











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroduction
Wood-plastic composites, known as WPCs, are essentially made up of wood fillers (flour or fibers) and a thermoplastic matrix. These materials have gained acceptance in applications such as decking, gardening, window frames, marine installations, railways, building construction and industrial applications (Gosselin, Rodrigue, & Riedl, 2006; Smith & Wolcott, 2006). In general, WPCs have higher durability and lower maintenance costs, better dimensional stability, greater resistance to moisture and biological degradation, and lower costs than composites made from other fibers.
The use of WPCs has been limited due to their low impact strength and high density compared to natural wood. The high density of WPCs has become a problem when competing with other products such as solid wood, plastic and aluminum, increasing the cost of manufacturing and, consequently, the final product (Kim & Pal, 2010; Klyosov, 2007; Pickering, 2008).
Today the industrial sector devoted to producing composite materials based on wood and plastic is using new treatments and products to address the existing problems in the composite. Such treatments, aimed at reducing the cost of materials, are related to the generation of a low-density foamed structure, improving the specific mechanical properties (impact and tensile strength), as well as the nailing and screwing properties of the composite (Gosselin, Rodrigue, & Riedl, 2006).
In recent years, studies conducted with different polyolefins in virgin condition, reinforced with wood fiber, have been published (Adhikary, Pang, & Staiger, 2008; Ashori & Nourbakhsh, 2008; Ashori & Nourbakhsh, 2009; Moreno, Rodrigue, Giroux, Ballerini, & Gacitúa, 2013). There is information available regarding the foaming of recycled thermoplastics reinforced with wood byproducts through injection molding and compression processes. However, to our knowledge, with the exception of Moreno et al. (2013), no research has been conducted to foam recycled polymers by an extrusion process and to perform a well-detailed morphological and physical characterization when the polymer is of post-consumer origin. In this context, the objective of this study was to characterize the cellular morphology and density of the foamed wood-plastic composite.
Materials and methods
The virgin high-density polyethylene thermoplastic polymer (FI0750) was obtained from Saudi Basic Industries Corporation, Kingdom of Saudi Arabia. The recycled plastic, with three extrusion cycles, consisted of pellets made from material rejected by a plastic bag factory operated by the Chilean company Plasticos Bessalle Limitada.
The polymers were subjected to differential scanning calorimetry (DSC) analysis based on three replicates in a temperature range between 20 and 300 °C and at a heating rate of 10 °C·min-1. The area on the curve of each endotherm and the enthalpy of fusion were calculated.
The virgin and recycled polymer had a density of 905 and 917 kg·m-3 with a melt flow rate of 7.5 and 13.81 g in a period of 10 min, respectively, according to the condition established by ASTM D 1238-04 (American Society for Testing and Materials [ASTM], 2000a) of 190 °C for a mass of 21.60 kg. The coupling agent was a granulated maleated polyethylene (MAPE, Licocene 4351) and the lubricating agent was a fine-grained Licolub H12 commercial polyethylene wax with acid values of 15 to 19 mg KOH·g-1. Both agents were obtained from Clariant Corporation, Frankfurt, Germany. Hydrocerol 1700, an endothermic chemical agent in the form of a powder obtained from Clariant Additives Masterbatch (USA), was used as foaming agent. The radiata pine sawdust was provided by the paper manufacturing company CMPC Maderas S.A., Planta Coronel, Concepción, Chile. The sawdust was sieved and only the retentate at 60 mesh (250
Pellet preparation and pellet extrusion
The wood particles were subjected to drying with forced air for 48 h at 80 °C until reaching a lower moisture content of 2 %, in order to obtain the wood/plastic pellet. Subsequently, the particles were mixed with the polymer for 30 min; two plastic/wood formulations were prepared at 80/20 and 70/30 ratios.
The formulations were introduced into the extruder through the feed hopper. A 35 mm counter-rotating conical twin-screw extruder (Cincinnati Milacron TC35, USA), equipped with three heating zones and a rectangular head measuring 50 mm wide and 5 mm thick, was used. The temperature was kept constant at 185 °C in the three zones and at 170 °C in the head. In the extrusion a head with 12 holes was used to obtain filaments and pelletizing was performed with a mill. The plastic/wood pellet was introduced with the coupling, lubricating and foaming agents into a thermal mixer at 80 °C for 5 min. The concentration of the coupling agent was 5 % and that of the lubricating agent was 1 % based on the wood’s dry weight, while that of the foaming agent at 1 and 3 % was based on the polymer’s weight. The WPCs, for the two plastic/wood formulations, were manufactured without additives as control samples and with additives as treatments. In total, 30 extrusions reported in Table 1 were made.
