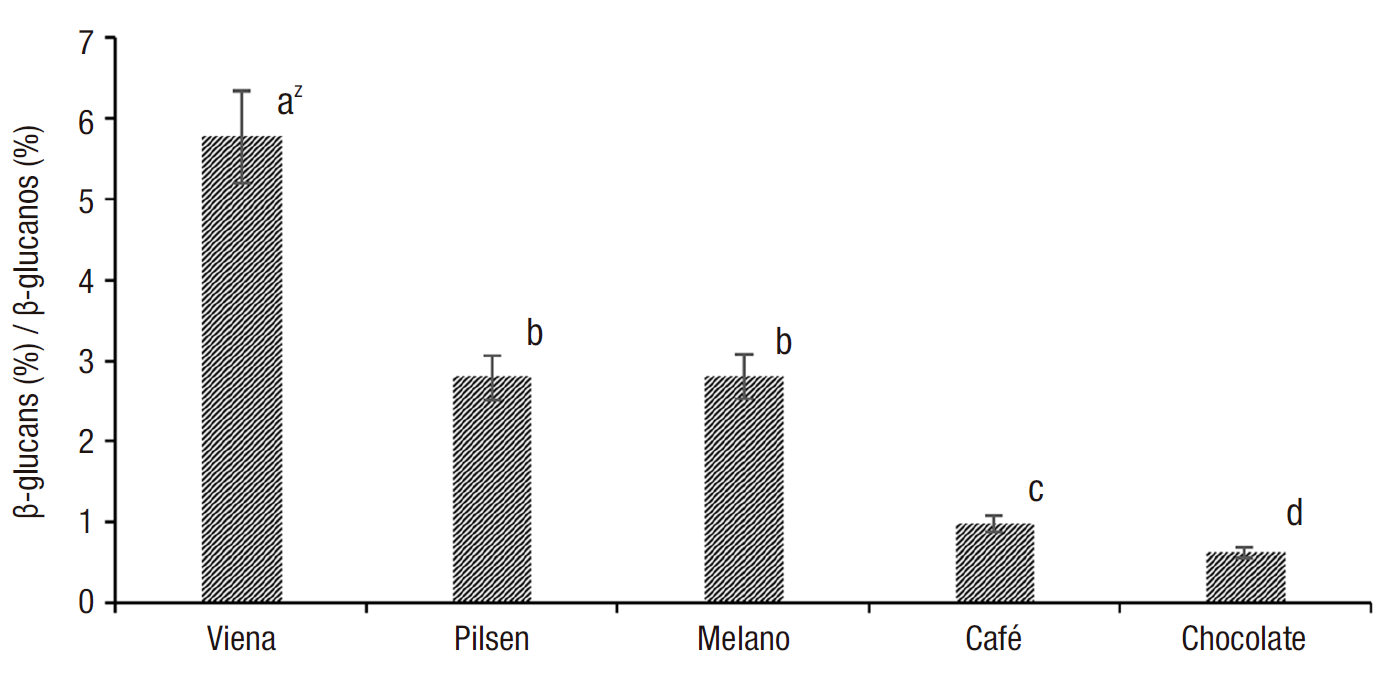
Figura 1 Porcentaje de β-glucanos en maltas de cebada Doña Josefa. zMedias con letras iguales entre columnas no difieren estadísticamente (Tukey, P ≤ 0.05). Las barras indican desviación estándar.
Las maltas Café y Chocolate tuvieron valores por debajo de lo reportado en la literatura, lo que es favorable debido a los problemas que se pueden generar en el filtrado, como el aumento en la viscosidad de los mostos y, posiblemente, la precipitación de un gel durante la maduración en la botella (Huerta-Zurita, Zamora-Díaz, Solano-Hernández, & López-Cano, 2014; Varman & Sutherland, 1994).
