










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista mexicana de ciencias forestales
versión impresa ISSN 2007-1132
Rev. mex. de cienc. forestales vol.6 no.28 México mar./abr. 2015
Artículo
Durabilidad natural de tableros aglomerados de cocotero
Natural durability of coconut palm trunk chipboards
Xóchitl Elizabeth Cervantes Valdez1, Jesús Ángel Andrade Ortega2, Carlos Alberto Ramírez Barragán2 y Luis Ramón Bravo García2
1 Departamento de Farmacobiología, Centro Universitario de Ciencias Exactas e Ingenierías (CUCEI), Universidad de Guadalajara
2 Centro de Investigación en Biomateriales, Departamento de Madera, Celulosa y Papel, (CUCEI), Universidad de Guadalajara. Correo e: aandrade@dmcyp.cucei.udg.mx
Recibido 12 de noviembre de 2014.
Aceptado 23 de febrero de 2015.
Resumen
La industria de fabricación de tableros aglomerados (TA) emplea, tradicionalmente, descartes de madera de pino como materia prima y, en ocasiones, bagazo de caña. Se han realizado trabajos para incorporar otras materias primas no convencionales, cuidando que las propiedades físico-mecánicas no desmerezcan respecto a las habituales. La resistencia al biodeterioro a través del tiempo es una cualidad que no ha sido investigada. El objetivo de este trabajo fue estudiar la durabilidad de los TA de estopa de coco (TAEC) y de fuste de palma de coco (TAFPC) frente al ataque de hongos xilófagos. Se empleó la norma ASTM D-2017-71 para durabilidad de madera, que se basa en la pérdida de peso y cambio de dimensiones de los bloques de prueba (2.5 x 2.5 cm) ante el ataque de hongos, en incubadora (65-70 % de humedad relativa, 26-27 °C), por un periodo de hasta 16 semanas; se hizo una modificación a dicha norma que consistió en cambiar el método de propagación de los hongos de bloque-suelo por un medio de cultivo: agar malta dextrosa (MEA) y agar papa dextrosa (PDA). Como referencia se empleó un TA de pino comercial (TAP). Los hongos de degradación fueron tres de pudrición parda y uno de pudrición blanca (Laetiporus sulphureus, Neolentinus suffrutescens, Postia placenta y Phanerochaete chrysosporium respectivamente). Los datos obtenidos indican que los TAEC y TAFPC resultaron altamente resistentes a los cuatro hongos, lo cual es atribuible a las características propias de los materiales de prueba.
Palabras clave: Biodeterioro, Cocos nucifera L., descomposición por hongos, hongos xilófagos, propiedades físico-mecánicos, tableros aglomerados de partículas.
Abstract
The agglomerate chipboard (AC) industry has traditionally used discarded pine wood, and occasionally sugar cane mash, as raw materials. Research has been conducted in order to incorporate non-traditional raw materials in the manufacture of chipboards, taking care that the physical-mechanical properties of the new boards do not detract from those of traditional boards. AC resistance to biodeterioration is a phenomenon that has not been researched before. The aim of this work was to study the durability of the ACs made of coconut husk fibers (CHFAC) and coconut trunk fibers (CPTAC) against attack by fungi in terms of the ASTM Standard (D-2017-71). This methodology is commonly used to determine the weight loss and dimensional changes of solid wood blocks (2.5 x 2.5 cm) against fungal attack within the incubator (65-70 % HR, 26-27 °C) during 16 weeks. In this work the propagation method of the fungi was changed from soil-block to agar-block (malt dextrose agar –MDA– and potato dextrose agar –PDA). A commercial pine wood chipboard (PWAC) was used. Three brown-rot and three white-rot fungi were used (Laetiporus sulphureus, Neolentinus suffrutescens, Postia placenta and Phanerochaete chrysosporium respectively). Results show that both CHFACs and CPTACs were resistant to attack by the four fungi studied in terms of weight loss, owing to the particular properties of the tested lingnocellulosic materials.
