











 texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
La densificación de la biomasa es un pretratamiento que permite reducir el volumen y homogenizar el material, para después usarlo más eficientemente como combustible (Filbakk et al., 2011).
La producción global en el año 2014 de productos densificados como pellets fue un poco más de 24 Mt, con Europa como el principal productor, con alrededor de 62 %, seguido por América del Norte con 34 % (Purohit y Chaturvedi, 2016).
Por otra parte, durante los aprovechamientos forestales y la industria forestal se generan residuos que son subutilizados, los cuales consisten en ramas y puntas de árboles, astillas, costeras y aserrín. García et al. (2015) señalan que el potencial energético de los residuos industriales corresponde a 3.5 % de la producción total potencial de México, de 1 713 PJ (petajoules), que equivale a generar, de ese residuo, 59.9 PJ. No obstante, estos no se utilizan eficientemente, y en la mayoría de las ocasiones son acumulados por años en áreas cercanas a los sitios de transformación (Oyedepo et al., 2014; Ekhuemelo et al., 2016). Lo anterior resulta de la falta de mercado o de la lejanía de los centros de transformación (Walker, 2013).
La opción más empleada, es quemar los subproductos a cielo abierto, que representa serios problemas para el ambiente y los seres humanos, por el humo que se produce.
Una alternativa viable para el uso de esos subproductos, consiste en la elaboración de productos densificados, como pellets y briquetas. En algunas investigaciones se ha determinado el efecto del almacenamiento a cielo abierto en la calidad del aserrín de los pellets (Arshadi et al., 2008); sin embargo, su impacto en la de las briquetas es limitado. Por lo anterior, los objetivos de la presente investigación fueron comparar las propiedades energéticas entre el aserrín fresco y el intemperizado de la madera de Pinus pseudostrobus Lindl., así como determinar la densidad, resistencia a la compresión, resistencia al impacto y poder calorífico superior de briquetas elaboradas con ambos tipos de aserrín.
Materiales y Métodos
Recolecta y caracterización del aserrín
A un año de intemperización se recolectó aserrín de Pinus pseudostrobus en el aserradero del ejido La Luz, localizado en el municipio Iturbide, Nuevo León, México. El material fresco se obtuvo después de aserrar trozas. Ambos tipos de aserrín se acondicionaron a 65 % de humedad relativa y 20 ºC, hasta alcanzar peso constante. Se determinó el porcentaje de partículas retenidas en cada uno de los tamices de número 4, 6, 8, 20 y 40; asimismo se obtuvo la distribución normal del tamaño de partículas, con el procedimiento Kolmogorov-Smirnov (Razali y Wah, 2011). Los análisis proximales (contenido de humedad, material volátil, cenizas y carbono fijo) y densidad a granel del aserrín se hicieron de acuerdo a las normas ASTM D 1762 - 84 (2001), UNE-EN-14774 (UNE-EN, 2010) y UNE-EN-15149-2 (UNE-EN, 2011).
Elaboración de briquetas
Las briquetas se elaboraron en una máquina briqueteadora de laboratorio, de orientación vertical de la marca LIPPEL ®. El equipo presenta una base sólida, con un cilindro de 20 mm de diámetro y termostato integrado que permite modificar la temperatura, dos pistones que aplican la presión y facilitan la extracción de la briqueta. Cada una se elaboró con 200 cm3 de aserrín; las presiones fueron de 10 y 15 MPa, y las temperaturas de 50, 70 y 90 °C, para cada tratamiento se hicieron cinco briquetas de 3.3 cm de diámetro y 8.0 cm de longitud.
Caracterización de las briquetas
La densidad se determinó conforme a la norma UNE-EN-16127 (UNE-EN, 2012). Las mediciones se efectuaron después de 48 horas de preparadas, para que la briqueta se estabilizara y que el efecto de dilatación no afectara los resultados (Križan et al., 2015).
La resistencia a la compresión se obtuvo al aplicar una carga a lo largo de la briqueta, conforme a lo establecido por Borowski y Hycnar (2013) y la norma ASTM D 143-83 (1994) (Ecuación 1). El valor registrado fue la fuerza hasta el punto de ruptura de la briqueta; las pruebas se desarrollaron en una máquina universal SHIMADZUC, con una capacidad de 100 KN.
