










Servicios Personalizados
Revista
Articulo
 Inglés (pdf)
Inglés (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería mecánica, tecnología y desarrollo
versión impresa ISSN 1665-7381
Ingenier. mecáni. tecnolog. desarroll vol.2 no.6 México mar. 2008
Artículos
Evaluation of the Frictional Characteristics of Rolling Emulsions
Vicente Espinoza-Cantú1, Martha P. Guerrero-Mata1, Tomás Lozano2 and Rafael Colás1
1 Facultad de Ingeniería Mecánica y Eléctrica, Universidad Autónoma de Nuevo León, A.P. 149-F, 66451 San Nicolás de los Garza, N.L.
2 Facultad de Ingeniería, Universidad Autónoma de Tamaulipas, Centro Universitario Tampico Madero, Universidad Adolfo López Mateos, 89000., Tampico, Tamps.
Fecha de recepción: 31-10-07
Fecha de aceptación: 29-02-08
Abstract
A series of ring compression tests were carried out in samples machined from hot- rolled steel slabs to determine the frictional characteristics of various emulsions used for lubrication in cold rolling of steel strip; additional tests were conducted without lubrication or using polytetrafluorethylene (PTFE) tape. The material was tested at different velocities in a servo-hydraulic computer driven testing machine. The friction factor (m) was evaluated from the dimensional change of the ring samples. It was found that the increase of testing speed produces a reduction in the value of m in liquid lubricants; m was found to be independent of speed when testing without lubrication or with PTFE tape.
Keywords: Friction, lubrication, mechanical testing, cold rolling.
Palabras clave: Fricción, lubricación, pruebas mecánicas, laminado en frío.
Introduction
Frictional effects are of importance from both practical and theoretical points of view in all type of manufacturing mechanical-working operations in which a material is deformed by contact with rigid tools or dies. In metal deformation processes, frictional forces are generated at the interface between the tools and the deforming materials by virtue of the extension of the workpiece surface. These frictional forces exert the following effects [1,2]:
a) The load required for deformation is increased.
b) The internal structure and the surface characteristics (surface finish and surface defects) of the product are affected.
c) Wear of the tooling material is produced, thus reducing its useful life.
d) Dimensional changes occur in the processed material.
Due to these effects, friction is considered to be a major variable in metalworking operations and must be controlled to optimize processing procedures to achieve economical goals, without impairing the surface quality, the desired geometry or the internal structure of the product. For effective friction control, quantitative data of the effects of lubrication and other processing variables, such as temperature, speed and pressure, are essential [1,2].
One of the most important parameters in the case of cold rolling of steel strip is the magnitude of the coeffi cient of friction encountered the surface of rolls and the strip within the roll bite. Direct measurement of this coeffi cient has always been very diffi cult under laboratory conditions, and it is even more difficult to measure it during actual rolling operations [3,4].
The ring compression test is considered to be a useful technique for evaluating frictional characteristics. The test involves a simple forging operation carried out on a fl at ring-shaped specimen; the friction factor (m) or the friction coeffi cient (µ) can be related to the rate of change of the internal diameter as result of the reduction in thickness caused by the compression, as show in Figure 1. If friction is equal to zero, the ring will deform as if it was a solid disc, with each point flowing radially outwards at a rate proportional to its distance from the centre. When friction has a small, but fi nite value, outward flow will take place to a lower extend, and for the same degree of compression, the outside diameter will be smaller than in the zero-friction case. If friction exceeds a critical value, it will be energetically favourable for only a part of the ring to flow outwards and for the remainder to flow inwards towards the centre; thus the outside diameter after compression will be reduced further on. Measurement of the internal diameter of compressed rings provides a sensitive means of studying friction, since the internal diameter increases with small values and will decreases when friction is large [2,5,6].
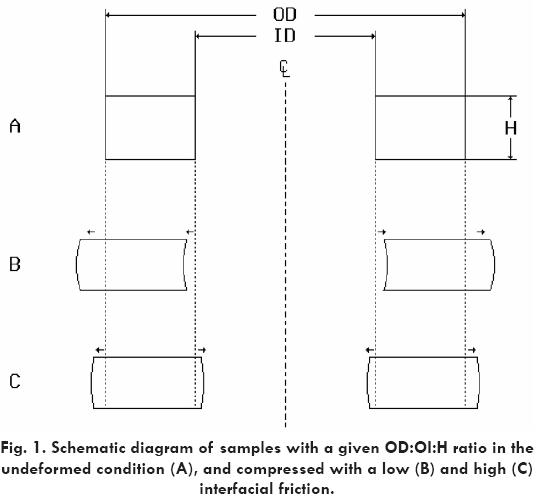
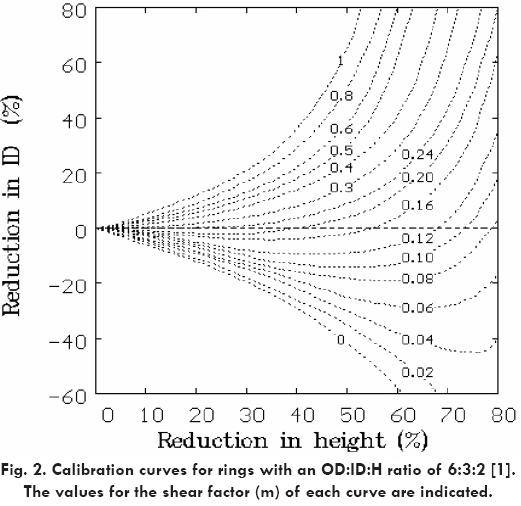
The geometry of the undeformed ring is characterized by the dimension of the outside diameter (OD), the inside diameter (ID) and its height (H), and it is a normal practice to refer is as OD:ID:H. One disadvantage of this technique is the lack of a full theoretical analysis; therefore, the numerical values of either m or µ are obtained by comparison with calibrated curves, such as the ones shown in Fig. 2 [2].
