










Servicios Personalizados
Revista
Articulo
 Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería mecánica, tecnología y desarrollo
versión impresa ISSN 1665-7381
Ingenier. mecáni. tecnolog. desarroll vol.3 no.2 México mar. 2009
Artículos
Tungsten Carbide and Tantalum Carbide Coatings on Machining Tools
1 Palomar F.E. ,1 Zambrano P. , 2Gómez M. I. , 1 Colás R. & 1 Castillo A.
1 Facultad de Ingeniería Mecánica y Eléctrica
2 Facultad de Ciencias Químicas, Universidad Autónoma de Nuevo León, Ave. Universidad S/N, Cd. Universitaria, Monterrey, N.L. México, C.P.66450 pzambran@gama.fime.uanl.mx
Fecha de recepción: 02-12-08
Fecha de aceptación: 10-02-09
Abstract
High speed steel tools for machining were coated with WC and TaC by chemical vapor deposition (CVD), and were used in a high speed milling machine. The physical integrity of the tools coatings were analyzed by scanning electron microscopy at the end of the trials and materials surface roughness were compare in order to predict best behaviour too. These analyses indicate that the deposits form heterogeneous fi lms. The results indicate that the coating made from TaC resist higher attrition than made of WC.
Keywords: Coatings, WC, TaC, Machining Tools.
Resumen
Herramientas de acero rápido fueron recubiertas con carburo de tungsteno y carburo de tántalo por medio de deposición química vía vapor (CVD), las mismas fueron utilizadas en un centro de maquinado de alta velocidad. Se analizó la integridad física de los recubrimientos en las herramientas en un microscopio electrónico de barrido y la rugosidad superficial dejada por las mismas en las piezas maquinadas al fi nal de las pruebas. Este análisis arrojó que los recubrimientos formaron capas heterogéneas. Los resultados indican que los recubrimientos hechos de TaC resisten de mejor manera al maquinado que los hechos con WC.
Palabras clave: Recubrimientos, WC, TaC, Herramientas de maquinado.
Introduction
Improvements in production techniques are the prime trend of the technical progress at the present state of industrial development. The cost effi ciency of production, and high performance of products depend on the technological approaches used. The requirements for higher machining rate, lower energy consumption with more rigid criteria of workpiece accuracy and quality become critical. Materials used in the production of commercial goods have increased their hardness, wear and mechanical resistance, causing more diffi culties in their machining. In these conditions, the need for new cutting tool materials increases sharply (Katz, 1987).
Carbides of the transition metals in Groups IV - VI have extremely high melting points and are referred collectively as refractory carbides. In addition to their stability at high temperatures, these compounds are extremely hard, fi nding industrial use in cutting tools and wear-resistant parts. Their hardness is retained at very high temperatures, and they have low chemical reactivity when attacked by concentrated acids or bases, retaining good corrosion resistance and hardness at high temperatures. Tungsten carbide, WC, is commonly used in cemented carbides tools used to machining cutting steel. The carbide is bonded in these tools to a ceramic matrix, SiC.
Tungsten carbide thin fi lms have been used as protective hard coatings, due to their high hardness and corrosion resistance and low wear, that are sustained up to 4000 °C (Sundgren and Hentzell, 1989, Quinto and Willd, 1998). Interest in this material has increased recently to produce WC-C composite coatings (Quinto and Willd, 1998, Hoffman, Evans, Choen and Paterson, 1992, Harry, Rouzaud, Juliet and Pauleau, 1999 and Zambrano, Prieto and Perez 1998).
Processes such as plasma spraying, physical vapor deposition (PVD) and chemical vapour deposition (CVD) have been used for depositing WC coatings. CVD is carried out at temperatures above 500°C, affecting the mechanical properties of the sustrate (Quinto and Willd, 1998, Hoffman, Evans, Choen and Paterson, 1992, Harry, Rouzaud, Juliet and Pauleau, 1999 and Zambrano, Prieto and Perez 1998). Sputtering deposition, which is a PVD process, is used in industrial hard-coatings because it is carried out at a low temperature and it uses unpolluting products (Coleman, 1989).
Chemical vapor deposition (CVD) is a versatile process, which is often used to procedure coatings and thin fi lms. A variety of materials can be produced with this technique as metals, nitrides, carbides and carbon can be deposited. CVD is widely used in tooling, electronic and corrosion industries. In general, CVD can be defi ned as a process in which a solid material is deposited onto an activated or heated surface by the chemical reaction of a vapor phase (Yang and Zhao 1988).
Tantalum Carbide (TaC), can be used to increase the resistance to high temperature deformation and control of grain growth, tantalum can be used as an additive in cemented carbides tool steels. Tantalum carbide has a metallic lustre, but may also be found as a dark to light brown powder. It burns in air with a bright fl ash and is slightly soluble in acids.
