










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería mecánica, tecnología y desarrollo
versión impresa ISSN 1665-7381
Ingenier. mecáni. tecnolog. desarroll vol.3 no.4 México mar. 2010
Artículos
Desarrollo de las técnicas de producción y estudio de la solidificación de las aleaciones Cu-Mg-Sn para aplicaciones tribológicas
Agustín Bravoa, Rafael Schouwenaarsb y Armando Ortizc
Departamento de materiales y manufactura, DIMEI, Universidad Nacional Autónoma de México, Ciudad Universitaria, Coyoacán, CP 04510, México D.F. aagsterix@yahoo.com.mx, braf_schouwenaars@yahoo.com, carmandoo@servidor.unam
Fecha de recepción: 15-12-09
Fecha de aceptación: 24-02-10
Resumen
Vista la necesidad de formular nuevas composiciones para aleaciones tribológicas dúctiles utilizadas en motores de combustión interna, se analizaron las posibles opciones y se identificó al sistema Cu-Mg-Sn como un candidato interesante para sustituir las aleaciones Cu-Pb. La producción de planchones delgados de este tipo de aleaciones es complicada, por lo que se explicarán las técnicas de fundición introducidos, así como la medición de la temperatura durante la solidificación. Los métodos para la filtración de las curvas de enfriamiento se analizaron a detalle. Se demostrará la factibilidad y la importancia de las técnicas desarrolladas a través de una serie de ejemplos de fundiciones exitosas, analizadas mediante técnicas de microscopía electrónica de barrido. El artículo, aparte de demostrar la factibilidad de la producción y el conformado de los planchones delgados Cu-Mg-Sn, indicará el gran interés del estudio termodinámico asociado y los futuros pasos de investigación.
Palabras clave: Aleaciones Cu-Mg-Sn, fundición, curvas de enfriamiento, equilibrio termodinámico, metalografía.
Abstract
This work reviews the need for new formulations for the ductile triboalloy used in internal combustion engines. The Cu-Mg-Sn system will be identified as an interesting candidate to substitute Cu-Pb alloys. The production of thin slabs is complicated for this kind of alloys; the paper describes the technical solutions introduced, as well as the measurement of temperature during solidification. Attention will be paid to the optimal filtering of the cooling curves measured in the experiments. The feasibility and importance of the techniques developed will be illustrated trough a series of examples of successful castings, analysed by means of scanning electron microscopy. The paper demonstrates that producing and cold working of the thin Cu-Mg-Sn slabs is technically feasible with fairly simple laboratory techniques and will indicate the importance of the associated thermodynamic study. The necessary steps for future investigation are summarised briefly.
Key words: Cu-Mg-Sn alloys, casting, cooling curves, thermodynamic equilibrium, metallography.
Introducción
Contrario a una percepción generalizada en la ingeniería, en muchas ocasiones no existe una correlación directa entre dureza y resistencia al desgaste. En materiales duros, se trata de prevenir el daño por desgaste por un elevado límite elástico en el material, el cual supuestamente tiene que ser superior a los esfuerzos de contacto en el tribopar. En materiales tribológicos dúctiles no se impone tal límite pero se desarrolla el sistema para absorber el daño mediante la deformación plástica, sin que ésta cause perdida de material. La capacidad para absorber energía mecánica (tenacidad, endurecimiento por trabajo en frío) es lo que caracteriza la resistencia al desgaste en estos casos (Schouwenaars et al, 2007; Schouwenaars, 2004).
Para el caso específico de las aleaciones usadas en cojinetes, muchos ingenieros del sector automotriz consideran que éstas deben ser blandas. Si bien las primeras aleaciones para cojinetes (los babbits) eran blandas, esta propiedad no es necesaria, la confusión existe porque frecuentemente no se distingue de manera adecuada los conceptos "blando" y "dúctil". Con el limitante de que el material del cojinete no puede causar desgaste en el eje, el material usado tiene que ser lo más resistente posible, sin perder ductilidad. Una elevada resistencia permite reducir las dimensiones del cojinete y por consecuencia las pérdidas viscosas en el lubricante, afectando de manera positiva el rendimiento del motor (Schouwenaars, 2004).
Las aleaciones tribológicas dúctiles son aquellas que, en vez de confiar en una alta dureza para evitar la deformación plástica, previenen el desgaste a través de una alta capacidad para absorber el daño. Se utilizan donde existe la necesidad de evitar que la contraparte en el par tribológico se dañe o en aquellas ocasiones donde las variaciones fuertes y súbitos de las cargas aplicadas inducirán falla de la superficie afectada a través de fenómenos frágiles. Los dos ejemplos típicos son las vías del tren (Kapoor y Franklin, 2000; Kapoor et al, 2004) y los cojinetes del motor de combustión interna (Pratt, 1 973; Kingsbury, 1 992; Holmes, 1993), en los cuales se combinan ambos criterios para la selección de un material dúctil y tenaz.
En cojinetes, donde el componente deslizante de los esfuerzos de contacto es importante, se requiere además la compatibilidad tribológica. Dos aleaciones son tribológicamente compatibles si la tendencia para adherirse entre sí es baja aún a elevadas presiones locales de contacto. De esta manera, se previene el desgaste adhesivo y se disminuye el coeficiente de fricción cuando la película de lubricante en el cojinete pierda continuidad. La clásica tabla de compatibilidad entre pares de metales de Rabinowicz (1971) se puede asociar con una elevada entalpía de mezcla en el sistema binario y, como tal, se puede extender a sistemas ternarios (Schouwenaars et al, 2005, Schouwenaars et al, 2007). En tal sistema ternario, el acero del eje provee el primer componente y los componentes principales de la aleación tribológica los otros dos. Esto se ilustra de manera clara en el sistema Al-Sn y Cu-Pb, en los cuales un metal, poco compatible, provee la matriz dúctil y tenaz, mientras que el segundo componente (Sn o Pb) aumenta la compatibilidad.