Donde:
RC = Resistencia a la compresión
L f = Fuerza al punto de falla
La resistencia al impacto se determinó por el número de piezas que se formaron al dejar caer cada briqueta, por tres ocasiones al suelo de una altura de dos metros (Chaiklangmuang et al., 2008; Rajaseenivasan et al., 2016) (Ecuación 2).
Donde:
RI = Resistencia al impacto
NP = Número de piezas formadas
El poder calorífico del aserrín y de las briquetas se calculó con la ecuación desarrollada por Cordero et al. (2001), que relaciona el porcentaje de carbono fijo y el de material volátil (Ecuación 3).
Donde:
PCS= Poder calorífico superior (KJ kg-1)
CF = Carbono fijo (%)
MV = Material volátil (%)
Análisis estadísticos
La normalidad de los datos de las variables se determinó con la prueba de Kolmogorov-Smirnov (Razali y Wah, 2011). Las variables en porcentaje se transformaron, antes de realizar los análisis estadísticos, con la raíz cuadrada del arcoseno (Steel y Torrie, 1960). Se utilizó un diseño factorial (2 × 2 × 3), en el que las fuentes de variación fueron: a) tipo de aserrín, b) presión y c) temperatura. Cada tratamiento tuvo cinco repeticiones.
A los datos con distribución normal se les aplicó un análisis de varianza para determinar la existencia de diferencias estadísticas entre tratamientos (p<0.05); cuando se presentaron, se realizaron pruebas de Tukey. Si la distribución no fue normal, se llevó a cabo la prueba de Kruskal Wallis. Todos los análisis estadísticos se efectuaron con el paquete R 3.1.2 (Bolker, 2012).
Resultados y Discusión
Tamaño de partícula
Los porcentajes de partículas entre los dos tipos de aserrín en los tamices 4, 20 y 40 fueron diferentes estadísticamente (Figura 1). El aserrín fresco presentó valores más altos en los tamaños de partículas de los tamices 4 y 40. De acuerdo con Žandeckis et al. (2014), partículas en el intervalo de 0.1 a 0.85 mm generan productos de mayor calidad. Grover y Mishra (1996) indican que se requieren partículas de tamaño menor para incrementar la adhesión con las más grandes. No obstante, la resistencia mecánica de las briquetas elaboradas está en función del equilibrio en la proporción entre partículas pequeñas con las de mayor tamaño.
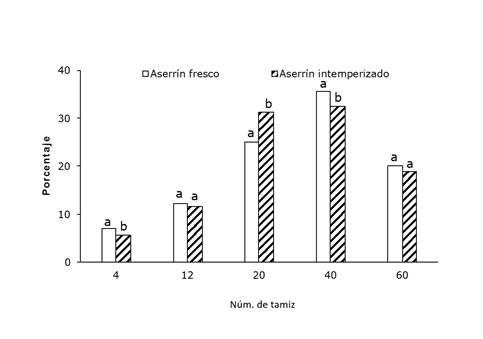
Barras seguidas por la misma letra en cada tamiz, no difieren estadísticamente a un nivel de 95 % de probabilidad para la prueba de comparación de medias de Tukey.
Figura 1 Porcentaje del aserrín fresco e intemperizado de los tamices de 4 (4.76 mm), 12 (1.68 mm), 20 (0.84 mm), 40 (0.42 mm) y 60 (0.35 mm).
Análisis proximales
El contenido de humedad fue inferior en el aserrín intemperizado (Cuadro 1), lo que indica que en condiciones similares de acondicionamiento, este absorbe menos humedad debido a la histéresis y emisión de oxígeno durante el almacenaje (Alakoski et al., 2016). Aunque en ambos tipos de aserrín, el contenido de humedad corresponde al intervalo de 6.39 a 12.4 % establecido por Ghaffar et al. (2015) y Žandeckis et al. (2014) para elaborar briquetas de calidad, pero es inferior a 15 % considerado por Grover y Mishra (1996).
Cuadro 1 Contenido de humedad, material volátil, cenizas y carbono fijo de aserrín fresco e intemperizado de Pinus pseudostrobus Lindl.
| Aserrín | Contenido de humedad (%) | Material volátil (%) | Cenizas (%) | Carbono fijo (%) |
|---|---|---|---|---|
| Fresco | 9.83±0.13 a | 75.74±0.90 a | 0.24±0.04 b | 14.19±0.92 a |
| Intemperizado | 9.12±0.12 b | 73.72±0.78 a | 0.83±0.05 a | 16.33±0.83 a |
Valores seguidos por la misma letra en cada columna, no difieren estadísticamente a un nivel de 95 % de probabilidad para la prueba de comparación de medias de Tukey.
