Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista mexicana de ciencias forestales
versión impresa ISSN 2007-1132
Rev. mex. de cienc. forestales vol.5 no.25 México sep./oct. 2014
Artículos
Distribución granulométrica en subproductos de aserrío para su posible uso en pellets y briquetas
Granulometric distribution in timber byproducts for potential use in pellets and briquettes
Fermín Correa-Méndez1, Artemio Carrillo-Parra2, José Guadalupe Rutiaga-Quiñones3, Francisco Márquez-Montesino4, Humberto González-Rodríguez2, Enrique Jurado Ybarra2 y Fortunato Garza-Ocañas2
1 Desarrollo Sustentable, Tecnologías Alternativas, Universidad Intercultural Indígena de Michoacán.
2 Facultad de Ciencias Forestales, Universidad Autónoma de Nuevo León. Correo-e: artemio.carrillopr@uanl.edu.mx.
3 Facultad de Ingeniería en Tecnología de la Madera, Universidad Michoacana de San Nicolás de Hidalgo.
4 Centro de Estudios de Energía y Tecnologías Sostenibles, Universidad de Pinar del Río.
Fecha de recepción: 27 de julio de 2013.
Fecha de aceptación: 11 de julio de 2014.
Resumen
Con el fin de dar mayor valor agregado a subproductos forestales a partir de la posible elaboración de pellets y briquetas. Se analizó la distribución granulométrica en aserrín, corteza y viruta de Pinus leiophylla, P. montezumae y P. pseudostrobus, así como en la mezcla de corteza-madera de Quercus candicans, Q. laurina y Q. rugosa en Nuevo Parangaricutiro, Michoacán. La distribución del tamaño de partícula se determinó según las normas europeas, UNE-EN 15149-2 y UNE-EN 15149-1. Los resultados indicaron que para producir pellets podría utilizarse 76.91 % de las partículas de aserrín, 25.49 % de corteza, 16.89 % de viruta y 61.67 % de corteza-madera; en el caso de las briquetas, tienen potencial 49.60 % de la corteza, 56.29 % de la viruta y 0.77 % de corteza-madera. A nivel industria, 58.67 % de los subproductos de aserradero, 66.82 % del Taller de Secundarios de la Comunidad (TSC) y 58.45 % del Taller de Secundarios Externo (TSE), son aptos para su utilización en pellets, mientras que 29.90 % de los provenientes de aserradero, 19.70 % del TSC y 28.14 % del TSE resultaron adecuados para su uso en briquetas. El tamaño de las partículas analizadas tuvo variación, aunque fue similar entre especies y en industrias de generación. La mayoría de las partículas de aserrín pueden ser aprovechadas para fabricar pellets y las de corteza, corteza-madera y viruta para elaborar briquetas.
Palabras clave: Aserrín, biocombustibles densificados, corteza, granulometría, partícula, viruta.
Abstract
The granulometric distributions of sawdust, bark, and shavings from Pinus leiophylla, P. montezumae and P. pseudostrobus and bark-wood mixture of Quercus candicans, Q. laurina and Q. rugosa were analyzed. To determine particle size distribution, the standard UNE-EN 15149-2 and the UNE-EN 15149-1 were used. The results showed that 76.91 % of sawdust particles, 25.49 % of bark, 16.89 % of shavings and 61.67 % of bark-sawdust could be used in the production of pellets. The percentages for the production of briquettes would be 49.60 % bark, 56.29 % shavings, and 0.77 % bark-wood. At an industrial level, 58.67 % of the sawmill byproducts, 66.82 % from Community Secondary Materials Shop (TSC) and 58.45 % from the External Secondary Materials Shop (TSE) are suitable for use in pellets, while 29.90 % of the sawmill byproducts, 19.70 % of the byproducts from the TSC and 28.14 % from those of the TSE were suitable for use in briquettes. The particle size of these products differed, but values were similar between species and in power generation industries. Most sawdust particles may be used to produce pellets, while those of the bark, bark-wood and shavings may be transformed into briquettes.