Típicamente, el sistema Cu-Pb ha sido utilizado en motores pesados, mientras que el uso del Al-Sn se solía ver limitado a motores compactos. El menor costo de los cojinetes basados en Al-Sn ha provocado que hayan ampliado su área de aplicación a lo largo de las décadas, pero Cu-Pb sigue ocupando una parte importante del mercado. Es interesante mencionar que un cojinete de 80 g contiene solamente 2 g de recubrimiento tribológico y tiene un valor de mercado de aproximadamente 50$ MN, lo que se puede considerar como un precio interesante para un producto que consiste básicamente de una lámina de acero al carbono (se producen 109 cojinetes anualmente a nivel mundial, en México hay tres productores importantes). Sin embargo, una vez formado el cojinete, no se pueden separar sus componentes de manera económica. Por lo tanto, ni los cojinetes basados en Al-Sn ni los Cu-Pb son reciclables. Para el primer sistema, esto no es tan importante, pero para el segundo el Pb utilizado tarde o temprano entrará en el medio ambiente. Al no existir por el momento alternativas factibles para las aleaciones Cu-Pb, la industria ha logrado convencer a los legisladores que no prohibiesen el uso de las mismas, pero en Europa y Japón existe una presión considerable para su eliminación.
Con base en su entalpía de mezcla con el hierro y la tabla de compatibilidad proveída por Rabinowicz (1971), sustitutos para el Pb son los elementos Ag, Bi, Sn, Mg, Zr, In y Cd. Sólo la plata muestra una compatibilidad superior al Pb (significando que muestra una menor tendencia de adherirse al hierro que el plomo). Ag, In y Zr son relativamente caros. Tomando en cuenta la baja cantidad de metal requerido para cada cojinete y el hecho de que el costo de los mismos reside más en el proceso de manufactura y menos en la materia prima, no se puede excluir de antemano el uso de Ag y Zr. El In, junto con el Cd y en menor medida el Pb, es tóxico. Sn solo es insuficiente para garantizar la compatibilidad en motores de combustión interna, en cojinetes sujetos a regímenes de operación estables, los bronces tienen amplia aplicación. El lógico sustituto para el Pb es su vecino en la tabla periódica, el Bi. Se han ensayado aleaciones polvimetalúrgicas Cu-Bi, pero no se ha alcanzado la compatibilidad del Cu-Pb (Sakai, 2004). A la vez de sustituir el Pb, también se ha mostrado un interés para aumentar la resistencia mecánica de estos productos, lo que se ha llevado a cabo a través de una dispersión de partículas de MoC, introducidos en el mismo proceso de metalurgia de polvos.
Considerando que el sistema Cu-Bi muestra problemas de resistencia mecánica y compatibilidad y que no resuelve el problema de costo asociado al proceso polvimetalúrgico, se tienen que considerar los elementos Ag, Zr, Sn y Mg. De punto de vista metalúrgico, el Zr combina mejor con el Al, con el cual forma una serie de aleaciones amorfas que pueden provocar propiedades excepcionales en las tribocapas formadas durante el desgaste (Schouwenaars et al, 2007). Como sustituto del sistema binario Cu-Pb, se puede proponer el sistema cuaternario Cu-Sn-Ag-Mg. La composición óptima es una desconocida en el proyecto y se tiene que investigar una vez establecidas las técnicas de producción de las aleaciones. Para simplificar este proceso de optimización y reducir los costos de la experimentación, se decidió omitir la plata en la primera etapa del proyecto.
Cu-Mg-Sn se utiliza en las guías eléctricas de trenes de alta velocidad. Tiene alta resistencia mecánica, elevada resistencia al desgaste y elevada conductividad térmica y eléctrica (Nishikawa et al, 2007, Hiromitsu, 2006, Saleh, 2004). Debido a una monocapa de óxido de magnesio adherente en la superficie, su resistencia a la corrosión es excelente, aún bajo condiciones de desgaste, ya que la capa superficial se regenera después de haber sido removido.
Por lo tanto, cierta parte del estudio aquí presentado corresponderá a la disciplina de la ingeniería inversa, en la cual se trata de reconstruir el proceso de producción (desconocido) de un producto conocido. Un proyecto similar se ha ejecutado con éxito para las aleaciones Al-Sn (Schouwenaars et al, 2003, Schouwenaars et al, 2007a, Schouwenaars et al, 2007b), por lo que la investigación en Cu-Mg-Sn se puede basar en estos resultados. Tal y como ha sido el caso de las aleaciones Al-Sn, la literatura abierta con respecto a las aleaciones Cu-Mg-Sn es limitada, con excepción de algunas patentes (Hiromitsu, 2006, Saleh, 2004). Además, en el presente caso, la aplicación que se pretende elaborar es distinta al uso actual de estos productos. Las propiedades de un cable eléctrico incluyen una alta resistencia mecánica, alta resistencia al desgaste, alta resistencia a la corrosión y baja resistividad eléctrica. Con excepción de la última, todas estas propiedades son importantes para aleaciones tribológicas, pero se tiene que tomar en cuenta que la resistencia al desgaste se determina por la aplicación (tribopar), mucho más que por el material en específico. Asimismo, el balance entre ductilidad y resistencia mecánica para un cable eléctrico será distinto a lo que se requiere en un cojinete para un motor de combustión interna.
Por lo tanto, para poder optimizar un material existente para una aplicación distinta, se tiene que establecer la dependencia entre los parámetros del proceso y las propiedades obtenidas, a través de una metodología experimental óptima (Montgomery, 2003) y basándose en la teoría de la metalurgia física. El presente trabajo describe la primera etapa experimental correspondiente a lo planteado en esta introducción. Primero, se reporta el desarrollo de la técnica de fundición, enfocándose en los problemas específicos de las aleaciones Cu-Mg-Sn, así como en la adquisición de datos para el análisis térmico de la solidificación. Los resultados se dividen entre el análisis térmico y el análisis microestructural. Se discutirá la relación entre los resultados obtenidos y su implicación para la elaboración del proyecto en un futuro cercano.
Desarrollo de las técnicas experimentales
Desarrollo de la técnica de fundición.
El objetivo del proyecto es la producción de cuatro aleaciones, siguiendo un esquema factorial tipo 22 (Montgomery, 2003), con las composiciones (en % peso) de Cu-1 %Mg-1 %Sn, Cu-1-%Mg-5%Sn, Cu-5%Mg-1 %Sn y Cu-5%Mg-5%Sn y determinar en este rango el efecto relativo que tiene cada elemento y su combinación en términos de ductilidad, resistencia y propiedades tribológicas. Se utilizará el término planchón delgado (thin slab) para describir los productos de fundición, para distinguirlos de una placa, ya que este último término generalmente refiere a un producto de laminado en caliente.
