










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista mexicana de ciencias forestales
versión impresa ISSN 2007-1132
Rev. mex. de cienc. forestales vol.6 no.30 México jul./ago. 2015
Artículo
Factor de conversión de productos forestales en la industria de tarimas en Durango
Conversion factor of forest products in sawmilling of pallets in Durango, Mexico
Alan Javier Haro Pacheco1, Juan Abel Nájera Luna1, Jorge Méndez González2, Sacramento Corral Rivas1, José Ciro Hernández Díaz3, Artemio Carrillo Parra4 y Francisco Cruz Cobos1
1 División de Estudios de Posgrado e Investigación. Instituto Tecnológico de El Salto (ITES). Correo: jalnajera@itelsalto.edu.mx
2 Departamento Forestal. Universidad Autónoma Agraria Antonio Narro.
3 Instituto de Silvicultura e Industria de la Madera; Universidad Juárez del Estado de Durango (ISIMA-UJED)
4 Facultad de Ciencias Forestales-UANL
Fecha de recepción: 25 de enero de 2015
Fecha de aceptación: 3 de marzo de 2015
Resumen
Reducir la pérdida de materia prima y mejorar la producción son tareas en continuo desarrollo en el sector productivo. El objetivo del presente estudio fue determinar el factor de conversión de materia prima para productos de tarimas para empaque. Se evaluó el proceso de asierre en cuatro aserraderos de El Salto, Durango, México; además se seleccionaron 308 trozas de pino con diámetros de 14 hasta 41 cm y 1.07 m de longitud, distribuidas en cuatro categorías diamétricas. El asierre se cronometró con una precisión de 1/100 segundos; el volumen de las trozas y los productos generados se cubicaron con un xilómetro; el rendimiento se estimó mediante la proporción de madera aserrada entre el volumen en rollo y los costos de producción, con la suma de los costos fijos y variables del proceso. Los resultados mostraron que por cada metro cúbico de madera en rollo aserrada es posible obtener 217 pies tabla (pt), en piezas de tarima y 207 pt de residuos. El tiempo para aserrar 1.00 m3 de madera en rollo se estimó en 1.95 h; por lo tanto, la productividad fue de 0.51 m3 r h-1. El factor de conversión indicó que para 1.00 m3 de piezas para tarima se requieren de 1.95 m3 r h-1 madera en rollo. El costo de producción fue de US$161.30 por m3 aserrado. A medida que aumenta el diámetro de las trozas, se incrementan el rendimiento y la productividad; mientras que el tiempo de proceso y los costos de producción disminuyen.
Palabras clave: Costos, madera aserrada, productividad, rendimiento, trozas, xilómetro.
Abstract
Reducing the loss of raw material and improving production are tasks in continuous development in the productive sector. The aim of this study was to determine the conversion factor of raw material into pallets for packaging products. The sawing process was evaluated in four sawmills in El Salto, Durango, Mexico, selecting 308 pine logs with diameters of 14 to 41 cm and 1.07 m in length, divided into four diameter categories. Sawmilling time was obtained by timing the process with a precision of 1/100 second; the volume of logs and the products generated were measured by xylometer; performance was estimated by the proportion of lumber between the volume round wood and production costs, given by the sum of the fixed and variable costs of the process. Results showed that for every cubic meter of round wood that is sawn, it is possible to obtain 217 board feet (bf) in pallet parts and 207 bf of waste. The time needed to saw 1.00 m3 of logs was estimated at 1.95 hours, thus the productivity was 0.513 m3 r h-1. The conversion factor indicated that for 1.00 m3 of pieces for pallets is required 1.95 m3 r h-1 of round wood. The production cost was US $ 161.30 per sawn cubic meter. As the diameter of the logs increases, also does performance and productivity, while the processing time and production costs diminish.
Key words: Cost, lumber, productivity, lumber yield, logs, xylometer.
Introducción
La globalización económica ha conducido a una mayor competencia entre las empresas forestales, lo que ha incrementado el interés por tomar mejores decisiones, con el fin de aprovechar al máximo la materia prima disponible y optimizar el proceso de producción y, de forma paralela, reducir costos; además de aumentar la calidad (Souza, 2007). El aprovechamiento racional de los recursos forestales desempeña un rol importante en el desarrollo económico y social del país; por ello, disminuir la pérdida de materia prima, mejorar la calidad de los productos, así como optimizar el uso de la mano de obra y de los equipos, son tareas pendientes y en continuo desarrollo en el sector productivo (Aguilera et al., 2005).