El material volátil en el aserrín fresco coincide con el establecido por Brito y Barrichelo, (1982) citado por Hansted et al. (2016), de 75 a 85 %; mientras que, el intemperizado fue ligeramente inferior.
Respecto al contenido de ceniza, el porcentaje en el aserrín intemperizado fue superior estadísticamente (p<0.05) que en el fresco, esto por la concentración de elementos inorgánicos durante el almacenaje y manipulación (Thek y Obernberger, 2012; Correa-Méndez et al., 2014). El porcentaje de ceniza es un factor importante para considerar durante la combustión a temperaturas altas por la formación de escoria en las calderas (Alakoski et al., 2016). Un valor de 0.83 %, como el registrado en el aserrín intemperizado rebasa el límite (0.50 %) aceptado para la producción de briquetas (ÖNORM, 2000). En cambio, para el aserrín fresco, el resultado fue similar a lo citado por Correa-Méndez et al. (2014) para Pinus leiophylla Schiede. ex Schltdl. & Cham., P. montezumae Lamb. y P. pseudostrobus.
El porcentaje de carbono fijo en las briquetas elaboradas con ambos tipos de aserrín no registró diferencias estadísticas significativas, el valor en las briquetas de las dos fuentes de biomasa fue mayor al señalado por Freitas et al. (2016).
Briquetas
Análisis proximales. El menor contenido de humedad (6.63 %) se registró en las briquetas elaboradas con aserrín fresco, presión de 15 MPa y 70 ºC (Cuadro 2). La interacción tipo de aserrín:temperatura evidenció diferencias estadísticas significativas (P<0.001) (Cuadro 3). A mayor contenido de humedad, la pérdida de energía aumentó durante la combustión por la evaporación del agua, lo cual redujo el poder calorífico del material (Onyenanu et al., 2015). Un bajo contenido de humedad también es deseable para reducir la pudrición por hongos, así como el desmoronamiento en el transporte.
Cuadro 2 Análisis inmediatos de briquetas elaboradas con aserrín fresco e intemperizado de Pinus pseudotrobus Lindl. a diferentes condiciones de temperatura y presión.
| Presión (Mpa) |
Temperatura (°C) |
Contenido de Humedad (%) |
Material volátil (%) |
Cenizas (%) |
Carbono fijo (%) |
|---|---|---|---|---|---|
| Aserrín fresco | |||||
| 10 | 50 | 9.41±0.15 a | 78.62±0.23 cd | 1.02±0.13 a | 10.96±0.23 c |
| 70 | 6.76±0.16 c | 79.76±0.34 abcd | 0.87±0.05 ab | 12.62±0.23 ab | |
| 90 | 7.15±0.14 bc | 80.87±0.24 ab | 0.88±0.10 ab | 11.10±0.31 bc | |
| 15 | 50 | 9.34±0.16 a | 78.75±0.45 bcd | 0.90±0.09 ab | 11.01±0.37 c |
| 70 | 6.63±0.06 c | 78.52±0.28 cd | 0.77±0.05 abc | 14.07±0.29 a | |
| 90 | 7.39±0.27 bc | 79.43±1.11 abcd | 0.73±0.07 bc | 11.56±0.20 bc | |
| Aserrín intemperizado | |||||
| 10 | 50 | 7.72±0.15 b | 80.98±0.32 a | 0.28±0.05 e | 11.03±0.36 c |
| 70 | 7.48±0.09 bc | 81.01±0.27 a | 0.26±0.05 e | 11.25±0.20 bc | |
| 90 | 8.92±0.21 a | 78.52±0.26 cd | 0.62±0.03 cd | 11.94±0.28 bc | |
| 15 | 50 | 7.14±0.14 bc | 80.26±0.32 abc | 0.28±0.01 e | 12.32±0.40 bc |
| 70 | 7.86±0.16 b | 80.47±0.48 abc | 0.42±0.21 de | 11.25±0.28 bc | |
| 90 | 8.86±0.42 a | 77.77±0.13 d | 0.77±0.07 abc | 12.62±0.47 ab | |
Valores seguidos por la misma letra en cada columna, no difieren estadísticamente a un nivel de 95 % de probabilidad para la prueba de comparación de medias de Tukey.
