










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería mecánica, tecnología y desarrollo
versión impresa ISSN 1665-7381
Ingenier. mecáni. tecnolog. desarroll vol.4 no.3 México sep. 2012
Artículos
Detección de Inestabilidades Dinámicas en Procesos de Rectificado mediante la Transformada Continua de Ondeletas y el Exponente Fractal de Hurst
Daniel Pérez Canalesa, Juan Carlos Jáuregui Correaa*, Luciano Vela Martínezb
a División de Investigación y Posgrado, Facultad de Ingeniería Universidad Autónoma de Querétaro, México. *Autor. Tel: 01 442 1921200 ext. 6027. Fax: ext. 6007. Correo electrónico: jc.jauregui@uaq.mx
b CIATEQ, A.C., Unidad Aguascalientes, México.
Fecha de recepción: 25-04-2012
Fecha de aceptación: 03-07-2012
Resumen
En este trabajo se utilizan dos metodologías con el fin de identificar inestabilidades en un sistema de rectificado industrial, la transformada continua de ondeletas y el exponente fractal de Hurst. Los procesos de maquinados son complejos y presentan comportamientos no lineales y transitorios. La transformada de Fourier, usada en los sistemas de monitoreo en la industria, no es lo óptimo para este tipo de sistemas debido a sus principios teóricos. Por esta razón, se requieren otras metodologías de procesamiento de señal. Tal es el caso de la transformada de ondeletas (wavelets), que al proporcionar información temporal de las frecuencias, permite identificar fenómenos transitorios y no lineales. Otra metodología, menos usada que la transformada de ondeletas, es el exponente fractal de Hurst. Éste explota la estructura compleja - fractal de las señales provenientes de procesos de maquinados, así mismo, el exponente de Hurst es un indicador de las correlaciones a largo plazo que se presentan en la señal. En esta investigación se muestra como esas correlaciones están relacionadas con la condición de falla del sistema, haciendo al exponente de Hurst una metodología efectiva para un sistema de monitoreo. Una ventaja del exponente de Hurst con respecto a la transformada de ondeletas es la simplicidad de su algoritmo, esto reduce su tiempo de procesamiento; fundamental en un monitoreo en línea. Además, el exponente de Hurst está basado en la estimación de un parámetro, lo cual permite una más fácil interpretación de los resultados.
Palabras clave: Rectificado, ondeletas, fractal, Hurst, monitoreo.
Abstract
In this research, two methodologies are use to identify instabilities in an industrial grinding process, the continuous wavelet transform and the fractal Hurst exponent. Machining processes are quite complex and show nonlinear and transient behaviors. Fourier transform, used in the monitoring systems in the industry, is not suitable for this type of systems due to its theoretical principles. For this reason, other methodologies of signal processing are required. For instance, the wavelet transform that provides temporal information of the frequencies. It allows identifying transient and nonlinear behaviors. Another methodology, quite less used than the wavelet transform, is the fractal Hurst exponent. It exploits the complex - fractal structure of the signal coming from machining processes, furthermore, the Hurst exponent is an indicator of the long range correlations presented in the signal. In this research is shown how these correlations are related to the failure condition of the system, making the Hurst exponent an effective methodology for a monitoring system. An advantage of the Hurst exponent with respect to the wavelet transform is the simplicity of its algorithm that reduces its time processing; which is a very important characteristic for an online monitoring system. Besides, the Hurst exponent is parameter estimation based, which allows an easier interpretation of the results.
Keywords: Grinding, wavelet, fractal, Hurst, monitoring.
Nomenclatura
H Exponente de Hurst
M Tamaño de submuestra
N Número de observaciones de la serie de tiempo
xn Serie de tiempo
R Rango de las desviaciones acumuladas de la serie con respecto a su media
S Desviación estándar
m Media aritmética
i Valor de iteración que determina la escala
y Desviaciones acumuladas con respecto a la media
Introducción
Los procesos de rectificado en la industria demandan alta precisión en las piezas de trabajo con el fin de cumplir las exigencias de calidad para las diversas aplicaciones. Las condiciones de corte, o el estado físico del sistema, pueden provocar situaciones de inestabilidad, las cuales ocasionan efectos negativos tanto en las condiciones de las herramientas como en la calidad de los procesos. Debido a esto es importante identificar dichas condiciones inestables antes de que se presente una falla. En el proceso de rectificado, la falla se presenta en el acabado superficial dejando marcas o deformaciones en las piezas, lo cual ocasiona que sean rechazadas para su respectiva aplicación. Una opción es el modelado, sin embargo, el modelado de sistemas con características no lineales y transitorias es complejo (Robles et al, 2012). Otro enfoque es el procesamiento de señales de variables físicas del proceso que proporcionan información para la detección de condiciones inestables; esta es la manera cómo funcionan los sistemas de monitoreo. La mayoría de ellos utilizan la transformada de Fourier en su versión más rápida, la transformada rápida de Fourier (TRF). Sin embargo, la TRF no es lo óptimo para identificar comportamientos no lineales y transitorios (Jáuregui et al, 2009). Por esta razón, se requieren otras metodologías para tratar con este tipo de sistemas. Una de ellas es la transformada de Fourier de tiempo reducido (TFTR), la cual utiliza una ventana móvil a lo largo del tiempo para proporcionar información temporal de la señal. El problema con la TFTR es que el ancho de la ventana es fija, lo que ocasiona dificultades en la resolución en el tiempo y en la frecuencia (Wang, 1996) así como en la selección de una ventana adecuada para toda la señal. Otro problema es que continúa