










Serviços Personalizados
Journal
Artigo
 texto em
texto em  Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkRevista mexicana de ciencias forestales
versão impressa ISSN 2007-1132
Rev. mex. de cienc. forestales vol.7 no.38 México Nov./Dez. 2016
Articles
Physical properties of materials made of bamboo (Guadua angustifolia Kunth) and polypropylene
1Bachiller en Ciencias Forestales. Perú.
2Dpto. Industrias Forestales, Facultad de Ciencias Forestales, Universidad Nacional Agraria La Molina. Perú.
3Laboratorio de Anatomía de la Madera y Propiedades Físicas. Centro de Innovación Productiva y Transferencia Tecnológica de la Madera. CITEMADERA. Perú.
4Instituto Peruano de Energía Nuclear (IPEN). Perú.
Today there is a growing demand of thermoplastic composites reinforced with lignocellulosic materials in the construction and automotive industries; this growth is driven by various factors, including the need of utilizing environment friendly products, the strict regulation of the use of chemicals, and lifestyle changes. Wood fibers and flour are used in the composite materials and can be replaced with flax, sisal, palm, fique, jute, coconut, and bamboo agro-industrial waste. Particles from the apical part of residual bamboo (Guadua angustifolia) canes were used to obtain reinforced polypropylene (PP) composites, with or without a coupling agent (maleic anhydride-propylene, MAPP). The composites were made with the extrusion compression molding process, using -20/+40, -40/+60 and -60/+80 ASTM meshes; 50/50, 40/60 and 30/70 bamboo/plastic mixing ratios, and 0 and 2 % MAPP. A total of 18 formulations were obtained. The following physical properties were assessed: moisture content, density, absorption and swelling. The results show that the materials attained the best values with the -60/+80 mesh and the 30/70 mixing ratio when they contained MAPP. It can be concluded that composites can be made using bamboo particles, propylene and a coupling agent.
Key words: Bamboo; Guadua angustifolia Kunth; composite materials; extrusion method; polypropylene; physical properties
En años recientes, se ha incrementado el uso de los compuestos termoplásticos reforzados con materiales lignocelulósicos, debido a la creciente necesidad de las industrias de la construcción y automotriz. Esta conducta es impulsada por varios factores de mercado y de la sociedad, como la demanda por productos amigables con el medio ambiente, la regulación estricta del uso de los químicos, cambios en el estilo de vida. Las fibras y harina de madera se usan comúnmente en los materiales compuestos, pero se pueden sustituir con otras naturales como el lino, sisal, palma, fique, yute, coco, bambú; la mayoría de ellos son desechos agro-industriales. Se utilizaron partículas provenientes de la parte apical de cañas residuales de bambú (Guadua angustifolia) para la obtención de materiales compuestos de polipropileno (PP) reforzados, sin y con agente acoplante (anhidrído maléico de polipropileno-MAPP). La elaboración se hizo con el método de extrusión y moldeo por compresión, con tamaños de malla ASTM: -20/+40, -40/+60 y -60/+80; proporciones de mezcla bambú/plástico: 50/50, 40/60 y 30/70; y con 0 y 2 % de MAPP. En total se obtuvieron 18 formulaciones. Se evaluaron las siguientes propiedades físicas: contenido de humedad, densidad, absorción e hinchamiento. Los resultados muestran que los materiales presentaron los mejores valores con el tamaño de malla -60/+80, con la proporción de mezcla 30/70 y cuando contenían MAPP en su composición.
Palabras clave: Bambú; Guadua angustifolia Kunth; materiales compuestos; método de extrusión; polipropileno; propiedades físicas
Introduction
The use of thermoplastic composites reinforced with lignocellulosic materials has increased in recent years as a result of the growing need of the construction and automotive industries. This growth is driven by various market- and society-related factors, such as the demand for environment friendly products, the strict regulation of the use of chemicals, lifestyle changes, and a growing acceptance in the construction sector (Crespell and Vidal, 2008).
Wood fibers and flour are commonly used in composite materials, but they can be replaced with other natural fibers such as flax, sisal, palm, fique, jute, coconut or bamboo (Clemons et al., 2013). Most of these materials are agro-industrial waste with a high content of lignine and cellulose; therefore, they attractive due to their abundance, low cost and good mechanical properties (Cuéllar and Muñoz, 2009). Bamboo fibers stand out for their rapid growth and, in various instances, can replace wood (Abdul et al., 2012).
Guadua angustifolia Kunth is prevalent in Peru, where it is utilized in the construction of houses, sheds, barns, storehouses, country houses, etc. However, the exploitation of bamboo nationwide usually leaves many residues (Gonzáles, 2005).
Polymers are habitual materials widely used by society, particularly in the packing, cases, wrappings, construction and automotive sectors, whereby a considerable amount of waste is generated. According to estimates, only 13 % of the plastic products are recycled due to the high cost of its recovery process and its identification (Brien, 2013); the unrecovered remainder ends up out in the open, in garbage dumps or sanitary landfills, which are increasingly saturated.
The union of the vegetal fiber and any polymer gives rise to a composite material whose physical properties are important as they allow defining the final use of the product according to their results in relation to density and absorption (Faruk et al., 2012). One of the main issues of composite materials with large amounts of particles in their composition is water absorption (Bahari and Krause, 2016; Venkateshwaran et al., 2012). Furthermore, adding MAPP helps to reduce the absorption levels, and therefore to improve their properties (Bhandari et al., 2012).
The objective of the present study was to assess the impact of the combination of the various mesh sizes, bamboo/plastic mixing ratios and addition of MAPP on the moisture content, density, absorption and swelling, in order to recommend the formulation or formulations that may ensure a better performance of the composite material.
Materials and Methods
The apical parts of the Guadua angustifolia cane were collected in the village of Limoncito, in the district of La Florida, Cajamarca, Peru. They were left to air out, dried in a MOORE oven, and ground and sifted in order to obtain three particle sizes as reinforcement materials (20, 40, 60 and 80 ASTM mesh).
