











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
En general, aproximadamente la mitad del volumen de madera en rollo termina aserrada, el resto se convierte en residuos y productos secundarios (Axelsson y Fredriksson, 2017).
La producción en un aserradero es un proceso de alta velocidad en el que siempre se genera, en mayor o menor grado, una variación dimensional en la madera aserrada; el cual es afectado, sobre todo, por una combinación de factores mecánicos y humanos durante el movimiento de la pieza de trabajo, la vibración de la sierra al momento del corte y a la falta de repetibilidad cuando se asignan los gruesos de asierre (Vuorilehto, 2002; Maness et al., 2004). El grosor de la madera recién aserrada es la dimensión más crítica de controlar, por lo que es importante utilizar equipos sin vibraciones, sierras en buen estado y las velocidades adecuadas de alimentación (López et al., 2016).
Dado que en un aserradero la materia prima suele sobrepasar 80 % de los costos de producción, es necesario reducir su desperdicio (Hernández, 2016); por lo que, el control dimensional de la madera es fundamental para maximizar la calidad, el rendimiento y la productividad; puesto que, con una pequeña reducción en los gruesos de asierre es posible generar ahorros sustanciales en el uso de materia prima (Okai et al., 2006). De otra forma, la empresa puede exponer a la especulación el precio del producto, por no reunir las especificaciones dimensionales finales (Wiedenbeck et al., 2016).
El secado de la madera mejora su comportamiento en: a) las uniones adhesivas, el maquinado y el acabado; b) previene o retarda el deterioro y ataque de organismos patógenos; y c) reduce el peso e incrementa la resistencia mecánica (Mitchell, 2016).
Para la obtención de piezas con calidad de superficie y precisión dimensional, el único factor que se debe considerar en el cepillado es la profundidad del corte; para ello, se remueve al mínimo el volumen de madera (Axelsson, 2014). Lo anterior es importante, ya que una superficie tersa favorece el acabado y permite que las uniones y encolados incrementen su resistencia al tener un área de mayor contacto (Kilic et al., 2006).
Dadas las presiones económicas actuales que enfrenta la industria del aserrío, el uso de métodos de control estadístico en los procesos de transformación, como estrategia para detectar problemas de variación del corte e incrementar la competitividad del producto, parece ser más una excepción que una regla; ya que a nivel mundial solo unos pocos aserraderos, altamente competitivos, los utilizan para maximizar la materia prima, minimizar los costos de producción, aumentar la calidad del producto y localizar problemas que se presentan en el equipo de aserrío (Maness et al., 2003; Young et al., 2007).
Los aserraderos de la región forestal de El Salto, Durango carecen de sistemas de control de calidad, específicamente para el grosor de la madera aserrada, por lo que la calidad dimensional es variable en función de los métodos de trabajo y el grado de mantenimiento con que operan los equipos de asierre; lo que tiene implicaciones en la madera seca y cepillada, las cuales no se han documentado. El presente estudio tuvo por objetivo determinar, en las etapas de secado y cepillado, la influencia de la calidad dimensional del grosor en la madera de pino de 7/8” (22.23 mm) producida en el aserradero La Peña del ejido Pueblo Nuevo, Durango, a partir del supuesto de que las dimensiones logradas en espesor durante el asierre garantizan una buena calidad dimensional y con ello un óptimo valor agregado en los productos finales.
Materiales y Métodos
Descripción del área de estudio y del equipo
El estudio se realizó en el municipio de Pueblo Nuevo, Durango en un aserradero ubicado en la población de La Peña, perteneciente al ejido Pueblo Nuevo, mientras que los procesos de secado y cepillado se llevaron a cabo en el complejo industrial del mismo ejido localizado en la ciudad de El Salto, Durango.