utilizando la transformada de Fourier. La transformada de ondeletas (TO) supera estas desventajas de la TFTR, ya que utiliza una ventana de tamaño variable, es decir maneja diferentes escalas de tiempo. Además, en lugar de senos y cosenos, emplea una función predefinida, llamada función ondeleta madre, que es más parecida a la respuesta de un sistema no lineal. A través de una convolución matemática, la TO busca una correlación entre la función ondeleta madre a diferentes escalas con la señal a través del tiempo. Gao et al (2006) compararon diferentes técnicas de procesamiento de señal para la detección de fallas en rodamientos. Ellos muestran la efectividad de la TO para detectar tales fallas, y aunque la TFTR les dio también resultados positivos, mencionan la complicación de la TFTR para la selección óptima de la ventana. Con la TO se puede tener un mapa que proporciona información de tres variables: Frecuencia, amplitud y tiempo. Conociendo la información temporal de la frecuencia se puede saber si hay una condición de falla en el sistema.
Otras metodologías para tratar con este tipo de sistemas, y que ha despertado el interés en el campo de la ciencia y de la tecnología más recientemente son las metodologías frac-tales. Estás se basan en la geometría fractal, y consisten en la estimación de un parámetro que proporciona información física del sistema.
La geometría fractal es una geometría diferente a la Eucli-diana introducida por Mandelbrot (1967). Esta geometría está relacionada con conceptos de rugosidad, complejidad ya sea en imágenes o series de tiempo. En lo que respecta a las series de tiempo, una de las propiedades importantes de las series fractales es la auto-afinidad, que se refiere al hecho presentar características similares a una escala con respecto a toda la serie. Se ha visto en la teoría no lineal y del caos de sistemas dinámicos la presencia de propiedades fractales. La dimensión fractal es la dimensión de la geometría fractal que se utiliza para medir que tan rugosa, compleja es la serie de tiempo. La dimensión fractal puede ser un valor mayor que uno y menor que dos. Por la razón de que la dimensión fractal para una serie de tiempo es mayor que la dimensión euclidiana de una línea recta, y menor que la de una superficie. El exponente de Hurst (H) es la co-dimensión fractal, es decir es la diferencia aritmética entre el número 2 y la dimensión fractal. La importancia del exponente de Hurst para el análisis de series de tiempo es que además de ser un índice fractal es un indicador del tipo de correlación a largo plazo que se está presentando en la serie, esto implica que la correlación puede ser persistente, anti-persistente o que no haya correlación. Donde más se ha utilizado el exponente de Hurst es en el campo económico. Por ejemplo, Matteo et al (2005) y Alvarez-Ramirez (2002) mostraron con el exponente de Hurst efectos de memoria a largo plazo que existe en mercados emergentes y precios del petróleo crudo respectivamente. En cambio, en el campo de la ingeniería mecánica el exponente de Hurst ha sido escasamente utilizado. Vela et al (2009) detectó vibraciones auto-inducidas en procesos de fresado, mostrando que este tipo de inestabilidades está relacionado con una correlación anti-persistente en las señales de aceleración.
Lo que más se ha utilizado en el área mecánica, aún siendo poco, es la dimensión fractal, como el trabajo de Chuan-gwen y Hualing (2009), quienes usaron análisis fractal para monitorear condiciones de desgaste en herramientas de fresado. Taejun and Yung (2003) propusieron detección de vibraciones auto-inducidas en torneado y fresado mediante la estimación de parámetros fractales. Pan et al (2011) obtuvieron la dimensión fractal mediante diferentes algoritmos para monitorear condiciones de desgaste en las herramientas en procesos de fresado.
En esta investigación se utilizó el exponente de Hurst con el fin de explotar la información que se obtiene sobre la correlación a largo plazo que presenta la serie. Se muestra como el exponente de Hurst y la TO pueden proporcionar información sobre la existencia de defectos en el acabado superficial de las piezas rectificadas analizando señales de vibraciones. Así mismo, se ve como la falla está relacionada con correlaciones anti-persistentes en la serie, estas correlaciones aparecen justo en los momentos en que se está excitando la frecuencia relacionada con la falla. Este cambio de correlaciones persistentes y anti-persistentes en la serie indicado por el exponente de Hurst puede ser empleado como umbral en un sistema de monitoreo. Una ventaja del exponente de Hurst es la simplicidad de su algoritmo, lo cual reduce su tiempo de procesamiento alrededor de 5 veces. Además, es un método basado en la estimación de un parámetro mediante el cual se puede identificar la condición de falla, esto facilita la detección o interpretación en un sistema de monitoreo.
Metodología
Las inestabilidades dinámicas en procesos de rectificado presentan normalmente comportamientos no lineales y transitorios. Por este motivo, la TO puede ser un metodología efectiva debido a que proporciona información temporal de las variaciones de la respuesta en frecuencia. Hay diferentes transformadas de ondeletas, siendo las más comunes la transformada continua (TCO) y la transformada discreta. Así mismo, existen diferentes tipos de funciones ondeleta, como la Morlet, Paul, Haar y Daubechies, por mencionar algunas.
En esta investigación fue usada la TCO por la razón de que proporciona una mejor resolución en la escala (Zheng et al, 2002). Se empleó la función ondeleta madre de Morlet, la cual es unas de las que mejores resultados ha dado para sistemas mecánicos. Se explicará brevemente la TCO, debido a que hay muchas referencias sobre esto (Addison, 2002; Zheng et al, 2002). Para el procesamiento de la transformada de ondeleta continua se utilizó el software comercial AutoSignal v1.7.
En términos matemáticos, una ondeleta es una función con promedio cero:

Esta es la condición básica para determinar la función on-deleta, la cual tiene un corrimiento en el tiempo τ y un parámetro de escala s tal que

Una vez que la función ondeleta satisface la condición de la ecuación (1), la TO de una señal y(t), a una escala s y una posición τ, es procesada a través de la correlación de la señal y(t) con una función ondeleta ψ.

Debido a que la transformada de ondeletas puede medir variaciones de tiempo - frecuencia de una señal, a diferentes resoluciones, la TO puede ser expresada de la siguiente manera:

donde ψ*τs(t) es una función de ondeleta conjugada compleja.
La función ondeleta madre que mejor correlaciona el comportamiento dinámico de un sistema mecánico es la función Morlet, la cual está definida por la siguiente expresión:

donde f0, α y β son constantes.
El proceso consiste en buscar la correlación entre la función ondeleta y la señal a diferentes escalas y en una parte de la señal. La correlación queda registrada en vectores conocidos como coeficientes de correlación y de esta manera la señal original, que sólo es función del tiempo, se transforma en una función del tiempo y la frecuencia.
Por otro lado, la dimensión fractal es un índice que se utiliza para medir complejidad en las señales. Como se había mencionado en la introducción, el exponente de Hurst es un índice fractal que proporciona información sobre las correlaciones a largo plazo que se presentan en la señal. Cuando H es entre 0 y 0.5 la correlación es anti-persistente, es decir, a un incremento es muy probable que le siga un decremento y a un decremento es muy probable un incremento. Cuando H es entre 0.5 y 1 la correlación es persistente, es decir, a un incremento es muy probable que le siga un incremento, y a un decremento es muy probable un decremento. El caso de H=0.5 corresponde a no correlaciones (por ejemplo, ruido blanco).
Existen bastantes técnicas para estimar el exponente de Hurst. Por ejemplo el rango reescalado (R/S), el método del variograma, el método del valor absoluto, el método de Hi-guchi, entre otros. En esta investigación se utilizó el método R/S, el cual es uno de los más usados, debido a la efectividad y simplicidad de su algoritmo. Éste fue propuesto por Hurst (1951), en su extenso y detallado trabajo sobre del río Nilo. Posteriormente el método de rango reescalado fue afinado por Mandelbrot y Wallis (1969) y Mandelbrot (1972). El R/S es un método estadístico que se refiere al rango de las desviaciones acumuladas de la serie con respecto a su media, reescalado por la desviación estándar de la serie. La relación entre el estadístico R/S y H está dada por la siguiente ley de potencia:

donde a es una constante, M es el número de observaciones, R es el rango de las desviaciones acumuladas de la serie con respecto a su media, y S es la desviación estándar de la serie.
Los pasos para obtener el exponente de Hurst, dado una serie temporal xn con n = 1,2,3,..., N, son los siguientes:
1. Primero, N es dividido para obtener i submuestras de tamaño M. El valor de i determina la escala a la que se va analizar la serie. La serie completa, la mitad de la serie, un cuarto, un octavo, etc., siguiendo una ley de potencia.

donde i=2n para n= 0,1,2,3,4,...,α
2. Para i=1, se tiene una submuestra M igual a la serie de tiempo inicial. La media (m) y la desviación estándar (S) son calculadas:


3. Se captura las desviaciones acumuladas con respecto a la media

4. El rango es dado por la diferencia entre los valores máximos y mínimos.

5. El estadístico R/S se obtiene a través de dividir el rango por la desviación estándar.

6. Para i=2, el número de submuestras se incrementa a 2. Entonces, se repiten los pasos del 2 al 5 para cada una de las submuestras para obtener un valor de R/S para cada submuestra. Se obtiene el promedio R/S de las dos submues-tras para tener un solo valor R/S para cada i.
7. Se incrementan los valores de i como se mencionó en el paso 1, y entonces se obtiene un valor R/S para cada i. El proceso de iteración termina cuando M es demasiado pequeña, es recomendable no usar tamaños de M menores a 10 observaciones.
8. Finalmente el exponente de Hurst se obtiene a través de realizar una gráfica log-log. Se gráfica el logaritmo de los valores de R/S contra el logaritmo de los tamaños de ventana M. Se ajustan los valores a una línea recta, y la pendiente de esta es la estimación del exponente de Hurst. En este trabajo, para obtener el exponente de Hurst a través del tiempo, se utilizó una ventana móvil de 1024 observaciones.
Descripción del sistema de rectificado
Las señales fueron adquiridas de una máquina de rectificado Sheffield Plunge 40, la cual es usada para el rectificado industrial de piezas cilíndricas con perfiles superficiales. Está maquina presentó problemas mecánicos que producían perfiles erróneos en la piezas, hecho que las hacía inservibles pasa su aplicación. Después de una inspección mecánica se consideró que el problema venía del proceso de aderezado.
El sistema de aderezado consiste en un robot x-y con una herramienta de diamante (Figura 1). El proceso de aderezado se lleva a cabo sobre la rueda rectificadora utilizando la herramienta de diamante del robot. Una vez que este proceso termina, empieza la etapa de rectificado sobre las piezas cilíndricas por medio de la rueda rectificadora.

Las dimensiones de la rueda rectificadora fueron de 609.6 mm de diámetro y 101.6 mm de ancho. Las piezas a rectificar fueron de acero con un diámetro de 155 mm y una longitud de 300 mm. La rueda rectificadora giraba a una velocidad constante de 900 rpm. Para la adquisición se utilizó un acelerómetro biaxial de Analog Devices ADXL321 +/-18g, 100 mV/g, 0.5 Hz - 2.5 kHz. Las señales fueron tratadas con un filtro anti-alias y muestreadas a 20 kHz con una tarjeta de adquisición de datos de National Instruments NI-USB 6251 16 bit 1.25 MS/S. La tarjeta fue conectada a una laptop marca Dell Precision M2300 con un procesador de 2.4 GHz Intel Core 2 Duo.
Se adquirieron tres señales de aceleración cuando la máquina presentaba problemas (Figuras 2-4) (3). Cada señal corresponde a un ciclo de aderezado con una duración de 100 segundos. Los primeros 50 segundos aproximadamente corresponden a una operación de aderezado con perfiles, y finalmente tiene lugar otra operación de aderezado sin perfiles.



Resultados y discusiones
El primer paso en el análisis consistió en verificar los espectros de frecuencia. La figura 5 muestra el espectro de frecuencia de la señal 1. Como se observa, no es posible identificar las variaciones de la amplitud para cada frecuencia característica a lo largo del tiempo.