A polypropylene homopolymer with a fluidity index of 12.5 g 10 min-1 (2.16 kg 230 °C -1) was used as a thermoplastic matrix. The coupling agent was maleic anhydride propylene (MAPP), at a 2 % concentration.
The particles were dried in a LABOR MÜSZE RIPARI oven during 48 hours at 100 °C in order to reduce moisture content. Various mixtures were prepared (Table 1). The materials were extruded at the laboratory of the Instituto Peruano de Energía Nuclear, IPEN (Peruvian Institute of Nuclear Energy) using a single screw extruder machine at a temperature of 175-185 °C and 30 rpm; the extracted material was ground for subsequent pressing.
Table 1 Mixtures obtained with different-sized particles, polypropylene and coupling agent.
The composite materials were formed in a hydraulic press with 21 x 21 cm molds at a speed of 0.9 cm s-1 and a pressure of 40 bars. The materials were treated during 4 min at a temperature of 177 to 195 °C, and were then cut with laser at a speed of 0.78 mm min-1 and a potency of 45 w in order to obtain the test specimens; the dimensions and conditioning of the latter were based on the norms ASTM D1037-99 (ASTM, 1999) for moisture content and density, and ASTM D570-98 (ASTM, 2010) for absorption and swelling trials.
The raw materials were prepared, the samples were dried and the tests were carried out at the Wood Chemical Transformation and Drying laboratories of the Universidad Nacional Agraria La Molina (La Molina National Agrarian University) in Lima, Peru.
The following statistic model was used for the factorial design:
Where:
A0 = Overall mean
K0T, K1P and K2C = Effect of the ith level treatment, respectively
(K3)TP, (K4)TC and (K5)PC = Effects of double interaction, respectively
(K6)TPC = Effect of triple interaction on the combination ɛTPCl = Effect of the random error on the combination
T = (-20/+40, -40/+60, -60/+80) ASTM mesh size
P = Bamboo/plastic mixing ratio (50/50, 40/60, 30/70)
C = Coupling agent concentration (0, 2)
l = Number of repetitions
A variance analysis was applied using the Statistical Analysis System software (SAS, 2008). Whenever differences between treatments (p <0.05) were observed, Tukey’s mean test was performed.
Results and Discussion
Moisture content
Figure 1 and Table 2 summarize the variation of the mean final moisture values of all the samples of composite material containing polypropylene. Variation in moisture appears as directly proportional to the amount of particles; the 50/50 mixtures and those without a coupling agent had the highest values, while the lowest were for the test specimens with coupling agent and for -20/+40 and -40/+60 mesh sizes. This shows that the coupling agent works best with these two sizes. It should be emphasized that the initial moisture of all the particles, before processing, was not above 2 %.
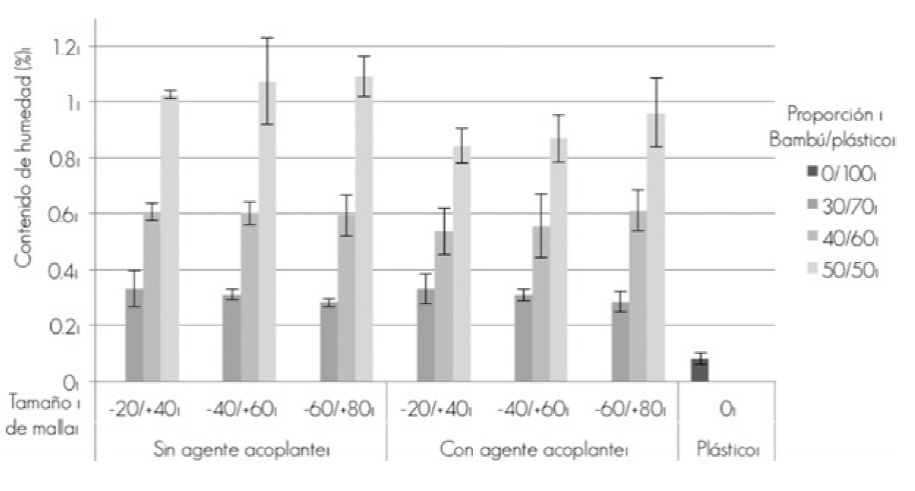
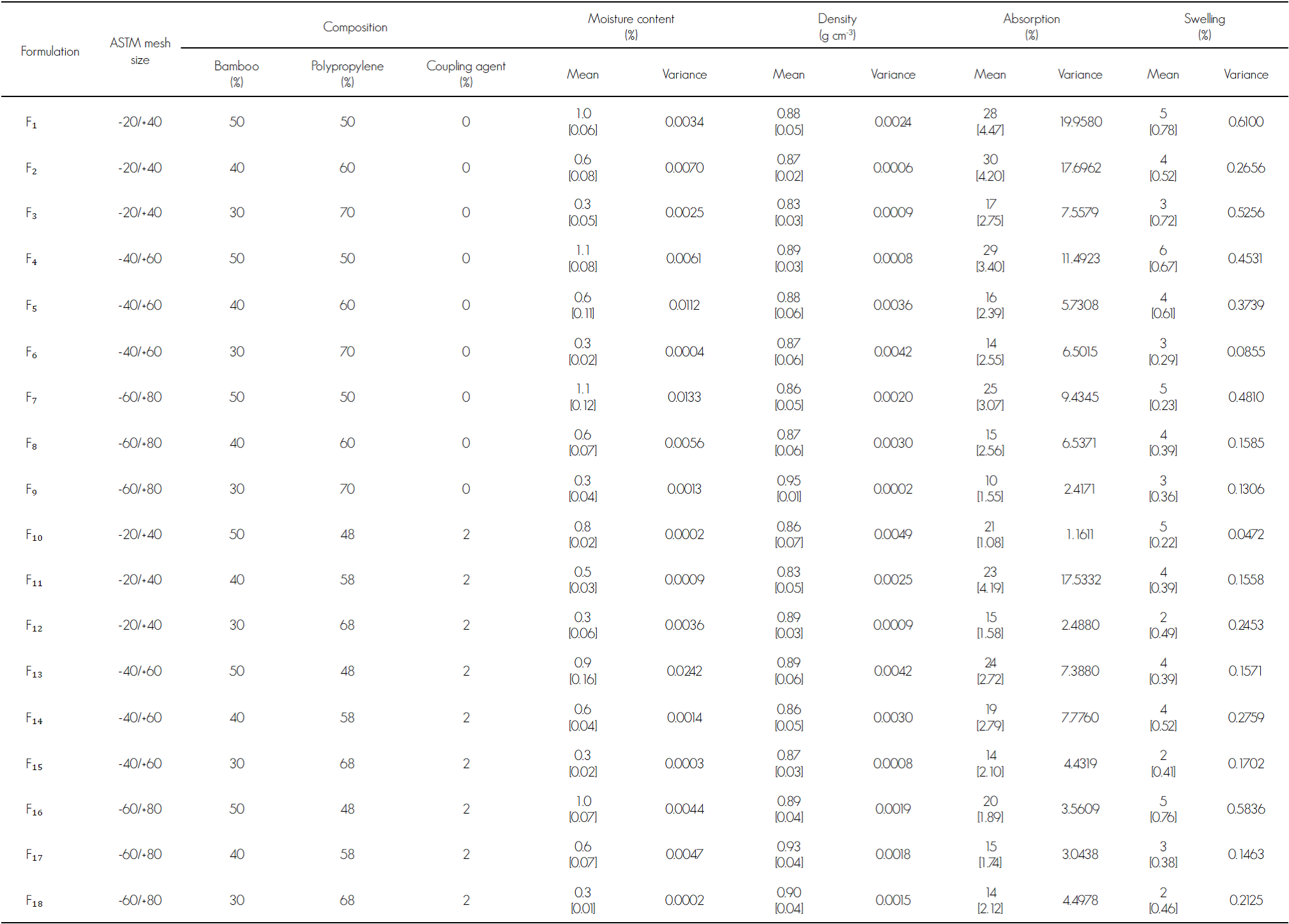