Azúcares totales y reductores. Los AT representan la cantidad de almidón degradado durante la maceración en función del tiempo y temperatura, y son usados para la fermentación (Olsen, 2008). En la Figura 2 se observa que el contenido de AT fue mayor en las maltas Pilsen (67.09 g·100 g-1) y Chocolate (61.23 g·100 g-1), lo cual está relacionado con las condiciones de secado y tostado, debido a que la Pilsen tuvo la mayor temperatura en el proceso de secado (80 a 85 °C) y la Chocolate la mayor temperatura en el proceso de tostado (230 °C); esto pudo facilitar la hidrólisis del almidón a azúcares más simples (Farzaneh et al., 2017). Las maltas Café (27.81 g·100 g-1) y Melano (24 g·100 g-1) presentaron los valores más bajos de AT, los cuales fueron significativamente diferentes (P < 0.05) al resto de las maltas, probablemente ocasionado por la poca degradación de almidón durante la maceración.
La malta Pilsen puede ser usada como base para la elaboración de cerveza debido a sus contenidos altos de azúcares totales y al color neutro. Las maltas Café y Chocolate presentaron color oscuro y sabor con notas amargas, lo que puede proporcionar características especiales a la cerveza.

Figura 2 Contenido de azúcares totales presentes en diferentes maltas de cebada Doña Josefa. zMedias con letras iguales entre columnas no difieren estadísticamente (Tukey, P ≤ 0.05). Las barras indican desviación estándar.
Las maltas Pilsen y Café tuvieron los valores más altos de AR (35.76 y 37.08 g·100 g-1, respectivamente), y la Melano presentó los valores más bajos (13.26 g·100 g-1) (Figura 3). El tiempo y temperatura de tostado del grano son los principales factores que afectaron la cantidad de azúcares presentes. Las maltas Café y Chocolate se utilizaron únicamente como adjuntos para dar características sensoriales a la cerveza, debido a que proporcionan aroma, sabor y color específico por las reacciones de Maillard generadas en el tostado.

Análisis de la cerveza
pH. Este parámetro es de gran importancia para la fermentación y el sabor de la cerveza. Los valores de pH de las cervezas oscilaron entre 4.31 y 4.47 (Figura 4), los cuales concuerdan con lo reportado por Madrid (1994), quien indica que la cerveza debe tener un pH entre 4 y 5. El control y monitoreo de este parámetro es necesario debido a que el aumento del pH en la cerveza puede causar problemas en reacciones como la sacarificación, ya que provoca deficiencia en la actividad enzimática, lo que limita la disponibilidad de azúcares e intensifica el amargor. El incremento en el pH puede ser ocasionado por autolisis y producción de amoniaco, los cuales ocurren con levadura vieja (Ros, 1980). Briggs et al. (2004) reportan valores promedio de 4.3 para cervezas claras y 4.46 para cervezas oscuras. Di Ghionno, Sileoni, Marconi, de Francesco, y Perretti (2017) encontraron valores similares de pH en cervezas teff (4.23).