Key words: Biodeterioration, Cocos nucifera L., fungal decay, xylophagous fungi, physical-mechanical properties, particle boards.
Introducción
Los tableros aglomerados de partícula (TA) se definen como hojas de dimensiones variables obtenidas por aglutinación y prensado de partículas de madera o algún otro material lignocelulósico fibroso (corteza, paja, bagazo, fibras vegetales diversas y fibras orgánicas), así como por sustancias cementantes. La fabricación y uso de los TA a base de madera, se han incrementado en forma constante (Moslemi, 1994) de tal manera que en la actualidad es posible utilizarlos en diversos campos, los cuales eran exclusivos de la madera aserrada.
El éxito de los TA se puede atribuir a que el proceso de producción permite la utilización de una gran diversidad de materiales, y con ello obtener un producto más económico que la madera sólida o los contrachapados. Por ejemplo, Hiziroglu (2013) plantea el uso de especies no maderables y maderas subutilizadas; Hashim et al. (2011) proponen un aprovechamiento más integral de la biomasa (desde la corteza hasta las hojas) de una palmera asiática, con resultados que están acordes a los estándares japoneses en la materia; Ahmad et al. (2011) documentan una serie de materiales lignocelulósicos susceptibles de uso en la elaboración de los TA como: bambú, bagazo de caña, lino, algodón, rastrojo de cereales, cáscara de cacahuate, y cocotero. En el Departamento de Madera, Celulosa y Papel de la Universidad de Guadalajara, México, se ha investigado desde hace 25 años y continúa haciéndose sobre fibra de agave, henequén, estopa de coco, lechuguilla (Fuentes et al., 1988; Fuentes, 1989; Fuentes et al., 1991).
En la búsqueda de biomasa para la fabricación de TA, la palma de coco (Cocos nucifera L.) y, en general, otros palmeras son candidatas para este tipo de aprovechamiento, tanto su madera como los otros elementos lignocelulósicos que las componen; así, Rocha et al. (2002) utilizaron cáscara de coco de babaçu (Orbignya sp.) para producir tableros de partículas de madera-cemento; Sulaiman (2009) realizó una evaluación sobre la conveniencia de usar algunos adhesivos para elaborar láminas de madera contrachapada a partir de troncos de palma de aceite; Jumhuri et al. (2014) determinaron el efecto de un tratamiento a las partículas de tableros manufacturados con palma de aceite sobre las propiedades finales del TA.
Los TA deben reunir requisitos de calidad (definidas por la industria del tablero) referentes, principalmente, a sus propiedades físico-mecánicas; sin embargo, estas no son las únicas importantes para considerar que los TA son de buena calidad, existe la prueba, que en pocos lugares se realiza, denominada durabilidad. En términos más específicos, en este caso, la durabilidad se considera como la capacidad del TA para mantener sus propiedades y forma original frente al deterioro causado por agentes biológicos, químicos y físicos a través del tiempo (Nicholas, 1973; Zabel, 1992; Touza, 2013). En relación con los primeros, los hongos xilófagos son los principales que degradan la madera o los materiales lignocelulósicos; por lo que se considera que también pueden ocasionar daños a los TA elaborados con esos materiales.
El objetivo del presente trabajo fue determinar la durabilidad (la resistencia al ataque de hongos xilófagos) de dos tipos de tableros aglomerados elaborados con materias primas no tradicionales a base de la biomasa de la palma de coco (TAEC y TAFPC), mediante la norma ASTM D-2017-71 con una modificación en el método de propagación de hongos, que consistió en cambiar la propagación bloque-suelo por los medios de cultivo extracto de malta agar (EMA) y papa dextrosa agar (PDA).
Materiales y Métodos
En la Figura 1 se muestra el diagrama de flujo correspondiente al esquema general del trabajo experimental.

Figura 1. Diagrama de flujo general del trabajo experimental realizado.