La fabricación de madera aserrada está influenciada, mayormente, por el precio de la materia prima en rollo, que a su vez, depende de los costos de manejo, extracción y transporte, por lo que lo que su venta al consumidor final incluye los costos de transformación y manejo a través de toda la cadena productiva (Semarnat, 2002). Infor (2009) señala que en las actividades forestales, los factores de conversión que relacionan la cantidad de madera en trozas por unidad de producto final se emplean como herramientas de apoyo para el manejo forestal y al sector industrial; al mismo tiempo, son fundamentales para la elaboración de estadísticas sectoriales, estudios, análisis, proyecciones y aproximaciones de producción en las diversas ramas de la actividad forestal como la silvicultura, específicamente en cálculos de biomasa, captura de carbón; y podrían utilizarse por las empresas para valorar las ventas y estimar precios por unidad de madera aserrada.
En la región de El Salto, Durango, existe un gran número de aserraderos dedicados a la elaboración de tarimas y cajas como una opción para el aprovechamiento de puntas y ramas, las cuales se utilizan como contenedores, soporte y superficie de carga en el transporte, y almacenamiento de una gran variedad de objetos; sin embargo, poco se conoce sobre los factores de conversión de la materia prima en productos terminados, por lo que el presente estudio centra su atención en determinar los indicadores de rendimiento de la materia prima forestal y los costos de operación en la industria de tarimas y cajas para empaque de esta importante región forestal de México, a partir del supuesto de que dicho factor es similar en las diferentes categorías diamétricas de las trozas aserradas.
Materiales y Métodos
El estudio se realizó en la región forestal de El Salto, Durango, localizada dentro del sistema montañoso de la Sierra Madre Occidental, donde se eligieron cuatro aserraderos de régimen particular dedicados a la elaboración de tarimas y cajas, bajo la condición de que tuvieran la misma infraestructura en cuanto a características técnicas de la maquinaria y equipo (Cuadro 1).
Los aserraderos seleccionados tienen el siguiente equipo: sierra cinta vertical marca Trosa® modelo B723 con volantes de 101.6 cm (40") de diámetro; y sierras Uddeholm® 33732 de 4.13 cm (1 5/8") de ancho, con un paso de diente de 1.905 cm (3/4") y una profundidad de garganta de 0.635 cm (1/4"), la cual se utiliza para aserrar las trozas y generar las subsecciones denominadas bloques o "cuartones". Sierra múltiple horizontal con cuatro volantes de 81.28 cm (32") de diámetro marca Hulmaq®, modelo Rease 20A82B y dos sierras cinta Uddeholm® 33687 de 3.18 cm (11/4") de ancho, con un paso de diente de 1.905 cm (3/4") y una profundidad de garganta de 0.635 cm (1/4"), la cual sirve para re-aserrar los cuartones y generar las piezas con los espesores finales requeridos. Cuentan con igualadoras de fabricación local equipadas con dos sierras circulares Pretech® de 39.37 cm (15 1/2") con 72 dientes de carburo de tungsteno, que se emplean para dimensionar en longitud las piezas que conforman la tarima. En todos los aserraderos el sistema de carga de las trozas a la sierra cinta es manual y el equipo de trabajo humano lo componen siete personas: "arrimador"; el operador de la sierra principal, con un ayudante; operador de sierra múltiple y un ayudante; operador de la igualadora y un acomodador.
La trocería procesada pertenece al género Pinus sp. procedente de los ejidos, comunidades y pequeñas propiedades de la región. En los aserraderos no se clasifica el producto, por lo que se comercializa como mill-run (mezcla de clases). La tarima se elabora en una gran variedad de dimensiones, las más comunes son 99.06 cm (39"), 106.68 cm (42"), 114.3 cm (45"), 119.38 cm (47") y las de 124.46 cm (49") de longitud; los anchos, generalmente, son de 6.35 cm (2 1/2"), hasta 14.60 cm (5 3/4"); y el espesor de las piezas varía entre 1.27 cm (1/2") y 4.44 cm (1 3/4"). Estas medidas están sujetas a la demanda del mercado. En las cajas, los tamaños estándar para la tableta son de 0.64 cm (1/4") de espesor, 8.89 cm (3 1/2") de ancho y 30.48 cm (12") de largo; el testero tiene 30.48 cm (1/2") de espesor, 8.89 cm (3 1/2") de ancho y 30.48 cm (12") de largo; finalmente para el triángulo son de 5.08 cm (2") de espesor, 5.08 cm (2") de ancho y 30.48 cm (12") de largo. La leña y el aserrín se comercializan por metro cúbico, este último se transporta, en su mayoría, a la ciudad de Durango para abastecer la industria del aglomerado.