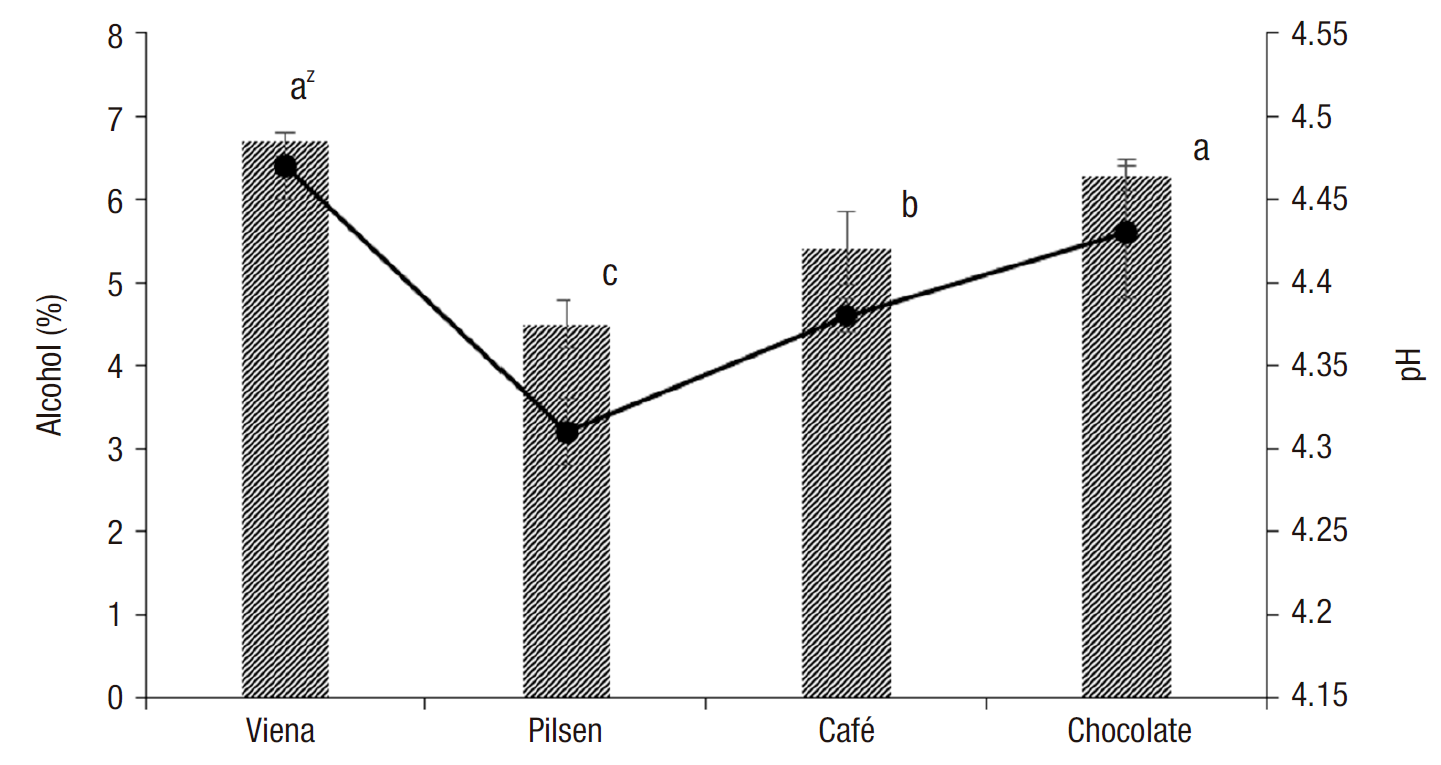
Figura 4 Porcentajes de alcohol y valores de pH en cervezas artesanales de cebada Doña Josefa. zMedias con letras iguales entre columnas no difieren estadísticamente (Tukey, P ≤ 0.05). Las barras indican desviación estándar.
Alcohol. El porcentaje de alcohol de las cervezas elaboradas varió de 4.3 a 6.73 % (Figura 4). Las cervezas con mayor porcentaje fueron Viena y Chocolate (6.73 y 6.29 %, respectivamente), seguidas de Café y Melano; esta última presentó el valor más bajo (4.5 %) y significativamente diferente (P < 0.05) a las demás. Las cervezas con mayor porcentaje de alcohol fueron las mismas que presentaron la mayor cantidad de AT, esto asociado al tiempo y temperatura de secado y tostado. La tendencia del porcentaje de alcohol fue similar a la del pH, lo que se relaciona directamente a la actividad de la levadura. Se ha reportado que el pH ideal de Saccharomyces cerevisiae es de 4 a 5.5 (Narendranath & Power, 2005; Salari & Salari, 2017), lo que concuerda con los valores obtenidos.
Por otra parte, el nivel de hidrólisis de los azúcares ocasionado por las temperaturas durante el tostado pudo haber influido en la variación del contenido de alcohol (Kunze, 1996). Briggs et al. (2004) mencionan que las cervezas pueden tener un porcentaje de alcohol de hasta 8.4, mientras que Di Ghionno et al. (2017) reportaron valores de 4.68. A pesar de las diferencias en el contenido de alcohol de las cervezas, todas cumplen con el porcentaje establecido en la norma NOM-142-SSA1/SCFI-2013 para bebidas alcohólicas (de 2 a 20 %), y dentro de lo reportado para cervezas (6.2 % en cervezas oscuras y 4.5 % en cervezas claras).
Color. La cerveza Café presentó un color más oscuro, significativamente diferente (P < 0.05) a las demás (Cuadro 4), y de acuerdo con su valor (35.62) puede ser clasificada como tipo Dark Lager. Las cervezas Viena y Melano presentaron colores muy similares, sin diferencia significativa (P > 0.05) entre ambas (15.88 y 16.26, respectivamente). Los valores de estas cervezas fueron los más bajos, lo que las ubica como cervezas tipo Weissbier. Finalmente, la Chocolate presentó un color intermedio (27.73) con una tonalidad cobre, clasificándola como una cerveza tipo Double IPA.
