










Servicios Personalizados
Revista
Articulo
 Portugués (pdf)
Portugués (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkConcreto y cemento. Investigación y desarrollo
versión impresa ISSN 2007-3011
Concr. cem. investig. desarro vol.6 no.1 Ciudad de México jul./dic. 2014
Aplição de um concreto fibroso fluido ecoeficiente
Monique Coutinho Nunes1 y Aline da Silva Ramos Barboza2
1 Engenheira Civil, Universidade Federal de Alagoas, Rua Deputado José Lages, No. 113, AP. 402, Ponta Verde - Maceió - AL, CEP: 57035-330 – Brasil. E-mail: niquenunes@gmail.com
2 Engenheira Civil, Universidade Federal de Alagoas, Rua Deputado José Lages, No. 113, AP. 402, Ponta Verde - Maceió - AL, CEP: 57035-330 – Brasil. E-mail: aline@lccv.ufal.br
Resumo
A adição de fibras de aço ao concreto aponta para uma melhoria em sua ductilidade e tenacidade, tornando-o vantajoso para diversas aplicações. Entretanto, tal adição provoca uma redução na trabalhabilidade da mistura, e, por isso, geralmente são incorporados aditivos superplastificantes, aumentando sua fluidez. Para garantir a coesão de um concreto fluido, é necessário que haja um maior teor de finos na mistura, o que nesta pesquisa, atentando-se ao conceito de eco-eficiência, foi alcançado com a adição do resíduo do beneficiamento de mármore e granito. Este estudo buscou a aplicação de um concreto fibroso fluido eco-eficiente na indústria de pré-moldados, realizando-se um comparativo entre a produção feita em laboratório e dentro da fábrica. Após o desenvolvimento do trabalho, concluiu-se que a aplicação nas fábricas de pré- moldados é viável, aumentando a qualidade final das peças e promovendo melhorias no próprio processo de produção, porém, algumas dificuldades de implantação foram identificadas.
Palavras chave: concreto fibroso fluido, concreto pré-moldado, resíduo de mármore e granito, concreto ecoeficiente.
Resumen
La adición de fibras de acero para el concreto apunta a una mejora en la ductilidad y la tenacidad, sin embargo, provoca una reducción en la trabajabilidad. Por lo tanto, los aditivos superplastificantes son incorporados para el aumento de su fluidez. Para asegurar la cohesión de un concreto fluido, debe haber un mayor contenido de finos en la mezcla, que en esta investigación prestando atención al concepto de eco-eficiencia, se logró con la adición del residuo de mármol y granito. Este estudio tuvo como objetivo la aplicación de un fluido ecoeficiente de concreto fibroso en la industria de prefabricados, realizando una comparación con la producción en el laboratorio. Después del desarrollo del trabajo, se concluyó que la aplicación en las fábricas de prefabricados es factible, con un aumento de la calidad final de las piezas y la promoción de mejoras en el proceso de producción. Sin embargo, se identificaron algunas dificultades en la implantación.
Palabras clave: Concreto fibroso fluido, prefabricados de concreto, residuo de mármol y de granito, concreto ecoeficiente.
Abstract
The addition of steel fibers leads to an improvement in ductility and tenacity of the concrete, making it advantageous for many applications. However, it causes a reduction in the mixture workability, and that is why superplasticizer additives are usually incorporated in fiber reinforced concretes, which may give them a fluid consistency. To ensure the cohesion of a fluid mixture, there must be a higher content of fines in the mixture. In this research and paying attention to the concept of eco-efficiency, was achieved with the addition of marble and granite residues. This study aimed to apply a fibrous fluid eco-efficient concrete in the precast industry, performing a comparison with the production made in the laboratory. We can conclude that the application in precast factories is feasible, increasing the final quality of the parts and promoting improvements in the production process itself. However, we identify some difficulties in its implementation.
Keywords: Fibrous fluid concrete, precast concrete, marble and granite residue, ecoefficient concrete.
1. INTRODUÇÃO
A rápida propagação de microfissuras sob tensão aplicada é a responsável pela baixa resistência à tração do concreto (Mehta e Montero, 2008). No concreto reforçado com fibras de aço (CRFA), as fibras funcionam como uma ponte de transferência de tensões na matriz do concreto, diminuindo o acúmulo de tensões na extremidade das fissuras (Figueiredo, 2000) aumentando sua ductilidade e tenacidade. A trabalhabilidade, em contrapartida, é reduzida pela adição das fibras (Maccaferri 2008).
A redução da trabalhabilidade comentada devido à adição de fibras, a melhora na resistência do CRFA com o uso de superplastificantes, e a recomendação de uso de agregados graúdos menores que 19 mm (ACI, 1993) também para o CRFA, fazem o concreto com alto grau de fluidez parecer uma boa opção de associação.
Para garantir a coesão de um concreto fluido, é necessário que sejam incorporados mais finos na mistura. Desse modo, e com vista na sustentabilidade da indústria da construção, incorporou-se ao concreto estudado o resíduo do beneficiamento do mármore e granito, que seria descartado por uma indústria local. Estima-se que a proporção de resíduo gerado em relação ao volume total de pedras ornamentais produzidas no Brasil é de 30 %, chegando a gerar cerca de 800,000 toneladas por ano de resíduo durante o processo de beneficiamento das rochas. Esse procedimento, portanto, incorpora ao concreto o conceito de ecoeficiência, pois incentiva a reciclabilidade de um material que seria descartado (Reis et al; 2007).
As fibras apresentam um grande impacto no custo do concreto. Figueiredo (2011) afirma que mesmo em consumos regulares, inferiores a 1 % de adição de fibras, o custo unitário do concreto irá praticamente dobrar. Mesmo assim, devido a todas as vantagens tecnológicas citadas, diversas aplicações apresentam-se viáveis economicamente em relação ao convencional e já são mundialmente utilizadas, como no revestimento de túneis, tubos de concreto para saneamento, pavimentos e pré-moldados.
O CRFA aplicado em elementos pré-moldados pode melhorar a resistência mecânica, aumentando também a durabilidade em ambientes agressivos costurando possíveis fissuras; aumentar a produtividade na fabricação das peças graças à substituição total ou parcial da armadura, sendo também possível reduzir ou eliminar a camada de recobrimento; melhorar a resistência aos impactos durante o transporte e instalação; entre outros (Maccaferri, 2008). O concreto estudado nesta pesquisa, por ter características autoadensáveis, pode eliminar ainda uma etapa trabalhosa e cara do processo de produção, que é o adensamento, e proporcionar um excelente acabamento superficial das peças. Por isso, a matriz proposta apresenta elevado potencial de utilização na indústria de pré-moldados.
2. METODOLOGIA DE INVESTIGAÇÃO
Inicialmente, foi realizado um estudo detalhado de dosagem do concreto fibroso fluido ecoeficiente, em laboratório, variando-se os teores e comprimento das fibras, relatado em Nunes et al; 2012. A dosagem que apresentou os melhores resultados no estudo citado foi utilizada para a aplicação do concreto fibroso fluido ecoeficiente na indústria de pré-moldados. Esta foi feita em uma fábrica de pequeno porte, situada em Maceió-AL, Brasil, onde moldaram-se rufos retangulares (placas) e corpos de prova, utilizando-se dois processos de produção. Com isso, objetivou-se comparar a qualidade das peças proveniente dos dois métodos e do laboratório, assim como as dificuldades e vantagens encontradas durante os processos, para discutir a viabilidade de implantação do concreto produzido. Com as peças e corpos de prova moldados foram realizados análises do acabamento superficial, ensaios de resistência e uma análise da distribuição e orientação das fibras nas placas, relacionando as mesmas com o processo produtivo adotado.
3. DESENVOLVIMENTO
3.1. CONCRETO PRODUZIDO EM LABORATÓRIO
Os materiais utilizados no concreto foram:
a) Cimento CPII F-32;
b) Agregados: brita 0 e areia natural quartzosa;
c) Resíduo do beneficiamento de mármore e granito (RBMG) (# 0.3 mm);
d) Aditivo Superplastificante de base policarboxilato.
e) Fibras de aço do tipo A I de acordo com a NBR 15530 (ABNT, 2007), de comprimento igual a 25 mm, com diâmetro = 0.75 mm. (fator de forma = 33).
As especificações detalhadas de todos os materiais constam em Nunes et al; (2012).
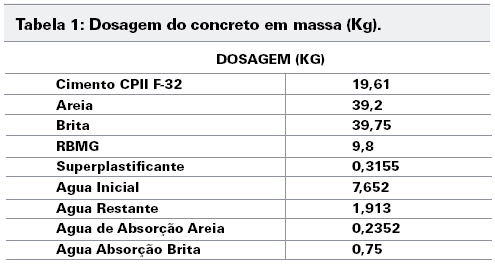
A dosagem do concreto encontra-se na Tabela 1. Os volumes de fibras incorporados a esta dosagem foi Vcrit = 2.5 %, em relação ao volume total de concreto.
O concreto foi produzido em laboratório na betoneira da seguinte forma:
1. Misturou-se brita, areia e suas águas de absorção por 30 segundos.
2. Colocou-se o cimento e o RBMG e misturou-se por mais 30 segundos.
3. 80 % da água foi adicionada e misturada por 1.5 min.
4. Adicionou-se o superplastificante e o restante da água e misturou-se por 2 min.
5. As fibras foram adicionadas aos poucos durante essa última etapa.
Foram feitos ensaios de espalhamento, funil V e caixa L, de acordo com a norma ABNT NBR 15823 (ABNT, 2010), com o objetivo de verificar se o concreto possuía características autoadensáveis, embora o estudo objetive-se apenas um concreto fibroso fluido. Foram moldados também corpos de prova para os ensaios de resistência mecânica - tração por compressão diametral e compressão simples, com rompimento aos 7 dias.
3.2. APLICAÇÃO DO CONCRETO FIBROSO FLUIDO ECO-EFICIENTE
Os rufos moldados são placas finas e retangulares. São peças não estruturais, e são armados somente por serem muito finos, para possibilitar a desmoldagem com 24 h. A armação das placas é feita com uma tela de aço (3 ф 5.0 x 4 ф 5.0), produzida por um armador que corta, dobra e monta as barras em um pátio de armação, com a intenção de deixar um cobrimento de 2 cm nos dois lados. Tal cobrimento, porém, na fábrica estudada, não é garantido com espaçadores, prejudicando a durabilidade da peça. Esse problema poderá ser eliminado caso a substituição da armadura pelas fibras seja viável. A figura 1 ilustra os rufos escolhidos para estudo.