Tamaño de muestra
El número de trozas necesarias por aserradero para alcanzar un error de muestreo de 5 % y una confiabilidad de 95 %, se estimó con la expresión de Dobie (1975, citado por Zavala, 1996):

Donde:
n = Número de trozas necesarias para estimar el rendimiento de madera aserrada
t 2= Valor tabular de t-Student al 95 % de confiabilidad
CV 2 = Coeficiente de Variación (%)
E 2 = Error de muestreo deseado (5 %)
En cada aserradero se llevó a cabo un premuestreo de 30 trozas representativas de la población, con el propósito de calcular el número de trozas necesarias por aserradero (Cuadro 2).
Cuadro 2. Número de trozas requeridas y aserradas por aserradero.
Table 2. Number of logs required and sawn by sawmill.

Hacer clic en agrandar
Categorías de diámetros de las trozas
Se utilizaron 308 trozas de pino (28 % más de las requeridas) de 107 cm (3.6 pies) de largo, y para establecer las categorías diamétricas se consideraron todos los diámetros mínimos en los patios de trocería, fueron del orden de 14 hasta 41 cm, los cuales se distribuyeron en cuatro clases diamétricas (5 cm, cada uno), con el objeto de analizar la influencia del diámetro de las trozas en el rendimiento y los costos de producción (Cuadro 3).
Cuadro 3. Distribución de las trozas de pino por categoría diamétrica.
Table 3. Distribution of the pine logs according to diametric category.

Hacer clic en agrandar
Cubicación de las trozas, madera aserrada y productos del aserrío
El volumen tanto de las trozas, como de la madera aserrada, los subproductos y los residuos del proceso de asierre se obtuvo mediante un xilómetro elaborado y calibrado ex professo para el presente estudio, con base en la siguiente expresión:

Donde:
Vol = Volumen (m3)
Li = Lectura de la medición inicial (cm)
Lf = Lectura de la medición final (cm)
C = Constante obtenida de la calibración del xilómetro=2.59 (L cm-1)
Estimación del rendimiento en madera aserrada
A partir de los valores del volumen de las trozas, los de la madera aserrada, de los subproductos y los residuos no aprovechables se procedió a determinar el rendimiento (R), para ello se empleó la fórmula (Nájera et al., 2012):

Donde:
R = Rendimiento de madera aserrada (%)
Vp = Volumen de los productos resultantes del aserrío (m3)
Vr = Volumen de madera en rollo (m3 rollo)
Productividad del aserrío
La productividad del aserrío se calculó al dividir el volumen de madera aserrada entre el tiempo requerido para aserrar dicho volumen, mediante la expresión de García et al. (2001):

Donde:
P = Productividad del aserrío (m3 h-1)
Va = Volumen aserrado (m3)
Tt = Tiempo total de asierre (h)
Con base en la información que se generó en el asierre de las trozas, se estimó el tiempo necesario para aserrar un metro cúbico (m3), con la ecuación propuesta por Nájera et al. (2012):

Donde:
T = Tiempo para aserrar un metro cúbico de madera en rollo (h)
Tt = Tiempo total de asierre (h)
Va = Volumen aserrado (m3)
Costos de producción en el proceso de aserrío de tarima