Materia prima
Se emplearon tableros de estopa de coco (TAEC) y de fuste de palma de coco (TAFPC), los cuales fueron proporcionados por el Centro de Investigación en Propiedades y Usos de la Madera, del Departamento de Madera, Celulosa y Papel, de la Universidad de Guadalajara. Las condiciones del proceso de su elaboración consistieron en: aplicación de resina ureaformaldehído al 12 % y tiempo de prensado de 10 minutos para ambos casos; presión de 2.7 N mm2 y temperatura de 170 °C para el tablero TAFPC y presión de 3.6 N mm2 y temperatura de 150 °C para el tablero TAEC.
Selección y preparación de los bloques de prueba y testigo
Los tableros TAEC, TAFPC y TAP se cortaron en bloques de 2.5 x 2.5 cm (el espesor de los tableros fue de 1.5 cm); a continuación se eligieron aquellos libres de defectos, de cantidades anormales de resina y de evidencia visible de infección por hongos. Se identificaron por uno de sus extremos con un marcador para facilitar su manejo y un mejor control sobre ellos. Los bloques se midieron con un vernier Mitutoyo, modelo 530-104, a fin de tener una mayor exactitud de sus dimensiones y facilitar la comparación del cambio antes y después de la exposición a los hongos de prueba.
Acondicionamiento inicial
Los bloques se sometieron a un acondicionamiento inicial, el cual consistió en un tratamiento de secado en una estufa Felisa, modelo FE-292AD a una temperatura de 90 °C, hasta obtener peso constante (96 horas), que se registró como el valor inicial y fue la base para determinar la pérdida de peso al final del proceso, causada por la pudrición.
Acondicionamiento final: esterilización.
Previo al proceso de pudrición, los bloques de prueba, el testigo y la referencia se esterilizaron en autoclave marca FT Goley modelo 12 x 20 de doble tambor a 121 °C durante 20 minutos y una presión de 1.05 kg cm-2; finalmente, se colocaron en frascos inoculados con los hongos xilófagos.
Las características de los hongos xilófagos empleados se resumen en el Cuadro 1 (Gómez et al., 1978; Bonnarme et al., 1993; Herrera et al., 1980).
Cuadro 1. Resumen de los hongos de estudio.
Table 1. Summary of the studied fungi.

Hacer clic en agrandar
F* Proporcionados por el Laboratorio de Micología del Instituto de Botánica,
(CUCBA) de la Universidad de Guadalajara.
** Donado por el Instituto de Ecología de Xalapa, Veracruz.
***Facilitado por el Laboratorio de Bioingeniería ahora parte del Centro de Investigación en Fibras, Pulpeo y Blanqueo del Departamento de Madera, Celulosa y Papel, "Ing. Karl Augustin Grellmann" de la Universidad de Guadalajara
* Provided by the Laboratorio de Micología del Instituto de Botánica, CUCBA (Mycology Laboratory of the Institute of Botany) of the Universidad de Guadalajara (University of Guadalajara).
** Donated by the Instituto de Ecología (Institute of Ecology) of Xalapa, Veracruz.
***Facilitated by the Laboratorio de Bioingeniería (Bioengineering Laboratory), today a part of the Centro de Investigación en Fibras, Pulpeo y Blanqueo (Research Center on Fibers, Pulping and Bleaching) of the "Ing. Karl Augustin Grellmann" Departamento de Madera, Celulosa y Papel (Department of Wood, Cellulose and Paper) of the Universidad de Guadalajara.
Preparación de hongos de prueba
Los hongos se cultivaron en cajas Petri con los medios nutritivos de papa dextrosa agar (PDA) para Phanerochaete chrysosporium Burdsall y agar con extracto de malta (EMA) para las otras tres especies. A cada caja se les adicionó 20 mL de los medios de cultivo, se esterilizaron a 121 °C durante 15 min; se agregó el inóculo y se incubaron durante una semana a 27 °C. Así se obtuvieron los cultivos para la posterior inoculación en los frascos de prueba.