This carbide is often added to tungsten carbide/cobalt (WC/ Co) powders to enhance the physical properties of the sintered structure. It also acts as a grain growth inhibitors preventing the formation of large grains, thus producing a material of optimal hardness. It is also used for coating steel moulds for die casting of aluminium alloys, as it provides a hard, wear resistant surface, which results in a low friction mould surface. Tantalum carbide is also used in the production of sharp instruments with extreme mechanical resistance and hardness.
The combination of high forming pressures and surface friction in machining results in signifi cantly higher tool wear rates than those in tools used to deform carbon steels. This causes a signifi cant increase in tool maintenance, downtime and production costs. As a result, PVD and CVD coatings often are applied to improve tool performance and increase tool life (Yang and Zhao 1988).
Since one coating cannot be used to solve every problem, a number of factors must be assessed before selecting a coating for a particular application. This work, describes the work conducted to assess coatings made by CVD on milling tools used to machine aluminium.
Experimetal Procedure
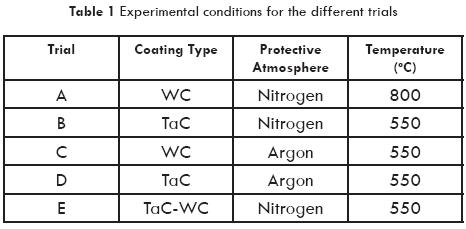
Tools for coating were millings bits that were cleaned and degreased before immersing in different carbide solutions mixed with Si(OCH2CH3)4, tetraetoxiorto silicateos (TeOS). Deposition was carried out for one hour in a reduced pressure chamber installed within a tubular furnace to allow for Si from the TeOS to react at high temperatures and promote the adherence of the carbide to the substrate. Table 1 shows the experimental conditions used to obtain the different coatings.
The product obtained is SiC, which is a hard ceramic material.
The temperature of ceramic cutting-tools increase as machining progresses and the tip of tools bears both mechanical and thermal stresses which wear the tip by fatigue microcracking. The type of cutting tool is selected mainly by its hardness. The structural unit of Si3N4 is a tetrahedron with a strong covalent bond between Si and N, therefore, the hardness and wear-resistance of Si3N4 are very high. The coatings obtained were analyzed by scanning electron microscopy (SEM). The workpieces tested were from a type A319 Al-Si-Cu castings which have the characteristic of being composed by a mixture of soft aluminium and hard silicon particles (Yang and Zhao 1988). From the point of view of surface quality it is important that the hard particles are fi ne and uniformly dispersed within the soft matrix (Grum and Kisin, 2006). Quality of coatings are evaluate from hardness and thickness measures.
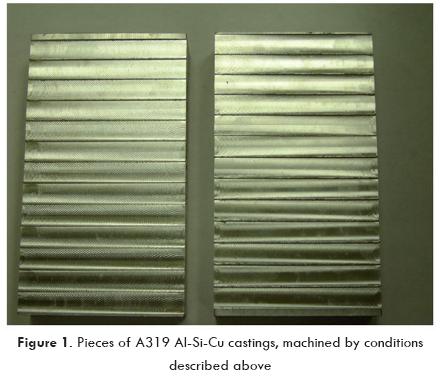
The machining trials were carried out in a computer numerically controlled (CNC) high speed milling machine. The specimens machined were 75 mm wide by 130 mm long and 25 mm in thickness, the material was removed 1 mm per pass with a feed rate of 12000 RPM and a cutting speed of 500 mm/min; all the trials were refrigerated with water and oil emulsions. Each mill bit was used to machine 52 slots in different aluminium pieces. The material was removed in two passes, each of one mm in depth. Figure 1 show a pieces on which 13 slots were machined. Surface roughness of the workpieces was measured with a profilometer using the Ra parameter to evaluate the performance of the tools. Ra represents the average arithmetic deviation of the surface from the mean line (Mitutoyo, 2004).