El equipo de aserrío con el cual se generaron las tablas es de tipo estacionario de corte horizontal (BAKER BP DOMINATOR™ modelo 3650E), con capacidad de aserrar trozas de hasta 36 pulgadas (91.44 cm) de diámetro máximo y 20.5 pies de largo (6.25 m). El cabezal de corte se compone de dos volantes de acero de 36 pulgadas (91.44 cm) con una sierra banda delgada de corte fino de 20 pies de largo × 1.5 pulgadas de ancho y 0.042 pulgadas de espesor (6.096 m × 3.81 cm × 1.06 mm), impulsados por un motor eléctrico trifásico TEFC de 50 HP, montado al armazón de acero, mediante cuatro postes que le permiten subir y bajar simultáneamente, además los recorridos de avance y retroceso son accionados hidráulicamente. El sistema de alimentación de las trozas también es hidráulico y el programador automático de corte está computarizado.
La cámara de secado es de tipo térmico a base de vapor (Moore Internacional®), cuenta con seis líneas de serpentines calefactores, la capacidad de carga es de hasta 50 mil pies tabla de madera aserrada. La caldera tiene capacidad para 10 000 litros de alimentación de agua y el calefactor funciona con leña. El programa para el secado de la madera es una aproximación del T13-F5S (Bone et al., 1988).
El cepillo industrial es de la marca WHITNEY ® con mesa de trabajo de 32 pulgadas (81.28 cm) de ancho y un solo cabezal con desplazamiento vertical de hasta 10 pulgadas (25.4 cm), accionado por un motor de 30 HP y un sistema de avance del tipo engrane con motor de 16 HP capaz de cepillar 8 pies lineales (243.84 cm) en 35 segundos.
Selección de las tablas muestra
Brown (2000a) señala que para el análisis de la variación del corte en la madera y cumplir con los requisitos estadísticos, se requiere una muestra de 50 a 150 piezas de madera, por lo que en este trabajo se seleccionaron al azar 15 tablas aserradas del género Pinus sp por día, durante 10 jornadas laborales a fin de tener una muestra de 150 tablas, con un grosor nominal de 7/8” (22.23 mm), un ancho nominal de 6 a 12 pulgadas (15.24 a 30.48 cm) y un largo nominal de 8 pies (243.84 cm).
Las tablas se identificaron con un número de control progresivo (del 1 al 150) por una de sus caras y cantos, como referencia para facilitar su medición en los mismos puntos durante el secado y cepillado. En el Cuadro 1. se presenta la distribución de las tablas muestra por ancho nominal.
Determinación de la variación del proceso de aserrío
Para evaluar la calidad del aserrío se utilizó el método de Medición de Puntos Múltiples sugerido por Brown (2000a). Se consideraron 10 mediciones por tabla: tres en cada canto y en forma equidistante a lo largo de la misma para evitar puntos coincidentes con nudos, rajaduras u otros defectos que no fueran originados por efecto del corte; tres mediciones en ancho y una en el largo. A partir de esos datos, se determinó la desviación estándar total del proceso (St), integrada por la desviación estándar dentro (Sw) y entre tablas (Sb), de acuerdo con lo indicado por Brown (2000b) como sigue:
La desviación estándar dentro de tablas se determinó con la Ecuación (1):
Donde:
Para el cálculo de la varianza de cada tabla se utilizó la fórmula (2):
Donde:
Para el cálculo de la desviación estándar entre tablas se aplicaron las expresiones (3):
Donde:
El cálculo de la varianza de la media se estimó a través de la Ecuación (4):
Donde:
Con los valores conocidos de Sw y Sb, se procedió a determinar la desviación estándar total del proceso o variación del aserrío (St), con la Expresión (5):
Donde:
Para determinar la dimensión óptima de corte, a la dimensión nominal se le agregó una serie de refuerzos para tener una dimensión final especificada. Estos representan el volumen que se pierde por contracciones de la madera durante el secado, el que se remueve durante el cepillado y el que se pierde por efecto de la variación en espesor de las tablas debido al corte cuando se asierra la trocería.