En relación con los costos del proceso de aserrío, cabe señalar que la información fue recabada mediante 10 entrevistas directas con responsables o administradores de aserraderos de tarimas y cajas de la región de El Salto, Durango. La finalidad fue conocer los costos fijos y variables en que incurrieron durante el proceso de producción. Los costos fijos incluyen todas las formas de remuneración derivadas del mantenimiento de los activos fijos. Los principales componentes de los costos fijos son los impuestos, depreciación, gastos administrativos y salarios. Los costos variables son aquellas formas de compensación que necesariamente varían de acuerdo a la producción. Los principales componentes de los costos variables son el mantenimiento de máquinas y herramientas, energía eléctrica, materia prima, combustibles y lubricantes. El costo de producción por metro cúbico procesado se calculó utilizando la siguiente fórmula (Murara et al., 2010):

Donde:
Ctp = Costo total de producción ($)
Cf = Costos fijos ($)
Cv = Costos variables ($)
Para obtener el costo de un metro cúbico aserrado, se aplicó la relación que existe entre el costo total del volumen de las trozas consumidas en una categoría diamétrica específica y el volumen de madera aserrada generada por el aserrío. Por lo tanto, el costo del metro cúbico aserrado se estimó con la expresión que a continuación se anota (Murara et al., 2010):
Donde:
Cma = Costo de metro cúbico aserrado ($ m-3)
Ctp = Costo total de producción ($)
Va= Volumen de madera aserrada para cada categoría (m3)
El cálculo de la depreciación de la maquinaria se hizo con el método de la línea recta, (SHCP, 2012), el cual es el más sencillo y utilizado por las empresas; consiste en dividir el valor del activo entre la vida útil del mismo. La depreciación es el valor que adquiere la infraestructura, maquinaria y equipo una vez que hayan sido usados; es decir, la vida normal de los activos enunciados (máquinas y equipo) es de 10 años; por lo tanto, su costo total corresponde a una décima parte cada año (10 %).
Donde:
D = Depreciación ($)
Va = Valor del activo ($)
Análisis estadístico
Para identificar diferencias significativas en los indicadores de productividad (rendimiento, tiempo total para aserrar 1.00 m3, y productividad m3 h-1), a partir de los siguientes factores: los aserraderos y las categcorías diamétricas, se realizaron análisis de varianza (95 %), así como pruebas de comparación de medias mediante rangos múltiples de Duncan, con un nivel de significancia de 0.05. Para tal efecto se utilizó el software estadístico Infostat 2008 (Di Rienzo et al., 2008).
Resultados y Discusión
Indicadores de producción y factor de conversión de productos forestales
El rendimiento en piezas de tarima fue de 51.22 % con corteza. Lo anterior indica que por cada metro cúbico de madera en rollo procesada se obtienen 217 pies tabla (pt). La productividad tuvo valores de 0.08 a 1.42 m3 r h-1 efectiva de trabajo, con un promedio de 0.51 m3 h-1, equivalentes a aserrar 254 pt h-1 de trabajo; el factor de conversión para obtener un metro cúbico de madera aserrada fue de 1.95 m3 r-1 con corteza, y se requirió un tiempo de 1.95 horas, en promedio, para procesarlas (Cuadro 4).
Cuadro 4. Indicadores de producción y factor de conversión de madera en rollo a madera aserrada.
Table 4. Production indicators and conversion factor from roundwood to sawnwood.
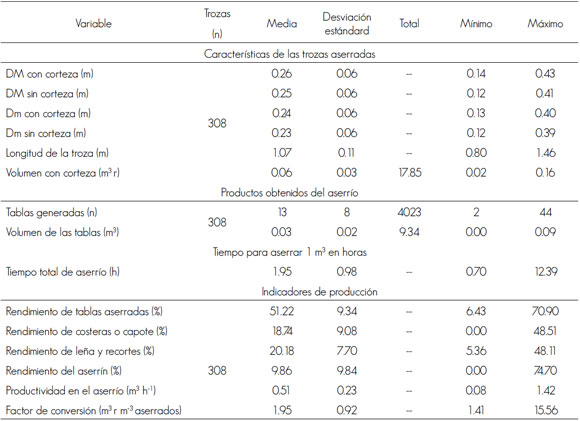
n = Número de trozas; DM = Diámetro mayor; Dm = Diámetro menor.
n = Number of logs; DM = Major diameter; Dm = Minor diameter.