En el presente artículo, se presentarán los resultados de una serie de pruebas preliminares, enfocadas al desarrollo de las técnicas de fundición y el estudio de la solidificación. Por lo tanto, se presentan ejemplos de varias fundiciones en las cuales no necesariamente se ha logrado la composición deseada. Estas son: Cu-1%Mg-0.5%Sn, Cu-10%Sn y Cu-1 %Mg-5%Sn, en porcentaje peso y analizado mediante espectrometría por dispersión de energía de rayos X (EDX). Visto el hecho de que se pretendía en esta primera serie establecer las técnicas de producción y análisis, la composición exacta de las aleaciones producidas es de importancia secundaria. Para futuras fundiciones, la medición de la composición se llevará a cabo en dos pasos: en el primero, se utiliza EDX para determinar si la composición está dentro del rango correcto, posteriormente se procede con análisis por vía húmedo para obtener un resultado con alta precisión.
Las técnicas de fundición de las aleaciones Cu-Mg-Sn no se describen en la literatura, sólo se cuenta con una descripción de dos párrafos de un proceso industrial de la empresa NKT Cables (Colonia, Alemania). Los primeros intentos de fundición, basados en la práctica de fundiciones Cu-Sn fueron poco exitosos. Esto se debía tanto a aspectos técnicos como a las grandes diferencias entre los bronces comunes y los bronces con Mg.
Comparado con aleaciones aluminio-estaño, el punto de fusión de las aleaciones aquí estudiadas es significativamente mayor y su peso específico es superior, lo que dificulta el manejo de la carga. Para poder alcanzar la temperatura de fusión del cobre, se modificó la boquilla del quemador para permitir una aspersión más eficiente de aire a través de una serie de perforaciones laterales, lo que a su vez permitió aumentar el flujo de gas. La flama se tiene que mantener ligeramente reductora para evitar la oxidación de la carga, pero manteniéndose la lo más cerca de lo posible a las condiciones de combustión completa, para garantizar el calentamiento óptimo. El uso de un crisol de silicatos resultó indeseable, ya que los primeros lingotes tenían un contenido de silicio elevado. Una posible explicación para esta contaminación es la reducción de los silicatos por el magnesio en el metal líquido. Este problema se superó mediante el uso de crisoles de grafito, las cuales también ayudan a limitar la oxidación (pérdida) del magnesio, ya que el grafito se oxida de manera preferencial a las temperaturas correspondientes. Tomando en cuenta estos factores, se alcanzó un tiempo de fusión y vaciado de menos de dos horas para una carga de 5 kg, demostrando la factibilidad de producir los materiales en un sencillo horno de crisol, a la vez de obtener cantidades de material suficientes para el posterior tratamiento termomecánico de los planchones. Esto es una clara ventaja de la técnica desarrollada, comparada con el uso de hornos especializado de laboratorio, en los cuales la cantidad de producto obtenido regularmente es limitada y la extrapolación hacia un proceso industrial es complicada.
La adición del magnesio no es evidente, ya que este material flota en la superficie del cobre líquido, donde se quema por completo, generando una flama que puede perjudicar a la vista de los operadores. Después de ensayar varias técnicas, entre ellas la encapsulación del Mg en un tubo de cobre, se concluyó que el método más adecuado y sencillo consiste en el uso de un tubo con pistón, el cual permite inyectar el magnesio sólido en el fondo del crisol. Esto promueve la fusión y la mezcla completa de este metal en el cobre, la oxidación del Mg en la superficie se elimina mediante una cubierta de grafito en polvo. Observando la eficacia de esta técnica, se decidió agregar el estaño y el desgasificador por la misma vía. La alta temperatura del metal (1 350°C) alcanzada mediante la nueva configuración del horno también implica que todo el proceso de aleación y desgasificación se puede llevar a cabo sin requerir un recalentamiento posterior, reduciendo así la contaminación del metal y la pérdida del Mg.
Análisis termométrico
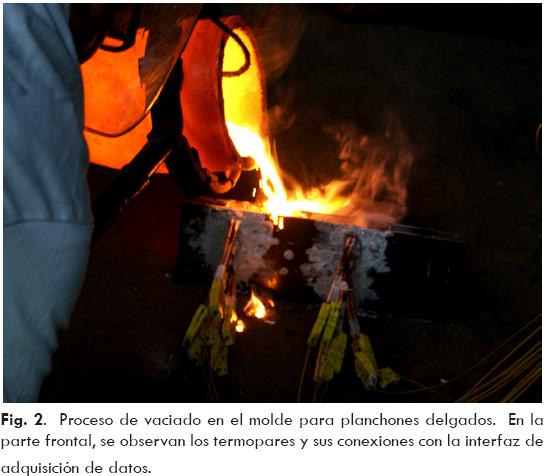
Desde un inició, se ha considerado que el registro de las curvas temperatura-tiempo durante la solidificación era un aspecto fundamental de los experimentos. Por lo tanto, se desarrollaron las lingoteras que permiten la medición continua de la temperatura en distintos puntos de la pieza. Para esto, se diseño un molde vertical (longitud=200mm, espesor=20mm, alto=102mm, producido de acero H3 en dos mitades que se unen mediante tornillos (Fig. 1). Este molde se instrumentó con 12 termopares NiCr-AlCr (tipo K), colocados a tres alturas a un centímetro de ambos extremos del planchón. En cada una de estas seis posiciones, a través de la pared lateral, se injertan dos termopares, uno colocado en el centro del planchón y el otro en su superficie (fig. 2). Los termopares se recubren con una pintura base silicato refractario para evitar cortos, en la punta se elimina este recubrimiento para garantizar la medición puntual de la temperatura. Sin embargo, el manejo de los termopares es delicado y con frecuencia se observan fallas de algunos de éstos. A pesar de estas fallas, la cantidad y calidad de los datos obtenidos es significativamente mayor a lo que se acostumbra en fundiciones de laboratorio convencionales.

La frecuencia de muestreo de los termopares, a través de un sistema de instrumentación virtual, es de 5Hz. Una primera impresión de la evolución del metal durante la solidificación se obtiene a través de la curva temperatura-tiempo (T-t) Considerando la ley de enfriamiento de Newton, válida para un coeficiente de transferencia de calor constante y en ausencia de generación interna de calor (véase por ejemplo Holman 2009. Incrorpera et al, 2006), se espera una curva de la siguiente forma:

Donde ΔT representa la diferencia entre la temperatura medida y la temperatura ambiente y t0 es una constante que depende de las características del material a elevada temperatura y las condiciones de transferencia de calor. Las desviaciones de esta curva caracterizan la evolución de la aleación y de las condiciones de transferencia de calor. El objetivo es estudiar las características de la solidificación; por lo tanto, el cambio de las condiciones de transferencia de calor son un efecto indeseado pero inevitable para las mediciones. El efecto más claro se da cuando el lingote, por contracción, pierde el contacto con la pared del molde, resultando en una transferencia de calor significativamente menos eficiente.