3.2.1. CARACTERIZAÇÃO DO PROCESSO DE PRODUÇÃO DA FÁBRICA
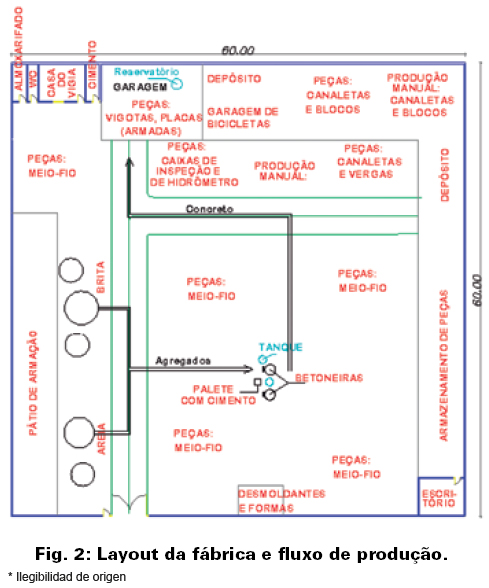
O processo de produção utilizado normamente na fábrica encontra-se resumido a seguir. O ciclo produtivo tem duração de um dia (8h), sendo o turno da manhã quase que inteiramente dedicado ao corte e dobra das armaduras. No período da tarde é realizada a dosagem do concreto, mistura, moldagem, adensamento, acabamento, e desmoldagem das peças concretadas no dia anterior. O layout da fábrica pode ser visto na figura 2, onde o fluxo de produção está representado com setas.
Os agregados utilizados não são caracterizados e não passam por nenhum tipo de preparação, o que torna impossível um estudo de dosagem e provoca variação no traço do concreto. Esses ainda são armazenados no chão de terra, ao ar livre, sendo a sua umidade desconhecida e variável.
A medição para os agregados serem adicionados ao concreto é feita em carros de mão e é considerada inexata, pois não é possível definir o volume exato de material colocado nos carrinhos.
O tempo para a dosagem e colocação dos materiais na betoneira é de aproximadamente 5 minutos. A betoneira é ligada, o trabalhador joga água de acordo com a sua experiência e em seguida todos os materiais são despejados juntos. Durante 2 minutos de mistura, o operário adiciona água até a consistência desejada, e logo após descarrega a mistura em outro carro de mão. No dia em que o processo foi acompanhado, foram utilizadas duas betoneiras, e os concretos proveniente das duas apresentaram consistências visivelmente diferentes, como consequência da falta de exatidão na dosagem, alterando principalmente a relação água-cimento da mistura.
O concreto é transportado até a garagem aonde estão as fôrmas, e lançado manualmente. O adensamento é manual, onde o trabalhador simplesmente levanta a forma em uma extremidade e à balança, procedimento completamente inadequado para concretos convencionais. Por fim é realizado o acabamento, rasando o concreto com a colher de pedreiro.
Vale ressaltar que aproximadamente 40 % do tempo de produção é gasto nas fases de lançamento, adensamento e acabamento das peças, e com a implantação da matriz fluida, pretende-se diminuir consideravelmente esse tempo.
Da mesma forma, um turno inteiro foi utilizado para a produção das armaduras, etapa que poderá ser eliminada com a implantação do concreto fibroso.
Em 24 h, a peça é desmoldada manualmente, inclinando-se a forma à 90° na maior dimensão, e, em seguida, levantando-as pela extremidade. O processo de cura é realizado molhando-se as peças em média 2 vezes ao dia, por 2 dias.
3.2.2. PROCESSOS DE PRODUÇÃO UTILIZANDO O CONCRETO FIBROSO FLUIDO ECOEFICIENTE
A produção foi toda realizada pela mão de obra da fábrica, seguindo orientações desta autora, e utilizando os materiais especificados para o concreto fibroso fluido.
3.2.2.1. MÉTODO 1 - PROCESO DA FÁBRICA MODIFICADO
O fluxo de produção no método 1 foi semelhante ao já adotado pela fábrica e encontra-se na figura 3. A diferença está apenas nos novos materiais, que foram dispostos próximos aos agregados.