Key words: Sawdust, densified biofuels, bark, granulometry, particle, shavings.
Introducción
Los subproductos que se generan en la industria de transformación y elaboración secundaria de la madera pueden constituir de 20 a 60 % de la materia prima (Antolín, 2006). En la cabecera municipal "Nuevo San Juan Parangaricutiro" y en la Comunidad Indígena de Nuevo San Juan Parangaricutiro (CINSJP), ambas en el estado de Michoacán, se obtienen anualmente 7 063 m3 (Cuadro 1).
Cuadro 1. Distribución de subproductos forestales (m3 año-1) en Nuevo San Juan Parangaricutiro y en la Comunidad Indígena de Nuevo San Juan Parangaricutiro, Mich.

Los subproductos de la industria de aserrío se utilizan de manera local, desde la producción de compostas hasta como fuentes de energía en calderas de resinas y en hornos de ladrilleras. La alta disponibilidad y los precios relativamente económicos propician la búsqueda de proyectos productivos enfocados a la generación de bioenergía, a partir de la elaboración de diferentes productos. Estos, para ser recomendados requieren que se consideren aspectos técnicos relacionados con su calidad que incluyen la mejora de los procesos industriales de secado, métodos de trituración, homogeneización granulométrica y densificación; todo ello con el fin de disminuir los costos derivados de los tratamientos. Sin embargo, el punto de partida de tales caracterizaciones es determinar el tamaño de partícula, que sirve de parámetro para seleccionar el mejor sistema de pretratamiento (Antolín, 2006).
La forma y las dimensiones de las partículas del combustible, son usualmente factores importantes en la elección de los tipos de hornos y suministro del material, ya que influyen en el transporte y en la eficiencia de la combustión; las partículas grandes requieren de equipos de alimentación más robustos y a menudo, más tiempo para lograr combustión completa (Obernberger y Thek, 2010).
La distribución de partículas permite separar fracciones con dimensiones específicas, la aplicación diferenciada de las mismas puede contribuir a mejorar la calidad de la biomasa como fuente de energía, de materiales compuestos y químicos (Silva et al., 2011).
Es fundamental conocer las dimensiones y la distribución granulométrica de las partículas en los subproductos maderables antes de iniciar procesos de densificación (Miranda et al., 2012). El tamaño de las partículas influye en la durabilidad mecánica de los pellets; las finas (<1 mm) presentan mayor durabilidad (resistencia a desmoronarse) e higroscopicidad (capacidad de adsorber agua), que las grandes (>1 mm), por lo que las primeras experimentarán un grado de acondicionamiento superior (Kaliyan y Vance, 2009). Por otra parte, la inclusión de partículas grandes puede generar fisuras y posteriores rompimientos en los pellets (MacBain, 1966).
Con el fin de incrementar el conocimiento de los subproductos generados en la industria forestal para su posible uso en pellets y briquetas, en el presente estudio se determinó la distribución granulométrica en el aserrín, la corteza y la viruta generados de tres especies de Pinus, en un aserradero y en un taller de secundarios, así como en la mezcla de corteza-madera de tres especies de Quercus proveniente de una astilladora.
Materiales y Métodos
Especies y origen de los subproductos
El aserrín, la corteza y la viruta se analizaron a partir del material obtenido de Pinus leiophylla Schltdl. et Cham., P. montezumae Lamb. y P. pseudostrobus Lindl.; la mezcla de corteza-madera fueron de Quercus candicans Née, Q. laurina Humb. et. Bonpl. y Q. rugosa Née. Todas se seleccionaron por ser las que tienen mayor aprovechamiento en el área forestal del municipio Nuevo Parangaricutiro, Michoacán.