Table 1 Extrusion formulations to determine the effect of the chemical foaming agent (Hydrocerol 1700) on the cellular morphology and density of the foamed wood-plastic composite.
| Code | Composite formulation |
|---|---|
| Virgin polymer and additives | |
| 1 | Virgin polymer |
| 2 | Virgin polymer + 1 % Hydrocerol 1700 |
| 3 | Virgin polymer + 3 % Hydrocerol 1700 |
| 4 | Recycled polymer |
| 5 | Recycled polymer + 1 % Hydrocerol 1700 |
| 6 | Recycled polymer + 3 % Hydrocerol 1700 |
| 80/20 (80 % virgin HDPE/20 % wood fiber) | |
| 7 | WPC without additives (control) |
| 8 | WPC + 5 % Licocene + 1 % Licolub (control) |
| 9 | WPC + 1 % Hydrocerol + 1 % Licolub (control) |
| 10 | WPC + 3 % Hydrocerol + 1 % Licolub (control) |
| 11 | WPC + 5 % Licocene + 1 % Hydrocerol + 1 % Licolub |
| 12 | WPC + 5 % Licocene + 3 % Hydrocerol + 1 % Licolub |
| 70/30 (70 % virgin HDPE/30 % wood fiber) | |
| 13 | WPC without additives (control) |
| 14 | WPC + 5 % Licocene + 1 % Licolub (control) |
| 15 | WPC + 1 % Hydrocerol + 1 % Licolub (control) |
| 16 | WPC + 3 % Hydrocerol + 1 % Licolub (control) |
| 17 | WPC + 5 % Licocene + 1 % Hydrocerol+ 1 % Licolub |
| 18 | WPC + 5 % Licocene + 3 % Hydrocerol+ 1 % Licolub |
| 80/20 (80 % recycled HDPE/20 % wood fiber) | |
| 19 | WPC without additives (control) |
| 20 | WPC + 5 % Licocene + 1 % Licolub (control) |
| 21 | WPC + 1 % Hydrocerol + 1 % Licolub (control) |
| 22 | WPC + 3 % Hydrocerol + 1 % Licolub (control) |
| 23 | WPC + 5 % Licocene + 1 % Hydrocerol + 1 % Licolub |
| 24 | WPC + 5 % Licocene + 3 % Hydrocerol + 1 % Licolub |
| 70/30 (70 % recycled HDPE/30 % wood fiber) | |
| 25 | WPC without additives (control) |
| 26 | WPC + 5 % Licocene + 1 % Licolub (control) |
| 27 | WPC + 1 % Hydrocerol + 1 % Licolub (control) |
| 28 | WPC + 3 % Hydrocerol + 1 % Licolub (control) |
| 29 | WPC + 5 % Licocene + 1 % Hydrocerol + 1 % Licolub |
| 30 | WPC + 5 % Licocene + 3 % Hydrocerol + 1 % Licolub |
WPC: Wood-plastic composite, HDPE: high-density polyethylene.
In all cases, the extruder’s screw speed was maintained at 5 rpm and temperatures were kept at 170 °C in feed zone 1 (compaction), 180 °C in transition zone 2 (melt) and 190 °C in dosing zone 3; the temperature in the head was 190 °C. The extruded specimens, which at the outlet end head had a width of 70 mm and 7 mm thickness, were cooled at room temperature after drawing the profile manually.
Characterization of the foamed microstructure
The density of the samples was determined for 10 specimens per treatment in accordance with standard ASTM D792-00 (ASTM, 2000b), using Archimedes' water displacement technique.
The fracture of the foamed composites was analyzed in small rectangular pieces taken from their central area. The pieces were immersed for 30 min in liquid nitrogen to achieve a brittle fracture in the longitudinal and transversal directions of the extruded samples. The fractured samples were coated with a gold and platinum alloy and inspected under an electron microscope (SEM, JOEL brand, model 6610LV, Japan). The surface of the fractured foamed composites was observed using magnifications of 27x and 40x. The area and diameter of the composite bubbles were measured through Image-Pro Plus 6.2 image analysis software (Media Cybernetics, Inc., 2007).