Hacer clic en agrandar
Aunque es común registrar los rendimientos en madera aserrada con referencia al volumen en rollo sin corteza, en el presente estudio, debido al sistema de cubicación utilizado no fue posible estimar directamente el volumen de la trocería sin corteza; no obstante, Nájera et al. (2013), estudiaron el rendimiento en la producción de piezas para tarima en la región de El Salto, Durango; calcularon un rendimiento sin corteza de 56.71 %, a partir de trozas sin corteza y de 51.19 % en trozas con corteza, lo que indica que el volumen de la corteza representa la diferencia del 5.52 % en el rendimiento. Con base en lo anterior, el rendimiento en piezas de tarima en el presente trabajo es alrededor de 56.00 %, sin corteza, esto sugiere que son necesarios 1.78 m3 r sin corteza para obtener 1 m3 de madera aserrada; valores similares a lo citado por los autores de referencia.
El factor de conversión de productos forestales aquí documentados (1.95 m3 r con corteza y 1.78 m3 r sin corteza para obtener 1 m3 de madera aserrada) es compatible con los principales factores que se utilizan en la Comisión Económica de las Naciones Unidas (UNECE), que varían de 1.42 a 2.10 m3 r, sin corteza para producir 1.00 m3 de madera aserrada (UNECE/ FAO, 2005).
Castelo (2011) registró que el factor de conversión de trozas de Pinus radiata D. Don, con dimensiones de 1.10 a 1.26 m de largo y de 13 a 38 cm de diámetro a piezas de tarima, en la provincia del Chimborazo, Ecuador, es de 2.32 m3 r m-3 aserrados, equivalente a obtener 182 pt por metro cúbico de madera en rollo, con corteza, cifra menor en 8.22 % al rendimiento estimado en los aserraderos estudiados. Asimismo, Fahey y Ayer-Sachet (1993) indican que el diámetro de la troza es el factor de mayor incidencia en el rendimiento del proceso de aserrío, puesto que el procesamiento de trozas de pequeñas dimensiones implica bajos niveles de aprovechamiento y menos utilidad en los aserraderos. Por su parte, Knapic et al. (2003) determinaron que para producir 1 m3 de tarima de Pinus pinaster Aiton se necesitan 2.11 m3 r m-3 aserrados. Prades et al. (2001), en trozas de 15 cm de diámetro de la misma especie en la provincia de Granada, España registran un rendimiento de 31.25 %; por lo tanto para producir 1 m3 de madera aserrada, se requiere procesar 3.2 m3 r. En Durango se estiman 1.95 m3 r, lo que indica un efecto directo del diámetro de las trozas en el rendimiento, a pesar de que estas eran más gruesas (11 cm) que las del trabajo de referencia.
Riquelme (2011) refiere para Eucalyptus nitens H. Deane & Maiden del noreste de la Comuna de Yungay, VIII Región de Chile, un rendimiento en madera aserrada para piezas de tarima de 44 % con corteza, en trozas con diámetro mínimo de 36 a 41 cm; sin embargo, debido a las tensiones de crecimiento que presenta la madera del género, dicho rendimiento disminuye a medida que se incrementan las tensiones; de tal forma que para tensiones de bajo nivel el rendimiento se reduce hasta 23 %; para la madera con tensiones de crecimiento medio, el rendimiento es de 25 %; y para madera con altas tensiones, disminuye hasta 17 %. Coronel de Renolfi et al. (2012) registran, para trozas de Prosopis alba de cortas dimensiones (1.77 m de largo y de 22 a 84 cm de diámetro) en la región de Santiago del Estero, Argentina, un rendimiento en madera aserrada de 58.30 %, con corteza equivalentes a 247 pt por metro cúbico de madera en rollo, lo cual es 30 pt mayor al de la investigación en Durango.
Indicadores de producción por categoría de diámetro
Con respecto al aprovechamiento de la materia prima en función del diámetro de las trozas, se determinaron diferencias significativas (p<0.0001) entre categorías diamétricas, con un incremento en el rendimiento de madera aserrada, en promedio, de 4.00 % conforme aumenta la categoría diamétrica cada cinco centímetros. Lo anterior también incide sobre los tiempos de procesamiento para 1.00 m3 en rollo, que resultó menor para procesar trocería de las categorías diamétricas mayores hasta en una hora, con respecto a las categorías diamétricas inferiores (Cuadro 5). La productividad experimenta un aumento en función del diámetro.
Cuadro 5. Indicadores de producción por categoría diamétrica.
Table 5. Production indicators by diametric category.