La dimensión óptima de asierre de la madera verde áspera (Do) se compone de la dimensión crítica, que solo considera los refuerzos por cepillado y contracción, que además se complementa con la magnitud del producto entre el factor de dimensión mínimo aceptable y la desviación estándar del proceso, como se muestra en la Ecuación (6):
Donde:
El espesor de la madera que se pierde por el cepillado varía de 0.010 a 0.120 pulgadas (0.254 mm a 3.048 mm) (Brown, 2000b). En el presente estudio, el cepillado correspondió a 0.031 pulgadas (0.79 mm) por cara. Para el refuerzo por contracción de la madera, se utilizó el valor promedio registrado en el grosor de las tablas una vez secas a 8 % de contenido de humedad que corresponde a 9.49 %, cuando se aplica la Ecuación (7) (Zavala, 1991):
Donde:
Gráficos de control de calidad de la media
Se realizaron gráficos de control de calidad de la media, a partir de los límites de control superior e inferior para conocer la ubicación del grosor promedio de asierre de cada tabla, dentro o fuera de estos límites durante los procesos de aserrío, secado y cepillado. Lo anterior, con base en la recomendación de Zavala (1991), Expresiones (8) y (9):
Donde:
Resultados
Variación del corte en la madera aserrada
En el Cuadro 2 se observa que la desviación estándar dentro de las tablas (Sw=0.70 mm) ejerció más influencia sobre la desviación estándar total del proceso (St=0.85 mm) que la correspondiente a entre tablas (Sb=0.49 mm).
Cuadro 2 Magnitud de las dimensiones observadas en la madera aserrada de 7/8” (22.23 mm) en el aserradero “La Peña”, Pueblo Nuevo, Durango.
| Grueso nominal | Media (mm) | Sw (mm) | Sb (mm) | St (mm) | Dc (mm) | Do (mm) |
|---|---|---|---|---|---|---|
| 7/8” (22.23 mm) | 25.54 | 0.70 | 0.49 | 0.85 | 25.59 | 26.99 |
Sw= Desviación estándar dentro de las tablas; Sb= Desviación estándar entre tablas; St= Desviación estándar total del proceso; Dc= Dimensión crítica; Do= Dimensión óptima de corte.
La mayor variabilidad dentro de tablas (Sw) indica que durante el asierre los cortes a lo largo de las tablas no son homogéneos, lo que dificulta la obtención de superficies planas y uniformidad en el grosor de la madera durante el cepillado.
La dimensión óptima de corte estimada (Do) fue de 26.99 mm, la cual resultó 1.45 mm superior al grosor promedio registrado en el aserradero (25.54 mm) La Peña, y este último fue similar a la dimensión crítica (Dc) del espesor de las tablas (25.59 mm); lo que confirmó que en el sitio de estudio solo se consideran los refuerzos por cepillado y por contracción de la madera después del secado, pero no el que compensa la variación del corte.
Al ser coincidentes el grosor de asierre promedio y la Dc, seguramente, una proporción considerable de tablas aserradas no tendrán la dimensión final en madera seca y cepillada con grosor nominal de 7/8” (22.23 mm); lo que impactará en forma negativa el rendimiento de la materia prima.
En teoría, para lograr una confiabilidad de que al menos 95 % de la madera aserrada seca y cepillada reúna las dimensiones finales esperadas de 7/8” (22.23 mm) en este aserradero, es necesario aumentar 1.45 mm a la dimensión de corte en cada tabla para equipararla con Do; sin embargo, esa condición podría representar un riesgo, ya que la pérdida de materia prima se incrementaría, lo cual implicaría utilizar más cantidad de madera para compensar la variación en los cortes. Por ello, se recomienda emplear una adecuada combinación en la velocidad de alimentación del sistema de avance y que el marcador propicie la obtención de espesores uniformes en cada corte. Estadísticamente, esto se reflejará en la reducción de valores en las desviaciones dentro de las tablas (Sw), así como entre tablas (Sb).