The void fraction Vf (%) was calculated using the following formula:
The average diameter of the cells in the virgin and recycled polymers was determined for 100 bubbles that were elliptical in shape, which is why the major axis and the minor axis of each one were measured and the measurements of the longitudinal and transversal directions were averaged. In the foamed composites, the bubbles were irregular. Therefore, 100 bubbles were measured in each composite and the equivalent diameter of the circle represented by each of them was determined by the following formula:
The bubble density of the polymer (Nf1), which represents the number of cells per cm3 in virgin and recycled condition, was determined with the following formula (Gosselin & Rodrigue, 2005):
where,
N1 |
= surface bubble density in the longitudinal direction |
N2 |
= surface bubble density in the transversal direction. |
This equation is particularly suitable for representing extruded foams where the cells are exposed to shear forces and are elongated in the flow direction.
Based on the analysis of Rodrigue, Souici, and Kabamba (2006), the bubble density (Nf) in the foamed WPCs can be approximated and calculated by the equation:
where,
n |
= average number of bubbles of both directions (longitudinal and transversal), measured in three micrographs |
A |
= total area of the micrograph (cm2). |
Data were analyzed in a complete factorial design (23) with three factors and two categorical levels (type of plastic [virgin and recycled], foaming agent concentration [1 and 3 %] and plastic/wood ratio [80/20 and 70/30]) in formulations 11-12, 17-18, 23-24 and 29-30, shown in Table 1. The selected treatments contain the three factors to be analyzed from the design and the remaining treatments were control patterns. The analysis of variance (ANOVA) and the LSD (least significant difference) test were performed with 95 % reliability, using the Design Expert® statistical software v. 8.0 (Stat-Ease, Inc., 1998).
Results and discussion
Figure 1 shows differential scanning calorimetry (DSC) analysis for virgin and recycled thermoplastic.
The melting temperature of the virgin HDPE was 136 °C. In the case of the recycled polymer there is a similar peak to the virgin polymer, indicating a melting temperature of 133 °C; after 180 °C two exotherms are present, one minimum and the second with higher magnitude, with an irregular behavior of the polymer after 240 °C. This may be associated with the composition of the plastic. According to the manufacturer's description, the recycled plastic was made up of 73.1 % virgin HDPE, 14.6 % calcium carbonate, 3.5 % masterbatch (white dye whose main components are titanium dioxide and calcium carbonate) and 8.8 % linear polyethylene. In addition, the recycled polyethylene sustained three extrusion cycles that could affect the molecular behavior.

Figure 1 Differential scanning calorimetry analysis of virgin HDPE (high-density polyethylene) (a) and recycled HDPE (b) polymers.
Characterization of the foamed microstructure
Density of the composites
Figure 2 shows the density of the polymer and the foamed wood-plastic composites. The results of the analysis of variance indicate that the model was significant (P < 0.05).
The density of the virgin polymer with 1 and 3 % foaming decreased by 39 and 20 %, respectively, relative to the control. The density of the recycled polymer with 1 and 3 % foaming decreased by 18 and 23 %, respectively. Prior to this experiment, it was expected that increasing the foaming agent concentration would generate more bubbles and hence the density would decrease to a greater extent, but the situation was different, possibly because of the loss of foaming agent to the environment during extrusion of the polymers.
In the foamed composites in 80/20 virgin condition with 1 % (treatment 11) and 3 % (treatment 12) foaming, the density decreased by 7 and 8 %, respectively, relative to the control (5 % coupling agent, 1 % lubricating agent and no foaming; treatment 8), which showed a density of 934 kg.m-3 (Figure 2a). A similar situation was found in 70/30 composites in virgin condition (treatment 17-18) relative to the control with 5 % coupling agent, 1 % lubricant and no foaming agent (treatment 14; 951 kg.m-3).
In the case of foamed composites in 80/20 recycled condition with 1 and 3 % foaming, the density decreased by 7 % (treatment 23) and 8 % (treatment 24), respectively, relative to the control (5 % coupling agent, 1 % lubricant and no foaming; treatment 20), which had a density of 939 kg.m-3 (Figure 2b). The situation was similar in the 70/30 composites in recycled condition (treatment 29-30) relative to the control (treatment 26; 950 kg.m-3). Density reduction was less than 10 % in the foamed composites; these results are similar to those found by Bledzki and Faruk (2006).