Por lo general, las desviaciones del comportamiento idealizado (1) se observan mejor en la curva de la derivada de la temperatura con respecto al tiempo  , cuando ésta se gráfica contra la temperatura. Esto permite la observación del cambio de producción de calor interno debido a las transformaciones de fase a la vez de asociarlo de manera instantánea con la temperatura a la cual ocurre tal cambio. Utilizando (1) se encuentra:
, cuando ésta se gráfica contra la temperatura. Esto permite la observación del cambio de producción de calor interno debido a las transformaciones de fase a la vez de asociarlo de manera instantánea con la temperatura a la cual ocurre tal cambio. Utilizando (1) se encuentra:

Esto significa que debería de existir una relación lineal entre  . Sin embargo, la curva derivada amplifica las diferencias con respecto al comportamiento teórico y la relación lineal se observa solamente al final del experimento, cuando la solidificación es completa.
. Sin embargo, la curva derivada amplifica las diferencias con respecto al comportamiento teórico y la relación lineal se observa solamente al final del experimento, cuando la solidificación es completa.
Un inconveniente asociado a la curva  es el hecho de que el cálculo numérico de una derivada es inherentemente inestable y que cualquier ruido superpuesto sobre las mediciones se amplifica. Esto se ilustra en la figura 3. 3a representa la curva original. 3b da la derivada, calculada con una derivada central. El ruido en la curva 3b es tal que las variaciones sutiles en el comportamiento desaparecen. Sin embargo, el ruido es del mismo nivel como lo que se observa en otras publicaciones (Kohler et al, 2008).
es el hecho de que el cálculo numérico de una derivada es inherentemente inestable y que cualquier ruido superpuesto sobre las mediciones se amplifica. Esto se ilustra en la figura 3. 3a representa la curva original. 3b da la derivada, calculada con una derivada central. El ruido en la curva 3b es tal que las variaciones sutiles en el comportamiento desaparecen. Sin embargo, el ruido es del mismo nivel como lo que se observa en otras publicaciones (Kohler et al, 2008).
Un método para reducir este ruido es el uso de un filtro de "promedio corrido", en el cual cada punto de medición está sustituido por el promedio de los n puntos vecinos. Este tipo de filtro reduce el ruido con un factor de aproximadamente  , pero también presenta el riesgo de eliminar pequeños picos que forman parte de la señal. Un resultado para n=21 se ilustra en fig. 3c. Si bien el uso de un promedio corrido es usado con frecuencia en la adquisición de datos, para el cálculo de las derivadas, es más interesante no generar el ruido en primer lugar.
, pero también presenta el riesgo de eliminar pequeños picos que forman parte de la señal. Un resultado para n=21 se ilustra en fig. 3c. Si bien el uso de un promedio corrido es usado con frecuencia en la adquisición de datos, para el cálculo de las derivadas, es más interesante no generar el ruido en primer lugar.
El método usado en el presente proyecto elimina el ruido sin eliminar la variación verdadera de la señal. Para calcular la derivada en el punto n° i, se ajusta un polinomio de grado p a todos los datos en el intervalo [i-n, i+n]. Se toma el valor p significativamente más pequeño que 2n, ya que para p=2n, el polinomio interpolará de manera exacta la señal con el ruido superpuesto, reproduciendo los datos originales. Un valor de p=1 significa un ajuste lineal local alrededor del punto i, la cual, para valores grandes de n, no permitirá seguir pequeñas variaciones súbitas en el comportamiento de la señal. Si bien falta el análisis matemático riguroso de la técnica por el momento, se ha encontrado que n=20, p=6 provee una eliminación eficiente del ruido con un deterioro de la señal limitado. Este resultado se muestra en la figura 3d.
Análisis metalográfico mediante microscopio electrónico de barrido
El análisis metalográfico mediante microscopio electrónico de barrido, contrario a las técnicas antes expuestas, es una rutina relativamente estandarizada. El equipo utilizado es un microscopio Philips XL20, con detector de electrones secundarios Eberhardt-Thornley estándar, detector de electrones retrodispersados de estado sólido y un equipo de espectrometría por dispersión de energía de rayos X (EDX).
Se parte de muestras metalográficas de los lingotes, tomados en las posiciones de los termopares, preparadas mediante técnicas estándares (ASM, 1992). Para el actual trabajo, se confía principalmente en el uso de la señal de electrones retrodispersados, los cuales proveen contraste por número atómico. Se trabaja sin ataque químico. Cabe mencionar que la mayoría de los ataques químicos han sido optimizados para microscopía óptica, mientras que el incremento de la resistencia al ataque químico debido a la presencia de Mg y Sn es un segundo factor que se tiene que tomar en cuenta. Para el futuro estudio de muestras laminadas y recocidos, será esencial ajustar estas técnicas.
Una ventaja del uso del microscopio electrónico de barrido es la facilidad de utilizar el análisis químico por EDS. La técnica no permite la detección de trazas de elementos por debajo del 0.2% peso y su precisión es del mismo orden (Goldstein et al, 1992). Esta precisión es suficiente para determinar si el control de la composición ha sido adecuado. Más importante aún es la posibilidad de efectuar un análisis localizado de las fases presentes en la microestructura, las cuales, en teoría, se deberían de poder asociar con el diagrama de equilibrio y las curvas . La cantidad de fases se analiza mediante análisis de imágenes y técnicas estereológicas (Underwood, 1970)
Resultados
Curvas de enfriamiento
En el diagrama de equilibrio binario Cu-Sn (ASM, 1992) el primer punto invariante de interés es el peritéctico L+α→β. Éste ocurre a una temperatura de 796°C. La fase α es la solución sólida de Sn en Cu. Se sabe que la fase β puede persistir hasta temperatura ambiente bajo condiciones de enfriamiento suficientemente rápido. Bajo condiciones de equilibrio, esta fase desaparece en una reacción eutectóide β→α+Y a 580°C. A 51 1 °C, Y se transforma en α+δ, la fase δ normalmente se mantiene en estado meta-estable hasta temperatura ambiente, ya que la formación de e ocurre a temperaturas relativamente bajas; la cinética de la reacción desfavorece la transformación difusiva.
El diagrama CuMg es más fácil de interpretar (ASM, 1992). En el lado rico en Cu, se tiene un eutéctico a 720°C:L→α+Cu2Mg, donde esta última representa una fase de Laves (Massalski, 1983, Girgis, 1983). Los datos disponibles en el diagrama ternario son escasos (ASM, 1992).