Neste método, os agregados não foram preparados e o armazenamento foi realizado no chão de terra, ao ar livre, tal qual é realizado na fábrica. O resíduo, porém, passou por uma etapa de peneiramento no laboratório, e já foi levado em recipientes cilíndricos tampados na granulometria correta (0.3 mm), pois, caso fosse utilizado sem peneiramento, o mesmo não cumpriria sua função no concreto. O superplastificante e as fibras foram armazenados no pátio de armação, juntamente com as telas de aço para armadura, e o cimento foi colocado com os outros cimentos no palete ao lado da betoneira.
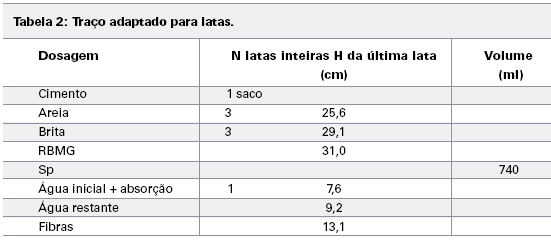
A dosagem dos materiais foi realizada em volume, seguindo o procedimento da fábrica. Porém, o concreto proposto necessita de uma maior precisão na dosagem em relação ao concreto convencional, por isso, seria inviável utilizar-se de carrinhos de mão para a medição. Foram utilizadas então latas de tinta de 18L. Para facilitar a medição das últimas latas de materiais, foram feitas marcações internas das alturas com uma caneta permanente. O traço do concreto fibroso fluido, já apresentado, foi transformado em quantidade de latas de tinta, e disposto em nova tabela (Tabela 2), a qual foi entregue ao responsável pela produção do concreto na fábrica.
As águas de absorção dos dois agregados foram somadas com a água inicial, por terem um volume muito pequeno. O volume do superplastificante, porém, seria inviável medir na lata, por isso, foi levada do laboratório uma proveta graduada para a sua dosagem. Os volumes de fibras e de resíduo foram definidos considerando um valor de peso por m3, e foram medidos, da mesma forma que os agregados, em latas.
O processo de mistura foi semelhante ao realizado na fábrica, porém, houve orientações da autora quanto à implantação dos novos materiais. A concha derramou a brita, a areia, o RBMG e o cimento na betoneira, e em seguida foi adicionado o volume de água referente à água inicial e de absorção dos agregados. Após misturar por 2.5 min, o restante da água e o superplastificante foram adicionados. Por fim, ainda com a betoneira ligada, as fibras foram adicionadas aos poucos, por aproximadamente 2 minutos. Os trabalhadores foram deixados bem à vontade para realizar a mistura, com orientações somente de que hora colocar o superplastificante e as fibras. Após o transporte do concreto até as formas, foi realizado imediatamente o ensaio de espalhamento (Fig. 4), de acordo com a norma ABNT NBR 15823-1 (ABNT, 2010).

Na moldagem, não foi realizado nenhum tipo de adensamento ou acabamento superficial, de forma a medir o potencial de autoadensabilidade do concreto fluido. Foram moldados corpos de prova, sem adensamento, e a moldagem das placas foi feita com uma pá, como é realizado normalmente na fábrica, mas também sem adensamento. Foram produzidas 2 peças com e 2 sem armadura para a análise estrutural.
Com 24 h, as placas foram desmoldadas e armazenadas em pé, na própria garagem, conforme figura 5, seguindo o procedimento da fábrica. Também com 24 h, os corpos de prova cilíndricos foram levados ao laboratório, desmoldados, e imersos em um tanque de cura.

3.2.2.1. MÉTODO 2 - PROCESSO CONTROLADO
Este método difere do primeiro por seu maior controle de qualidade. Foi feita uma preparação e caracterização dos agregados, que foram trazidos do laboratório já lavados e peneirados. Todos os materiais permaneceram nos baldes em que foram levados até a hora da pesagem, pois, dentro do recipiente a umidade dos mesmos permanece constante.
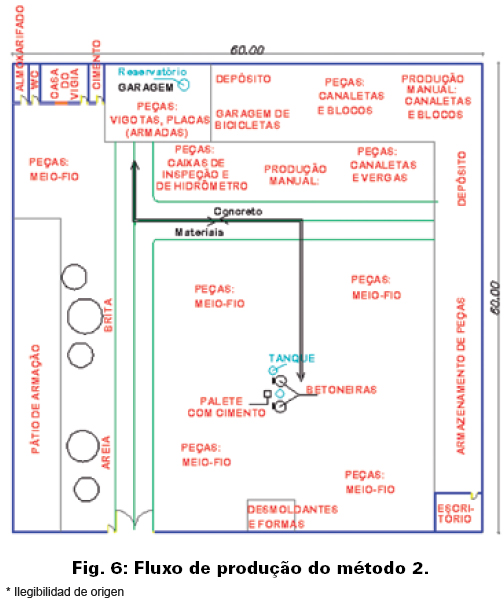
Neste método, a dosagem dos materiais foi feita em massa, na garagem, por ser o único local com tomada para ligar a balança. O fluxo de produção dos rufos utilizando o método 2 encontra-se na figura 6 a seguir.
No caso dos materiais de grande quantidade, a massa total foi dividida por balde, para que o trabalhador não precisasse fazer contas. Tais valores e a dosagem em massa estão apresentados na Tabela 3, a qual foi entregue ao responsável pela produção do concreto na fábrica. A mistura na betoneira foi realizada da mesma forma que no laboratório. A partir do concreto pronto, os procedimentos de produção e análise das peças são os mesmos do método 1 apresentado.