La diferencia en la intensidad del color entre las cervezas está asociada a las temperaturas de tostado, ya que cuando una malta ha sido sometida durante mucho tiempo a la temperatura de tostado se genera una coloración oscura en la cerveza (Kunze & Manger, 2006). Además, durante la cocción, cuando los azúcares se combinan con aminoácidos (que en su mayoría provienen de la malta y en pocas cantidades del lúpulo), sucede una reacción que forma melanoidinas y oscurecen el mosto. Las diferentes condiciones de tostado, además del color, permitieron dar diferentes aromas y perfiles de sabor a las cervezas.
Cuadro 4 Color de las cervezas de cebada Doña Josefa de acuerdo con European Brewery Convention (EBC, 2003).
| Cerveza | EBC |
|---|---|
| Viena | 15.88 ± 0.47 cz |
| Melano | 16.26 ± 0.19 c |
| Café | 35.62 ± 0.24 a |
| Chocolate | 27.73 ± 0.79 b |
Valores promedio ± desviación estándar. zMedias con letras iguales no difieren estadísticamente (Tukey, P ≤ 0.05).
Análisis sensorial. Se realizó un análisis sensorial mediante una prueba afectiva de agrado con una escala hedónica de cinco puntos. Primero se evaluaron las cuatro cervezas artesanales y posteriormente se compararon con dos cervezas comerciales del mismo estilo a las elaboradas (Figuras 5 y 6). De acuerdo con los resultados obtenidos, los jueces prefirieron las cervezas Café y Chocolate en cuanto a color, sabor y olor, con 56 % de preferencia sobre las cervezas Viena y Melano (23 y 21 %, respectivamente) (Figura 5). Además, se observó que las cervezas Café y Chocolate fueron estadísticamente diferentes (P < 0.05) a las otras dos.
Los comentarios de los jueces se enfocaron principalmente en dos factores; el primero referido a la falta de espuma en las cervezas y el segundo al sabor amargo. El primero pudo ser debido a la falta de CO2 generado durante la fermentación (Kunze & Manger, 2006), o a las características del envase, debido a una posible liberación del CO2. El segundo factor pudo deberse a que son maltas oscuras y aportan un sabor característico a la cerveza, el cual es ocasionado por las reacciones químicas que se generan en el tostado, ya que hay degradación de compuestos fenólicos, reacciones de Maillard, caramelización y presencia de furaneol, maltos e isomaltol (Bamforth, Russell, & Stewart, 2009; Kunze & Manger, 2006); sin embargo, su olor y color fue aceptable para los jueces.