Las muestras de aserrín, corteza y la mezcla corteza-madera se recolectaron en el aserradero y en el área de astillado de la CINSJP. El aserrín se obtuvo de la sierra principal, de 5" de ancho, calibre 17, ancho de diente de 1/8" (3.175 mm), motor de 60 caballos de potencia y velocidad de corte de 34 m s-1; la corteza se tomó de la banda de salida del subproducto de la descortezadora por fricción con cabezal dentado, en donde las trozas son giradas pasan a través de rodillos; la mezcla corteza-madera se consiguió de árboles de encinos, desde trozas hasta ramas grandes y pequeñas en una astilladora (Presicion American Corporation).
Además se trabajaron muestras de aserrín del taller de secundarios de la CINSJP (TSC) y del taller externo (TSE) "Tarimas López", procedentes de una máquina con sierra cinta de 2" de ancho y 6.27 m de longitud, colocada sobre un volante de un metro de diámetro el cual se mueve por la acción de un motor de 15 caballos de potencia. Las virutas provinieron de la máquina molduradora instalada en el TSE accionada mediante un motor SIEMENS de 10 caballos de potencia.
Para reunir el material se observó tanto el grosor como la textura de la corteza para identificar la troza, previo al proceso de aserrío o descortezado, de acuerdo con la especie. Las muestras de los subproductos se tomaron al azar en el sitio en el que son vertidos por cada equipo durante un turno de trabajo; el volumen total para cada una fue de 0.02 m3, aproximadamente.
Distribución granulométrica
La clasificación por granulometría de las partículas se realizó por separado para dos grupos de partículas como se describen a continuación:
Aserrín. El porcentaje de partículas de aserrín del aserradero de la CISJNP y TSC fueron las capaces de pasar por un tamiz vibrante, según lo establece la norma UNE-EN-15149-2 (2011); los cinco tamices utilizados en esta prueba retuvieron partículas de los siguientes tamaños: a) >0.850 mm (malla 20); b) ≤ 0.850; y > 0.425 mm (malla 40); c) ≤ 0.425 y > 0.250 mm (malla 60); d) ≤ 0.250 y > 0.150 mm (malla 100); y e) ≤ 0.150 mm. Para efectos de control, los porcentajes retenidos se identificaron en el presente trabajo como: a) >0.850 mm, b) 0.425 mm, c) 0.250 mm, d) 0.150 mm, y e) ≤ 0.150 mm. El tamaño mínimo repetición fue de 50 g y se conformaron dos repeticiones.
Corteza, corteza-madera y viruta. Para la distribución granulométrica de cada tipo de partícula, se consideró lo que establece la norma UNE-EN-15149-1 (2011); se emplearon cinco tamices que permitieron el paso de partículas de los siguientes tamaños: a) >10.0 mm; b) ≤ 10.0 y > 8.0 mm; c) ≤ 8.0 y > 6.5 mm; d) ≤ 6.5 y > 4.0 mm; y e) ≤ 4.0 mm; para efectos de control. Los porcentajes retenidos fueron identificados como: a) >10.0 mm; b) 8.0 mm; c) 6.5 mm; d) 4.0 mm; y e) ≤ 4.0 mm, respectivamente. Según la norma anterior, el volumen mínimo utilizado para cada repetición fue de 8 L, con dos repeticiones.
Contenido de humedad (CH)
La distribución granulométrica se caracterizó por partículas cuyo contenido de humedad fue menor a 20 %, el cual se determinó con base en la norma UNE-EN14774-3 (2010).
Análisis estadístico
Se hizo en función de los grupos de tamaño de partícula de los subproductos: aserrín, corteza, corteza-madera y viruta. La variable aserrín se normalizó con la transformación del ln(x) y la corteza con una . Se aplicó un ANOVA univariado desbalanceado y se utilizaron pruebas de Tukey para realizar comparaciones múltiples de las medias (Hayter, 1984). El estudio de cada subproducto entre las especies se llevó a cabo la prueba de Kruskal-Wallis (Kruskal y Wallis, 1952), excepto en el caso de la viruta, para la cual se utilizó un ANOVA univariado. También se evaluó el tipo de procedencia: aserradero, astillado, taller de secundarios de la comunidad y externo y se empleó la prueba de Kruskal-Wallis para el tamaño de las partículas en cada industria (Kruskal y Wallis, 1952). El nivel de significancia en las pruebas fue de 95 %. Los análisis estadísticos se procesaron con el programa Minitab Inc. versión 16.2.1 (Minitab Inc., 2010).