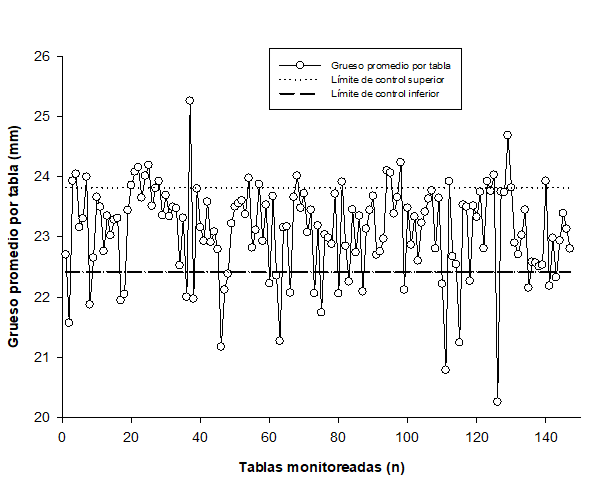
Distribución del grueso de la madera verde
La variación del grosor promedio en las tablas aserradas registró valores extremos de 22.5 a 27.66 mm en madera verde (Figura 1). Dicha situación indujo a que solo 98 tablas, de las 150 muestreadas, se ubicaran dentro de los límites de control de calidad estimados entre los 24.88 a 26.20 mm; 26 tablas superaron el límite de control máximo (26.20 mm), hecho que ocasiona pérdidas económicas porque representa una cantidad de 1.59 pies tabla entregados, pero no cobrados al cliente por sobredimensionado; otras 26 resultaron con dimensiones en espesor por debajo del límite de control inferior (24.88 mm), lo que constituye un faltante de 3.41 pies tabla, y a la vez, es un motivo de rechazo por producto subdimensionado y embarcado.

Lo anterior indica que, del total de madera aserrada correspondiente al espesor nominal, solo 66.23 % se registró dentro de los límites de control de calidad dimensional; 17.27 % excedió el límite de control superior, cuyo refuerzo asignado fue mayor al programado, aun si se considera tanto el secado como el cepillado, y que en conjunto integraron 83.50 % del total con posibilidad de alcanzar la dimensión objetivo final. El producto que no tuvo el límite de control inferior (16.50 %) significó una potencial pérdida económica en los procesos de aserrío, secado y cepillado; puesto que este, generalmente, se vende en una categoría por abajo de la programada (Cuadro 3).
Cuadro 3 Cantidad en pies tabla y número de tablas por ancho nominal dentro y fuera de los límites de control de calidad en el aserrío.
| Ubicación de las tablas* | Ancho nominal en pulgadas | |||||
|---|---|---|---|---|---|---|
| 6” | 8” | 10” | 12” | Total | % | |
| (15.24 cm) | (20.32 cm) | (25.40 cm) | (30.48 cm) | |||
| Cantidad fuera del límite de control superior (pt) | 34.58 | 58.91 | 46.29 | 20.40 | 160.18 | 17.27 |
| (8) | (10) | (6) | (2) | (26) | ||
| Cantidad dentro de los límites de control (pt) | 151.16 | 155.66 | 156.62 | 150.87 | 614.31 | 66.23 |
| (35) | (27) | (21) | (15) | (98) | ||
| Cantidad fuera del límite de control inferior (pt) | 28.91 | 48.76 | 27.47 | 47.94 | 153.08 | 16.50 |
| (8) | (9) | (4) | (5) | (26) | ||
| Cantidad total (pt) | 214.65 | 263.33 | 230.38 | 219.21 | 927.57 | 100 |
| (51) | (46) | (31) | (22) | (150) | ||
*Entre paréntesis se presenta el número de tablas por ancho nominal.
Distribución del grosor de la madera seca
La remedición después del proceso de secado evidenció un ligero incremento en el número de tablas sin la dimensión mínima para llegar a los 7/8” (22.23 mm) posterior al cepillado. En esta etapa, 99 tablas se ubicaron dentro de los límites de control de calidad, estimados entre 23.81 y 22.42 mm; 24 estuvieron por arriba del límite de control superior, con un sobredimensionado equivalente a 1.49 pies tabla; mientras que 27 presentaron valores fuera del límite de control inferior, con un faltante de 3.48 pies tabla (Figura 2).
En madera seca a 8 % de contenido de humedad, se observó que 83.26 % tuvo los 7/8” (22.23 mm) en madera cepillada y 16.74 % estuvo fuera del límite mínimo de aceptación (Cuadro 4).
