










Servicios Personalizados
Revista
Articulo
 Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería mecánica, tecnología y desarrollo
versión impresa ISSN 1665-7381
Ingenier. mecáni. tecnolog. desarroll vol.4 no.5 México sep. 2013
Artículos
Influence of CO2 Cooling on the Orthogonal Cutting of Elastomers
Araceli Rivera-Moreno, Luis E. Hernández-Castillo, Héctor R. Siller, Alex Elías-Zúñiga, Ciro A. Rodríguez-González*
Centro de Innovación en Diseño y Tecnología Tecnológico de Monterrey - Campus Monterrey Av. Eugenio Garza Sada #2501 Sur Monterrey, N.L., Mexico C.P. 64849 * Corresponding author: ciro.rodriguez@itesm.mx, Tel.: +52 (81) 8358 2000 ext. 5105
Fecha de recepción: 13-11-2012
Fecha de aceptación: 25-04-2013
Abstract
In recent years, there has been an interest in using machining operations as a means of producing prototypes for products using elastomers. However, the flexibility of these materials imposes challenges for the machining operations. This article presents an experimental study on the influence of CO2 cooling in the workpiece features and machining process for SBR 1502 elastomer (6.0 MPa of tensile strength and 71 Shore A hardness). The machining operation used was orthogonal cutting, obtained with a tube workpiece and grooving operation with feed rate in the radial direction. Testing was conducted with three experimental factors: temperature regime (room temperature and CO2 cooling), cutting speed and feed per revolution. Each factor had two levels. Four replications were conducted for each combination of machining conditions. The use of CO2 cooling produced a significara influence on the workpiece groove dimensions and surface roughness (improving Ra in at least 75%). The cutting force component (tangential) was increased, but the thrust force component (radial) was reduced, under CO2 cooling conditions. The specific cutting force was in a range between 54 and 106 MPa, with similar order of magnitude as previous studies.
Keywords: Elastomer, machining, orthogonal cutting, cooling, surface roughness, specific cutting force.
Resumen
Recientemente, existe un interés por utilizar operaciones de maquinado para la generación de prototipos para productos basados en elastómeros. Sin embargo, la flexibilidad de estos materiales impone retos para las operaciones de maquinado. Este artículo presenta un estudio experimental sobre la influencia del enfriamiento con CO2 en las características de la pieza de trabajo y el proceso de maquinado, utilizando elastómero tipo SBR 1502 (6.0 MPa de resistencia a tensión y 71 de dureza Shore A). La operación de maquinado utilizada fue corte ortogonal, obtenida con base en un pieza de trabajo en forma de tubo y una operación de ranurado con avance en la dirección radial. Las pruebas se realizaron con tres factores experimentales: temperatura (ambiente y enfriamiento con CO2), velocidad de corte y avance por revolución. Cada factor tuvo dos niveles. Se utilizaron cuatro réplicas para cada combinación de condiciones de maquinado. El uso del enfriamiento con CO2 produjo una influencia significativa sobre las dimensiones de las ranuras y sobre la rugosidad superficial (mejorando Ra en al menos 75%). Bajo las condiciones de enfriamiento con CO2, la componente de fuerza en la dirección de corte (tangencial) se incrementó, mientras que la componente de fuerza en la dirección de reacción (radial) se redujo. La fuerza de corte específica tuvo un rango de 54 a 106 MPa, en orden de magnitud similar a estudios previos.
Palabras clave: Elastómero, maquinado, corte ortogonal, enfriamiento, rugosidad superficial, fuerza específica de corte.

INTRODUCTION
Most products based on elastomers are produced by some kind of molding and curing process (i.e., typical products such as automotive tires, vibration absorbers, bushings and shoes). However in the last few years there has been an interest in the machining process for elastomers, manly with the objective of creating prototype products or custom-made products [1-9]. In terms of prototyping, machining represents a convenient option because it is a quick and versatile process, allowing the generation of complex geometries without requiring the fabrication of special tools or molds. Currently, still much knowledge is needed about the behavior of elastomers during machining. The mechanical properties and flexibility of elastomers impose significant challenges on the machining process, particularly in regards to part dimensions and surface finish. Therefore, cooling the elastomer workpiece is one option to improve the machining process, similarly to various other applications of cryogenic machining [10-11].