Resultados y Discusión
Aserrín de Pinus spp.
El porcentaje de partículas de aserrín de cada una de las tres especies de pino retenidas en los cinco tamices presentaron diferencias altamente significativas, (Cuadro 2, Figura 1). A nivel de especie no hubo diferencias estadísticas (Cuadro 2). El porcentaje de partículas incluidas en los tamices 0.250, 0.150 y ≤ 0.150 mm fue 37.18 %, denominadas polvo de madera, ya que son menores de 0.315 mm (Obernberger y Thek, 2010).
Cuadro 2. Análisis estadístico del tamaño de partículas según subproducto.


Figura 1. Distribución granulométrica del aserrín de Pinus spp
Aproximadamente 76.91 % de las partículas de aserrín se concentraron en los tamices 0.425, 0.250, 0.150 y ≤ 0.150 mm. Estos valores se ubican del límite indicado por Obernberger y Thek (2010) quienes señalan que las dimensiones adecuadas para producir pellets son menores a 5 mm, lo mismo mencionan Ortiz et al. (2003). De acuerdo con lo recomendado por Turner (1995), los pellets de buena calidad pueden elaborarse con partículas de 0.6 a 0.8 mm y el polvo de madera cumple con esa especificación. El intervalo sugerido por Franke y Rey (2006) para pellets durables es de 0.5 a 0.7 mm, lo que concuerda con el tamaño de partículas del polvo de madera. Dichos autores consignan que las partículas mayores a 1 mm actúan como puntos de rompimiento en los pellets. Las partículas de aserrín retenidas en los tamices 0.250, 0.150 y ≤ 0.150 mm constituyeron 37.18 %, mismas que son factibles de usarse para obtener pellets de calidad (Turner, 1995) y durables (Franke y Rey, 2006). También es aconsejable una mezcla de partículas de diferentes tamaños, ya que ayuda a generar una unión fuerte entre partículas y no permite espacios (Grover y Mishra, 1996; MacBain, 1966; Payne, 1978).
En el tamiz > 0.850 mm se retuvo 23.09 % del aserrín, el cual es susceptible de utilizarse para producir pellets, y las partículas entre 5 y 10 mm deben ser destinadas para la elaboración de briquetas, ya que en esta industria se integran partículas de tamaño superior (Ortiz, et al., 2003; Tripathi et al., 1998).
Corteza de Pinus spp.
El porcentaje de partículas de corteza de las tres especies de Pinus retenidas en los cinco tamices fueron estadísticamente diferentes (Cuadro 2); Figura 2). Por otra parte, no hubo diferencias significativas en el tamaño de partículas entre las especies (Cuadro 2). De las partículas de corteza del tamiz ≤ 4.0 mm, 25.49 % podría ser aprovechado para obtener pellets, el mayor número de partículas de corteza (46.18 %) correspondió al tamiz 6.5 mm. Las partículas de corteza procedentes de ambas fuentes presentaron grandes dimensiones (>1 mm) y proporciones, lo cual coincide con Miranda et al. (2012), quienes consignan valores de 50.3 y 66 % de partículas superiores a 2 mm para corteza de pino y abeto, respectivamente.

Figura 2. Distribución granulométrica de corteza y viruta de
Pinus spp.
Para elaborar briquetas es posible utilizar 49.60 % de las partículas de corteza de los tamices 6.5 mm (46.18 %) y 8 mm (3.42 %), ya que están dentro del intervalo de 6 a 8 mm que indican Tripathi et al. (1998), y son inferiores a 10 mm (Ortiz, et al., 2003). También, se puede añadir 22.09 % de partículas con tamaño superior a 5 mm, que se retuvieron en el tamiz 4.0 mm (Ortiz, et al., 2003).