Cuadro 3 Análisis de varianza de los análisis proximales de briquetas elaborados con aserrín fresco e intemperizado de Pinus pseudotrobus Lindl. a diferentes condiciones de temperatura y presión.
| Fuente de variación | Contenido de humedad |
Material volátil | Cenizas | Carbono fijo | ||||
|---|---|---|---|---|---|---|---|---|
| F | p | F | p | F | p | F | p | |
| Tipo aserrín (A) | 1.568 | 0.216 | 3.424 | 0.070 | 76.358 | 0.000 | 0.235 | 0.630 |
| Temperatura (T) | 1.705 | 0.197 | 2.174 | 0.146 | 7.793 | 0.007 | 1.964 | 0.167 |
| Presión (P) | 0.042 | 0.839 | 7.420 | 0.009 | 0.001 | 0.991 | 5.149 | 0.027 |
| Interacción (A × T) | 54.605 | <0.001 | 33.935 | <0.001 | 22.377 | <0.001 | 0.135 | 0.715 |
| Interacción (A × P) | 0.083 | 0.775 | 0.091 | 0.764 | 3.711 | 0.060 | 0.002 | 0.967 |
| Interacción (T × P) | 0.764 | 0.386 | 1.367 | 0.248 | 0.144 | 0.706 | 0.025 | 0.874 |
| Interacción (A × T × P) | 0.048 | 0.827 | 1.311 | 0.257 | 0.485 | 0.489 | 0.609 | 0.439 |
F = Valor de F; p = Nivel de significancia.
El porcentaje de material volátil (81.01 %) más alto se presentó en las briquetas elaboradas con aserrín intemperizado a una presión de 10 MPa, a 70 ºC (Cuadro 2). La variable presión y la interacción tipo de aserrín:temperatura mostraron diferencias estadísticas significativas (p<0.05) (Cuadro 3).
El índice de reacción es calculado a partir de material volátil/carbono fijo, e indica la posible reacción del material durante la pirolisis (Purohit y Chaturvedi, 2016); por lo que la briqueta más reactiva fue la que se preparó con material intemperizado a 10 MPa y 50 ºC.
El contenido de ceniza tuvo diferencias estadísticas significativas (p<0.05) en las variables tipo de aserrín, temperatura e interacciones tipo de aserrín:temperatura y aserrín: presión (Cuadro 3). El carbono fijo varió de 10.96 a 14.07 % (Cuadro 2), el cual es menor a 17.87 %, citado por Ballarin et al. (2010) para briquetas de aserrín de Cupressus lusitanica Mill.
Poder calorífico
El poder calorífico correspondió al intervalo de 17.35 a 18.40 MJ kg-1, cuyo valor más alto fue para las briquetas elaboradas con aserrín fresco, temperatura de 70 °C y 15 MPa de presión (Figura 2). Los resultados concuerdan con el intervalo de 16.374 a 19.774 MJ kg-1 citado por Onyenanu et al. (2015) para briquetas elaboradas con aserrín de diferente granulometría, menor a 19.678 MJ kg-1 indicado por Cardoso et al. (2016) para briquetas de coníferas, y superiores a 14.68 MJ kg-1 documentados por Rahaman y Salam (2017) para las de cáscara de arroz.
Barras seguidas por la misma letra en cada temperatura, no difieren estadísticamente a un nivel de 95 % de probabilidad para la prueba de comparación de medias de Tukey.
Figura 2 Poder calorífico de briquetas producidas con aserrín fresco e intemperizado de Pinus pseudostrobus Lindl. a diferentes condiciones de presión y temperatura.
Densidad
La densidad de las briquetas presentó diferencias estadísticas significativas (p<0.05) en las variables tipo de aserrín, temperatura e interacción tipo de aserrín:temperatura:presión (Cuadro 4). La mayor densidad se obtuvo con el aserrín fresco a temperatura de 70 ºC y presión de 15 MPa (Figura 3a). En un ensayo similar realizado por Filbakk et al., (2011), registraron pellets más densos preparados con aserrín fresco. Por otra parte, Silva et al. (2011) señalan que diferentes porcentajes en las dimensiones de partículas producen diferencias en la densidad de los biocombustibles. La mayor densidad también se atribuye a un porcentaje más grande de extractos en el aserrín fresco, lo que podría reducir la fricción durante el prensado, esto genera más movilidad de las partículas y mejor acomodo durante el prensado.