Table 2 Mean, standard deviation and variance of the values obtained for the assessed physical properties.
According to Cárdenas (2012), a moisture content below 2 % in composite materials is acceptable to avoid problems in their formation. Research carried out by this author registered moisture values of 0.27 to 0.31 % for the composite materials made by injection molding. Moya et al. (2012) cite higher moisture values--of 3 and 7 %--for composite materials; they point out that the hygroscopic nature may have an effect due to the presence of hydroxyl groups and to the low quality of the particle encapsulation by the polymer during the manufacture. Furthermore, Martínez-López et al. (2014) obtained a value of 4 % for composites produced by extrusion. In the assessed test specimens, the moisture content of all formulations is within the interval registered by Cárdenas (2012).
The statistical analysis evidenced significant differences (p<0.0001) in the mixing ratios and coupling agent concentrations. The analysis also showed the absence of significant differences (p=0.2302) in relation to mesh size.
Density
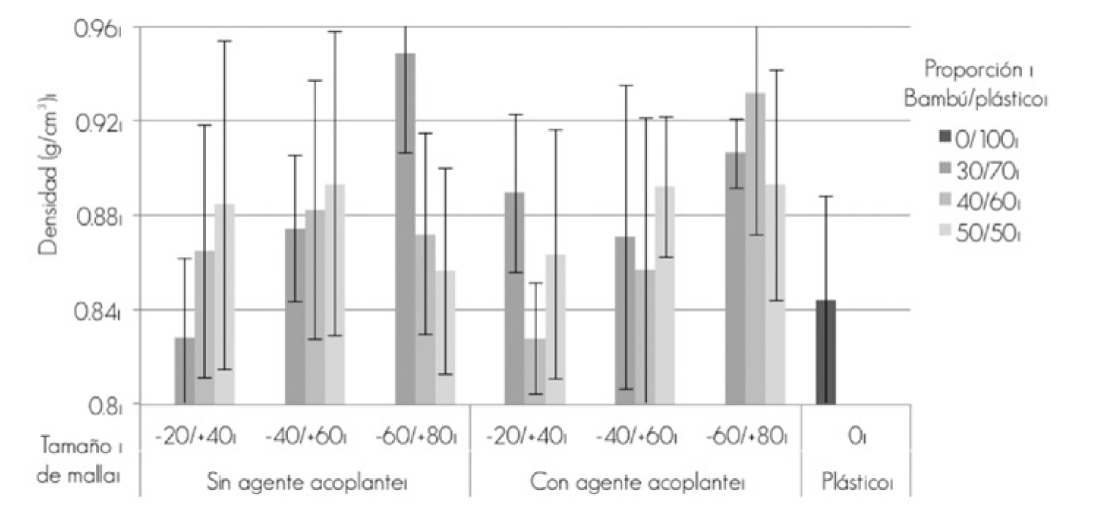
Figure 2 shows the variation of means and their standard deviation; likewise, Table 2 shows the variance. An increase in the density of most combinations can be observed to occur with the increase of the number of particles in the mixture (the value for polypropylene was 0.84 g cm-3), the mixing ratio was 30/70; no coupling agent was used, and the smallest particle (-60/+80 mesh) had the highest density (0.95 g cm-3). Conversely, the mixture with the largest mesh size (-20/+40) for the same 30/70 ratio without a coupling agent had the lowest density (0.83 g cm-3).
According to Moya et al. (2012), density is directly proportional to the particle content, and when these are added to form the composite materials, a higher density than that of plastic is attained. Clemons et al. (2013) emphasize the importance of taking density into account because there are applications for which weight is important; these are of interest for the automotive and packing industry.
A research carried out by Moya et al. (2012) documents a mixture with 40 % particles, a density of 1.05 g cm-3, a value above that of plastic (0.94 g cm-3). For composite materials made with 50 percent of particles, Cárdenas (2012) quotes figures ranging between 1.06 and 1.1 g cm-3, representing a higher density than that of plastic (0.9 g cm-3). In the assessed test specimens, the highest value was 0.95 g cm-3; this differs from the value registered by Moya et al. (2012). In this regard, according to Rosa et al. (2009), the low density of the composites may be due to the fact that the matrix has not totally saturated the particles; Upadhyaya et al. (2012) point out that the low values are due to the formation of void spaces in the composite materials.