Viruta de Pinus spp.
El porcentaje de partículas de viruta de Pinus que se retuvieron en los cinco tamices fueron estadísticamente diferentes (Cuadro 2, Figura 2), entre las especies no se presentaron diferencias significativas (Cuadro 2). Las virutas de madera son útiles según el tamaño y la proporción, si superan las dimensiones requeridas para formar pellets, deberán ser molidas, las pequeñas que provienen de máquinas de ejecución rápida son peletizadas sin necesidad de ser molidas, previamente (Obernberger y Thek, 2010).
Más de 50 % de las partículas de viruta quedaron retenidas en el tamiz 6.5 mm (Figura 2), lo que coincide con el intervalo de 5 a12 mm que establecen Obernberger y Thek (2010). El porcentaje de virutas menores o iguales a 4 mm fue 16.89 % y son aptas para la elaboración de pellets. Se recomienda no usar partículas grandes porque la resistencia de los pellets se genera, principalmente, por las fuerzas físicas como los puentes sólidos, las fuerzas de atracción entre las partículas sólidas, uniones de enclavamiento o entrelazamiento mecánico, las fuerzas de adhesión y cohesión, las fuerzas interfaciales y la presión capilar; además de, la interacción mecánica de las partículas durante el proceso de densificación (Kaliyan y Vance, 2009).
De las partículas de viruta retenidas en el tamiz 6.5 mm, 56.29 % son adecuadas para producir briquetas, y se puede añadir 26.83 % de las partículas retenidas en el tamiz 4.0 mm y que correspondan a tamaños mayores a 5 mm.
Corteza-madera de Quercus spp.
Las partículas de corteza-madera de Quercus spp. (visualmente madera, en mayor cantidad) fueron retenidas en los cinco tamices y mostraron diferencias estadísticas (Cuadro 2; Figura 3). Entre las especies del género no hubo diferencias significativas (Cuadro 2).

Figura 3. Distribución granulométrica de las partículas de
corteza-madera de Quercus spp.
Las partículas de madera superiores a 5 mm (obtenidas en astilladora) deben molerse antes de densificar en pellets, Obernberger y Thek (2010), estos autores consignan que el intervalo para que las astillas de madera sean aprovechadas para producir pellets de manera directa es de 2.8 a 63 mm, el cual corresponde a 61.67 % de las partículas de corteza-madera que provienen de la astilladora y que se retuvieron en el tamiz ≤ 4.0 mm.
El hecho de que se produzcan partículas grandes depende de la fuerza de tracción de la madera, de la flexibilidad del material por astillar, de la velocidad de alimentación, de las revoluciones por minuto y del número y filo de las cuchillas. Lo anterior es común en las maderas duras, como Quercus spp.; además algunas especies de este género, con altas cantidades de minerales (Correa et al., 2014), pueden influir en el tamaño; Hakkila (1984) registra que lo anterior explica el aumento de la proporción de partículas grandes en la madera de álamos, ya que a medida que transcurre el tiempo de molido, las cuchillas se desgastan. Efecto que se observa en la Figura 3, en donde los tamices presentan mayor cantidad de material de encino que corteza y viruta de pino, aunque se hayan obtenido en otras máquinas. Por otra parte, la producción de astillas a partir de trozas, siempre contiene una proporción menor de partículas grandes, y por tanto, más astillas aceptadas (Nati et al., 2010), y que coincide con las especies de Quercus spp. que se analizan en el presente estudio.
Según los tamaños de partículas que citan Ortiz et al. (2003), teóricamente, es posible elaborar briquetas con 0.77 % de las partículas de corteza-madera que se retuvieron en los tamices 6.5 mm, y añadir una cantidad de 37.57 % del material que quedó en el tamiz 4.0 mm, que concuerda con partículas superiores o iguales a 5 mm.
Aserradero
El tamaño de las partículas de aserrín y corteza obtenidas en el aserradero no presentó diferencias estadísticas significativas (Cuadro 3, Figura 4).