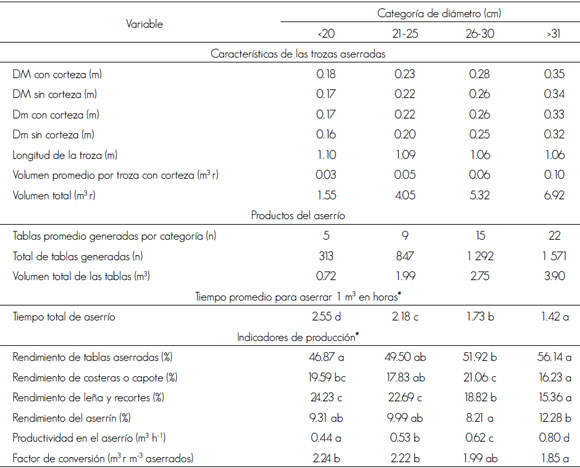
n = Número de trozas; DM = Diámetro mayor; Dm = Diámetro menor.
*Medias con la misma letra entre categorías de diámetro no son significativamente diferentes Duncan a α = 0.05.n = Number of logs; DM = Major diameter; Dm = Minor diameter.
*Measures with the same letter between diametric categories are not significantly different Duncan at α= 0.05.
Hacer clic en agrandar
El diámetro de las trozas es uno de los factores que tiene efecto directo en la cantidad de madera aserrada, ya que al aumentar el diámetro, se incrementa su rendimiento (Fahey y Ayer-Sachet, 1993).
Varios autores discuten acerca de las variables atribuibles a las trozas que pueden afectar el rendimiento y productividad del aserrío, ellos coinciden en que el diámetro, largo, conicidad y calidad son de las más importantes (Nájera et al., 2011; Liu y Zhang, 2005; Zhang y Tong, 2005; Wang et al., 2003; Maness y Lin, 1995; Steele, 1984).
Costos de producción en el proceso de aserrío
A partir de las entrevistas realizadas, el costo de producción en la industria de tarima en la región de El Salto, Durango, México se estimó en USD$161.30 por m3 aserrado, de los cuales los costos fijos representan 11.65 % del costo total de producción y los costos variables 88.35 % (Cuadro 6).
Cuadro 6. Costos de producción de tarima.
Table 6. Production costs of the pallet.

Hacer clic en agrandar
En términos generales para cada una de las categorías diamétricas, la reducción del costo de producción está ligada, directamente, con el rendimiento promedio de madera aserrada (Cuadro 7).
Cuadro 7. Costos de producción de tarima por categoría diamétrica.
Table 7. Production costs of the pallets by diametric category.
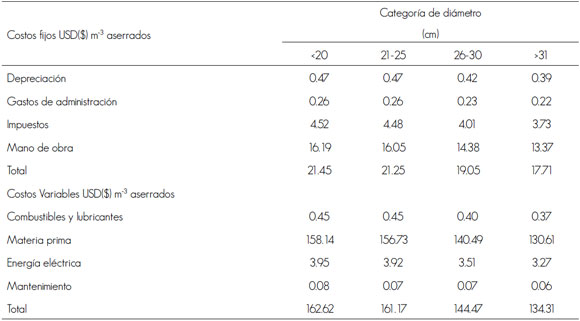
Lo anterior indica que si es mayor el diámetro de las trozas, el rendimiento aumenta y, en consecuencia, el costo de producción y el tiempo efectivo de trabajo serán menores. Murara et al. (2010) analizaron la estructura de costos de madera aserrada para Pinus taeda L. con dos sistemas de aserrío en Brasil, y determinaron que en el sistema de aserrío convencional, los costos fijos representaron 12.03 % del costo total de producción y los costos variables 87.97 % del mismo. Tales valores muestran gran similitud con los del presente trabajo, debido a que los costos fijos y variables tuvieron una diferencia de tan solo 0.38 %, respectivamente.
Un costo de aserrío por pie de tabla de USD $0.3121 se estimó para Prosopis alba Griseb. en Santiago del Estero, Argentina; (Coronel de Renolfi et al., 2012); en dicho costo discriminado principalmente por los rubros de materia prima, mano de obra directa y energía consumida que al tipo de cambio de noviembre de 2013, equivaldrían a USD $0.3804, lo cual es muy parecido a los costos de producción por pie tabla estimado para la industria del área de estudio. En lo que respecta al costo de producción que considera el diámetro de las trozas, Meza y Simón (2007) citan que los costos de transformación de materia prima a madera aserrada tienden a ser más elevados al aserrar trozas con diámetros pequeños 15 cm (6"), puesto que al aumentar tanto el rendimiento de madera aserrada como el de la producción diaria, los costos son menores.