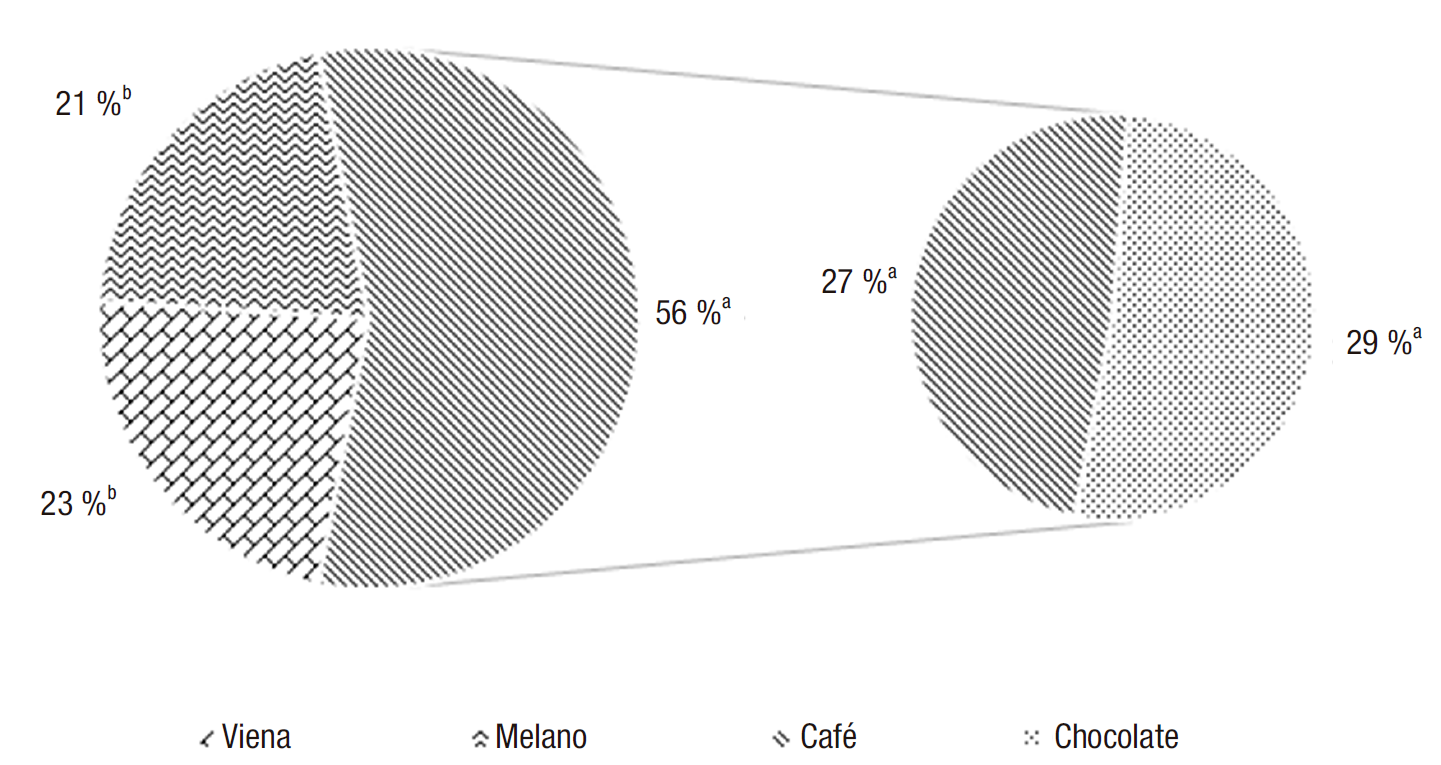
Figura 5 Nivel de agrado de las cervezas de la cebada Doña Josefa. Medias con letras iguales no difieren estadísticamente (Tukey, P ≤ 0.05).
Por otra parte, se compararon las cervezas artesanales con las comerciales, una del mismo estilo que las cervezas Viena y Melano, denotada como cerveza 1, y la otra del estilo de Café y Chocolate, denotada como cerveza 2 (Figura 6). La cerveza Chocolate tuvo un porcentaje similar en el nivel de agrado que la cerveza comercial 2 con 18 %, aunque la falta de efervescencia de la Chocolate pudo afectar su nivel de preferencia. Por su parte, la Café tuvo un 17 % en cuanto a nivel de agrado, lo cual está por debajo de las cervezas comerciales. Las cervezas Viena y Melano fueron estadísticamente diferentes (14 y 13 % de aceptación, respectivamente) al resto de cervezas, y no tuvieron la misma preferencia que la cerveza comercial 1, que obtuvo 19 % de aceptación por los jueces. Dentro de los principales factores que afectaron a las cervezas artesanales fue la falta de efervescencia, que se pudo deber a los procesos de filtración, estabilización y bajos niveles de CO2. Se debe tener en cuenta que la gasificación de las cervezas artesanales se produce de forma natural durante la fermentación en la botella, mientras que las industriales se inyectan con gas carbónico. Esta es una de las principales desventajas de las cervezas artesanales; sin embargo, presentaron aceptación por parte de los jueces.

Conclusiones
Todas las maltas de la cebada Doña Josefa fueron adecuadas para la fermentación. Los valores del poder diastásico de las maltas obtenidas oscilaron entre 342 y 455 WK. El contenido de β-glucanos en las maltas indicó que el proceso de malteado fue adecuado, lo que evitó problemas durante la elaboración de la cerveza. La malta Pilsen se usó como base para las diferentes mezclas en la elaboración de cerveza, y las otras maltas fueron ideales para darle mayor color y olor. El contenido de alcohol fue mayor en Viena, seguida de Chocolate, Café y Melano, y todas cumplieron con la norma NOM-142-SSA1/SCFI-2013. El color estuvo asociado a las temperaturas de tostado, lo que permitió determinar el estilo de la cerveza. La Café se tipificó como cerveza tipo Dark Lager, Viena y Melano como cervezas tipo Weissbier, y la Chocolate se identificó como una cerveza tipo Double IPA.