La fase intermetálica de interés en el diagrama Cu-Mg-Sn es la Cu4MgSn. Para el caso ternario, si se supone que el Mg y el Sn se concentren en el líquido remanente por segregación, se espera una reacción pseudo-eutéctica L→α+Cu4MgSn a 780°C. En el lado rico en Mg, el líqido remanente debe de formar α+Cu2Mg, en el lado rico en estaño se espera α+β, donde la temperatura de formación de la fase β se ve disminuido con el incremento del contenido de Mg.
El proceso de nucleación asociado al inicio de la solidificación es endotérmico, por lo que incrementa la velocidad de enfriamiento (valores de  más negativos). La recalescencia asociada al crecimiento de la fase sólida causa una disminución de la velocidad de enfriamiento, caracterizada por un pico ancho en la curva . Una reacción invariante (eutéctico, peritéctico) implica una velocidad de enfriamiento igual a cero, sin embargo, el hecho de que existen impurezas, así como el efecto de los transitorios de temperatura en un proceso a velocidad finita, implican que estos puntos se marcan por un pico agudo en las curvas .
más negativos). La recalescencia asociada al crecimiento de la fase sólida causa una disminución de la velocidad de enfriamiento, caracterizada por un pico ancho en la curva . Una reacción invariante (eutéctico, peritéctico) implica una velocidad de enfriamiento igual a cero, sin embargo, el hecho de que existen impurezas, así como el efecto de los transitorios de temperatura en un proceso a velocidad finita, implican que estos puntos se marcan por un pico agudo en las curvas .
La figura 4 muestra dos curvas para la aleación Cu-1-%Mg-0.5%Sn. La primera curva corresponde con el centro del planchón, la segunda con la superficie. Se leen del lado derecho al lado izquierdo, los valores más negativos corresponden con velocidades de enfriamiento mayores. La velocidad de enfriamiento es mayor en la superficie. Las curvas vienen bajando de valores positivas (recalescencia) hacia valores negativas, las cuales indican que el proceso de solidificación ha llegado a una fase estable en la cual la producción de calor latente no compensa la conducción de calor hacia el medio ambiente. El inicio de la solidificación no se logra captar de manera clara, contrario a los resultados obtenidos en aleaciones Al-Sn (Suárez Velázquez, 2008). Esto indica que la fase de nucleación ocurrió en el crisol, por lo que se puede concluir que el vaciado se llevó a cabo por debajo de la temperatura del líquidus. La viscosidad relativamente alta, observada visualmente durante el vaciado parece confirmar está hipótesis.
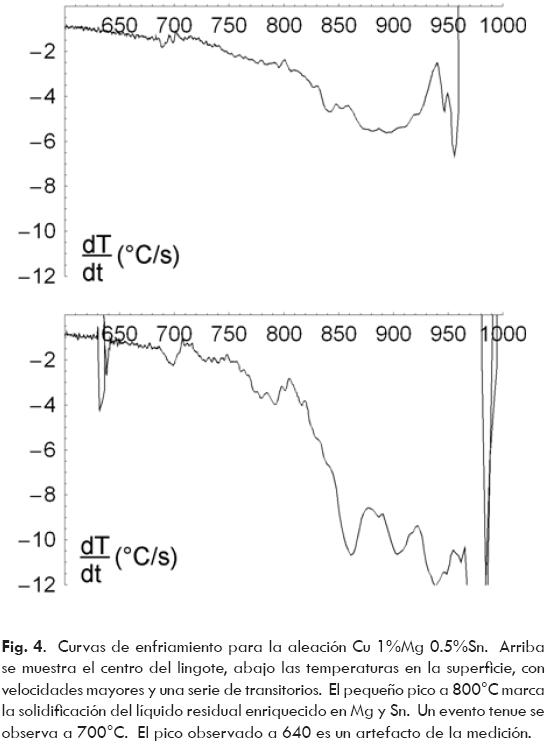
Los detalles de las curvas son extremadamente difíciles de interpretar para este primer ejemplo. La medición de temperatura en la superficie muestra una serie de transitorios que no se pueden explicar mediante la termodinámica y que tampoco se reproducen en el centro del lingote. Es probable que los efectos de convección y de ruptura y redistribución de las ramas de las dendritas afecten la medición en este rango. Asimismo, las variaciones en las condiciones de transferencia de calor en el exterior de la lingotera pueden afectar la curva de enfriamiento en la superficie, mientras que este tipo de transitorios se manifiestan de manera menos pronunciada en el centro. Un pequeño pico exotérmico en ambas curvas a 800°C puede marcar un punto invariante. Alrededor de los 700°C, se observa una secuencia exotérmica-endotérmica en ambas gráficas, la cual, según los diagramas de equilibrio, puede estar asociada con la transición L→α+Cu2Mg.
El segundo ejemplo (Fig. 5) muestra velocidades de enfriamiento mayores que en el primero, debido a una lingotera menos caliente. Los datos iniciales en el rango de 1 000 a 900°C son consistentes entre ellos, más sin embargo requieren de un análisis más profundo para asociarse con los detalles de la solidificación. La característica más notable es el pico agudo a 850°C, el cual de manera clara indica la ocurrencia de un punto invariante. Una secuencia de transformaciones menores se observa nuevamente cerca de los 700°C.

Microestructura
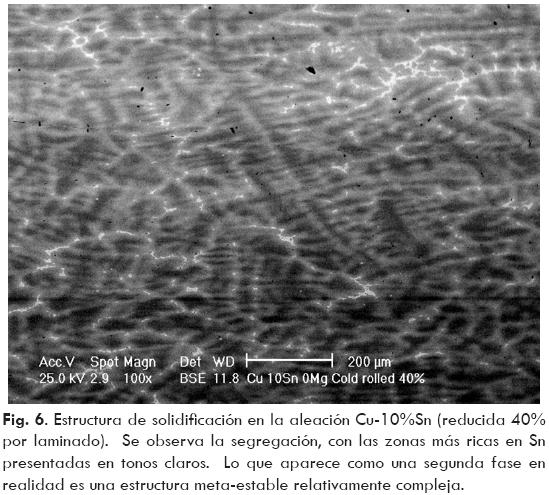
Se presentan las microestructuras de las aleación anteriores, además de dos micrografías de la aleación Cu-10%Sn, la última después de una reducción en frío del 40%. En ésta, se observa muy claramente el efecto de la segregación en las dendritas (Fig. 6), resultando en un núcleo dendrítico consistiendo principalmente de cobre, el cual gradualmente se enriquece en Sn. Este comportamiento se describe por la ecuación de Scheil (véase por ejemplo Flemings, 1974):

En la cual Cs representa la composición del sólido al momento de solidificar, C0 la composición original (10%Sn) Cl la composición de equilibrio del líquido a la temperatura correspondiente y el coeficiente de partición k=Cs/Cl, obtenido del diagrama de fases correspondiente.