Conclusiones
El factor de conversión de productos forestales a piezas de tarima en los aserraderos de la región de El Salto, Durango, es de 1.95 m3 r m-3 aserrados, lo que indica un rendimiento en madera aserrada de 51.22 % con corteza, por lo que es posible obtener de cada metro cúbico de madera en rollo procesado 217 pies tabla de piezas de tarima; y el tiempo necesario para procesarlo es de 1.95 horas. La productividad de los aserraderos se estableció en 0.51 m3 h-1, equivalentes a aserrar 254 pt .h-1 de trabajo. El rendimiento en madera aserrada aumenta con el incremento en diámetro de las trozas. El costo de producción de un metro cúbico de madera aserrada se estimó en USD$161.30, de los cuales los costos fijos representan 11.65 % del costo total de producción, los costos variables 88.35 %; los costos de producción disminuyen en función del aumento del diámetro de las trozas procesadas.
Conflicto de intereses
Los autores declaran no tener conflicto de intereses.
Contribución por autor
Alan Javier Haro Pacheco: colecta de información de campo, procesamiento de información y estructuración del manuscrito; Juan Abel Nájera Luna: selección de unidades de estudio, aspectos metodológicos, calibración de xilómetro, procesamiento de información y revisión del manuscrito; Jorge Méndez González: diseño experimental, procesamiento de información y revisión del escrito; Sacramento Corral Rivas: diseño experimental y revisión del manuscrito; José Ciro Hernández Díaz: procesamiento de información, revisión del manuscrito; Artemio Carrillo Parra: diseño experimental y revisión del texto; Francisco Cruz Cobos: procesamiento de información y revisión del manuscrito.
Agradecimientos
A la Dirección General de Educación Superior Tecnológica (DGEST) por el apoyo al proyecto 4562.12-p: "Evaluación del proceso productivo de la industria de tarimas y cajas mediante el balance de materiales y rendimiento de materia prima en El Salto, Durango" del cual se derivó el presente estudio.
Referencias
Aguilera, A., L. Insunza, R. Alzamora y L. Tapia. 2005. Evaluación del costo de producción para faenas de aserrío portátil. Bosque 26(2):107-114. [ Links ]
Castelo C., A. P. 2011. Estudio cualitativo y cuantitativo de las trozas de pino (Pinus radiata) para la elaboración de pallets en la industria Haro Madera, Parroquia Calpi, Cantón Riobamba, Provincia de Chimborazo. Escuela Superior Politécnica de Chimborazo. Facultad de Recursos Naturales. Escuela de Ingeniería Forestal. Riobamba, Ecuador. 104 p. [ Links ]
Coronel de Renolfi, M., F. Díaz, G. Cardona y A. P. Ruiz. 2012. Tiempos, rendimientos y costos del aserrado de Algarrobo blanco (Prosopis alba) en Santiago del Estero, Argentina. Quebracho 20(1-2):15-28. [ Links ]
Di Rienzo J., A., F. Casanoves, M. G. Balzarini, L. González, M. Tablada y C. W. Robledo. 2008. InfoStat versión 2008. Grupo InfoStat, FCA Universidad Nacional de Córdoba, Argentina. http://www.infostat. com.ar (25 de abril de 2014). [ Links ]
Fahey, T. D. and J. K. Ayer-Sachet. 1993. Lumber recovery of ponderosa pine in Arizona and New Mexico. USDA Forest Service Pacific Northwest Research Station. Portland, OR, USA. Research Paper PNW-RP-467. 18 p. [ Links ]
García R., J., L. Morales y S. Valencia. 2001. Coeficientes de aserrío para cuatro aserraderos banda en el Sur de Jalisco. UAAAN. Saltillo. Coah., México. Nota técnica Núm. 5. 12 p. [ Links ]
Instituto Forestal (Infor). 2009. Actualización de factores de conversión en el sector forestal de Chile. Primera etapa. Gobierno de Chile. Ministerio de Agricultura. Santiago de Chile, Chile. 35 p. [ Links ]