Cuadro 4 Análisis de varianza de las propiedades físicas y mecánicas de briquetas elaborados con aserrín fresco e intemperizado de Pinus pseudotrobus Lindl. a diferentes condiciones de temperatura y presión.
| Fuente de variación | Densidad | Resistencia a compresión | Resistencia al impacto | |||
|---|---|---|---|---|---|---|
| F | p | F | p | F | p | |
| Tipo aserrín (A) | 14.948 | <0.001 | 317.411 | 0.000 | 30.944 | <0.001 |
| Temperatura (T) | 17.768 | <0.001 | 17.712 | 0.000 | 22.548 | <0.001 |
| Presión (P) | 2.188 | 0.145 | 0.016 | 0.899 | 0.710 | 0.403 |
| Interacción (A × T) | 2.194 | 0.145 | 0.559 | 0.458 | 3.452 | 0.069 |
| Interacción (A × P) | 2.166 | 0.147 | 0.418 | 0.521 | 4.802 | 0.033 |
| Interacción (T × P) | 0.046 | 0.832 | 0.000 | 0.997 | 5.157 | 0.027 |
| Interacción (A × T × P) | 5.676 | 0.021 | 5.804 | 0.020 | 0.043 | 0.837 |
F = Valor de F; p = Nivel de significancia.
a = Densidad; b = Resistencia a la compresión; c Resistencia al impacto.
Barras seguidas por la misma letra en cada tamiz, no difieren estadísticamente a un nivel de 95 % de probabilidad para la prueba de comparación de medias de Tukey.
Figura 3 Propiedades físicas y mecánicas de briquetas producidas con aserrín fresco e intemperizado de Pinus pseudostrobus Lindl. a diferentes condiciones de presión y temperatura.
Resistencia a la compresión
La resistencia a la compresión de las briquetas presentó diferencias estadísticas (p<0.05) entre el tipo de aserrín, temperatura e interacción tipo de aserrín:temperatura:presión (Cuadro 4). La Figura 3b muestra que las briquetas más resistentes a la compresión se elaboraron con aserrín fresco a 70 ºC y 15 MPa. La resistencia más alta de las briquetas de aserrín fresco resulta de una mayor adhesión entre partículas en esta condición. Otro aspecto que afecta positivamente la resistencia es el porcentaje más grande de partículas menores a 0.42 mm (Tamiz Núm. 40). Al respecto, Mitchual et al. (2013) y Chin y Siddiqui (2000) señalan que el tamaño de partícula afecta inversamente la durabilidad mecánica de los productos densificados. Se considera que el porcentaje de tamaño de partícula pequeña mejora la resistencia mecánica hasta cierto límite, después del mismo, esta disminuye al reducir la resistencia al impacto.
Resistencia al impacto
La resistencia al impacto evidenció diferencias estadísticas entre el tipo de aserrín, temperatura e interacción temperatura:presión (Cuadro 4). Las briquetas de aserrín fresco a 50 °C y 10 MPa fueron más resistentes al impacto, al generar menor número de piezas.
Conclusiones
Algunos parámetros de calidad energética, como el alto contenido de material volátil, alto índice de reactividad y bajo contenido de cenizas hacen que el aserrín intemperizado sea mejor biocombustible, en comparación con el de aserrín fresco. Sin embargo, cuando ambos tipos de aserrín se densifican en igualdad de condiciones, las briquetas producidas con material intemperizado presentan, en algunos parámetros menor calidad que las producidas con aserrín fresco.
Los parámetros bioenergéticos positivos que presentan las briquetas de aserrín intemperizado son menor contenido de humedad, carbono fijo y de cenizas, y un mayor porcentaje de material volátil. Mientras que, los parámetros negativos son menos densidad y menor resistencia a la compresión, resultado del menor porcentaje de partículas pequeñas y temperaturas de producción de 70 y 90 ºC.
No obstante, el aserrín intemperizado que se almacena en las industrias forestales puede generar briquetas con parámetros bioenergéticos de calidad, como bajo contendido de cenizas, alta densidad y resistentes a la compresión, si existe una selección de partículas y se usa una temperatura de 70 ºC y presiones de 10 o 15 MPa.