Si bien para la actual composición se espera que solamente se genera una solución sólida de Sn en Cu, la consecuencia de la ecuación 3 es que se formará una cantidad de líquido residual enriquecido en Sn, el cual solidifica en el punto peritéctico L+α→β a 800°C. Las zonas de formación de β se observan en tonos claros en la fig. 6. Ocupan el 2.5% del volumen de la microestructura, correspondiente a una composición del líquido final igual a 1 3.7%Sn. El borde de reacción peritéctico es claramente visible. Visto el hecho de que para completar la reacción peritéctica se requiere de difusión a través de este borde ya solidificado, la reacción no se puede completar y el centro de las zonas de líquido remanente mantiene un contenido de cobre mayor a lo esperado. La estructura de esta zona es característica para una solidificación eutéctica: L→α+β (fig.7, composición confirmada por EDX). Esta reacción evidentemente no se encuentra en el diagrama de equilibrio, ya que requiere tanto del efecto de la segregación como del incumplimiento de la reacción peritéctica.

La estructura dendrítica en Cu 1%Mg 0.5%Sn se ilustra mediante la figura 8. 9 da un detalle del eutéctico interdendrítico y la figura 10 establece la distribución de los elementos en la estructura mostrada en la anterior. Al igual como en el caso anterior, la segregación produce un líquido residual enriquecido en Mg y Sn en la aleación Cu-1 %Mg-0.5%Sn. La secuencia de solidificación es más sencilla que en el caso anterior, ya que se produce un eutéctico α+S2, donde S2 contiene de 2.5%at. Sn, 22.5% at% Mg y 75 at% Cu (medido por EDX). Por lo tanto, se acerca a la composición MgCu3.
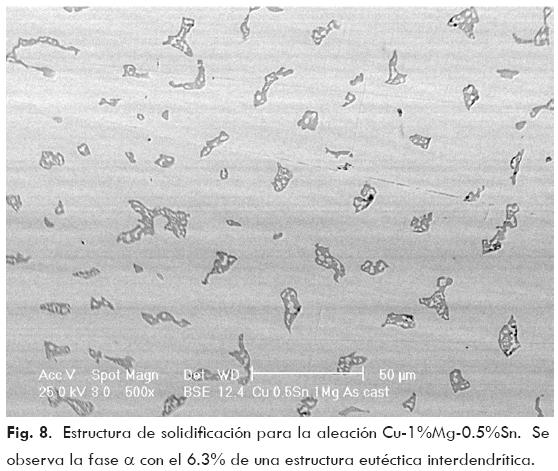

Este compuesto no se encuentra ni en el diagrama binario (donde se espera la formación de MgCu2) ni en el ternario (donde el eutéctico produce MgSnCu4). No obstante, la formación de compuestos intermetálicos más ricos en el elemento mayoritario comparado con el equilibrio no es excepcional en procesos de enfriamiento rápido, ya que, al encontrarse más cerca su concentración a la concentración del líquido, requieren de menor difusión (Martin et al, 1997). Esto significa que tales fases tienen una ventaja cinética con respecto a las fases en equilibrio termodinámico.
La microestructura de la fundición Cu-1%Mg-5%Sn, a bajos aumentos, confirma nuevamente la fuerte segregación en el material. En la fig. 11, se observa 8.6% volumétrico de material interdendrítico, el cual, a mayores aumentos (fig. 12), resulta consistir de un borde de reacción peritéctico y una estructura interior eutectoide. La composición nominal de las zonas interdendríticas, medida por EDX, corresponde a una composición MgSnCu8, las dos fases individuales son demasiado finas para poder hacer un análisis local. Considerando que el eutectoide observado consiste de α y una fase intermetálica en partes aproximadamente iguales, se puede considerar que esta fase corresponde al MgSnCu4. La morfología fina y el borde de reacción hacen poco probable que se trata de un eutéctico formado directamente del líquido.

Discusión
Aspectos técnicos-experimentales
En términos del desarrollo de la tecnología de fundición para aleaciones Cu-Mg-Sn, se concluye que el procedimiento desarrollado es eficiente y produce planchones delgados con composición controlada y calidad satisfactoria. El filtrado de las curvas de enfriamiento es un proceso que se lleva a cabo mediante paquetería desarrollada ex-profeso. Un punto por mejorar en este proceso es la eliminación de datos erróneos, tales y como existen en el inicio de la medición (previo al vaciado) y por excursiones súbitas generados por un contacto falso instantáneo. Estos datos aparecen en las gráficas como líneas verticales que dificultan la interpretación de los resultados. Si bien se podría imaginar que se eliminasen de manera manual estos puntos, la cantidad enorme de resultados dificulta esta tarea. Es por lo tanto deseable implementar los algoritmos que eliminen estos puntos durante el cálculo de las derivadas.
Esta acción permitirá obtener una mayor cantidad de curvas en un futuro cercano y facilitará su interpretación, ya que una señal física observada en múltiples curvas es más confiable que una que aparezca solamente en una o dos. No obstante, tanto el uso de derivadas centrales con promedio corrido como la técnica de ajuste polinomio por mínimos cuadrados presentadas previamente permiten un filtrado efectivo de la señal. La segunda técnica es preferida ya que permite conservar los detalles de la señal de mejor manera.
Microestructura, curvas de enfriamiento y diagramas de fase.
Como mencionado con anterioridad, poca información existe con respecto al sistema Cu-Mg-Sn. La razón probable para esta carencia es que la dificultad asociada a la producción y la aparente falta de aplicaciones tecnológicos. Identificando el Mg como un posible sustituto para el Pb en aleaciones tribológicas provee la motivación para tratar de superar los inconvenientes asociadas. A pesar de la escasez de datos, no cabe duda que los diagramas ternarios sean confiables. Las desviaciones entre observación y diagramas de equilibrio documentadas en los experimentos se deben a la evolución fuera de equilibrio del metal durante su enfriamiento.