3.2.3. ANÁLISE ESTRUTURAL
Primeiramente, foi realizada uma análise visual da peça produzida, inspecionando o seu acabamento, o qual deve ser satisfatório em relação às peças pré-moldadas comuns. Com os corpos de prova cilíndricos, foram realizados ensaios de resistência à compressão simples, de acordo com a norma ABNT NBR 5739 (ABNT, 2007), e à tração por compressão diametral pela NBR 7222 (ABNT, 2011). Tais ensaios servem para medir a qualidade do concreto produzido, e foram realizados em 7 dias, para comparar com os resultados obtidos em laboratório. Foram 6 corpos de prova para cada traço de concreto, sendo 3 para cada ensaio realizado.
Com as placas pré-moldadas, foram realizados ensaios de resistência à tração na flexão. No total, 8 placas foram ensaiadas, sendo 4 placas para cada processo de produção - 2 armadas e 2 não armadas. Tais ensaios foram bastante semelhantes ao ensaio de tração na flexão em prismas preconizado pela norma ABNT NBR 12142 (ABNT, 2010), sendo que, no caso das placas, a velocidade de aplicação da carga foi reduzida, devido à sua pequena espessura. Na literatura, alguns autores como Kazmierczak et al (2003) e Santos (2005) analisaram a resistência à tração na flexão de seus compósitos baseando-se na metodologia especificada na ASTM C78-94, com a utilização de corpos-de-prova com dimensões de 2.5 x 5 x 25 cm, e 3 x 20 x 50 cm, respectivamente. A versão atual desta norma, a ASTM C78-10, é praticamente igual à norma ABNT NBR 12142 (ABNT, 2010), e utiliza-se também de corpos de prova prismáticos, de altura correspondente a um terço do comprimento do vão ensaiado.
O modelo estrutural de apoio, com as solicitações nos terços do vão dos corpos de prova, é o mesmo nas duas normas, representado na figura 7, o qual foi adotado neste trabalho. As dimensões iniciais das placas moldadas na fábrica, que seriam utilizadas como rufos, eram 4 x 30 x 99 cm, porém, essas eram grandes demais para a prensa utilizada neste ensaio. Por isso, as placas foram cortadas com uma serra circular, diminuindo o comprimento das placas para 53 cm, resultando nas dimensões 4 x 30 x 53 cm.

Para que o esquema estrutural citado fosse obedecido, foram utilizados dois cilindros metálicos apoiados ao longo da largura da placa, os quais repassaram o carregamento aplicado à placa com uma velocidade de 0.05 mm/s. A máquina utilizada no ensaio foi uma prensa com capacidade de 100 kN, e a figura 8 a seguir mostra o equipamento montado e pronto para a aplicação da carga nas placas.

Adotou-se como parâmetro para término do ensaio a finalização da aplicação da carga para as peças sem armação, e um pouco depois da carga máxima, para as peças armadas. Em cada ensaio, obteve- se a carga máxima de ruptura em Newtons e o deslocamento correspondente em milímetros. Após a ruptura das placas, analisou-se a orientação e distribuição das fibras, relacionando tais fatores com o processo de produção adotado e os resultados obtidos nos ensaios.
4. RESULTADOS ALCANÇADOS
4.1. PRODUÇÃO DO CONCRETO FIBROSO FLUIDO ECOEFICIENTE EM LABORATÓRIO
Os ensaios realizados em laboratório apresentaram os resultados mostrados na Tabela 4. A última linha referese aos limites prescritos na norma ABNT NBR 15823 (ABNT, 2010), para que o concreto seja considerado autoadensável.
Para uma futura comparação com os métodos utilizados, os valores do ensaio de espalhamento caracterizam o concreto produzido em laboratório como: classe de espalhamento SF 3, considerado apropriado para estruturas com alta densidade de armadura, e classe de viscosidade plástica aparente VS 1, de acordo com a norma ABNT NBR 15823 (ABNT, 2010).
4.2. APLICAÇÃO DO CONCRETO FIBROSO FLUIDO ECOEFICIENTE NA FÁBRICA
4.2.1. DIFICULDADES DE IMPLANTAÇÃO DOS NOVOS MATERIAIS
De forma geral, não foram identificadas grandes dificuldades em trabalhar com as fibras, obtendo- se uma reação positiva dos trabalhadores.
O superplastificante apresenta um custo elevado, e precisa ser dosado com precisão para ser adicionado ao concreto, pois pequenas quantidades tem grande influência em seu comportamento, e o desperdício pode causar prejuízo financeiro. Dosagens precisas não são utilizadas na fábrica estudada, por isso seria necessária uma conscientização dos funcionários.
A principal problemática na implantação do RBMG é a demorada fase de peneiramento. Por ser extremamente fino, o peneiramento mecânico não se mostra eficiente, tendo que ser realizado manualmente. De acordo com a experiência em laboratório, para a produção de um traço de concreto (correspondente a um saco de cimento), são necessários aproximadamente 20 min de peneiramento de resíduo, sendo necessário, na fábrica, um funcionário responsável somente por essa tarefa. O manuseio do resíduo também é complicado, pois a movimentação do mesmo libera muita "poeira", o que provocou bastante reclamação dos trabalhadores durante a dosagem e mistura dos materiais.
4.2.2. MÉTODO 1 – PROCESSO DA FÁBRICA MODIFICADO
A implantação das latas no processo não demandou muito tempo, e foram gastos aproximadamente 10 minutos para essa etapa, enquanto que na produção de referência, já adotada pela fábrica, esse tempo tinha sido de 5 min. Além da implantação das latas, os novos materiais também foram medidos, o que justifica os 5 minutos a mais.
A medição do volume de água pela lata é pouco precisa, e, apesar de haver a marca com a caneta, o volume normalmente era excedido pelo trabalhador, que enchia a lata rapidamente. Uma observação importante a ser feita é que um grande volume do resíduo, por ser muito fino, ficou grudado na concha, e não foi adicionado ao concreto, como mostra a figura 9. Visualmente, estima- se que aproximadamente metade do volume dosado permaneceu na concha.

O tempo total de mistura foi de 4.5 min, mais longo do que o tempo de mistura do concreto realizado normalmente na fábrica, que é de aproximadamente 2 min. O concreto proposto necessita de um pouco mais de tempo, pois, além da mistura dos materiais, é necessário o tempo para a ação do superplastificante e para a adição das fibras.
O concreto produzido foi considerado trabalhável pelos trabalhadores, porém pior do que o que eles estão acostumados. Em relação ao produzido no laboratório, o concreto resultante deste método apresentou-se mais fluido, provavelmente devido a um maior volume de água, adicionado por conta do método pouco preciso de medição, e por causa da maior relação 'água/m3 de concreto' ou 'água/materiais secos', já que uma parte do resíduo não foi adicionada, reduzindo o denominador destas relações. A consistência pode ser observada na figura 10. Por outro lado, a mistura não se apresentou tão coesa, com separação visível entre agregado e pasta, que poderá ser melhor visualizada no ensaio de espalhamento.