Las señales adquiridas se analizaron primero con la TO y después con el exponente de Hurst. En la figura 6 se muestra un mapa de contorno muestra obtenido del procesamiento con la transformada continua de ondeletas. El mapa de contorno presenta información del tiempo en el eje x, de la frecuencia en el eje y, y de la amplitud en términos de la escala de colores. Cuando un sistema no tiene problemas, la frecuencia dominante que aparece en el mapa no presenta distorsiones en el tiempo, tal como se muestra en la zona de baja frecuencia, alrededor de 60 Hz.

La figura 7 muestra el procesamiento de la señal 1 tomada del sistema de rectificado. A diferencia del mapa anterior, se aprecia como la frecuencia alrededor de 900 Hz presenta distorsiones en la amplitud a lo largo del tiempo. Esto es un indicador de un sistema que presenta una falla. Los momentos en que se excita tal frecuencia con mayor intensidad son alrededor de 15, 25 y 52 segundos, lo cual corresponde al proceso de aderezado con perfiles. En la parte de aderezado sin perfiles se puede ver como la frecuencia se excita en menor proporción.

El mapa de la figura 8 corresponde al procesamiento de la señal 2, presentando resultados muy similares; la frecuencia inestable aparece prácticamente en los mismos momentos. Se puede ver como es importante tener la información temporal para determinar si existe una frecuencia que está causando un problema cuando se utilizan métodos espectrales.

La figura 9 presenta el resultado de la señal 3. En este caso se aprecia, a diferencia de las señales 1 y 2, que la frecuencia alrededor de 900 Hz se excita principalmente en la parte de aderezado sin perfiles.

A diferencia de la TCO, el exponente de Hurst no es una técnica espectral, se basa en la estimación estadística de un parámetro. Para determinar si hay una falla, solo se necesita saber la magnitud de este parámetro, lo cual es una ventaja con respecto a la transformada de ondeletas sobre todo si se trata de un monitoreo en línea. Ventaja en cuanto al tiempo de procesamiento y en cuanto a la visualización-interpretación de los resultados. Como se mencionó previamente, el exponente de Hurst además de ser un índice fractal, proporciona información sobre las correlaciones a largo plazo en la serie. Cuando H=0.5 indica que no hay correlación, en el caso que H sea mayor o menor que 0.5 las correlaciones son persistentes o anti-persistentes respectivamente. La figura 10 muestra el resultado con el exponente de Hurst para la señal 1, se puede ver como hay momentos en que los valores bajan de 0.5, mostrando correlaciones anti-persistentes.
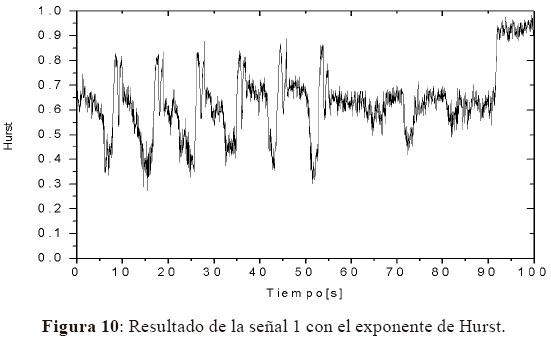
Los momentos donde aparecen correlaciones anti-persistentes en el resultado del procesamiento de la señal 1, indicado con valores H<0.5, coinciden con los tiempos en los que se excita la frecuencia de 900 Hz como se muestra en la figura 11.

Se aprecia como en los segundos 15, 25 y 52 segundos son los valores más bajos del exponente de Hurst coincidiendo con los momentos en la frecuencia inestable aparece con más intensidad. Los resultados para la señal 2 (Figura 12) son muy parecidos a los de la señal 1.

La figura 13 muestra los resultados de la señal 3. Se observa como los valores del exponente de Hurst bajan de 0.5 en la parte de rectificado sin perfiles coincidiendo con la aparición de la frecuencia inestable mostrado por la TCO para esta señal. Así mismo, la frecuencia a los 15 segundos ya no aparece como en la señal 1 y 2, lo cual es indicado por una reducción del exponente de Hurst.