Preparación de frascos de prueba
En frascos de cultivo de vidrio de 270 mL de capacidad y diámetro de 5.5 cm, con tapa rosca de plástico sin empaque, se colocaron 80 mL de medio de cultivo (EMA y PDA); enseguida se esterilizaron en autoclave en posición vertical durante 15 min, a 121 °C y presión de 1.05 kg cm-2; posteriormente, los frascos se dejaron enfriar hasta la completa solidificación del medio.
Cuando el medio se endureció, se llevó a cabo la inoculación con 1 cm2 de medio de cultivo con micelio, el cual se transfirió asépticamente a la superficie de agar, colocándose aproximadamente en el centro del medio de cultivo. Los frascos de prueba inoculados, se colocaron en una incubadora VWR 1560 (de dos compartimentos individuales con controles independientes), a 27 °C, con las tapas ligeramente flojas por una vuelta desde la posición cerrada, por un periodo de 8 días (tiempo que le llevó al hongo formar una capa de micelio sobre la superficie del medio).
Exposición de bloques a los hongos
Los bloques de TA esterilizados, se dejaron enfriar y, en condiciones de asepsia, se colocaron uno por uno en cada frasco sobre el micelio desarrollado; las tapas de los frascos se aflojaron ligeramente con el fin de permitir la entrada de oxígeno. El material se dejó en incubación el tiempo indicado en la prueba de referencia.
La prueba de severidad se realizó con los bloques TAP comercial para determinar el tiempo mínimo de exposición del material de estudio con base en el progreso de su pudrición, empleándose esta como guía para concluir la incubación con los respectivos hongos de prueba. A partir de la semana ocho, se extrajeron tres bloques de TAP para secarlos a 90 °C, hasta obtener un peso constante (96 horas) y se calculó la pérdida de peso.
La prueba de referencia es la de control, que se realizó con el objeto de observar la pérdida de peso en el material bajo las condiciones generales de la prueba, sin presencia de los hongos. Para definir el criterio a seguir en los ajustes, respecto a las pérdidas de peso por las condiciones experimentales (sin hongos); es decir, si el testigo tiene una pérdida de peso inferior a 5 % no se hace ningún ajuste, si varía entre 5 y 10 %, se deduce mediante un factor de corrección, y si es mayor a 15 %, se rechaza la prueba para la especie de interés.
Acondicionamiento final
Al término de la octava semana de incubación se comenzaron a extraer bloques de TAP comercial correspondientes a la prueba de severidad, sacando tres bloques por cada hongo de prueba, quitando cuidadosamente el micelio del bloque con un cepillo de cerdas suaves para pasarlos a una estufa de secado a una temperatura de 90 °C hasta obtener un peso constante (96 horas), registrándose este como peso final. El procedimiento se realizó semanalmente, para los bloques de TAP comercial.
El período de exposición de los bloques de TAFPC y TAEPC a los hongos se extendió hasta las 29 semanas; al final de dicho periodo se retiraron de los frascos. Los bloques de prueba se limpiaron, el micelio superficial con un cepillo de cerdas suaves; después, todos los bloques fueron sometidos al acondicionamiento descrito en el párrafo anterior, para obtener el peso final de cada bloque.
Método para la determinación de durabilidad
Se calculó la pérdida de peso de cada bloque con una balanza de precisión marca Sartorius modelo i 1800, expresado como porcentaje, con respecto a su peso original (siempre en base seca), como se indica en la ecuación 1. Este valor es un indicativo del grado de deterioro causado por el hongo de prueba, de acuerdo a lo señalado en la norma ASTM D-2017-71 (método estándar para la prueba rápida de laboratorio de la resistencia natural de la madera sólida a la pudrición); además y con la finalidad de evaluar los cambios en los bloques, en cuanto a sus dimensiones después de la exposición a los hongos de prueba, se midieron el largo, ancho y espesor de cada bloque, y se compararon con sus dimensiones iniciales (ecuaciones 2 y 3) (ASTM, 1971).