Con respecto al análisis sensorial, los jueces prefirieron las cervezas en el siguiente orden: Chocolate, Café, Viena y Melano. Por otra parte, al comparar las cervezas artesanales con las comerciales, la Chocolate tuvo un porcentaje de aceptación igual a la cerveza comercial 2. En general, el objetivo se cumplió al generar maltas con notas de diferente sabor y, además, se comprobó que la nueva variedad Doña Josefa tiene el potencial para ser usada en la elaboración de cervezas tipo gourmet.
Agradecimientos
Los autores agradecen al Consejo Nacional de Ciencia y Tecnología (CONACYT) por el financiamiento otorgado a través de los proyectos FOMIX-2012-01-192649 y cátedras CONACYT 1232.
REFERENCIAS
Akar, T., Avci, M., & Dusunceli, F. (2004). BARLEY: Post-Harvest Operations Organisation. Turkey: Food and Agriculture Organization of the United Nations. Retrieved from http://www.fao.org/fileadmin/user_upload/inpho/docs/Post_Harvest_Compendium_-_BARLEY.pdf [ Links ]
Bamforth, C., Russell, I., & Stewart, G. (2009). Beer: A quality perspective. London: Academic Press. [ Links ]
Bernáldez-Camiruaga, A. I. (2013). Cerveza artesanal en México: ¿soberanía cervecera y alimentaria? Culinaria, Revista virtual especializada en gastronomía, 6, 56-63. Retrieved from http://web.uaemex.mx/Culinaria/seis_ne/PDF%20finales%206/cerveza%20artesanal%20ok.pdf [ Links ]
Bokulich, N. A., & Bamforth, C. W. (2013). The microbiology of malting and brewing. Microbiology and Molecular Biology Reviews, 77(2), 157-172. doi: 10.1128/MMBR.00060-12 [ Links ]
Boulton, C., & Quian, D. (2001). Brewing yeast and fermentation. Reino Unido: Blackwell Science. [ Links ]
Briggs, D. E., Boulton, C. A., Brookes, P. A., & Stevens, R. (2004). Brewing: Science and practice. Cambridge England: CRC Press. doi: 10.1002/jsfa.2344 [ Links ]
Čechovská, L., Konecny, M., & Valisek, J. (2012). Effect of Maillard reaction on reducing power of malts and beers. Czech Journal of Food Sciences, 30(6), 548-556. doi: 10.17221/288/2012-CJFS [ Links ]
Chandra, G. S., Proudlove, M. O., & Baxter, E. D. (1999). The structure of barley endosperm-an important determinant of malt modification. Journal of the Science of Food and Agriculture, 79(1), 37-46. doi: 10.1002/(SICI)1097-0010(199901)79:1<37::AID-JSFA168>3.0.CO;2-X [ Links ]
Di Ghionno, L., Sileoni, V., Marconi, O., de Francesco, G., & Perretti, G. (2017). Comparative study on quality attributes of gluten-free beer from malted and unmalted teff (Eragrostis tef [zucc.] trotter). LWT - Food Science and Technology, 84, 746-752. doi: 10.1016/j.lwt.2017.06.044 [ Links ]
Dubois, M., Gilles, K. A., Hamilton, J. K., & Rebers, P. A. (1956). Colorimetric method for determination of sugars and related substances. Analytical Chemistry, 28(3), 350-356. doi: 10.1021/ac60111a017 [ Links ]
European Brewery Convention (EBC). (2003). Analytica-EBC. Germany: Author. [ Links ]
Farzaneh, V., Ghodsvali, A., Bakhshabadi, H., Zare, Z., & Carvalho, I. S. (2017). The impact of germination time on the some selected parameters through malting process. International Journal of Biological Macromolecules, 94, 663-668. doi: 10.1016/j.ijbiomac.2016.10.052 [ Links ]
Fox, G. P. (2009). Chemical composition in barley grains and malt quality. In: Genetics and improvement of barley malt quality (pp. 63-98). Heidelberg, Berlin: Springer. doi: 10.1007/978-3-642-01279-2_3 [ Links ]