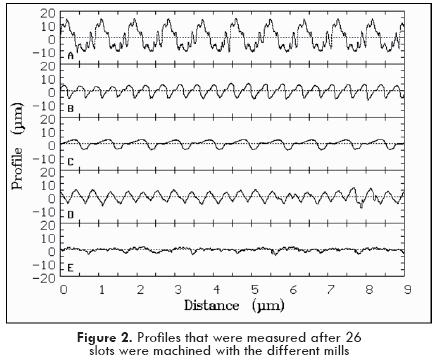
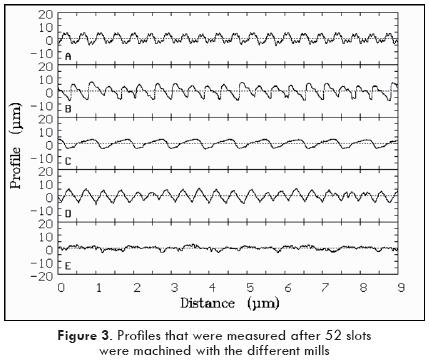
Figures 2 and 3 present the profi les that were measured after either 26 or 52 slots were machined with the different mills. These plots show the characteristic repetitive trend obtained by a rotating tool, as the height removed is affected by the wear produced to the tool. It is observed that the profi les can be used to identify the individual tools, although the mills corresponding to conditions B and D look similar. Figure 4 shows the variation of Ra, obtained from the analysis of profi les such as those shown in Figures 2 and 3, as a function of the number of slots machined. It is worth observing that the variation of Ra remains relatively constant for each tool, with the exception to the one corresponding to condition A, in which a rough stage develops for slots 25 to 31. The corresponding plot of the average value of Ra for the 52 slots, with a confi dence interval of 95% is shown in Figure 5.
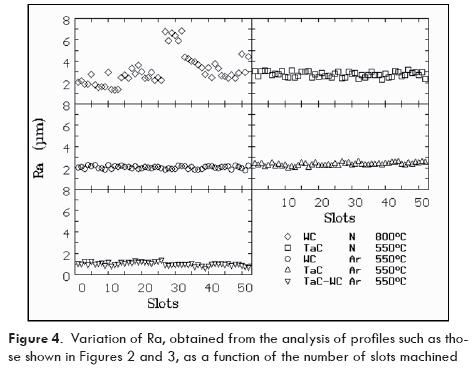
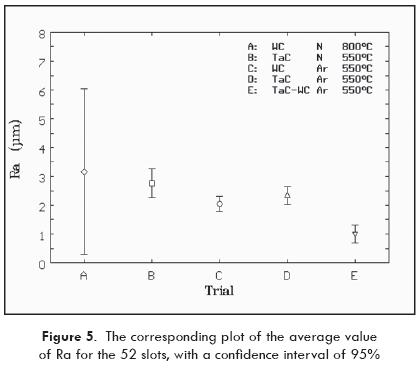
The comments that were mentioned when presenting Figure 4 stands, as it can be appreciated that the average values of Trials B to D lay below 3 μm.
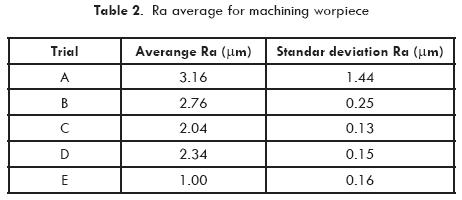
The best conditions obtained correspond to Trial E, as it has the lowest average and standard deviation (Table 2).
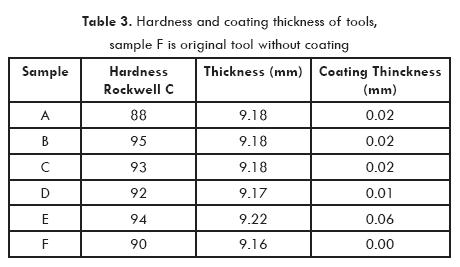
Results for hardness and thickness of tools are presents in Table 3. In it can be appreciated that the best conditions obtained correspond to Trial B and E. Sample F is an original tool.
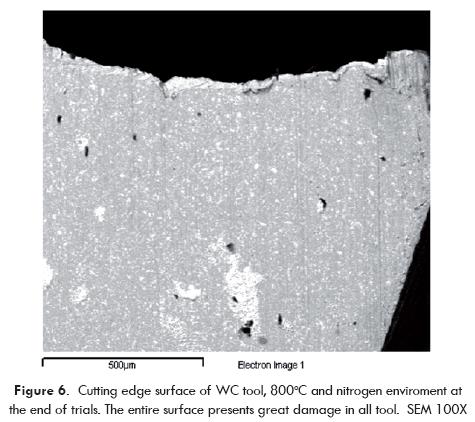
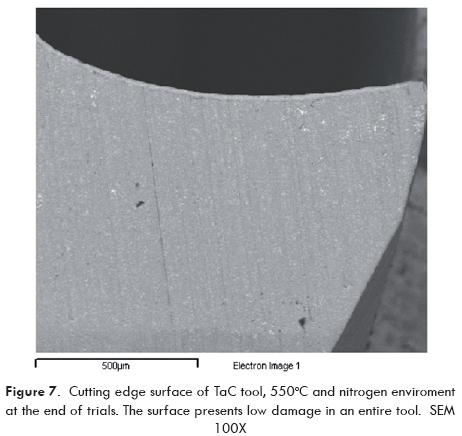
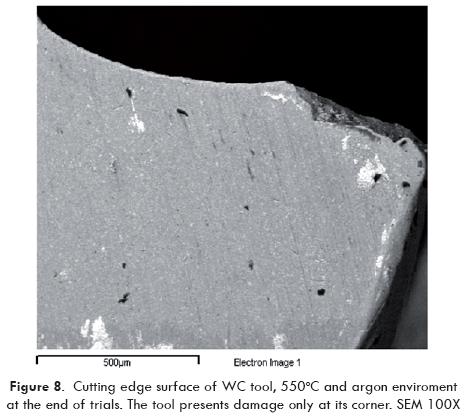
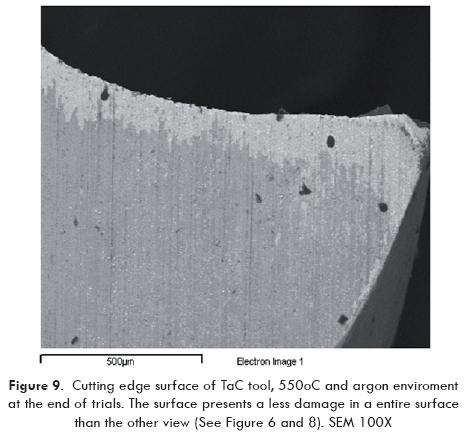
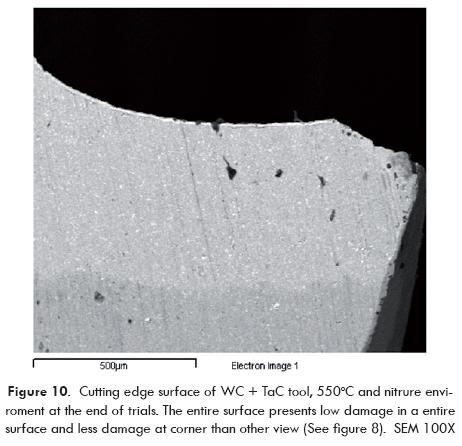
Figures 6 to 10 (7, 8, 9)show the scanning electron images of the tools cut after 52 slots were machined. It can be appreciated that the worst case corresponds to the tool treated at 800°C in nitrogen atmosphere, Trial A. The damage done to the cutting surface can be easily distinguished, it can also be appreciated that the coating was removed in some places. The coatings of the other tools look practically without any damage, although the tip in the samples from Trials C to D are worn to a greater extend than that from