% de pérdida de peso = ((Peso inicial – Peso final) / (Peso inicial) *100 (1)
% de hinchamiento = ((Espesor final - Espesor inicial) / (Espesor inicial)*100 (2)
Densidad = P / (A) (L) (e) (3)
Donde:
A = Ancho (cm)
P= Peso
L = Largo (cm)
Densidad = g cm-3
Resultados y Discusión
Prueba de severidad
En la Figura 2 se representan los resultados de la prueba de severidad; es decir, la relación de pérdida de peso (expresado en %) con respecto al tiempo de exposición de los TAP comercial a los hongos xilófagos.

Figura 2. Resultados de la prueba de severidad.
Figure 2. Severity test results.
Hacer clic en agrandar
La norma ASTM D2017-71 establece una pérdida de 60 % del peso inicial del material de prueba, o bien un periodo de 16 semanas para dar por concluido el periodo de exposición a los hongos xilófagos. En este estudio, no se observó un valor de pérdida de peso cercano al citado en la norma para los TAP comercial, para ninguna de las cuatro especies de hongos que se incluyeron, razón por la cual se decidió extender la prueba lo más posible. De tal forma, que se continuó el monitoreo a las 18, 20, 23, 25, 27 y 29 semanas (2, 4, 7, 9, 11 y 13 semanas después del período de incubación de 16 semanas), sin que se observaran cambios significativos de peso; por lo que se concluyó la prueba precisamente a las 29 semanas.
P. chrysosporium provocó, con mucho, la mayor pérdida de peso en los TAP comercial, el valor máximo se registró a las 11 semanas, con 22.4 % (Figura 2); este hongo es de pudrición blanca, por lo que su relativa mejor actividad estaría relacionada a su tipo de alimentación, que consiste en celulosa (carbohidratos) y lignina. Laetiporus sulphureus (Bull.) Murrill, también ocasionó una pérdida relativamente significativa de peso, con 7.8 % en la semana 18; a pesar de ser un hongo de pudrición parda y que solo se alimenta de carbohidratos, como la celulosa. Neolentinus suffrutescens (Brot.) T. W. May & A. E. Wood y Postia placenta (Fr.) M. J. Larsen & Lombard, presentaron tendencias muy similares, aunque ninguno de ellos tuvo un valor por arriba de 3.5 %; ambas especies son de pudrición parda.
Lentinus lepideus (Fr.) Fr. es capaz de atacar la madera de pino, a tal grado que ha sido clasificada como no resistente a su ataque (Gómez et al., 1978); de tal forma que los resultados de la prueba de severidad indicarían que los aditivos empleados en la formulación de los tableros (aglutinante de urea-formaldehido) interfieren con la actividad de los hongos para provocar pudrición y pérdida de peso en los TAP comercial.
Durabilidad de los bloques de prueba
Los datos correspondientes a la evaluación de la durabilidad de los bloques de prueba TAEC y TAFPC se resumen en el Cuadro 2. Dado que las variaciones de peso final fueron menores a 5 %, no fue necesario aplicar el factor de corrección (de 0.05 % para tableros de estopa y de 0.35 % para el de palma).
Cuadro 2. Pérdida de peso, expresada en porcentaje, en bloques de prueba expuestos a pudrición.
Table 2. Weight loss undergone by the test blocks exposed to rotting, expressed as percentages.

Hacer clic en agrandar
En el Cuadro 2 se observa que en los dos tipos de TA, el hongo de pudrición parda L. sulphureus ocasionó la mayor pérdida de peso, incluso superior a la provocada por P. chrysosporium (pudrición blanca); a diferencia de lo que ocurrió en la prueba de severidad, en la cual este fue el produjo el ataque más intenso. Resulta significativo que los TAEC fueron más resistentes a las cuatro especies de hongos, que los TAFPC. Destacan los valores de pérdida de peso por N. suffrutescens y P. placenta a los TAFPC que representan mínimo 80% más daño que el registrado por los TAEC.