Os parâmetros encontrados no ensaio de espalhamento foram Dfinal = 605 mm e t500 = 4 s. Além desses, em uma análise visual do espalhamento e durante o manuseio, foi identificada uma pequena separação entre pasta e agregado, visualizada na figura 11. Essa segregação ocorreu provavelmente devido ao grande volume de resíduo que não foi adicionado à mistura, ou a uma possível superdosagem de água. Nota-se, porém, que tal segregação ainda é aceitável, e que não prejudicou totalmente a coesão do concreto. De acordo com a norma ABNT NBR 15823 (ABNT, 2010), o concreto produzido encontra-se na classe de espalhamento SF 1, recomendado para a aplicação em estruturas não armadas ou com baixa densidade de armadura, cuja concretagem é feita a partir do ponto mais alto, como é o caso dos rufos. Uma melhor qualidade de acabamento seria obtida com espalhamentos maiores, porém seria mais difícil controlar a resistência à segregação.

Em relação à classe de viscosidade aparente, o concreto classifica-se como VS 2, adequado para a maioria das aplicações correntes, como vigas e pilares. Essa, porém, não é a classe ideal. No caso de pré-moldados, principalmente placas, seria interessante se t500 ≤ 2 ( classe VS 1), como foi o caso do concreto produzido em laboratório, pois nesse caso há um melhor acabamento superficial e preenchimento de cantos. Na etapa de moldagem das placas, o concreto apresentava- se trabalhável, e visualmente adensou- se satisfatoriamente. A sequência de moldagem, a consistência do concreto, e o comportamento de autoadensabilidade do mesmo durante a moldagem podem ser visualizados na figura 12.
As duas placas sem armação foram moldadas logo após as armadas, como mostra a figura 13. A trabalhabilidade do concreto já estava um pouco prejudicada, e a autoadensabilidade já não foi tão satisfatória quanto o das duas primeiras. Apesar de ser uma única camada, a moldagem durou 2 min e 20 seg, pois o operário demorou mais tempo rasando as peças com a colher de pedreiro. No fim da moldagem, passados aproximadamente 15 minutos desde que saiu da betoneira, o concreto dentro do carrinho já se apresentava muito pouco trabalhável, sem características autoadensáveis, como mostra a figura 14. Apesar disso, o proprietário ainda usou o restante do concreto produzido, misturado com o que ainda restava na betoneira, para encher outras peças não estruturais. Imediatamente após o desmolde das placas não armadas, ao levantar a placa pela extremidade para o armazenamento, uma delas apresentou uma grande fissura, mostrada na figura 15, devido ao elevado momento fletor que o grande comprimento provoca. As placas deveriam ter sido armazenadas na horizontal, principalmente as sem armação, para não submetê-las à grandes esforços com apenas 24 h.

Os corpos de prova moldados neste método apresentaram algumas falhas, com fissurações consideráveis, como pode ser visto na figura 16. As peças produzidas normalmente na fábrica estão mostradas na figura 17, para comparação. Tais placas apresentam-se bastante porosas, provavelmente por problemas de adensamento. Em relação à elas, as peças produzidas com o método 1, mostradas na figura 18, apresentaram acabamento satisfatório. Nota-se que a peça armada, a qual foi moldada primeiro, representada à direita da figura, apresenta um acabamento de melhor qualidade, provavelmente porque o concreto foi perdendo a trabalhabilidade com o passar do tempo, prejudicando o adensamento das peças sem armação, as quais foram moldadas posteriormente. Outro fator que pode ocasionar as bolhas é o óleo desmoldante, que pode estar sendo colocado em grande quantidade.


4.2.3 MÉTODO 2 – PROCESSO CONTROLADO
A etapa de dosagem deste método foi bem mais demorada do que a do primeiro, por sua maior precisão, durando 30 min. Cabe lembrar que foi a primeira vez que foi realizado esse processo, e que com a prática esse tempo pode diminuir, porém ainda assim será bem maior do que os outros métodos citados. Na etapa em questão, o trabalhador teve orientação da autora quanto à massa dos materiais a pesar. No caso de este processo ser adotado, os pesos de cada material precisam estar disponíveis para que o operador possa consultá-los a cada pesagem. Recomenda-se que uma tabela de dosagem seja fixada na parede, ou qualquer lugar próximo à balança, com letras grandes e destacadas, para que o trabalhador consiga visualizar o valor com facilidade, do local em que está realizando a pesagem. Na etapa de mistura, de modo a evitar o problema ocorrido no método 1 em que o resíduo ficou grudado na concha, foi colocado primeiro o cimento, colocando o RBMG por cima. Ao depositar os finos na betoneira, foi solicitado que o operário da máquina desse batidas na concha com um pedaço de madeira, para que todos os finos fossem adicionados à mistura.
Ao fim da mistura, o concreto apresentou-se extremamente seco, e, de acordo com o operário, não trabalhável. Para que fosse possível continuar o processo e moldar as placas, foram adicionados, com a betoneira ainda ligada, 500 ml de água medidos na proveta, o que corresponde a aproximadamente 500 g de água. Tal volume não prejudicará a comparação dos concretos produzidos com os dois métodos, pois é um volume muito pequeno, correspondente a apenas 1 cm de altura da lata utilizada no primeiro método, a qual é insignificante considerando a precisão adotada no mesmo. A consistência do concreto antes e depois da adição da água pode ser analisada na figura 19.

Os parâmetros encontrados no ensaio de espalhamento foram Dfinal = 660 mm e t500 = 14 s. Nota- se que o espalhamento foi maior do que o encontrado no método 1, o que não significa que a mistura é mais fluida. Ao analisar o tempo de fluxo, observa-se que este foi bem maior do que o do primeiro método, caracterizando uma maior viscosidade. O CAA com alta viscosidade, de acordo com a ABNT NBR 15823 (ABNT, 2010), se move de forma lenta e progressiva por um tempo mais prolongado, exatamente o comportamento observado no concreto do método 2. Visualmente, este se apresentou bastante coeso, com uma boa resistência à segregação. O espalhamento pode ser visualizado na Fig. 20.

O espalhamento encontrado classifica o concreto na classe de espalhamento SF 2, recomendado para a maioria das aplicações correntes como paredes, vigas e pilares. Essa classe teoricamente apresenta melhores acabamentos do que a SF 1, classe do concreto obtido no primeiro método. Já o concreto classe SF 3, classe do concreto produzido em laboratório, apresenta normalmente melhores acabamentos, porém é mais difícil de controlar a resistência a segregação do que o SF 2. Em relação à classe de viscosidade aparente, o concreto também se classifica como VS 2, e valem as mesmas observações relatadas no método 1.
A moldagem para este método foi um pouco mais demorada do que a do primeiro método, pois, por ser mais viscosa, requereu mais tempo para se espalhar. Além disso, o concreto não se apresentou tão fluido, dificultando o lançamento. Porém, apesar das maiores dificuldades na trabalhabilidade em relação ao concreto produzido no primeiro método, este era visivelmente mais coeso e uniforme, e até mesmo os trabalhadores julgaram que este concreto seria de melhor qualidade.
No total, o tempo passado desde que o concreto saiu da betoneira até o fim da moldagem foram os mesmos 15 minutos do primeiro método, e o concreto remanescente dentro do carrinho, da mesma forma, já se apresentava bem seco. Apesar disso, o proprietário também usou o restante do concreto produzido, misturado com o que ainda restava na betoneira, para encher outras peças não estruturais.
No desmolde das placas não armadas, ao levantá-las pela extremidade, uma delas rompeu (Fig. 21) pelas mesmas razões já indicadas no primeiro método, em que uma das placas apresentou grave fissuração.