Related Work
Dhokia et al. [1-2] have reported an experimental setup for machining shoe sole prototypes, through milling operations. The materials tested include cooled neoprene and EVA (ethylene vinyl acetate). Detailed data on cutting forces, part dimensions and surface finish is not reported in that study.
Kakinuma et al. [3] report an experimental setup for elastomer microfluidic prototypes, through micromilling operations. The workpiece material used is cooled PDMS (polydimethylsiloxane). Testing was conducted under varying conditions of microtool diameter, axial depth of cut, cutting speed and feed per tooth. Detailed data on cutting forces and surface finish is reported. Kakinuma et al. [3] indicate that surface finish is improved as feed per tooth is increased for grooving operations with micro end mill.
Nayak et al. [4] report on experimentation with cooled elastomer (tensile strength of 15 MPa and Shore A hardness of 80). The machining operation is orthogonal cutting based of tube workpiece (60 mm in diameter and 15 mm in wall thickness) and a lathe. Chip morphology is examined, but there is no detailed data reported regarding cutting forces and surface finish.
Shih et al. [6-7] worked in milling operations of cooled KM rubber (mixture of synthetic and natural elastomer for tire thread applications). Different cutting tool designs and machining conditions were tested (cutting speed and feed per tooth). Shih et al. [6-7] report that higher cutting speeds produce milled grooves with improved dimensional variations (i.e. edge cleanliness).
Yang and Strenkowski [9] report experiments with orthogonal cutting conditions on room temperature rubber (11 MPa in tensile strength). Orthogonal cutting conditions were achieved through a tube workpiece and a lathe. Several levels of rake angles and feed per revolution were tested. Detailed data on cutting forces and surface finish are reported. Yang and Strenkowski [9] conclude that a larger rake angle produces a better surface finish.
This review of previous work shows the limited research regarding the machining of elastomers under part cooling conditions. Only Kakinuma et al. [3] have reported a quantitative study with focus on cutting forces and surface finish for micromilling operations on cooled PDMS.
Objective
The aim of this study is to establish an experimental setup to evaluate the influence of cooling on process conditions and part features. Orthogonal cutting conditions were chosen in order to have a basic understanding of the elastomer machining process. In terms of part features, there is particular interest in dimensional variations and surface finish. The process conditions to evaluate are focused on the cutting forces, given their potential implication on part features.
EXPERIMENTAL SETUP
Material
For this study, a material based on SBR 1502 (Stiren Butadien Rubber) was selected. The material is classified as an elastomer, with application in tires, shoe soles, mats, pads, toys, etc. Tables 1 shows the mechanical properties based on standard ASTM testing. The selected geometry for the experiments was a tube workpiece with 25.4 mm in internal diameter, 50.8 mm in outer diameter and 60 mm in length. In order to study the effect of low temperature under material machinability, some samples were cooled through immersion in a container with solid CO2.
Orthogonal Cutting Operations
The machining was carried out in a MILLTRONICS CNC lathe model ML-14, using the set up shown in Figure 1. The elastomer tube is fixed to a mandrel with through screws for workpiece stability. The lathe chuck grabbed the mandrel in order to avoid deformation of the flexible workpiece. In order to have the orthogonal cutting conditions, the selected cutting tool (rectangular shape with 4 mm in width) was arranged to approach the workpiece in a radial direction and perform grooving (or cut-off) type operations, down to 5 mm below the original surface (see Figure 1). Orthogonal cutting was selected aiming to eliminate one of the three components of the machining force, reducing the complexity of the analysis.
a) b)
Based on previous studies, such as Rivera [5] and Toscano et al. [8], the machining parameters were selected with three (3) factors and two (2) levels per factor, as indicated in Table 2. The selected cutting tool for this study (see Table 3 and Figure 2) provided the fixed experimental conditions. Therefore, a rake angle of -10 degrees was used in all experiments, using unworn grooving inserts in order to avoid the effect of tool wear on surface roughness.