De acuerdo con Herrera et al. (1976; 1980), N. suffrutescens y P. placenta atacaron especies de angiospermas y, aunque la palma de coco no es considerada, en términos rigurosamente botánicos, un árbol, sí forma parte de ese grupo de plantas, lo que explicaría la tendencia observada.
La resistencia de los TAEC al ataque de hongos, con respecto a los TAFPC se relaciona con el contenido de sustancias fenólicas nativas (con actividad antimicrobiana) en este tipo de material lignocelulósico (Esquenazi et al., 2002). Venkataraman et al. (1980), también documentan actividad antimicótica en extractos alcohólicos de estopa de coco, constituidos principalmente de compuestos fenólicos.
Con base en las normas ASTM D2017-71 para la interpretación de resultados en este tipo de prueba, en el Cuadro 3 se registra la clasificación para uso general sobre la pérdida porcentual de peso o de la proporción porcentual de peso residual, referidos uno u otro a los pesos secos iniciales de los bloques de tableros de prueba.
Cuadro 3. Criterio para clasificar la resistencia del material de estudio, con base en las normas ASTM D2017-71.
Table 3. Criterion for classifying the resistance of the study material based on the ASTM D2017-71 norms.

Hacer clic en agrandar
A partir de la clasificación antes descrita tanto los TAEC como los TAFPC son altamente resistentes pues corresponden al promedio de pérdida de peso de 0 a 10 %. Sin embargo, debido a la posible interferencia de los aglutinantes sobre el ataque de los hongos, esta clasificación requiere de ser revisada o reforzada con otros parámetros como los cambios en las dimensiones y la densidad de los TA.
Cambios en las dimensiones del material
Las dimensiones (largo, ancho y espesor) de los TA son afectadas por las condiciones de prueba empleadas y la acción de los hongos. Se observó que los cambios en largo y ancho fueron mínimos, no así los del espesor. A partir de este último, se calcula el hinchamiento absoluto del tablero, los datos promedio de esta propiedad se muestran en el Cuadro 4 que se estimaron con base en siete repeticiones por hongo.
Cuadro 4. Hinchamiento en los bloques de estopa de coco (TAEC) y de fuste de palma de coco (TAFPC).
Table 4. Swelling in coconut husk fiber (CHFAC) and coconut palm trunk (CPTAC) blocks.

-- = Tableros desbaratados o desintegrados
-- = Crumbled or disintegrated chipboards.
Para los bloques TAFPC expuestos a L. sulphureus no fue posible determinar su hinchamiento, debido a que se desbarataron. El hongo, además de la humedad disponible en la cámara de pudrición produjo humedad durante su ataque (se observaron gotas de agua en los frascos), lo que contribuyó a una mayor inestabilidad dimensional. Otro cambio en el material de estudio fue en su densidad, la cual se estimó con los datos obtenidos de las pérdidas de peso y los cambios en las dimensiones de los bloques (Cuadro 5).
Cuadro 5. Densidades de los tableros de estopa y palma de coco en el estudio.
Table 5. Densities of the coconut husk fiber and palm trunk chipboards used in the study.
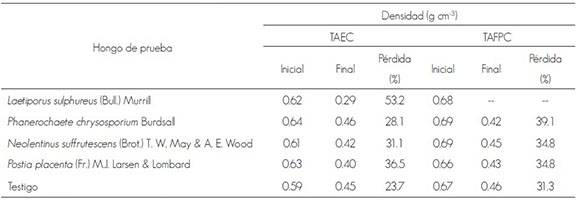
-- = Tableros desbaratados o desintegrados.
-- = Crumbled or disintegrated chipboards.