Knapic, S., A. Glória and H. Pereira. 2003. The industrial yield of maritime pine at a sawmill. Anais do Instituto Superior de Agronomia (49):223-241. [ Links ]
Liu, C. and S. Y. Zhang. 2005. Models for predicting product recovery using selected tree characteristics of black spruce. Canadian Journal of Forest Research 35(4): 930-937. [ Links ]
Maness, T. C. and Y. Lin. 1995. Target size reductions on sawmill revenue and volume recovery. Forest Products Journal 45 (11-12):43-50. [ Links ]
Meza, A. y D. Simón. 2007. Aserrío de trozas de diámetros menores. Kurú: Revista Forestal 4 (10):1-3. [ Links ]
Murara, J. M., M. P. Rocha e J. R. Timofeiczyk. 2010. Análise dos custos do rendimento em madeira serrada de Pinus taeda para duas metodologias de desdobro. Floresta, Curitiba, PR 40(3):477-484. [ Links ]
Nájera L., J. A., J. A. Sánchez M. and J. Méndez G. 2013. Lumber yield and production time in sawmilling of pallets in Durango, Mexico. Forest System 22(3):573-577. [ Links ]
Nájera L., J. A., H. Adame G., J. Méndez G., B. Vargas L., F. Cruz C., J. Hernández F. y O. Aguirre C. 2012. Rendimiento de la madera aserrada en dos aserraderos privados de El Salto, Durango, México. Investigación y Ciencia de la Universidad Autónoma de Aguascalientes (55):11-23. [ Links ]
Nájera L., J. A., O. Aguirre C., E. Treviño G., J. Jiménez P., E. Jurado Y., J. Corral R. y B. Vargas L. 2011. Tiempos y rendimientos del aserrío en la región de El Salto, Durango, México. Revista Chapingo Serie Ciencias Forestales y del Ambiente 17(2):199-213. [ Links ]
Prades, C., J. Rubio, D. Cobo y A. Muñoz, 2001. Estudio de viabilidad técnica y económica de una planta de aserrío de madera de pequeñas dimensiones mediante tecnología chipcanter en la Provincia de Granada. In: III Congreso Forestal Español. 5 de marzo de 2014. Granada, España. pp. 658-664. [ Links ]
Riquelme R., K. T. 2011. Efecto de las tensiones de crecimiento sobre el aprovechamiento de pallet seco en trozas de Eucalyptus nitens (Deane et Maiden) Maiden. Facultad de Ciencias Forestales. Universidad Austral de Chile. Valdivia, Chile. 51 p. [ Links ]
Secretaría del Medio Ambiente y Recursos Naturales (Semarnat). 2002. Texto guía forestal.. Dirección General Forestal. México. D. F., México. 159 p. [ Links ]
Secretaría de Hacienda y Crédito Público (SHCP). 2012. Guía de vida útil estimada y porcentajes de depreciación. Consejo Nacional de Armonización Contable. México. D. F., México. 3 p. [ Links ]
Souza N., R. 2007. Um sistema de optimização aplicada ao desdobro de madeira. Dissertação (Mestrado). Curso de Pós-Graduação em Engenharia Florestal, UFPR. Curitiba, Paraná, Brasil. 126 p. [ Links ]
Steele, P. H. 1984. Factors determining lumber recovery in sawmilling. U.S. Department of Agriculture, Forest Service, Forest Products Laboratory Madison, WI, USA. Gen. Tech. Rep. FPL-39. 8 p. [ Links ]
United Nations Economic Commission for Europe/Food and Agriculture Organization of the United Nations. (UNECE/FAO). 2005. Product conversion factors for the UNECE region. Geneva timber and forest discussion paper 49. Timber Section. Geneva, Switzerland. 50 p. [ Links ]
Wang, S. Y., C. J. Lin and C. M. Chiu. 2003. Effects of thinning and pruning on knots and lumber recovery of Taiwania (Taiwania cryptomerioides) planted in the Lu-Kuei area. Journal of Wood Science 49(5): 444-449. [ Links ]
Zavala Z., D. 1996. Coeficientes de aprovechamiento de trocería de pino en aserraderos banda. Ciencia Forestal en México 21(79):165-181. [ Links ]
Zhang, S. Y. and Q. J. Tong. 2005. Modeling lumber recovery in relation to selected tree characteristics in jack pine using sawing simulator Optitek. Annals of Forest Science 62(3): 219-228. [ Links ]