O acabamento das placas produzidas neste método foi excelente, o qual pode ser observado na figura 22. A figura mostra uma placa não armada, produzida por último, mostrando que nesse método não ocorreu o mesmo problema de perda de autoadensabilidade com o tempo, como ocorreu no primeiro. A qualidade de acabamento dos CPs também foi bem superior a do primeiro método, e pode ser vista na figura 23.

4.2.4. ANÁLISE ESTRUTURAL E DISTRIBUIÇÃO DAS FIBRAS
Os resultados dos ensaios de tração por compressão diametral e compressão simples encontram-se na Tabela 5. Como esperado, o método controlado obteve melhores valores de resistência à compressão em relação ao concreto do primeiro método, apresentando valores semelhantes aos obtidos em laboratório. Os valores mais baixos, no método 1, ocorreram provavelmente devido à redução do volume de resíduo adicionado na mistura, diminuindo os finos do concreto e consequentemente a sua compacidade; à baixa precisão no processo de medição da água de amassamento, podendo ter acarretado um aumento do volume estimado, aumentando assim a relação água/cimento; e ao processo de mistura, em que todos os materiais foram adicionados de uma só vez, podendo ter ocasionado empelotamento dos materiais mais finos.
Os valores de resistência à tração encontrados nos dois métodos seguiram a mesma tendência da resistência à compressão, sendo maiores no método mais controlado, e, da mesma forma que a obtida em laboratório, apresentaram valores correspondentes a aproximadamente 10 % do valor de fck. Na ausência de ensaios, em concretos convencionais, tal resistência é encontrada a partir da resistência a compressão por 0.3*fck⅔. Em relação a esse valor teórico, o concreto fibroso apresentou um incremento de 5.4 % e 6.4 % nos dois métodos, respectivamente. Cabe ressaltar que, durante a realização dos ensaios de resistência à tração por compressão diametral, as duas faces dos corpos de prova eram muito dificilmente separadas, demonstrando a grande contribuição das fibras na pós-fissuração do concreto. Essa característica é de muita validade para elementos estruturais, pois, mesmo após atingir a sua carga de ruptura, o elemento ainda suporta cargas consideráveis antes de entrar em colapso.
A figura 24 mostra os corpos de prova dos métodos 1 e 2, respectivamente, rompidos à tração por compressão diametral. Nela, é possível observar a orientação das fibras, a qual se apresentou predominantemente na horizontal, comportamento típico de concretos fluidos. Considerando que o processo produtivo a partir da mistura foi o mesmo, já era de se esperar que não houvesse grandes diferenças entre os dois métodos. A única variável nos dois processos foi a capacidade de fluir do concreto, onde o segundo método se apresentou mais viscoso do que o primeiro. Provavelmente por esse motivo, por apresentar um fluxo de maior velocidade, o corpo de prova do primeiro método apresentou fibras um pouco mais inclinadas para a vertical do que o segundo (marcadas na figura), mas mesmo assim pouco significativas, talvez devido ao pequeno comprimento do corpo de prova, já que a influência do fluxo na orientação é tão menor quanto menor for a distância de fluxo.

As placas foram identificadas através de duas letras maiúsculas e um número. A primeira letra indica o processo no qual foi produzida, sendo F o processo semelhante ao da fábrica (método 1) e L o semelhante ao laboratório (método 2). A segunda indica se a placa é armada, representada pela letra A, ou não, indicada pela letra N. O número indica apenas o número do exemplar. Por exemplo: a placa FN,1 é o primeiro exemplar das duas placas produzidas pelo método 1 que não possuem armação. A distância máxima permitida pelo equipamento entre os cilindros utilizados como apoios é de 40 cm. Adotou-se então uma distância de 36 cm, a qual é múltipla da espessura e facilmente divisível por 3, facilitando a marcação dos terços.
No primeiro ensaio de flexão realizado, com a placa FA,1, após a aplicação de uma força considerável, já tendo a placa sofrido grande deformação, o computador entrou em espera e o programa parou de funcionar. A peça já estava próxima da ruptura, com várias fissuras, anulando a possibilidade de reiniciar o ensaio, sendo esta placa então desconsiderada. Além dessa, a placa LN,2 não foi ensaiada, pois rompeu logo após a desmoldagem. A Tabela 6 apresenta os resultados dos ensaios de flexão para as demais placas ensaiadas, além da resistência a tração por flexão (fct,f), e da resistência a tração do concreto (fct), correspondente a 0.7*fct,f.
Comparando-se as peças armadas dos dois métodos, observa-se que os resultados foram melhores para o primeiro método. Isso ocorreu provavelmente devido ao melhor posicionamento da armadura nas placas FA, já que os valores das cargas de ruptura para as peças armadas são decorrentes da resistência do aço, e não do concreto.
Em uma análise dos resultados das peças sem armação, nota-se que a placa FN,1 apresentou uma força de ruptura muito baixa, comparada as demais. Isso ocorreu devido a grande fissura no meio do vão que a mesma sofreu ainda na fase de desmoldagem.
Os valores de resistência à tração do concreto das peças não armadas, destacados em negrito na tabela 6, foram inferiores aos encontrados através do ensaio de tração por compressão diametral. Essa diminuição aconteceu provavelmente devido a pequena espessura da placa ensaiada, sendo que o ensaio de resistência à tração na flexão é feito com corpos de prova prismáticos de grande espessura (1/3).
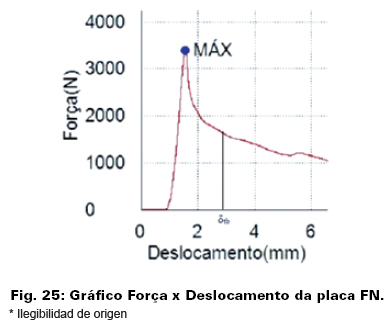
As figuras 25 e 26 mostram os gráficos obtidos para o ensaio das placas não armadas no método 1 e 2, respectivamente, de onde foram retirados os valores da tabela apresentada. O comportamento à flexão das placas nos dois métodos apresentou-se bastante semelhante quanto à carga de ruptura, sendo um pouco maior no segundo método, demonstrando que o processo produtivo teve pouca influência nessa propriedade. Quanto à tenacidade, área abaixo do gráfico até o deslocamento δtb, que corresponde a L/150 cm (JSCE SF-4, 1984 apud Figueiredo, 2011), o método 2 também apresentou valor maior, provavelmente devido à melhor homogeneidade do concreto produzido no mesmo, com melhor distribuição das fibras, que será analisada na próxima figura, e consequentemente melhor aproveitamento do seu potencial.