Cuadro 3. Análisis estadístico del tamaño de partículas por tipo de industria.

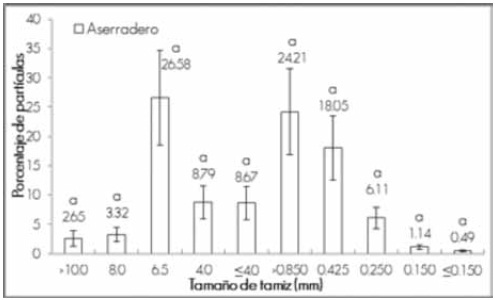
Figura 4. Distribución de tamaño de partículas en el aserradero.
El mayor porcentaje de partículas en esta industria correspondió a 26.58 %, las cuales fueron retenidas en el tamiz 6.5 mm. Se considera que aproximadamente 58.67 % de ellas son menores o iguales a 4 mm y pueden aprovecharse en la producción de pellets. Así, mientras más pequeño sea el tamaño de partícula, mejor se desarrolla el proceso de densificación del combustible (Kaliyan y Vance, 2009).
En relación con la producción de briquetas y de acuerdo con las dimensiones de las partículas sugeridas por Tripathi et al. (1998) y Ortiz et al. (2003) es factible aprovechar 29.90 % de las partículas residuales derivadas del aserradero, las cuales quedan retenidas en los tamices 8.0 mm y 6.5 mm. Asimismo, 8.79 % de partículas retenidas en el tamiz 4.0 mm puede incluirse en la producción de briquetas, ya que corresponden a un tamaño mayor a 5 mm.
Taller de secundarios de la comunidad (TSC)
Los tamaños de partículas en el aserrín y corteza de Pinus spp. que se obtuvieron en el TSC no evidenciaron diferencias estadísticas significativas (Cuadro 3; Figura 5).

Figura 5. Distribución de tamaño de partículas en el taller
de secundarios de la comunidad.
En el TSC se registró 66.82 % de las partículas con tamaños menores o iguales a 4 mm, que tienen potencial para elaborar pellets; el porcentaje más alto de este material (22.59 %) se concentró en el tamiz 0.425 mm. En cuanto a la relación partículas-durabilidad en los pellets, Lee et al. (2013) utilizaron madera de Larix kaempferi C. (ARCE), la que fue más durable con partículas pequeñas.
Para la producción de briquetas con subproductos provenientes del TSC, 19.70 % de las partículas en el intervalo de 5 a 10 mm son susceptibles de aprovechamiento, según las dimensiones consignadas por Tripathi et al. (1998) y Ortiz et al. (2003). Una parte (13.3 %) del material residual contenido en el tamiz 4.0 mm, también podría emplearse para este fin.
Taller de secundarios externo
Las partículas de aserrín, corteza y viruta de Pinus spp. fueron de tamaños estadísticamente similares (Cuadro 3, Figura 6).
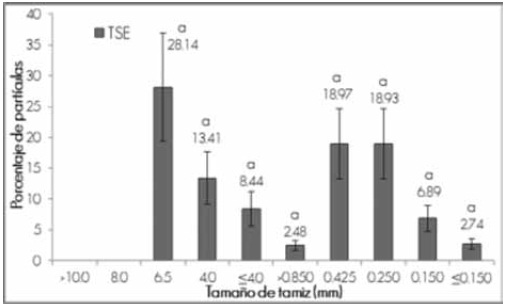
Figura 6. Distribución de tamaño de partículas en el Taller
de secundarios externo.
Alrededor de 58.45 % de las partículas residuales (menores o iguales a 5 mm) de este taller podrían utilizarse en la producción de pellets (Obernberger y Thek, 2010; Ortiz, et al., 2003); para la obtención de briquetas, se ocuparía 28.14 % de los subproductos generados en el TSE que fueron retenidos en el tamiz 6.5 mm. Según las dimensiones de la materia prima para elaborar briquetas (Ortiz, et al., 2003; Tripathi, et al., 1998), también se agregaría un porcentaje de las partículas que se concentraron en el tamiz 4.0 mm y representaron 13.41 %.