Cuadro 4 Cantidad en pies tabla y número de tablas por ancho nominal dentro y fuera de los límites de control de calidad en el secado.
| Ubicación de las tablas* | Ancho nominal en pulgadas | |||||
|---|---|---|---|---|---|---|
| 6” | 8” | 10” | 12” | Total | % | |
| (15.24 cm) | (20.32 cm) | (25.40 cm) | (30.48 cm) | |||
| Cantidad fuera del límite de control superior (pt) | 19.55 | 58.87 | 36.88 | 26.43 | 141.73 | 16.88 |
| (5) | (11) | (5) | (3) | (24) | ||
| Cantidad dentro de los límites de control (pt) | 140.57 | 140.46 | 147.37 | 129.01 | 557.41 | 66.38 |
| (36) | (27) | (22) | (14) | (99) | ||
| Cantidad fuera del límite de control inferior (pt) | 34.12 | 38.74 | 24.7 | 42.98 | 140.54 | 16.74 |
| (10) | (8) | (4) | (5) | (27) | ||
| Cantidad total (pt) | 194.24 | 238.07 | 208.95 | 198.42 | 839.68 | 100 |
| (51) | (46) | (31) | (22) | (150) | ||
*Entre paréntesis se presenta el número de tablas por ancho nominal.
Distribución del grosor de la madera cepillada
En la última remedición de las tablas, después del proceso de cepillado, solo 123 registraron la dimensión nominal en madera seca y cepillada de 7/8” (22.23 mm); de ellas, 23 presentaron un sobredimensionamiento en espesor equivalente a 1.44 pies tabla; mientras que 27 tablas tuvieron irregularidades de cepillado, al no cubrir las marcas de la sierra en las caras de la madera con la profundidad de corte asignado, y el subdimensionado de la tablas fue equivalente a un faltante de 3.46 pies tabla (Figura 3).

Esto corresponde a una tasa de aprovechamiento de la materia prima de 83.33 % y una subutilización de 16.67 % (Cuadro 5).
Cuadro 5 Cantidad en pies tabla y número de tablas por ancho nominal dentro y fuera de los límites de control de calidad en el cepillado.
| Ubicación de las tablas* | Ancho nominal en pulgadas | |||||
|---|---|---|---|---|---|---|
| 6” | 8” | 10” | 12” | Total | % | |
| (15.24 cm) | (20.32 cm) | (25.40 cm) | (30.48 cm) | |||
| Cantidad fuera del límite de control superior (pt) | 18.35 | 55.2 | 34.59 | 16.18 | 141.73 | 15.83 |
| (5) | (11) | (5) | (2) | (23) | ||
| Cantidad dentro de los límites de control (pt) | 131.51 | 131.4 | 137.86 | 129.26 | 530.03 | 67.50 |
| (36) | (27) | (22) | (15) | (100) | ||
| Cantidad fuera del límite de control inferior (pt) | 31.79 | 36.07 | 23.01 | 40.05 | 130.92 | 16.67 |
| (10) | (8) | (4) | (5) | (27) | ||
| Cantidad total (pt) | 181.65 | 222.67 | 195.46 | 185.49 | 785.27 | 100 |
| (51) | (46) | (31) | (22) | (150) | ||
*Entre paréntesis se presenta el número de tablas por ancho nominal.
El tipo de asierre tangencial que se realiza en el aserradero La Peña, y que produce la mayor parte de las tablas con albura, provoca una mayor contracción durante el secado, así como el efecto de la baja calidad dimensional en el grosor de asierre, explica que algunas de las tablas con dimensiones cercanas a los límites de control de calidad no tendrán la dimensión objetivo en madera seca y cepillada.