A figura 27 mostra a orientação e distribuição das fibras nas placas dos métodos 1 e 2, respectivamente, rompidas no ensaio de tração na flexão. As fibras orientaram-se horizontalmente, como esperado, principalmente devido à pequena espessura que a placa possui, sendo muito afetada pelo efeito da parede, nesse caso o fundo da forma, que tende a orientar as fibras no plano paralelo ao da superfície. Observa-se que muitas fibras apresentaram-se paralelas ao plano de ruptura da placa, não influenciando na resistência à flexão. Provavelmente o lançamento realizado através de mangotes, descarregando em uma das extremidades da placa, apresentaria melhores resultados, com mais fibras perpendiculares ao plano de ruptura, pela influência do fluxo do concreto até a outra extremidade. O fluxo não teve muita influência no caso das placas produzidas, pois o lançamento foi realizado com uma pá em todos os pontos da placa, sendo a distância de fluxo muito pequena. Quanto à distribuição das fibras, observou-se que as fibras do segundo método tiveram melhor distribuição. O primeiro método, provavelmente devido à menor homogeneidade e coesão do concreto, apresentou empelotamento das fibras em alguns pontos e muitas fibras localizadas na superfície superior da placa, onde o concreto sofre compressão no ensaio de flexão.

Entende-se que o número de peças ensaiadas foi reduzido, devido ao curto tempo para a realização desta pesquisa, porém, novas amostras serão testadas em outras pesquisas em continuidade a esta. A intenção de substituir a armadura somente pelas fibras utilizando-se o concreto proposto não seria viável de acordo com os resultados obtidos no ensaio de flexão. Os concretos empregados na execução de pavimentos rígidos apresentam valores típicos de resistência mínima à tração na flexão foi de 2.79 MPa no método 2, e, apesar dos resultados dos ensaios de flexão terem sido realizados aos 15 dias, o aumento até os 28 dias não será tão grande a ponto de atingir a resistência mínima exigida.
Cabe ressaltar, porém, que o ensaio foi realizado em placas muito delgadas, sendo o ensaio preconizado pela norma realizado em corpos de prova com espessura no mínimo igual a um terço do vão. Convertendo os valores de fct encontrados na tabela 5, através da relação dada pela norma ABNT NBR 6118 (ABNT, 2007) (fct = 0.7*fct,f), são encontrados os valores 3.8 e 4.5 MPa aos 7 dias, os quais com certeza atingirão os valores mínimos aos 28 dias.
5. CONCLUSÕES
Após o estudo realizado, foi possível concluir que é possível produzir peças pré-moldadas de concreto fibroso fluido em fábricas de pequeno porte, obtendo resultados satisfatórios, porém, alguns cuidados devem ser tomados. Seguem algumas considerações a respeito dos resultados encontrados e as principais conclusões da autora.
• As maiores dificuldades encontradas no processo de implantação foram: a adaptação ao uso dos novos materiais, a mão de obra pouco qualificada, o costume de utilizar concretos com dosagens nada específicas, e a perda de trabalhabilidade do concreto.
• Com relação à implantação dos novos materiais, o que se mostrou mais problemático foi o resíduo. A fase de peneiramento do mesmo pode ser demorada e trabalhosa caso não haja equipamentos motorizados para realizá-la, como é normalmente o caso das fábricas de pequeno porte. A utilização do resíduo também foi bastante criticada pelos trabalhadores, por este soltar muito pó. Além desse, as fibras de aço podem cortar a mão dos operários durante o manuseio. Tais problemas seriam facilmente resolvidos com a utilização de EPIs deveriam existir de qualquer maneira. Há ainda a necessidade de locais mais adequados para o armazenamento dos materiais, pois o resíduo e o superplastificante, por exemplo, necessitam ficar em lugar coberto, longe de umidade e sol excessivos.
• Em relação ao processo de produção adotado na fábrica, os dois métodos representaram uma melhora significativa em relação às peças produzidas na fábrica. A falta de preparação dos agregados, a dosagem com carros de mão, a vibração inadequada, e a falta de um controle de qualidade podem resultar em peças de má qualidade, tendo grande variação de desempenho.
• O primeiro método adotado, por ser bastante semelhante ao já realizado na fábrica, com dosagem em volume e sem preparação dos materiais, foi mais fácil de ser implantado. O tempo demandado para a dosagem dos materiais e colocação na betoneira foi bem semelhante ao já realizado. Porém, haveria a necessidade de um responsável, ao menos no início da implantação do processo, para fazer as marcações nas latas e orientar os trabalhadores a serem os mais precisos possíveis, para evitar a sub ou superdosagem dos materiais. Esse método ainda não é o ideal, pois sem a preparação dos agregados e com a dosagem não tão específica, o desempenho das peças, principalmente no caso de peças estruturais, pode variar entre um traço de concreto e outro.
• O segundo método adotado levou um tempo longo para a dosagem dos materiais, e, da mesma forma, necessita de um responsável, nos primeiros dias, para orientar os operários na pesagem com a balança. Esse método, porém, garante resultados bem semelhantes ao do laboratório, sem maiores variações no traço desenvolvido.
• Os métodos influenciaram bastante na autoadensabilidade dos concretos. Observou-se que em cada processo utilizado (o do laboratório, método 1 e método 2), encontrou-se classes de espalhamento e viscosidades distintas, sendo o melhor encontrado em laboratório, devido ao maior controle. Ainda quanto às propriedades do concreto no estado fresco, um dos problemas mais notáveis foi a trabalhabilidade do mesmo para o manuseio com a pá, considerada pelos trabalhadores inferior à do concreto normalmente produzido na fábrica, e seu reduzido tempo de pega. O lançamento manual do concreto com pás não foi considerado o ideal, pois, por ser muito coeso, a pá entra com dificuldade na matriz. Além disso, o lançamento manual demora muito tempo, considerando o tempo de pega do concreto.