In order to facilitate the statistical analysis, four replications for each combination of process parameters were carried out. Therefore, a total of 32 experiments were executed. The sequence of experiments was randomized in order to mask other potential environmental factors.
Metrology
The product features of interest were dimensional variations and surface finish. After the machining experiments, the dimensions of the grooves were measured using a stereoscope, and were compared to the tool width, in order to evaluate the dimensional variations under the different conditions. The surface roughness was measured at the bottom surface of each groove using a surface profilometer CARL ZEISS Surfcom 1500 with measurement capability between 0.01 and 100 µm.
For each experiment, a KISTLER piezoelectric dynamometer (model 9257B) was used to measure and register the components of the machining force, according to the dynamometer axes shown in Figure 1. The temperature of the workpiece was monitored with pyrometer IMPACT just before the machining process, and aiming to start the process at 25±5 °C or at -25±5 °C, according to the selected temperature regime (room temperature or under cooling with CO2).
RESULTS AND DISCUSSION
Part Dimensional Variations
The CO2 cooling regime has a significant influence on the part dimensions. Figure 3 shows an example of dimensional variations. The grooving insert has a nominal with of 4 mm. Due to the material flexibility, at room temperature the final grooves have approximately 3 mm in width. Under the CO2 cooling regime the grooves have dimensions approaching the nominal value of 4 mm. From a qualitative point of view, the surface finish observed is also greatly influenced by the CO2 cooling.
Part Surface Roughness
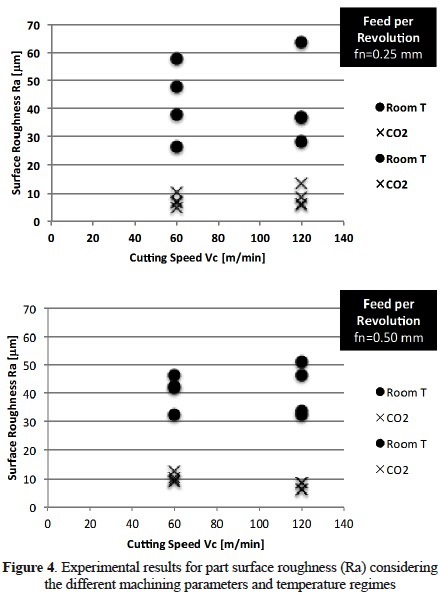
A more detailed analysis of the machined samples provides important insights regarding the influence of the CO2 cooling regime on surface finish. As indicated in Table 4, four (4) replications were used for each combination of cutting speed (Vc), feed per revolution (fn) and temperature regime. Figure 4 summarizes the findings for surface roughness (Ra) considering the four (4) replications for each combination of machining parameters. The results showed that surface roughness largely decreased due to CO2 cooling, while it is not significantly affected by the cutting speed or feed per revolution, which corroborates the trends observed by Yang and Strenkowski [9]. Under the tested experimental conditions, the surface roughness reduction due to CO2 cooling was at least 75%.
Cutting and Thrust Forces
After the measurement of the machining forces, the acquired data was processed to convert from the original signal to a single force value, in order to facilitate the comparison between different machining conditions. Therefore, the machining force signal was filtered using MatLab software, and a portion of it was further selected to obtain an average value. The selection criteria considered avoiding instability zones, utilizing only the data from the central millimeter, from the total 5 mm in radial depth of cut (i.e. data from 2 mm after the start of the cut and 2 mm before the end of the cut was discarded). Once the points were selected and averaged, a final average force value was obtained among the four (4) experimental replications.
The final average values from the dynamometer force components are reported in Figures 5 and 6. The cutting force component, Fc, corresponds to the z dynamometer direction.