Granato, D., de Araújo-Calado, V. M., & Jarvis, B. (2014) Observations on the use of statistical methods in Food Science and Technology. Food Research International, 55, 137-149. doi: 10.1016/j.foodres.2013.10.024 [ Links ]
Huerta-Zurita, R., Zamora-Díaz, M. R., Solano-Hernández, S., & López-Cano, M. L. (2014). Friabilidad de malta y predicción de calidad en el mejoramiento genético de cebada maltera (Hordeum vulgare L.). Revista mexicana de ciencias agrícolas, 5(4), 577-590. Retrieved from http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S2007-09342014000400004 [ Links ]
Kunze, W., & Manger, H. J. (2006). Tecnología para cerveceros y malteros. Germany: Editorial VLB Berlin. [ Links ]
Kunze, W. (1996). Technology brewing and malting. Germany: Editorial VLB Berlin . [ Links ]
Madrid, A. (1994). Proceso de producción de la cerveza. Nuevo manual de industrias Alimentarias. Madrid, España: Editorial Mundi-Prensa. [ Links ]
Miller, G. L. (1959). Use of dinitrosalicylic acid reagent for determination of reducing sugar. Analytical Chemistry , 31(3), 426-428. doi: 10.1021/ac60147a030 [ Links ]
Narendranath, N. V., & Power, R. (2005). Relationship between pH and medium dissolved solids in terms of growth and metabolism of lactobacilli and Saccharomyces cerevisiae during ethanol production. Applied and environmental microbiology, 71(5), 2239-2243. doi: 10.1128/AEM.71.5.2239-2243.2005 [ Links ]
Nielsen, J. P., & Munck, L. (2003). Evaluation of malting barley quality using exploratory data analysis. I. Extraction of information from micro-malting data of spring and winter barley. Journal of Cereal Science, 38, 173-180. doi: 10.1016/S0733-5210(03)00023-7 [ Links ]
NOM-142-SSA1/SCFI-2013. (2013). Secretaria de Salud, Secretaria de comercio y fomento industrial, Norma Oficial Mexicana. Bebidas alcohólicas. Especificaciones sanitarias. Etiquetado sanitario y comercial. Retrieved from http://www.salud.gob.mx/unidades/cdi/nom/142ssa15.html [ Links ]
Olsen, H. S. (2008). Enzymes in brewing. Biokemisk Forening. Retrieved from http://www.biokemi.org/biozoom/issues/522/articles/2368 [ Links ]
Ros, J. (1980). Estabilidad coloidal de la cerveza. Pamplona, España: Laboratorio Industrial de Bioquímica S.A. [ Links ]
Salari, R., & Salari, R. (2017). Investigation of the best saccharomyces cerevisiae growth condition. Electronic Physician, 9(1), 3592-3597. doi: 10.19082/3592 [ Links ]
Varman, A. H., & Sutherland, J. P. (1994). Bebidas, tecnología, química y microbiología. Zaragoza, España: Acribia. [ Links ]
Yahya, H., Linforth, R. S. T., & Cook, D. J. (2014). Flavour generation during commercial barley and malt roasting operations: A time course study. Food Chemistry, 145, 378-387. doi: 10.1016/j.foodchem.2013.08.046 [ Links ]
Zamora-Díaz, M., Solano-Hernández, S., Gómez-Mercado, R., Rojas-Martínez, I., Ireta-Moreno, J., Garza-García, R., & Ortiz-Trejo, C. (2008). Adabella: variedad de cebada maltera para valles altos de la mesa central de México. Agricultura técnica en México, 34(4), 491-493. Retrieved from http://www.scielo.org.mx/scielo.php?pid=S0568-25172008000400012&script=sci_arttext&tlng=pt [ Links ]
Recibido: 14 de Febrero de 2018; Aprobado: 25 de Enero de 2019
 This is an open-access article distributed under the terms of the
Creative Commons Attribution License
This is an open-access article distributed under the terms of the
Creative Commons Attribution License