Como era de esperarse, todos los bloques disminuyen su densidad, incluso los bloques testigo, ya que no solo la pérdida de peso provoca una disminución en los valores de esta propiedad. El hinchamiento juega un papel determinante en las tendencias de la densidad de los bloques de TA. La combinación de las condiciones experimentales y los hongos de prueba producen ruptura y descomposición del material que atacan (Lomelí, 1991; Bonnarme et al., 1993). En función de los resultados globales, en este caso, no es la pérdida de peso la que determina la resistencia de un TA, sino la estabilidad dimensional.
Conclusiones
Los TAEC y TAFPC son altamente resistentes ante el ataque de Laetiporus sulphureus, Phanerochaete chrysosporium, Neolentinus suffrutescens y Postia placenta, en función de la pérdida de peso.
La modificación a la norma para el método agar-bloque empleado es práctica por su corta duración, pero tiene algunos inconvenientes: si se excede el tiempo de prueba, el medio de cultivo comienza a compactarse, debido a la temperatura presente en la cámara de incubación; existe competencia por espacio, aire y humedad de los objetos de prueba en la zona de incubación.
La humedad es un factor determinante, ya que por las condiciones del proceso se apreció que afecta las propiedades del material, principalmente, en lo referente a la estabilidad dimensional de los bloques, y en especial en el espesor, en consecuencia también cambió la densidad.
La combinación de las condiciones experimentales y los hongos de prueba producen descomposición del material y afectan la estabilidad dimensional de los bloques; no solo la pérdida de peso debe ser considerada para la evaluación de durabilidad de TA.
Conflicto de intereses
Los autores declaran no tener conflicto de intereses.
Contribución por autor
Xóchitl Elizabeth Cervantes Valdez: desarrollo experimental, análisis estadístico, redacción y elaboración del manuscrito; Jesús Ángel Andrade Ortega: asesoría, revisión y corrección del manuscrito; Carlos Alberto Ramírez Barragán: asesoría, revisión del manuscrito; Luis Ramón Bravo García: planeación de la investigación, gestión de los recursos económicos y materiales para la realización del trabajo experimental, asesoría, revisión de los resultados experimentales, redacción y corrección del escrito.
Referencias
Ahmad, N., J. Kasim, S. Z. Mahmud, S. A. K. Yamani, A. Mokhtar and N. Y. M. Yunus. 2011. Manufacture and properties of oil palm particleboard. In: 3rd International Symposium and Exhibition in Sustainable Energy and Environment. June 1–3. Melaka, Malaysia 84–7 p. [ Links ]
American Society for Testing and Materials (ASTM). 1971. Annual book of ASTM Standards. Designation D2017- 71. Standard method for accelerated laboratory test of natural decay resistance of woods. Easton, MD, USA. pp. 612-618. [ Links ]
Bonnarme, P., M. Delattre, H. Drouet, G. Corrieu and M. Asther. 1993. Toward a control of lignin and manganese peroxidases hypersecretion by Phanerochaete chrysosporium in agitated vessels: evidence of the superiority of pneumatic bioreactors on mechanically agitated bioreactors. Biotechnology and Bioengineering 41(4): 440-450. [ Links ]
Esquenazi, D., M. D. Wigg, M. M. Miranda, H. M. Rodrigues, J. B. Tostes, S. Rozental, A. J. R. da Silva and C. S. Alviano. 2002. Antimicrobial and antiviral activities of polyphenolics from Cocos nucifera Linn. (Palmae) husk fiber extract. Research in Microbiology 153: 647–652. [ Links ]
Fuentes T., F. J., E. Montes, S. Sámano y G. García. 1988. La fibra de la estopa de coco, usos actuales y posibilidades de utilización en aglomerados. AMATL 2(4): 2-6. [ Links ]