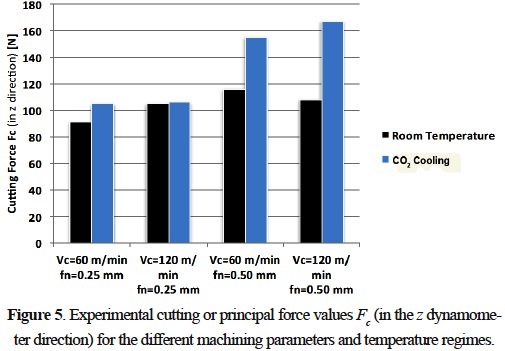

The thrust force component, Ft, corresponds to the y dynamometer direction. According to the characteristics of orthogonal cutting conditions, the force component in the x direction is not considered since its values were approximately two orders of magnitude lower than the values for the y and z components.
As expected, the cutting force component Fc increases with feed per revolution fn, for both temperature regimes. Under CO2 cooling, the cutting force component Fc increases with cutting speed Vc. However, this influence of cutting speed is more pronounced when cutting at fn of 0.5 mm/rev.
At room temperature, the thrust force component Ft decreased about 10% with the increment in the cutting speed Vc and practically did not changed with the increment of feed per revolution ƒn. In contrast, under CO2 cooling, the thrust force component Ft was not influenced by the change in cutting speed, but increased up to 37% with the increment of feed per revolution. Overall, the CO2 temperature regime showed a strong influence by reducing the magnitude of Ft compared to room temperature. Even when the material stiffness increases under CO2 cooling, the thrust force component Ft decreases. It is presumed that this is caused by the reduction in friction between the tool and the chip, which in turn is caused by the adhesion reduction between the chip and the cutting tool. This phenomenon was reported before for cryogenic machining of metals [10-11].
Specific Cutting Force
The specific cutting force, calculated with Equation (1), can provide additional insights into the mechanical properties of the workpiece material under high strain rate conditions. Figure 7 shows the overall trend of specific cutting force as a function of temperature regime, feed per revolution fn and cutting speed Vc.

As expected, the specific cutting force Kc has a significant decrease with higher feed per revolution fn, which is equivalent to uncut chip thickness (h) due to the grooving operation. The temperature regime has a clear influence on the specific cutting force. Finally, the experimental data indicates that the specific cutting force has little sensitivity to the cutting speed.
Yan and Strenkowski [9] report cutting forces, at room temperature and orthogonal cutting conditions, in the range between 180 and 240 N for a cutting tool with 10 degrees in rake angle. The experiment is based on elastomer tube cutting, with a wall thickness of 11.61 mm. The elastomer has a tensile strength of 11 MPa. The cutting conditions are cutting speed Vc of 165 m/min (based on reported data of tube diameter of 95.25 mm and spindle speed of 550 rev/min), with feed per revolution of 0.254 mm (cutting force of 240 N) and 0.127 mm (cutting force of 180 N). Therefore, under those experimental conditions, the observed specific cutting forces range between 81 and 122 MPa.
In the study reported here, an elastomer with tensile strength of 6.0 MPa was machined under orthogonal cutting conditions, at room temperature and CO2 cooling conditions. The cutting tool has -10 degrees of rake angle. The specific cutting force Kc ranges between 54 and 106 MPa. Therefore, these values are in the same order of magnitude as those found by Yang and Strenkowski [9].
Kakinuma et al. [3] report specific cutting forces between 600 to 2,800 MPa in micromilling operations of cooled PDMS. In that case, specific cutting forces are one order of magnitude higher (compared to the current study) due to the feed per tooth of 0.125 µm. In contrast, in the study reported here, the feed per revolution fn was set to 250 and 500 µm.
CONCLUSIONS AND FUTURE WORK
The proposed experimental setup, which involved the movement of the cutting tool in a radial direction against the SBR 1502 tube, showed good stability during the experimentation and allowed the evaluation of workpiece characteristics such as dimensional variations and surface finish, which are important features for product prototyping.