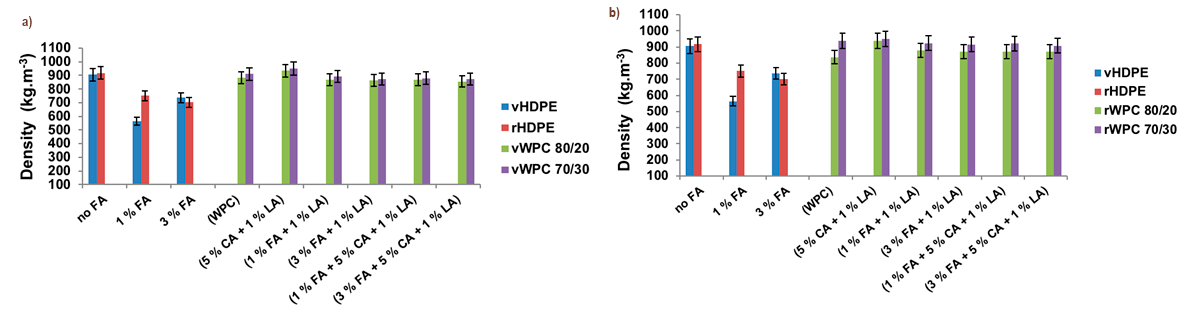
Figure 2 Density of the virgin polymer (vHDPE: virgin high-density polyethylene), recycled polymer (rHDPE: recycled high-density polyethylene) and foamed wood-plastic composites (WPCs) at 80/20 and 70/30 ratios in virgin (v, 2a) and recycled (r, 2b) conditions. FA: foaming agent, CA: coupling agent, LA: lubricating agent. The foamed composites were statistically similar (LSD, P = 0.05). The vertical bars represent the standard error of the means.
In Figure 2 it can be seen that density tends to be higher with increasing wood fiber concentration and with the presence of the coupling agent (70/30 vWPC and rWPC with 1 and 3 % FA + 5 % CA + 1 % LA). The increase in the amount of fiber generates a greater densification of the composite, because it collapses plastically due to the high pressures and temperatures inside the extruder barrel. In addition, the fiber does not undergo foaming, so increasing the amount of wood in the composite necessarily decreases the total void fraction by increasing the density. For this reason, higher density can be seen in WPCs compared to thermoplastic polymers.
Figure 3 shows selected SEM images, where it can be seen that the foam in the virgin polymer was almost uniform in the longitudinal (Figure 3a) and transversal (Figure 3b) directions. In the longitudinal direction, the cells had similar elliptical shapes, generally of the closed type, with the bubbles in the extruded profile’s flow direction predominating. In the transversal direction, the bubbles did not present an elliptical morphology.
Moreno et al. (2013) found a similar pattern and pointed out that this behavior is due to the extrusion and injection conditions. Likewise, the lack of control over the density in the extrusion process is associated with the number of spaces or bubbles and is related to the escape of the gas produced by the foaming agent, which also generates an inhomogeneous morphology. Gosselin et al. (2006) studied the morphology of recycled WPCs by injection molding and mentioned that increasing the fiber concentration can increase the melt viscosity and matrix stiffness, causing a reduction in the average cell or bubble size.
Figure 3 also shows 80/20 WPCs in foamed virgin condition. It can be seen in the longitudinal direction (Figure 3c) that the wood fibers tend to be oriented in the flow direction; in the transversal direction (Figure 3d), the fibers and foams are also oriented in the flow direction.

Figure 3 Micrographs of virgin and recycled polyethylene with and without wood fiber obtained by a scanning electron microscope. a) Virgin HDPE (high-density polyethylene) in the longitudinal direction. b) Virgin HDPE in the transversal direction. c) Foamed virgin wood-plastic composite (80/20) in the longitudinal direction; the arrows indicate the orientation direction of the wood particles and the shapes of the bubbles. d) Foamed virgin wood-plastic composite (80/20) in the transversal direction; the arrows indicate the fracture of particles, observing good interfacial adhesion, shape and transversal section of the bubble.
Figure 4 shows the void fraction of the foamed treatments. The void fraction in the virgin polymer with 1 % (treatment 2) and 3 % (treatment 3) foaming agent was 37.7 and 18.7 %, respectively. In the recycled polymer with 1 % (treatment 5) and 3 % (treatment 6) foaming agent, the void fractions were 18.1 and 23.5 %, respectively. In the foamed treatments, the results of the analysis of variance indicate that there are significant differences (P < 0.05) in the void fraction when varying the foaming agent concentration and the plastic/wood ratio. According to the LSD test (P = 0.05), the void fraction was higher in the treatments with 3 % foaming and an 80/20 plastic/wood ratio. It was expected that the higher the foaming agent concentration the greater the void fraction, a trend that was not met for the virgin polymer with 3 % foaming agent. This can be associated with the loss of the gas to the external medium, product of the greater cracking at the ends of the profile at the head outlet, forming sharkskin.
With regard to the foamed wood-plastic composites, and considering all treatments, the void decreased from 1.9 % to a maximum of 7.7 %, obtaining a greater void fraction in the formulations with 3 % foaming agent.