Estas desviaciones se han estudiado de manera relativamente extensa (Martin et al, 1997, Cahn, 1983, Ma et al, 2005) e incluso, las referencias aquí mencionadas, proveen métodos para predecir la evolución fuera de equilibrio dado el diagrama de equilibrio, si bien es preferible disponer de los datos termodinámicos completos del sistema para tales predicciones.
Un primer ejemplo se da para la aleación Cu-10%Sn. Las curvas de enfriamiento no se presentaron, ya que debido a la limitada cantidad de líquido residual a final de la solidificación, la determinación de un punto invariante en las curvas puede ser sujeta a discusión. Sin embargo, la microestructura es suficiente para demostrar la evolución fuera de equilibrio en este caso. La explicación para las observaciones se presenta de manera esquemática en el diagrama de fases binario modificada de la fig. 13. El diagrama indica que, si por la falta de difusión a través del borde de reacción peritéctica no se puede completar dicha reacción, el líquido remanente tiene que seguir una evolución distinta. Eliminando la reacción peritéctica, el compuesto β se solidificará de manera congruente, es decir, la línea del líquidus mostrará un máximo local, implicando que se manifiesta el eutéctico originalmente suprimido por el peritéctico. Esto es consistente con lo observado en varios diagramas de fase (entre ellos el Cu-Al), donde en ocasiones es difícil determinar si la reacción se lleva a cabo a través de una solidificación peritéctica o congruente.

El análisis de los resultados obtenidos en la aleación Cu-1-%Mg-0.5%Sn es más sencillo. Sólo la composición MgCu3 (con una limitada sustitución de Mg por Sn) de la segunda fase en el eutéctico presenta una desviación de lo observado en los diagramas de equilibrio. Esta desviación se comprende relativamente bien desde un punto de vista cinético. Para generar un núcleo de una nueva fase, se requiere que, por fluctuaciones térmicas, se genere una zona en el metal líquido cuya composición y estructura se asemejen más a la nueva fase por formar. Si la fase en equilibrio es altamente ordenada o si su composición desvía de manera significativa de la composición del líquido, la probabilidad de formar un núcleo será reducida. En este caso, es posible que se formen núcleos de una fase cuya energía sea mayor, pero cuya nucleación ocurre con mayor probabilidad. La investigación relativa al carácter exacto de esta fase se llevará a cabo en el futuro mediante las técnicas analíticas correspondientes. Es interesante indicar que, considerando las curvas de enfriamiento (fig. 4), este eutéctico ocurre a 800°C, superior a la temperatura de formación de las fases MgSnCu4 y MgCu2 respectivamente.
El análisis de las microestructuras y la evolución térmica de la aleación Cu-1%Mg-5%Sn se puede comprender bajo el mismo mecanismo. Aquí se dispone de un punto invariante muy claro a 850°C en las curvas de enfriamiento (fig.5). Dicha temperatura es significativamente mayor a cualquier punto invariante en los tres diagramas de fase considerados. La apariencia de la microestructura, observada a aumentos bajos, indica una reacción peritéctica, mientras que el análisis químico de las zonas claras en la fig. 11 sugiere una composición MgSnCu8. Esta composición está en acuerdo con la composición (en % atómico) de la aleación, pero nuevamente se puede alcanzar sólo si se considera una segregación considerable del Sn y Mg hacia el líquido durante la solidificación.
El análisis metalografía) a mayores aumentos (fig. 12) confirma la hipótesis de una reacción peritéctica por la presencia del borde de reacción, pero también demuestra como la fase meta-estable formada en esta reacción se descompone en una reacción eutectoide MgSnCu8 →α+MgSnCu4, siendo ambas fases de equilibrio. Las curvas de enfriamiento indican de manera clara que la reacción L+α→MgSnCu8 ocurre a 850°C, mientras que el pequeño pico a 700°C se puede, tentativamente, asociar con la descomposición eutectoide de la fase meta-estable formada. Esta última observación coincide con el análisis presentado para la aleación Cu-1%Mg-0.5%Sn.
Perspectivas.
Los resultados mostrados en este trabajo demuestran la factibilidad de producir las aleaciones Cu-Mg-Sn así como la complejidad científica del estudio. Los retos tecnológicos que se enfrentarán en un futuro cercano residen en el laminado de los productos obtenidos, de los cuales se desconocen las características durante la deformación en frío.
El lado teórico del estudio es donde se encuentran las principales oportunidades de innovación. El presente artículo demuestra a la vez las posibilidades como los limitantes del análisis de curvas de enfriamiento. Se tienen que desarrollar modelos sencillos pero flexibles para predecir la curva "base", la cual se tiene que sustraer de las mediciones para identificar con exactitud las desviaciones relevantes entre modelo y realidad. Esto permitirá identificar las transformaciones de fase durante la solidificación y enfriamiento con mayor precisión.
Asimismo, será interesante desarrollar las bases de datos termodinámicos correspondientes al sistema investigado, para de tal manera poder predecir las energías de formación de las fases meta-estables observadas. Éstas, a su vez, se tendrán que identificar mediante métodos adicionales (XRD, TEM) para determinar su estructura y composición con más detalle.
Conclusiones
Las aleaciones Cu-Mg-Sn presentan posibles sustitutos para las aleaciones Cu-Pb en aplicaciones tribológicas, ya que, basándose en los argumentos teóricos y datos experimentales publicadas, el Mg promueve la compatibilidad tribológica en contacto con el acero. Se analizaron las dificultades asociadas con la presencia del Mg durante la fundición, así como las soluciones técnicas para superarlas. Dichas soluciones no se habían publicado en la literatura abierta hasta la fecha. Se obtuvieron planchones delgados de composición controlado y de buena calidad metalúrgica de las aleaciones Cu-1%Mg-0.5%Sn y Cu-1 %Mg-5%Sn, bajo condiciones operativas "rutinarias" que permitirán completar y expandir el esquema experimental programado.
Se desarrollaron las técnicas experimentales para la medición sistemática de temperatura durante la solidificación, presentando un método de filtración de datos que permite separar el ruido de la señal con una mínima pérdida de la información relevante. Esto permitió generar una serie de curvas , que, en conjunto con el análisis de los diagramas de equilibrio y la microestructura de las aleaciones producidas, proveen la información para el análisis termodinámico-cinético de la solidificación de las aleaciones estudiadas.
Se detectó, en cada una de las aleaciones investigadas, un mecanismo de solidificación fuera de equilibrio, para el cual se pudo formular una teoría consistente basada en las técnicas descritas. El trabajo a futuro consistirá en confirmar estas teorías con base en cálculos termodinámicos y análisis mediante difracción de rayos X, así como en la refinación del análisis de las curvas para que éstas formen una base más firme para respaldar los cálculos teóricos.