Conclusiones
Existieron variaciones en la distribución granulométrica de las partículas de aserrín, la corteza y la mezcla corteza-madera. Las partículas que conforman el polvo de madera (incluido el aserrín) son adecuadas para producir pellets de buena calidad y alta durabilidad; aproximadamente tres cuartas partes de las partículas de aserrín son aptas para elaborar pellets, sin embargo, para que estas sean de buena calidad y tengan alta durabilidad, se estima que sólo la mitad de ellas pueden utilizarse.
Cerca de un cuarto de la corteza puede aprovecharse para la producción de pellets y la mitad para elaborar briquetas. En el caso de la viruta, una quinta parte se puede usar para elaborar pellets, y más de la mitad de las partículas de este subproducto en briquetas.
Más de la mitad de las partículas de corteza-madera es factible de incorporarse a la producción de pellets y, en teoría, la elaboración de briquetas con estas partículas quedaría reducida a 1 %.
A nivel industria y con los mismos subproductos, en el aserradero puede utilizarse más de la mitad de aserrín y corteza en pellets y abastecer la producción de briquetas con casi una tercera parte de los subproductos.
Alrededor de tres cuartas partes del aserrín y la corteza del TSC es posible utilizarse en pellets y una quinta parte para elaborar briquetas.
El TSE tiene más de la mitad de sus partículas disponibles para pellets, adicionalmente, tiene posibilidades para suministrar podría suministrar aserrín, corteza y viruta en una tercera parte, para producir briquetas.
La distribución granulométrica de las partículas generadas en las diferentes industrias fue similar; finalmente, la mayor parte de las partículas de aserrín se podrían utilizar en la producción de pellets y las partículas de corteza, corteza-madera y viruta en la producción de briquetas.
Agradecimientos
Se agradece el apoyo otorgado por personal de la CINSJP, del taller "Tarimas López", del Departamento de Madera, Celulosa y Papel de la Universidad de Guadalajara, de la Universidad Michoacana de San Nicolás de Hidalgo (FITECMA), de la Universidad Autónoma de Nuevo León (Facultad de Ciencias Forestales), de la Universidad de Pinar del Río (CEETES-Cuba) y del CONACYT por el proyecto No. 166444.
Referencias
Antolín, G. 2006. La gestión y el aprovechamiento de los residuos en la industria de la madera. Maderas. Instituto Nacional de Tecnología Industrial. Buenos Aires, Argentina. Cuaderno Tecnológico Núm. 2. 29 p. [ Links ]
Correa, F., A. Carrillo, J. G. Rutiaga, F. Márquez, H. González, E. Jurado y F. Garza. 2014. Contenido de Humedad y Sustancias Inorgánicas en Subproductos Maderables de Pino para su Uso en Pélets y Briquetas. Revista Chapingo Serie Ciencias Forestales y del Ambiente 20(1): 77-88. [ Links ]
Franke, M. and A. Rey. 2006. Pelleting quality. World Grain 2006. University of Georgia. Athens, GA, USA. Vol. 4. pp. 78-79. [ Links ]
Grover, P. and S. Mishra. 1996. Biomass briquetting: technology and practices. Regional Wood Energy Development Programme in Asia. Food and Agriculture Organization of the United Nations. Bangkok, Tailandia. Field Document 46. 43 p. [ Links ]
Hakkila, P. 1984. Forest chips as fuel for heating plants in Finland. Finnish Forest Research Institute. Helsinki, Finlandia. Folia Forestalia 586. 62 p. [ Links ]
Hayter, A. J. 1984. A Proof of the Conjecture that the Tukey-Kramer Multiple Comparisons Procedure is Conservative. The Annals of Statistics 12(1): 61-75. [ Links ]