The statistical analysis evidenced that there are significant differences (p = 0.0009) in mesh sizes and in their interaction with the mixing ratio (p = 0.0431) and the coupling agent concentrations (p = 0.0337).
Absorption
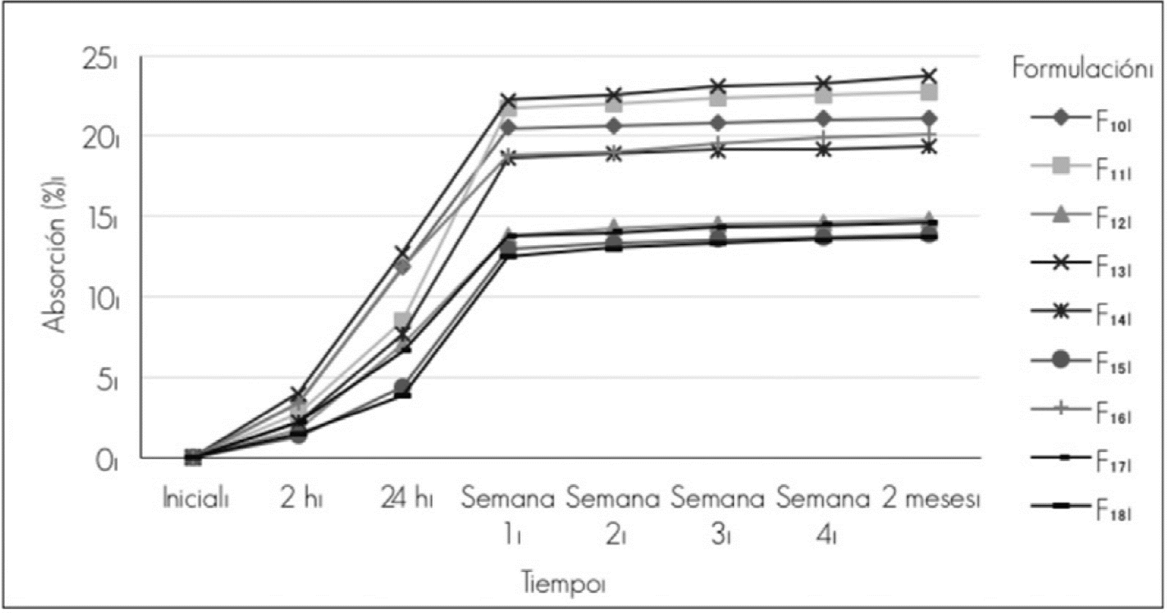
Figure 3 shows the absorption for the composite materials without a coupling agent, and Figure 4 shows the absorption of composites with coupling agent during 2 months of immersion in water. Each marker represents the average value of the test specimens. Initially, the figures show a linear variation in the absorption as the immersion time increases.
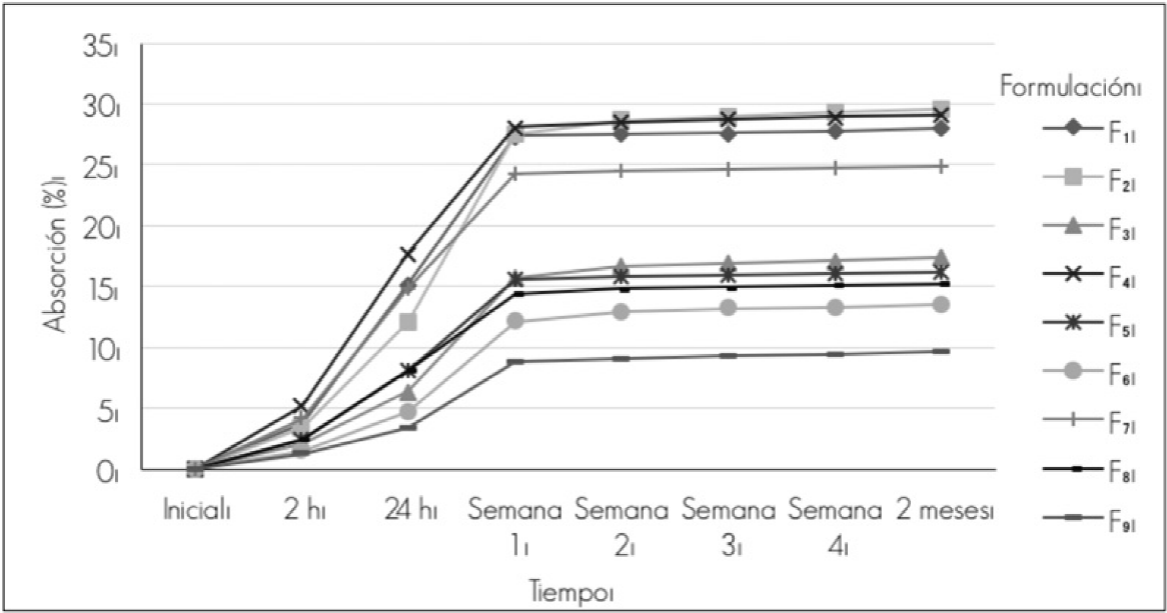
F1, F2 and F3 = Composite materials with a -20/+40 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F4, F5 and F6 = Composite materials with a -40/+60 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F7, F8 and F9= Composite materials with a -60/+80 mesh size and 50/50, 40/60 and 30/70 mixing ratios, respectively
Figure 3 Evolution of the absorption of bamboo/plastic composite materials made without a coupling agent.