Agradecimientos
Se agradece el apoyo técnico de G. Álvarez, I. Cueva, E. Ramos y R. Cisneros en la elaboración del presente estudio. AB está agradecido con el apoyo económico brindado por CONACyT durante los estudios de Posgrado de Ciencia e Ingeniería de Materiales. Se agradece el apoyo financiero del CONACyT a través de los proyectos Ciencias Básicas 061259 y 083723, así como el apoyo de la Dirección General de Asuntos del Personal Académico de la UNAM a través de los proyectos PAPIIT IN 120209 y PAPIME PE104107.
Referencias
ASM international, Metals Handbook vol.3: Phase diagrams, 10th ed., American Society for Metals, Metals park, Ohio 1992. [ Links ]
ASM international, Metals Handbook vol.9: Metallography and Microstructure, 9th ed., edited by G. F. Vander Voort, American Society for Metals, Metals park, Ohio 1985. [ Links ]
Cahn, R.W. Alloys rapidly quenched from the melt. In Physical Metallurgy, Eds.R.W. Cahn and P.Haasen, Elsevier Science Publishers, 1983. [ Links ]
Flemings, M.C. Solidification Processing, McGraw-Hill, 1974. [ Links ]
Girgis, K. Structure of intermetallic compounds, in Physical Metallurgy, R.W. Cahn and P.Haasen, eds. Elsevier Science Publishers, 1983. [ Links ]
Goldstein, J.I., Newbury, D.E., Echlin, P., Joy, D.C.,Romig, A.D., Lyman, C.E., Fiori, C. and Lifshin, E. Scanning Electron Microscopy and X-ray Microanalysis, Second edition. Plenum Press, New York, 1992. [ Links ]
Holman J. P. Heat Transfer. Mcgraw-Hill Series in Mechanical Engineering 2009. [ Links ]
Holmes, K.: Solid Materials, in Engine Tribology, Ed. C.M. Taylor, Elsevier Sci. Publ., 1993 [ Links ]
Hiromitsu, K. Kazuma, K. Seigi, H. Hiroyoshi, I. Copper alloy conductor, and trolley wire and cable using same, and copper alloy conductor fabrication method US Patent, (2006) [ Links ]
Incropera, F.P., DeWitt, D.P. Bergman T.L., Lavine, A.S. Introduction to Heat Transfer. J. Wiley & Sons, 2007 [ Links ]
Ma E., Alloys created between immiscible elements. Prog. Mater. Sci, 50 (2005) 413-509. [ Links ]
Martin, J.W., Doherty, R.D. and Cantor, B. Stability of Micro-structures in Metallic Systems. Cambridge University press, Cambridge, 1997. [ Links ]
Montgomery,D.C. Design and Analysis of Experiments John Wiley & Sons, 2003. [ Links ]
Kapoor, A. and Franklin, F.J. Tribological layers and the wear of ductile materials. Wear, 245, pp. 204-215, 2000. [ Links ]
Kapoor, A., Franklin, F.J. Wong, S.K. and Ishida, M. Surface roughness and plastic flow in rail wheel contact. Wear, 253, pp. 257-264, 2002. [ Links ]
Kingsbury, G.R., "Friction and Wear of Sliding Bearing Materials", Metals Handbook, 10th Edition, Vol. 18. ASM International, 1992. [ Links ]
Kohler F., Campanella T., Nakanishi S., Rappaz M. Application of single pan thermal analysis to Cu-Sn peritectic alloys. Acta Materialia 56 (2008) 1519-1528. [ Links ]
Nishikawa, K.-I., Semboshi, S., Konno, T.J. Transmission electron microscopy observations on Cu-Mg alloy systems Diffusion and Defect Data Pt. B: Solid State Phenomena 127 (2007) 103-108. [ Links ]
Massalski, T.B. Structure of solid solutions, in Physical Metallurgy, R.W. Cahn and P.Haasen, eds. Elsivier Science Publishers, 1983. [ Links ]
Pratt, G.C. "Materials for plain Bearings", International Metallurgical Reviews, Vol 18, 1973. pp.62-88. [ Links ]
Rabinowicz, E. Determination of compatability trough static friction tests. ASLE Trans. 14 (1971) 198-205. [ Links ]
Sakai, K., Zushi, K. Sugita, M. Ishikawa, H. Development of Lead-Free-Copper-Based Alloy for Three Layers Bearings Under Higher Load Engines SAE Paper 2004-01-1600 (2004) [ Links ]
Saleh, J. Processing copper-magnesium alloys and improved copper alloy wire. US Patent, (2004) [ Links ]
Schouwenaars R., Jacobo V.H., Ortiz A.. Microstructural aspects of wear in soft tribological alloys. Wear, Volume 263, Issues 1 -6, 10 September 2007, Pages 727-735 [ Links ]
Schouwenaars, R. Análisis de la deformación plástica durante el desgaste de cojinetes de deslizamiento. Tesis Doctoral, UNAM, 2004. [ Links ]
Schouwenaars R., Jacobo V H., Cerrud S.M., Ortiz A.: Tribolayer formation as a functionally self-grading process in soft anti-friction alloys. Materials Science Forum, Vol. 492-493, Page 531, 2005. [ Links ]
Schouwenaars R., Jacobo V.H., Cerrud S.M., Ortiz A. The obtention of homogeneous microstructures in Al-Sn-based tribological alloys. Materials Science Forum, Vol 426-432, pp. 387-392, 2003. [ Links ]
Schouwenaars R., Torres J. A., Jacobo V. H., Ortiz A. Tailoring the Mechanical Properties of Al-Sn-alloys for Tribological Applications Mater Sci Forum 539-543 (2007) 317-322. [ Links ]
Schouwenaars, R. Duran, H. A. Jacobo, V. H., Ortiz, A. Polynomial vs. mechanism-based response surface analysis of the thermomechanical treatment of Al-Sn alloys. Proceedings ICPNS'2007, Zheng Zhou, China, 2007. [ Links ]
Suárez Velazquez J.A. Diseño de un molde instrumentado para el análisis de la solidificación rápida en aleaciones de aluminio. Tesis para la obtención del título de Ingeniería Mecánica, Universidad Nacional Autónoma de México, 2008. [ Links ]
Underwood EE. Quantitative stereology. Reading, MA: Addison-Wesley: 1970. [ Links ]