Trial B. From this examination it may be concluded that the best conditions are obtained by coatings made from TaC deposited at 550°C, although the analysis carried out on the profi le charts indicate that the tool that produce the best surface fi nish is the one that was coated with a mixture of TaC and WC at 550°C. The difference in this behaviour may be due to the fact that the profi les were measured along lines at the centre of specimen, and the damage made by worn edge may be corrected as the centre of the tool passes over the region. Studies on the variation of the profi le along the width of the slot are being conducted at this moment.
Conclusions
The analyses carried out on mill bits coated with different types of carbides indicate the benefi cial effect of conducting such a treatment at a temperature around 550°C. It is not clear the reason why the damage observed on the tip of the bit is not refl ected on the profi le measured on the sample.
Acnowledgements
The authors of this work express their gratitude and thanks to Paicyt-UANL, CONACYT and Government of Nuevo Leon, Mexico by fi nancial support and Ternium-Galvak specialty to Jorge Chavez Nava and Sergio Caballero for the utilization of equipment.
References
Coleman, J.R., Tooling and production, May, 1 984, pp46-48. [ Links ]
Grum, J., Kisin, M., "The infl uence of the microstructure of three Al-Si alloys on the cutting-force amplitude during fi ne turning", International Journal of Machine Tools & Manufacture, 46 (2006) 769-781, Ed. Elsevier. [ Links ]
Harry, E., Rouzaud, A., Juliet, P., Pauleau, Y. , Thin Solid Films, 342 1999 207. [ Links ]
Hoffman, A., Evans, P.J., Choen, D.D., Paterson, P.J.K., J. Appl., Phys. 15 1 992 72. [ Links ]
Katz, R.N. , High Tech Ceramics, Ed. P. Vincenzini, Elsevier, Amsterdam, 1987, pp 145-161. [ Links ]
Quinto, D.T., Willd, R. , Balzers Limited. In: 25th International, Conference on Metallurgical Coatings and Thin Films invited talk , San Diego, USA, 1998. [ Links ]
Sundgren, J.E. , Hentzell, H.T.G. , J. Vac. Sci. Technol. A 4, 1989 2259. [ Links ]
Surface Roughness Tester User's Manual, pp. 4-19, Mitutoyo, 2004. [ Links ]
Yang, H. Y. and Zhao, X. A., J. Vac. Sci. Technol. A, 6 (3) (1 988) 1646. [ Links ]
Zambrano, G., Prieto, P., Perez F. et al., Surf. Coat. Tech., [108]109 1 1998 323. [ Links ]