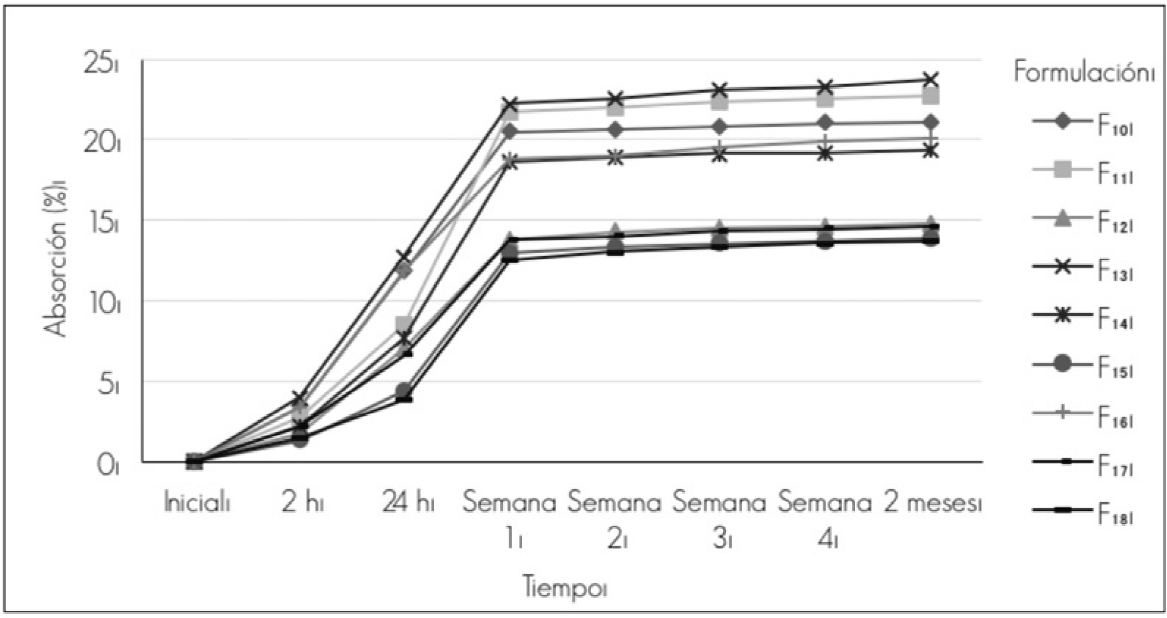
F10, F11 and F12 = Composite materials with a -20/+40 mesh sizes and 50/50, 40/60 and 30/70 mixing ratios; F13, F14 and F15 = Composite materials with a -40/+60 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F16, F17 and F18 = Composite materials with a -60/+80 mesh size and 50/50, 40/60 and 30/70 mixing ratios, respectively.
Figure 4 Evolution of the absorption of bamboo/plastic composite materials made with a coupling agent.
Figure 5 shows the variation of the mean absorption values and their standard deviation with an immersion period of 2 months; likewise, Table 2 shows the variance. Absorption is directly proportional to the number of particles; however, its relation to mesh size is less obvious. The 40/60 mixing ratio with a -20/+40 mesh size and without a coupling agent had the highest value for absorption (30 %). Besides, the coupling agent has a favorable effect, as it reduces water absorption and reaches a value of 24 % with the 50/50 ratio and a -40/+60 mesh size; however, with the 30/70 ratio and the -60/+80 mesh size, the absorption rate was 14 %.
Idrus et al. (2011), Upadhyaya et al. (2012), Lisperguer et al. (2013) and Bahari and Krause (2016) indicate that water absorption is one of the main problems of composite materials containing a larger number of particles in their composition. In this respect, Takatani et al. (2008) state that absorption must not reach a value above 10 %; the values registered for the assessed test specimens exceed the minimum absorption indicated by the author; these results are due to the inadequate mixture of the materials, which causes the formation of void spaces between the particles and the matrix (Moya et al., 2012); this intensifies the penetration of water in the fibers (Rosa et al., 2009; Idrus et al., 2011). In addition, the presence of hydroxyl groups in the fibers impacts their ability to absorb moisture (Idrus et al., 2012; Bahari and Krause, 2016).
As for the effect of the coupling agent, Reddy et al. (2010) note that it contributes to increase the interfacial union between the hydrophylic part of the fiber and the hydrophobic part of polypropylene, which reduces the hydrophilic nature of the composite. Lisperguer et al. (2013) state that the increase in the interfacial adherence occurring with the presence of MAPP does not determine the absorption. As it may be observed in Figure 5, composite materials with coupling agent have reduced absorption. However, the values are above those cited by Takatani et al. (2008); this may be due to the above cause.
The statistical analysis indicates that there are significant differences (p<0.0001) in all its variables.
Figure 6 shows the void spaces in the composite materials probably because of the low quality of the encapsulation of the particles by the matrix.
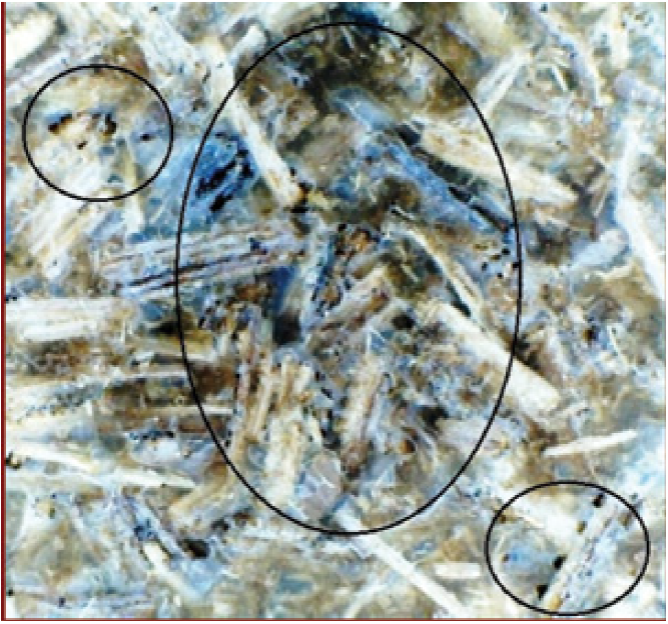
Figure 6 Images of void spaces (circled) in the surface of the bamboo/plastic composite obtained with a -20/+40 mesh size and a 50/50 mixing ratio.