Fuentes T., F. J. 1989. Elaboración y evaluación físico-mecánica de tableros aglomerados a partir de astilla del fuste de la palma de coco. Tesis de Maestro en Ciencias en Madera, Celulosa y Papel. Escuela de Graduados. Instituto de Madera, Celulosa y Papel. Universidad de Guadalajara, Guadalajara Jal., México. pp. 29-76. [ Links ]
Fuentes T., F. J., J. A. Silva G., R. Rodríguez A., L. R. Bravo G y J. L. Valdés. 1991. Tableros aglomerados de partículas a partir de materias primas no tradicionales. Revista ICIDCA 3(25): 50-54. [ Links ]
Gómez-Nava, M. S., R. Echenique-Manrique y R. Salinas-Quinard. 1978. Índices de laboratorio sobre resistencia de la madera a la pudrición en once especies forestales mexicanas. Instituto Nacional de Investigaciones Forestales. Boletín Técnico Núm. 31. México, D. F., México. 28 p. [ Links ]
Hashim, R., W. N. A. Wan Nadhari., O. Sulaiman, F. Kawamura, S. Hiziroglu, M. Sato, T. Sugimoto, T. G. Seng and R. Tanaka. 2011. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Materials and Design 32: 246–254. [ Links ]
Herrera R., J. A., M. S. Gómez y A. Herrera. 1976. Durabilidad natural de la madera de especies forestales mexicanas. Índice de durabilidad natural de quince especies forestales. Instituto Nacional de Investigaciones Forestales. Secretaría de Agricultura y Ganadería, Subsecretaría Forestal y de la Fauna. México, D. F., México. Boletín Núm. 52. pp. 5-21. [ Links ]
Herrera R., J. A., M. S. Gómez y E. Barretero. 1980. Durabilidad natural de la madera de catorce especies forestales mexicanas. Instituto Nacional de Investigaciones Forestales. Secretaría de Agricultura y Ganadería, Subsecretaría Forestal y de la Fauna. México, D.F., México. Boletín Núm. 67. pp. 9-19. [ Links ]
Hiziroglu, S. 2013. Interior composite panels from under-utilized wood and non-wood species. Pro Ligno 9(4): 417-422. [ Links ]
Jumhuri, N., R. Hashim, O. Sulaiman, W. N. A. Wan Nadhari, K. M. Salleh, I. Khalid, N. I. Saharudin and M. Z. Mohd Zulhairie Razali. 2014. Effect of treated particles on the properties of particleboard made from oil palm trunk. Materials and Design 64:769–774. [ Links ]
Lomelí R., M. G. 1992. Generalidades sobre la durabilidad natural de la madera al ataque de hongos xilófagos. Revista AMATL. 224-225 (1-2): 11-16. [ Links ]
Moslemi, A. A. 1994. Particleboard. Volume 2: Technology. Southern Illinois University Press. Carbondale, IL, USA. 193 p. [ Links ]
Nicholas, D. D. 1973. Wood deterioration and its prevention by preservative treatments. Vol I. Degradation and protection of wood. Syracuse University Press. Syracuse, NY, USA. pp. 15-94. [ Links ]
Rocha R., A., M. C. H. Soares and D. E. Teixeira. 2002. Utilization of the coconut shell of babaçu (Orbignya sp.) to produce cement-bonded particleboard. Bioresource Technology 85(2): 159-163. [ Links ]
Sulaiman, O., N. Salim, R. Hashim, L. H. M. Yusof, W. Razak, N. Y. M. Yunus, W. S. Hashim and M. H. Azmy. 2009. Evaluation on the suitability of some adhesives for laminated veneer lumber from oil palm trunks. Materials and Design 30(9): 3572-3580. [ Links ]
Touza V., M. C. 2013. Capítulo 2: "Durabilidad". In: Confemadera Hábitat (ed.). Guía de la madera. Madrid, España. pp. 94. [ Links ]
Venkataraman, S., T. R. Ramanujam and V. S. Venkatasubbu. 1980. Antifungal activity of the alcoholic extract of coconut shell- Cocos nucifera Linn. Journal of Ethnopharmacology 2: 291-293. [ Links ]
Zabel, R. A. and J. J. Morell. 1992. Wood microbiology: decay and its prevention. Academic Press Inc., San Diego, CA, USA. 476 p. [ Links ]