The influence of CO2 cooling in the workpiece features and machining process for SBR 1502 elastomer (6.0 MPa of tensile strength and 71 Shore A hardness) was tested extensively. Testing was conducted with three experimental factors (temperature regime, cutting speed and feed per revolution) and two levels per factor, considering four replications. The use of CO2 cooling produced a significant influence on the workpiece groove dimensions and surface roughness (i.e. Ra improved in at least 75%). In terms of cutting forces, the cutting force component was increased, but the thrust force component was reduced, under CO2 cooling conditions. The specific cutting force was found to range between 54 and 106 MPa, with similar order of magnitude as previous studies. These findings allow to consider the cutting force recording systems as an accurate calibration equipment, when manufacturing elastomer components through machining processes.
As future work, the research in cryogenic technologies for elastomer machining should continue in order to implement practical applications in industry. Improved experimentation methods will be designed, including the use of cooling chambers to achieve a better workpiece temperature control. Also, testing will be expanded to include applications bio-compatible elastomers for medical devices and biotechnology applications. For example, the process of machining elastomeric materials can be useful for customizing tracheal implants and other biomedical devices.
Acknowledgements
The authors would like to acknowledge the support of Tecnológico de Monterrey through its Research Group in Intelligent Machines. Significant support was also provided by Consejo Nacional de Ciencia y Tecnología, through project #61061.
References
[1] Dhokia, V. G., Newman, S. T., Crabtree, P., & Ansell, M. P. (2011). Adiabatic shear band formation as a result of cryogenic CNC machining of elastomers. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 225(9), 1482-1492. [ Links ]
[2] Dhokia, V. G., Newman, S. T., Crabtree, P., & Ansell, M. P. (2011). A process control system for cryogenic CNC elastomer machining. Robotics and Computer-Integrated Manufacturing, 27(4), 779-784. [ Links ]
[3] Kakinuma, Y., Kidani, S., & Aoyama, T. (2012). Ultraprecision cryogenic machining of viscoelastic polymers. CIRP Annals - Manufacturing Technology, 61(1), 79-82. [ Links ]
[4] Nayak, R., Shetty, R., Shetty, S. (2012) Experimental and Finite Element Analysis of Chip Formation Mechanism in Machining of Elastomers, Bonfring International Journal of Industrial Engineering and Management Science, 2(2), 10-13. [ Links ]
[5] Rivera-Moreno, A. (2010) '"Influencia del Enfriamiento con CO2 en el Corte Ortogonal de Elastómero Tipo SBR-1502", Tesis, Maestría Ciencias con especialidad en Sistemas de Manufactura, Tecnológico de Monterrey - Campus Monterrey. [ Links ]
[6] Shih, A. J., Lewis, M. A., & Strenkowski, J. S. (2004). End milling of elastomers - fixture design and tool effectiveness for material removal. Journal of Manufacturing Science and En-gineering, Transactions of the ASME, 126(1), 115-123. [ Links ]
[7] Shih, A. J., Luo, J., Lewis, M. A., & Strenkowski, J. S. (2004). Chip morphology and forces in end milling of elastomers. Journal of Manufacturing Science and Engineering, Transactions of the ASME, 126(1), 124-130. [ Links ]
[8] Toscano, H., Siller, H.R., Cue, R., Rodriguez, C.A., Elias-Zúñiga, A. and Licea, L. (2010). Estudio de la maquinabilidad de elastómeros en régimen de enfriamiento por CO2 - Influencia en fuerzas de corte, temperatura y acabado superficial. Memorias del XVI Congreso Internacional Anual de la SOMIM, Monterrey, N.L., México. [ Links ]
[9] Yan, J., & Strenkowski, J. S. (2006). A finite element analysis of orthogonal rubber cutting. Journal of Materials Processing Technology, 174(1-3), 102-108. [ Links ]
[10] Yildiz, Y., & Nalbant, M. (2008). A review of cryogenic cooling in machining processes. International Journal of Machine Tools and Manufacture, 48(9), 947-964. [ Links ]
[11] Hong, S. Y., Ding, Y., & Jeong, W. -. (2001). Friction and cutting forces in cryogenic machining of ti-6Al-4V. International Journal of Machine Tools and Manufacture, 41(15), 2271-2285. [ Links ]