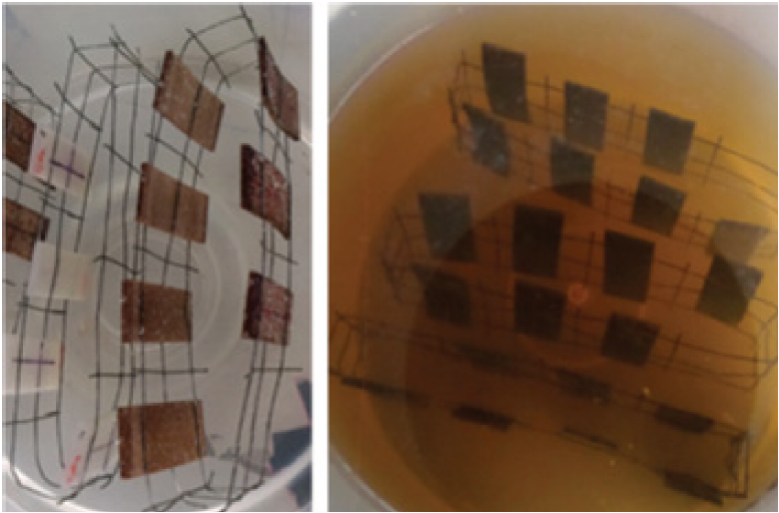
Figure 7 shows the coloring of water after the test specimens were submerged for 2 months; this may be due to the presence of chromogenic extractives that may also have interfered with the compatibility between the fibers and the polypropylene matrix.
Swelling
Figure 8 shows the swelling of the composite without an additive, and Figure 9, the swelling for the composite material with additive after 2 months of immersion in water; each marker represents the mean value of the test specimens. The largest increase in thickness occurred during the first month.
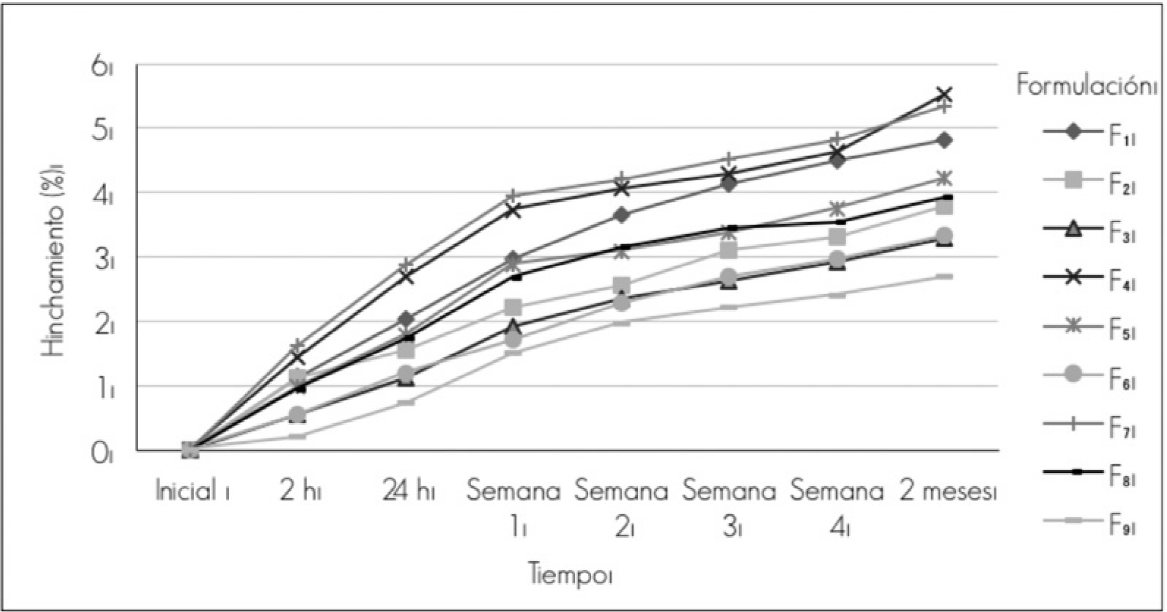
F1, F2 and F3 = Composite materials with a -20/+40 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F4, F5 and F6= Composite materials with a -40/+60 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F7, F8 and F9 = Composite materials with a -60/+80 mesh size and 50/50, 40/60 and 30/70 mixing ratios, respectively.
Figure 8 Evolution of the swelling of bamboo/plastic composite materials made without an additive.
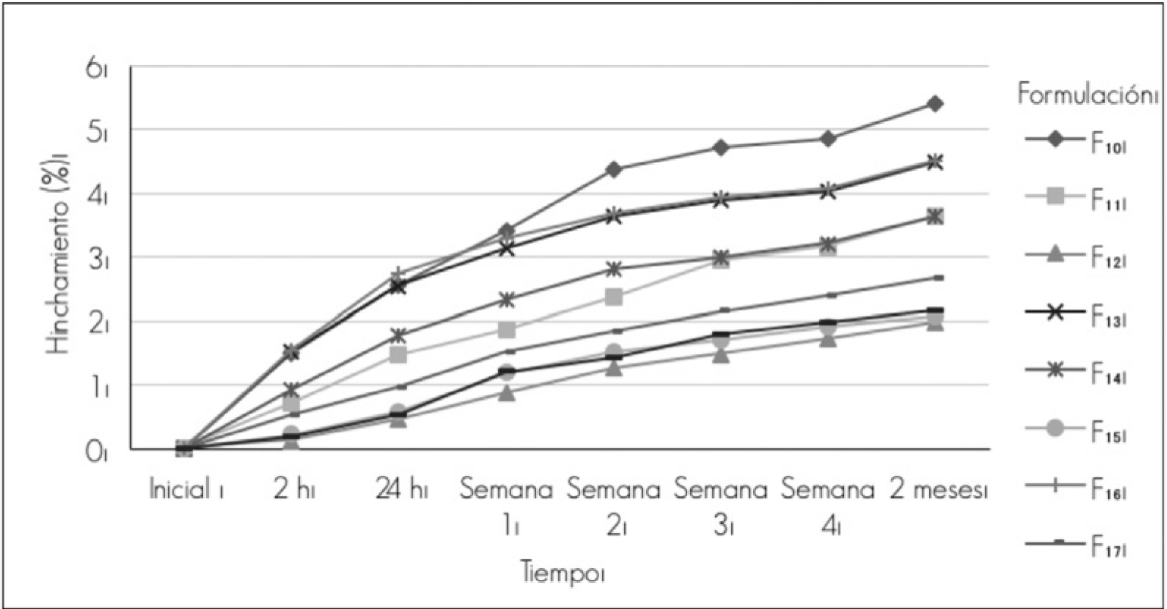
F10, F11 and F12 = Composite materials with a -20/+40 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F13, F14 and F15 = Composite materials with a -40/+60 mesh size and 50/50, 40/60 and 30/70 mixing ratios; F16, F17 and F18 = Composite materials with a -60/+80 mesh size and 50/50, 40/60 and 30/70 mixing ratios, respectively.