• Na opinião desta autora, o concreto proposto teria implantação mais adequada, e com seu potencial mais bem aproveitado, em fábricas mecanizadas e de grande porte. Nesse caso, a pesagem dos materiais seria feita em balanças próprias para cada material, garantindo a precisão que esta matriz necessita, e, principalmente, o lançamento seria feito rapidamente de forma contínua em mangotes, reduzindo os problemas com a trabalhabilidade e teoricamente melhorando a orientação das fibras.
• Por fim, são inúmeras as possibilidades de aplicação do concreto fibroso fluido ecoeficiente, inclusive na fábrica escolhida para estudo, em que as peças são em grande maioria sem função estrutural, em que as fibras podem substituir totalmente a armação. No caso de peças estruturais, a matriz também pode ser aplicada, mas estudos específicos devem analisar a possível substituição gradual ou total das armaduras. A matriz também apresentou potencial para a aplicação em pavimentos, principal objetivo deste concreto, devendo-se também realizar maiores estudos sobre o assunto.
AGRADECIMENTOS
Os autores agradecem ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPQ) e a Fundação de Amparo à Pesquisa do Estado de Alagoas (FAPEAL) pela concessão da bolsa de estudo.
REFERÊNCIAS
ACI 544.3R-93 (1993),"Guide for Specifying, Proportioning, Mixing, Placing, and Finishing Steel Fiber Reinforced Concrete In: Manual of concrete Practice", Detroit, Michigan, v. 90. [ Links ]
ASTM C78 / C78M-10, American Society For Testing And Materials (2010), "Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading)", Philadelphia. [ Links ]
ABTC, Associação Brasileira dos Fabricantes de Tubos de Concreto (2010), "Tubos e Aduelas", [Acesso em 2012-01-29]. Disponível em: http://www.abtc.com.br/tubos_aduelas.asp [ Links ]
ABNT, NBR 5739:2007, Associação Brasileira de Normas Técnicas (2007), "Concreto - Ensaios de compressão de corpos-de-prova cilíndricos", Rio de Janeiro. [ Links ]
ABNT, NBR 6118:2007, Associação Brasileira de Normas Técnicas (2007), "Projeto de estruturas de concreto – procedimento", Rio de Janeiro. [ Links ]
ABNT, NBR 15530:2007, Associação Brasileira de Normas Técnicas (2007), "Fibras de aço para concreto - especificação". Rio de Janeiro. [ Links ]
ABNT, NBR 15823:2010, Associação Brasileira de Normas Técnicas (2010), "Concreto auto-adensável", Rio de Janeiro. [ Links ]
ABNT, NBR 12142:2010, Associação Brasileira de Normas Técnicas (2010), "Concreto - Determinação da resistência à tração na flexão de corpos de prova prismáticos", Rio de Janeiro. [ Links ]
ABNT, NBR 7222:2011, Associação Brasileira de Normas Técnicas (2011), "Concreto e argamassa — Determinação da resistência à tração por compressão diametral de corpos de prova cilíndricos", Rio de Janeiro. [ Links ]
BCSD Portugal - Conselho Empresarial para o Desenvolvimento Sustentável, [Acessado em 24/10/2012]. Disponível em: http://www.bcsdportugal.org/eco-eficiencia/102.htm [ Links ]
Bentur, A.; Mindess, S. (1990), "Fibre Reinforced Cementitious Composites", Elsevier Science Publishers Ltd, reprinted by Spon Press, pp. 472. [ Links ]
Carvalho, M. D., G. C. Isaia. (2011), "Pavimentos Viários de Concreto", Concreto: Ciência e Tecnologia, Ed. 1, 2v, Cap. 18. Ibracon, São Paulo. [ Links ]
DNIT, Departamento Nacional de Infra-estructura de Transportes (2004), "Manual de Pavimentos Rígidos", 2ª edição, Rio de Janeiro, pp. 233. [ Links ]
El Debs, M. K. (2000), "Concreto pré-moldado: Fundamentos e aplicações", São Carlos, EESC-USP. [ Links ]
Figueiredo, A. D. (2000),"Concreto com Fibras de Aço", Série BT/PCC/260, Boletim Técnico, Escola Politécnica da Universidade de São Paulo, São Paulo, pp.69. [ Links ]
Figueiredo, A. D. (2011), "Concreto com Fibras", Concreto: Ciência e Tecnologia, G. C. Isaia. 1. Ed. São Paulo. 2v, Cap. 37, Ibracon. [ Links ]
Góis, F. A. P. (2010), "Avaliação experimental do comportamento de concreto fluido reforçado com fibras de aço: Influência do fator de forma e da fração volumétrica das fibras nas propriedades mecânicas do concreto", Dissertação (Mestrado em Engenharia) – Programa de Pós- Graduação de Engenharia da Universidade Federal de Alagoas, Maceió, pp. 142. [ Links ]
Gomes, P. C. C.; Barros, A. R. (2009), "Métodos de dosagem de concreto autoadensável", Pini, São Paulo. [ Links ]
Kazmierczak, C. S. et al; (2003), "Resíduos de Contrafortes Termoplásticos Provenientes da Industria Coureiro-Calçadista", Coletânea Habitare, Volume 4, pp. 124-175. [ Links ]
Lisbôa, E. M. (2004), "Obtenção do Concreto Auto-Adensável Utilizando Resíduo do Beneficiamento do Mármore e Granito e Estudo de Propriedades Mecânicas", Dissertação (Mestrado em Engenharia) – Programa de Pós-Graduação de Engenharia da Universidade Federal de Alagoas, Maceió [ Links ].
Macaferri (2008), "Fibras como Elemento Estrutural para Reforço de Concreto - Manual Técnico", São Paulo. [ Links ]
Mehta, P.K.; Monteiro, P. J. M. (2008), "Concreto: microestrutura, propriedades e materiais", Ibracon, São Paulo. [ Links ]
Nunes, M. C.; Oliveira, D. T. Da S.; Silva, E. B.; Barboza A. S. R. (2011) "Comportamento reológico de pastas cimentícias fluidas com adição de resíduo do beneficiamento de mármore e granito em diferentes granulometrías", In: II Encontro Regional do Ibracon em Sergipe, Aracaju. [ Links ]
Nunes, M. C.; Oliveira, D. T. Da S.; Silva, E. B.; Barboza A. S. R. (2012), "Produção de um concreto fibroso fluido ecoeficiente considerando a influência do fator de forma e teor volumétrico das fibras de aço", Revista de Engenharia e Tecnologia, ISSN 2176-7270, V. 4, N° 3. [ Links ]
Pasa, V. S., (2007), "Análise do comportamento de estruturas de concreto reforçado com fibras de aço via método dos elementos finitos", Dissertação (Mestrado em Engenharia) – Programa de Pós- Graduação em Engenharia Civil da Universidade Federal do Rio Grande do Sul, Porto Alegre. [ Links ]
Reis, A. S.; Alvarez, C. E. (2007), "A sustentabilidade e o resíduo gerado no beneficiamento das rochas ornamentais", IV Encontro Nacional e II Encontro Latino - americano sobre edificações e comunidades sustentáveis. [ Links ]
Silva, E. B.; Oliveira, D. T. Da S.; Nunes, M. C.; Barboza, A. S. R. (2011), "Análise experimental da influência da granulometria do resíduo na produção de argamassas fluidas com características auto adensáveis", In: ENARC 2011 – II Seminário Sobre Resíduos Sólidos na Construção Civil, Maceió [ Links ].