Because wood fiber increases matrix stiffness, the increase in fiber content along with low gas solubility and high diffusivity inhibits bubble growth and composites with high void fraction cannot be produced. The works of Matuana, Park, and Balatinecz (1997), Li and Matuana (2003), and Rachtanapun et al. (2004) support this theory. These authors worked on the extrusion of wood-plastic composites with virgin high-density polyethylene.

Figure 4 Void fraction in virgin polymer (high-density polyethylene: vHDPE), recycled polymer (rHDPE) and foamed wood-plastic composites (WPCs). Foamed treatments can be found in Table 1. The vertical bars represent the standard error of the mean.
According to Figure 5, the cell density of the virgin polymer was in the range of 2.2 x 102 to 2.8 x 102 cells·cm-3; for the recycled polymer it was from 1.3 x 102 to 2.1 x 102 cells·cm-3, and in the foamed composites it ranged from 3.8 x 103 to 6.2 x 103 cells·cm-3.
The higher foaming concentration (3 %) generated greater cell formation in the foamed polymers and in the foamed wood-plastic composites. The plastic matrix is softened at high temperatures, thereby offering less resistance against cell growth. When the expanded cells come into contact with each other, they initially share a common wall whose thickness decreases as the void fraction increases and then the cells tend to collapse. This could arise if the total free energy is reduced as a product of cell coalescence, causing the cell density to deteriorate (due to the increase in cell size). These views are supported by Baldwin, Park, and Suh (1996), Matuana et al. (1997) and Park, Behravesh, and Venter (1996). This situation was verified in this study for the virgin and recycled polymers, whose cell density values were lower than those of the foamed composites, because the diameter of the polymer cells was greater. The SEM images of the composites analyzed in this research show the effect described by the mentioned authors; when using 3 % foaming, collapsed bubbles and high coalescence resulting in irregular and large bubbles were observed.
On the other hand, it is important to note that a cooling system was not used in the manufacturing process of the profiles. Initially an air system was created but it did not work, since it formed an irregular surface, producing a corrugated profile with variation in the thickness. A similar situation occurred when atomized water was added, a treatment that twisted and undulated the profile during cooling. Finally, it was decided to cool the profile at room temperature. The void fraction and cell density could be affected by the absence of a cooling system after the profile exits from the extruder head. This head would allow the outer layers to cool faster and produce a greater number and uniform size of bubbles in the center of the profile, thus maintaining stability in cell growth.

Figure 5 Cell density as a function of the foaming agent content in the virgin polymer (high-density polyethylene: vHDPE), recycled polymer (rHDPE) and foamed wood-plastic composites (WPCs). Foamed treatments can be found in Table 1. The vertical bars represent the standard error of the mean.
Figure 6 shows that the cell size of the virgin and recycled HDPE ranged from 461 to 660 μm in the longitudinal direction and from 323 to 653 μm in the transversal one. In the foamed wood-plastic composites, the size was smaller, being in the range from 84 to 127 μm in the longitudinal direction and 90 to 137 μm in the transversal one. In the virgin and recycled HDPE, the increase in size could be related to the expansion of cells caused by diffusion of the molten polymer gas into the nucleated cells. Matuana and Mengeloglu (2001) and Gosselin et al. (2006) state that the increase in wood content limits the development of foamed areas due to decreased gas diffusion and cell growth.

Figure 6 Cell diameter in the virgin polymer (high-density polyethylene: vHDPE), recycled polymer (rHDPE) and foamed wood-plastic composites (WPCs) in longitudinal (LD) and transversal (TD) directions. The foamed treatments can be found in Table 1. The vertical bars represent the standard error of the mean.
Conclusions
It is possible to obtain composites formed with foamed thermoplastic polymers, based on virgin and recycled polyethylene, reinforced with radiata pine wood fiber, under a conventional twin-screw extrusion system. Process variables and raw material characteristics play an important role in the generation of complex microcellular structures in the composites, and as a function of this, an engineering product with suitable physical properties is obtained. The extruded composite material, with 1 % chemical foaming agent (Hydrocerol 1700), showed a homogeneous cellular morphology, thereby producing closed cell-type bubbles and giving better physical properties to the material. The foaming agent decreased the density of the thermoplastic polymer in both virgin and recycled conditions. It is advisable to make adjustments and modifications in the machinery and extrusion line that favor the production of profiles with better quality at internal and superficial level. This research provides an alternative use for the high volume of byproducts called "residues" resulting from the primary and secondary processing of the species Pinus radiata, by proposing their use in the generation of new engineering products that can be used as construction elements.