Figure 9 Evolution of the swelling of bamboo/plastic composite materials made with an additive.
The variation of the mean swelling values and their standard deviation after 2 months of immersion are shown in Figure 10, and the variance is shown in Table 2. Swelling, as well as absorption, has a direct variation in relation to the mixing ratio. A lower proportion of bamboo particles in the mixture results in less swelling; the relationship between this variation and particle size is not so obvious. The 50/50 mixing ratio without a coupling agent and with a -40/+60 mesh size had the highest value for swelling (6 %) (Figure 10).
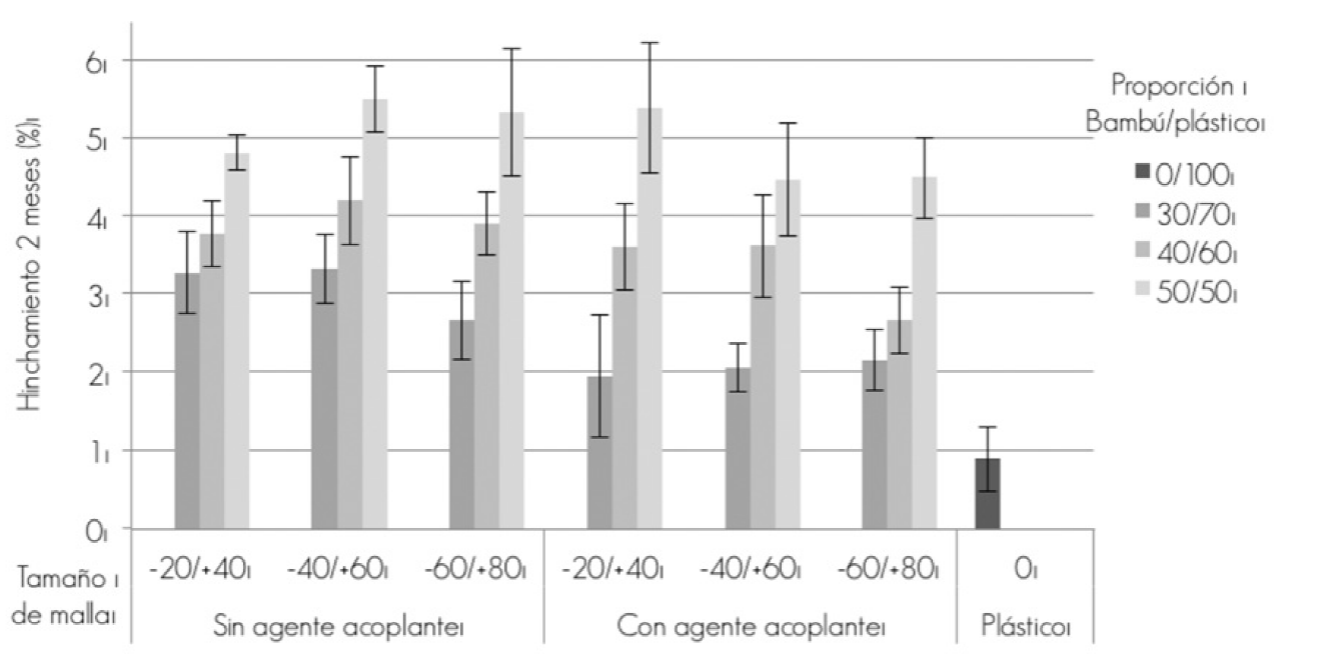
Figure 10 Absorption of the bamboo/plastic composite materials submerged in water during two months.
The use of a coupling agent favors the reduction of the swelling in most formulations; the 50/50 ratio with a -20/+40 mesh size registered a value of over 5 %; however, with the 30/70 ratio and the same mesh size, the value for swelling was a mere 2 %.
According to Rowell (2006), Idrus et al. (2011), Upadhyaya et al. (2012) and Lisperguer et al. (2013), swelling is directly proportional to the percentage of particles in the composite material; Takatani et al. (2008) point out that it should not exceed the value of 12 %. In a study by Lisperguer et al. (2013), swelling values ranging between 8 and 10 % were obtained; Martínez-López et al. (2014) and Moya et al. (2012) register values of 0.06 to 0.3 %, using the extrusion method, while Cárdenas (2012) registers values of approximately 8 % for composites with 50 % particles. The percentages in the assessed test specimens were 2 to 6 %; these values agree with those cited by Takatani et al. (2008) and Lisperguer et al. (2013).
Figure 10 shows lower values for test specimens with a coupling agent; however, according to Lisperguer et al. (2013), the increase in interfacial adherence with the presence of MAPP does not affect the swelling.
The statistical analysis showed significant differences (p<0.0001) for all its variables.
Conclusions
Composites can be made from bamboo particles, polypropylene and a coupling agent.
The highest values for the assessed physical properties were for composite materials with a -60/+80 mesh size, a content of bamboo particles of 30 % and a coupling agent. Composites made with a -20/+40 mesh, a bamboo particle content of 50 % and no coupling agent had the lowest values.
Larger numbers of bamboo particles in the composite resulted in increased moisture, density, absorption and swelling.
The composites made with a coupling agent had lower values for moisture content, absorption and swelling; this evidences a potential inhibiting effect in the absorption of moisture.
Acknowledgements
The authors would like to express their gratitude to the Programa Nacional de Innovación para la Competitividad y Productividad, INNOVATE PERÚ for its support and for funding part of the research under project 414-PNICP-PIAP-2014; to the Universidad Nacional Agraria La Molina--particularly to its Faculty of Forestry--and to Carlos Rojas, Eng.