Kaliyan, N. and M. R. Vance. 2009. Factors affecting strength and durability of densified biomass products. Biomass Bioenerg 33 (3): 337-359. [ Links ]
Kruskal, W. H. and W. A. Wallis. 1952. Use of ranks in one-criterion variance analysis. Journal of the American Statistical Association 260 (47): 583-621. [ Links ]
Lee, S. M., B. J. Ahn, D. H. Choi, G. S. Han, H. S. Jeong, S. H. Ahn and I. Yang. 2013. Effects of densification variables on the durability of wood pellets fabricated with Larix kaempferi C. and Liriodendron tulipifera L. sawdust. Biomass and Bioenergy 48: 1-9. [ Links ]
MacBain, R. 1966. Pelleting animal feed. American Feed Manufacturing Association. Chicago, United States of America: American Feed Manufacturing Association. Arlington,VA, USA. pp. 1-28. [ Links ]
Minitab Inc. 2010. Minitab statistical software. Minitab Release, 16.2.1. State College, PA, USA. s/p. [ Links ]
Miranda, I., J. Gominho, I. Mirra and H. Pereira. 2012. Chemical characterization of barks from Picea abies and Pinus sylvestris after fractioning into different particle sizes. Industrial Crops and Products 36 (1): 395-400. [ Links ]
Nati, C., R. Spinelli and P. Fabbri. 2010. Wood chips size distribution in relation to blade wear and screen use. Biomass and Bioenergy34 (5): 583-587. [ Links ]
Norma Española - Normalización Europea 14774-3 (UNEU-EN14774-3). 2010. Biocombustibles sólidos. Determinación del contenido de humedad. Método de secado en estufa. Parte 3. Humedad de la muestra para análisis general. Grupo 9. Asociación Española de Normalización y Certificación/ Comité Europeo de Normalización 164. Biocombustibles sólidos. CONFEMADERA-AENOR. Madrid, España. 9 p. [ Links ]
Norma Española - Normalización Europea 15149-1 (UNE-EN-15149-1). 2011. Biocombustibles sólidos. Determinación de la distribución de tamaño de partícula. Parte 1: Método del tamiz oscilante con abertura de malla igual o superior a 1 mm. G.rupo11. Asociación Española de Normalización y Certificación/ Comité Europeo de Normalización 164. Biocombustibles sólidos. CONFEMADERA-AENOR. Madrid, España. 14 p. [ Links ]
Norma Española - Normalización Europea 15149-2 (UNE-EN-15149-2). 2011. Biocombustibles sólidos. Métodos para la determinación de la distribución de tamaño de partícula. Parte 2: Método del tamiz vibrante con apertura de malla inferior o igual a 3,15 mm. Grupo 12. Asociación Española de Normalización y Certificación/ Comité Europeo de Normalización 164 Biocombustibles sólidos. CONFEMADERA-AENOR. Madrid, España.15 p. [ Links ]
Obernberger, I. and G. Thek. 2010. The Pellet Handbook. Bios Bioenergiesysteme GmbH. London, UK. 549 p. [ Links ]
Ortiz, L., A. Tejada, A. Vázquez y G. Piñeiro. 2003. Aprovechamiento de la Biomasa Forestal producida por la cadena monte-industria III: Poducción de elementos densificados. Revista del Centro de Innovación y Servicios Tecnológicos de la Madera de Galicia CIS-Madera 11: 17-32. [ Links ]
Payne, J. 1978. Improving quality of pellet feeds. Milling Feed Fetilizers 162: 34–41. [ Links ]
Silva G. G. D., S. Guilbert and X. Rouau. 2011. Successive centrifugal grinding and sieving of wheat straw. Powder Technology 208 (2): 266-270. [ Links ]
Tripathi, A. K., P. V. R. Iyer and T. C. Kandpal. 1998. A techno-economic evaluation of biomass briquetting in India. Biomass and Bioenergy 14 (5–6): 479-488. [ Links ]
Turner, R. 1995. Bottomline in feed processing: achieving optimum pellet quality. Feed Management 46: 30-33. [ Links ]