The coefficient of friction can be calculated by Coulomb's law of friction that assumes that the shear stress (t) is proportional to the yield strength (so) between the work-piece and toolings [1]:

If it assumed that the friction is constant, the friction factor will be proportional to the yield strength [2,6]:

from which can be deduced the relationship between m and µ:
The aim of this work is to present the results obtained by testing a series of ring samples machined to obtain a 6:3:2 geometry with various types of lubricants. All the tests were conducted in a servohydraulic testing machine able to change the speed of deformation.
Experimental procedure
The material used to machine the specimens was an AISI type 1006 low carbon steel (0.06 C, 0.229 Mn, 0.009 P, 0.009 S, wt.%). The dimensions of the specimens were of 12 mm OD, 6 mm ID, and 4 mm in H. The samples were upset between hardened fl at, parallel steel plates in a servohydraulic testing machine at three different speeds (0.4, 4, 40 mm/s); the amount of reduction in height was of approximately 12.5, 25 and 50 %. The experiments were carried out at room temperature and at 60 °C. The surfaces of the rings and dies were cleaned with acetone and dried with hot air before testing.
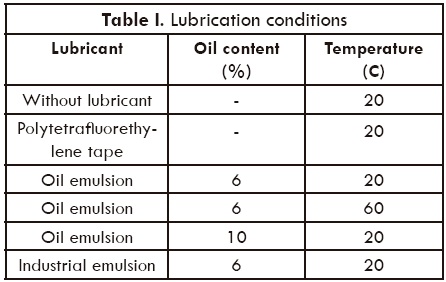
The lubrication conditions are listed in Table I. Two different types of emulsions were used, the ones identifi ed as oil emulsion were prepared fresh from a synthetic rolling oil to the concentration indicated. The industrial emulsion was taken from the supply line of a cold rolling mill had a nominal composition of 6% oil and residual contamination from different types of oils and insoluble particles. A set of specimens were tested using polytetrafluorethylene (PTFE) tape as lubricant and another set was tested without any type of lubrication.
A stirring hot plate was used to maintain the emulsion previous to testing and to heat-up the samples that were tested above room temperature. The samples that were heated to 60 °C were drilled at mid-height and to half distance between OD and ID to insert a type K (chromel-alumel) thermocouple. The dimensions of the rings were measured before and after testing to obtain the value of the friction factor (m) by comparison with the curves shown in Fig. 2.
Results and discussion
Visual analysis of the samples helps to understand the phenomena behind the fl ow of material as a function of different lubrication conditions. Fig. 3 shows four rings tested under low friction conditions (using PTFE tape); sample A corresponds to the original, undeformed ring, whereas samples B, C and D were reduced in height to 12.5, 25 and 50% respectively. It is worth noticing how the ID increases in size at the same time that OD does.
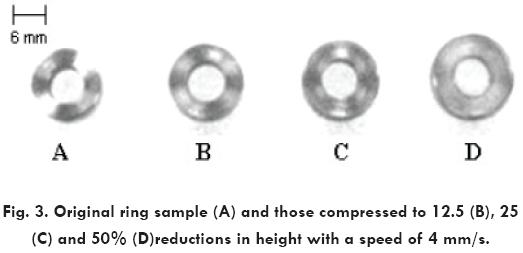
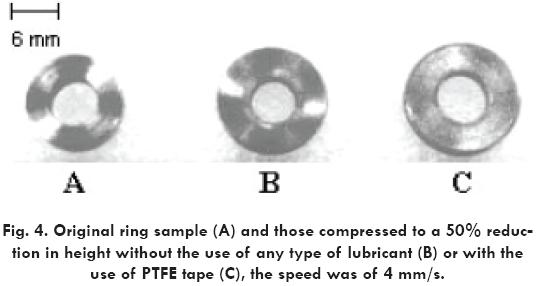
Fig. 4 shows the original ring (A) together with two rings that were compressed to a 50% reduction in height without the use of lubricant (B) and with PTFE tape (C); in this case, the ID of sample B has a smaller size than that of the original ring as result of the high frictional conditions at the interface.
Changes in the geometry of the specimens tested at 0.4, 4 and 40 mm/s are shown, respectively, in Figs. 5, 6 and 7.