REFERENCES
Abdul, K., H. P. S., I. U. H. Bhat, M. Jawaid, A. Zaidon, D. Hermawan and Y. S. Hadi. 2012. Bamboo fiber reinforced biocomposites: A review. Materials and Design. 42: 353-368. [ Links ]
American Society for Testing and Materials (ASTM). 1999. Standard Test Methods for Evaluating Properties of Wood Base Fiber and Particle Panels Materials ASTM D 1037 - 99. West Conshohocken, PA, USA. 32 p. [ Links ]
American Society for Testing and Materials (ASTM). 2010. Standard Test Method for Water Absorption of Plastic. ASTM D 570 - 98 (2010) e. West Conshohocken, PA, USA. 32 p. [ Links ]
Bahari, S. and A. Krause. 2016. Utilizing Malaysian bamboo for use in thermoplastic composites. Journal of Cleaner Production 110: 16-24. [ Links ]
Bhandari, N., S. Thomas, Ch. Das and R. Adhikari. 2012. Analysis of morphological and mechanical behaviours of bamboo flour reinforced polypropylene composites. Nepal Journal of Science and Technology 13 (1): 95 -100. [ Links ]
Brien, M. 2013. The plastic industry: economic overview. In: Thermoplastics and Thermoplastic Composites. Second edition. Elsevier Ltd. Oxford, United Kingdom. pp. 31- 131. [ Links ]
Cárdenas, A. 2012. Evaluación de la eficiencia como preservante antifúngico del borato de zinc y su efecto en las propiedades físicas y mecánicas de materiales compuestos de plástico y madera de pino. Tesis Mg. Sc. Productos Forestales. Departamento de Madera, Celulosa y Papel. Universidad de Guadalajara. Guadalajara, Jal., México. 145 p. [ Links ]
Clemons, C., R. Rowell, D. Plackett and B. Segerholm. 2013. Wood/nonwood thermoplastic composites. In: Rowell, Roger, ed. Handbook of Wood Chemistry and Wood Composites. Second edition. CRC Press,.Boca Raton, FL, USA. pp. 473 - 508. [ Links ]
Crespell, P. and M. Vidal. 2008. Market and Technology Trends and Challenges for Wood Plastic Composites. In: North America. Proceedings of the 51st International Convention of Society of Wood Science and Technology. 15 de enero de 2015. Concepción, Chile. 4 p. [ Links ]
Cuéllar, A. y I. Muñoz. 2009. Fibra de Guadua como refuerzo de matrices poliméricas. Revista Dyna 77(162): 137 - 142. [ Links ]
Faruk, O., A. K. Bledzki, H. P. Fink and M. Sain. 2012. Biocomposites reinforced with natural fibers: 2000-2010. Progress in Polymer Science 37:1552 - 1596. [ Links ]
Gonzáles, H. 2005. Elaboración de una propuesta para la elaboración y la transformación del bambú en el ámbito del PRODAPP (Puerto Inca- Oxapampa). Informe Final. Lima, Perú .95 p. [ Links ]
Idrus, M., S. Hamdan, M. Rahman and M. Islam. 2011. Treated Tropical Wood Sawdust-Polypropylene Polymer Composite: Mechanical and Morphological Study. Journal of Biomaterials and Nanobiotechnology 2: 435 - 444. [ Links ]
Lisperguer, J., X. Bustos, Y. Saravia, C. Escobar y H. Venegas. 2013. Efecto de las Características de Harina de Madera en las Propiedades físico-mecánicas y térmicas de Polipropileno Reciclado. Revista Maderas. Ciencia y tecnología 15(3): 321 - 336. [ Links ]
Martínez-López, Y., R. R. Fernández-Concepción, D. A. Álvarez-Lazo, M. García-González y E. Martínez-Rodríguez. 2014. Evaluación de las propiedades físico-mecánicas de los tableros de madera plástica producidos en Cuba respecto a los tableros convencionales. Revista Chapingo. Serie ciencias forestales y del ambiente 20 (3): 227 - 236. [ Links ]
Moya, C., H. Poblete y L. Valenzuela. 2012. Propiedades físicas y mecánicas de compuestos de polietileno reciclado y harinas de corteza de madera de Pinus radiata fabricados mediante moldeo por inyección. Maderas. Ciencia y tecnología 14 (1): 13 - 29. [ Links ]
Rosa, S., E. Santos, C. Ferreira y S. Nachtigall. 2009. Studies on the Properties of Rice-Hulk-Filled-PP Composites- Effect of Maleated PP. Materials Research 12 (3): 333 - 338. [ Links ]
Reddy, C., A. Sardashi y L. Simon. 2010. Preparation and characterization of polypropylene-wheat straw-clay composites. Composites Science and Technology 70: 1674 - 1680. [ Links ]
Rowell, R. 2006. Advances and Challenges of Wood Polymer Composites. In: Proceedings of the 8th Pacific Rim Bio-Based Composites Symposium. 15 de enero de 2015. Kuala Lumpur, Malasia. pp. 2-11. [ Links ]
Statistical Analysis System (SAS). 2008. The SAS System for Windows version 9.2. SAS Institute Inc. Cary, NC, USA. n/p. [ Links ]
Takatani, M., A. Ishikawa, K. Sakamoto, K. Ikeda and T. Okamoto. 2008. The properties of Bamboo Flour-Plastic Composites with High Filler Content Formulations. Journal of The Adhesion Society of Japan 44(6): 214 - 219. [ Links ]
Venkateshwaran, N., A. Elayaperumal and G. Sathiya. 2012. Prediction of tensile properties of hybrid-natural fiber composites. Composites Part B: Engineering 43(2): 793 - 796. [ Links ]
Upadhyaya, P., M. Garg, V. Kumar and A. Nema. 2012. The effect of water absorption on mechanical properties of Wood flour/wheat husk polypropylene hybrid composites. Materials Sciences and Applications 3: 317 - 325. [ Links ]
Received: July 02, 2016; Accepted: October 28, 2016
 Este es un artículo publicado en acceso abierto bajo una licencia Creative Commons
Este es un artículo publicado en acceso abierto bajo una licencia Creative Commons