Se observa como esa anti-persistencia en la señal está relacionada con la presencia de falla en el sistema, esto coincide con los resultados de Vela et al (2009), donde la presencia de vibraciones autoinducidas en fresado coincidió con antipersistencia en las señales de aceleración, es decir con valores de Hurst menores a 0.5.
Conclusiones
En el trabajo presentado se pudo mostrar la efectividad de ambas metodologías tanto la transformada continua de ondeletas como el exponente de Hurst para detectar una falla originada en el proceso de aderezado de la rueda rectificadora. Además, se apreció que los mapas de contorno de la transformada continua de ondeletas son una herramienta práctica para identificar la presencia de una falla. La principal contribución de este trabajo fue mostrar como el exponente fractal de Hurst puede ser una metodología efectiva para monitorear fallas en el acabado de las piezas en el proceso de rectificado. Esto porque la falla está relacionada con la anti-persistencia en la señal de aceleración como se aprecia en los resultados, y tal correlación puede ser identificada mediante el exponente de Hurst. La ventaja principal de esta metodología con respecto a otras metodologías fractales es que tiene un valor umbral, donde se da el cambio de correlaciones (H=0.5). Esto evita la necesidad de tener referencias previas para saber si los valores corresponden a una falla o no. Una de las ventajas del exponente de Hurst contra la TO es la simplicidad de su algoritmo, lo cual reduce el tiempo de procesamiento, y esto es de vital importancia en un sistema de monitoreo en línea. Además, el hecho de ser un método basado en la estimación de un parámetro, hace más fácil de identificar y cuantificar el nivel de falla del sistema.
Referencias
Addison P.S., The Illustrated Wavelet transform handbook: Introductory theory and applications in science, engineering, medicine andfinance, Taylor and Francis Group, London, 2002. [ Links ]
Alvarez-Ramirez J., Cisneros M., Ibarra-Valdez C., Soriano A., "Multifractal Hurst analysis of crude oil prices", Physica A Vol. 313, 2002, 651 - 670. [ Links ]
Chuangwen X., Hualing C., "Fractal analysis of vibration signals for monitoring the condition of milling tool wear", J Eng Trybol Vol. 223, 2009, 909 - 918. [ Links ]
Gao R. X., Yan R., "Non-stationary signal processing for bearing health Monitoring", Int. J. Manufacturing Research Vol. 1, 2006, 18 - 39. [ Links ]
Hurst H. E., "Long-term storage capacity of reservoirs", Transactions of the American Society of Civil Engineers Vol. 116, 1951, 770 - 799. [ Links ]
Jáuregui-Correa J. C., Gonzalez-Brambila O. M., Mechanical Vibrations of Discontinuous Systems, Primera edición, Nova Science Publishers, New York, 2009. [ Links ]
Mandelbrot B., "How long is the coast of Britain?. Statistical self-similarity and fractional dimension" Science Vol. 156, 1967, 636-638. [ Links ]
Mandelbrot B., "A statistical methodology for non-periodic cycles: From the covariance to R/S analysis", Annals of the economic and social measurement Vol. 1, 1972, 259 - 290. [ Links ]
Mandelbrot B., Wallis J. R., "Robustness of the rescaled range R/S in the measurement of noncyclic long-run statistical dependence", Water Resources Research Vol. 5, 1969, 967 - 988. [ Links ]
Matteo T. D., Aste T., Dacorogma M. M., "Long-term memories of developed and emerging markets: Using the scaling analysis to characterize their stage of development", J Bank & Financ Vol. 29, 2005, 827 - 851. [ Links ]
Pan F., Weilin L., Liqin Z., "Cutting tool wear monitoring based on wavelet denoising and fractal theory", Appl Mech Mater Vol. 48-49, 2011, 349 - 352. [ Links ]
Robles-Ocampo J. B., Jáuregui-Correa J. C., Sevilla-Camacho P. Y., Vela-Martínez L., Herrera-Ruiz G., "Caracterización de las no-linealidades de la fuerza autoexitada en el proceso de rectificado sin centro", Ingeniería Mecánica. Tecnología y Desarrollo Vol 3, 2010, 179-185. [ Links ]
Taejun C., Yung C. S., "On line chatter detection using wavelet-based parameter estimation", J Manuf Sci Eng Vol. 125, 2003, 21 - 28. [ Links ]
Vela-Martínez L., Jáuregui-Correa J. C, Álvarez-Ramírez J., "Characterization of machining chattering dynamics: an R/S scaling analysis approach", International Journal of Machine Tools & Manufacture Vol. 49, 2009, 832 - 842. [ Links ]
Wang W. J., "Application of wavelets to gearbox vibration signals for fault detection", J Sound Vibrat Vol. 192, 1996, 927 - 939. [ Links ]
Zheng H., Li Z., Chen X., "Gear fault diagnosis based on continuous Wavelet transform", Mech Sys Sig Proc Vol. 16, 2002, 447 - 457. [ Links ]