Discusión
Ambriz et al. (2018) documentan que una desviación estándar total del proceso de aserrío (St) cercana a cero se registra cuando el grosor de asierre final y el grosor promedio del corte son similares; lo que se considera como una condición deseable, pero si esta desviación es igual o mayor a 1 mm, se requieren acciones correctivas en el proceso. Aunque en este estudio (St) no llegó a 1 mm, los 0.85 mm estimados en la variación del espesor de asierre representaron 17 % de pérdidas en materia prima; por tanto, se justifica, plenamente, implementar acciones correctivas al proceso para disminuir al máximo esa variación. Lo anterior es respaldado por Kilborn (2002), quien indica que si la variación en el corte de aserrío es mayor de 0.70 mm, esta podría asociarse con problemas de alineación, mantenimiento y operación de las máquinas. Por lo que la precisión en el corte de la sierra no debe tener una variación superior a 0.40 mm (Williston, 1988).
En relación a la desviación estándar dentro de las tablas, Smithies (1991) cita una desviación de 0.35 mm como el estándar establecido en los mejores aserraderos británicos. El valor determinado en el presente estudio es el doble de dicho valor, y refleja que el mayor problema de la variación del corte en la madera aserrada en La Peña es dentro de las tablas. Al respecto, el mismo autor establece que aumentar la precisión del corte dentro de las tablas es más complejo que mejorar la variación entre tablas, ya que existen muchos factores en la interacción hombre-máquina-sierra que, si son incorrectos provocan que la sierra se desvíe y se afecten las dimensiones de corte; estos incluyen: tensión correcta de sierra, forma y paso de los dientes, de la garganta, mal afilado, trabado no uniforme, velocidad de avance, alineación de la máquina, tipo de madera, sistema de alimentación y la resistencia a la deformación del acero.
Thomsgard y Martínez (2007) registran que el asierre irregular en el espesor de las tablas también se debe a los desgastes y desviaciones de los ejes y ruedas de los carros portatrozas, así como al de los bujes de los ejes que sincronizan el movimiento de avance y retroceso del carro provocado por el golpeteo que recibe el carro escuadra por parte de las trozas cuando se cargan o se realizan los volteos de las mismas. En el caso de aserraderos horizontales como el tipo DOMINATOR ®, el deterioro se debe al movimiento del cabezal de corte al bajar y subir.
En el aserradero La Peña, por tener un equipo prácticamente nuevo, a la fecha no se han registrado fallas por desajuste, desgaste o alineación de las partes móviles; así que, el problema seguramente responde al factor humano; es decir, a la habilidad y dominio de los empleados para operar la maquinaria; aunque es importante identificar los factores que provocan la variación observada en los cortes de la madera para implementar acciones que la disminuyan.
Lo anterior, debido a que Nájera et al. (2012), al evaluar algunas acciones correctivas para minimizar las variaciones del corte de la madera en tres aserraderos de la región de El Salto, Durango, documentaron que la disminución en la velocidad de alimentación de las trozas por parte del operador de la sierra principal redujo en 49 % la variación del corte de la madera.
Nájera et al. (2011) al determinar la calidad dimensional de la madera aserrada de 7/8” (22.23 mm) en cinco aserraderos de torre vertical de la región de El Salto, Durango obtuvieron valores de la desviación estándar total del proceso (St) de 1.30 a 1.73 mm, los cuales superan en 0.45 y 0.88 mm, respectivamente a la St estimada en La Peña, aun con el nivel de variación en el grosor de las tablas recién aserradas, lo que claramente indica una pobre calidad dimensional en la madera aserrada que se produce en esa región.
Conclusiones
La desviación estándar total del proceso (St) de 0.85 mm en el aserrío indica la existencia de variación en el grosor de la madera, lo que compromete 17 % de la materia prima por producto subdimensionado embarcado.
El problema detectado en la madera aserrada subdimensionanda es la variación en los cortes dentro de las tablas (Sw=0.70 mm) que dificulta la obtención de piezas con calidad de superficie y precisión dimensional adecuada durante el cepillado.
Del total de madera aserrada seca y cepillada en el espesor nominal de 7/8” (22.23 mm), solo 83.33 % presenta esa dimensión final.
Es importante establecer medidas tendientes a disminuir la variación de corte para aislar y corregir los factores que provocan la variación dimensional en el grosor de las tablas.