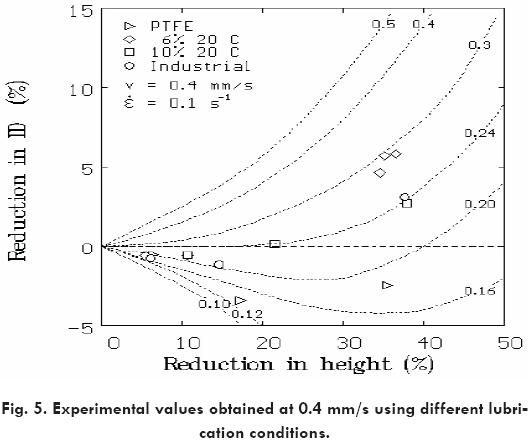
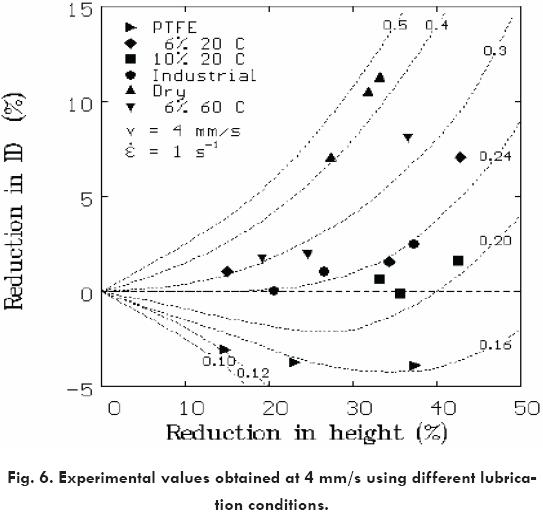
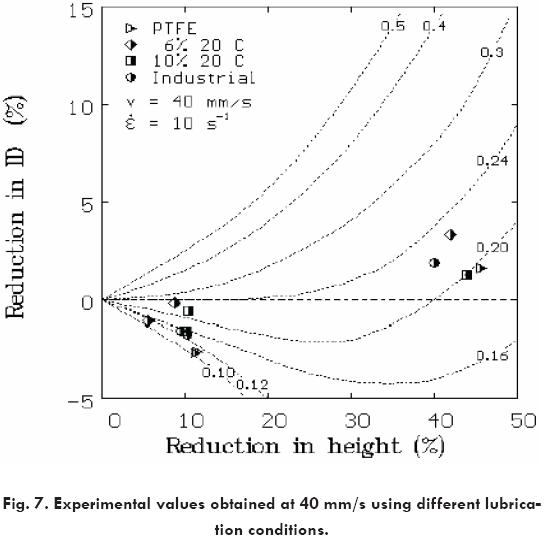
The specimens were compressed to reductions in height of 12.5, 25 and 50%, to obtain the friction factor (m) from at least three points; the lubricants used are indicated. The values of the strain rate (ε) were computed from the initial nominal height (H).
Table II shows the values of m and µ computed from Eq. (3).
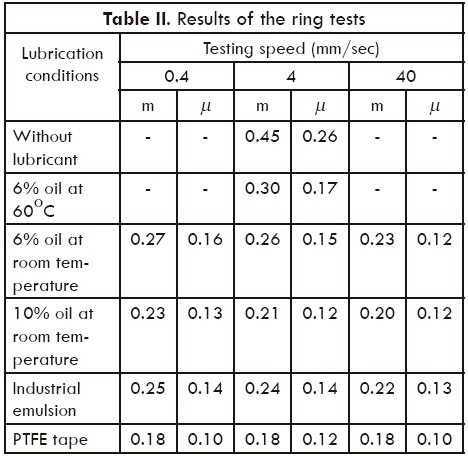
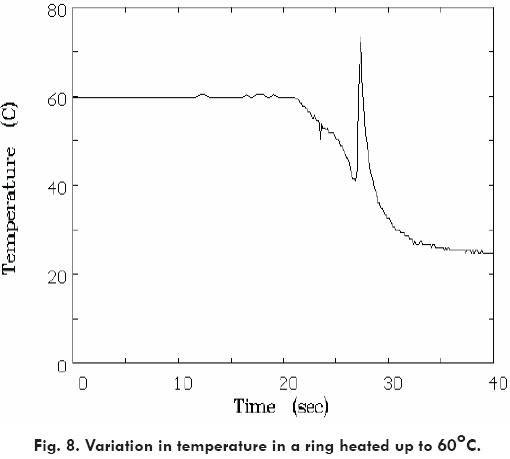
Fig. 8 shows the variation in temperature for a sample tested to the highest reduction, 50%, after being heated at 60°C, the rapid decrease of temperature that is shown in this figure is attributed to the contact with the colder toolings, whereas the increase in temperature above 70°C is due to adiabatic heating. The tests at 60°C were limited to the intermediate speed (4 m/s).
It can be appreciated in Table II that the lubricant that results with the lower values of friction is the PTFE tape, whereas the highest values are found in the tests conducted without any type of lubricants, which were limited at the intermediate speed. The values of m for the different types of emulsions vary in the range of 0.20 to 0.27 when tested at room temperature, it is worth noticing that the emulsion heated at 60°C resulted with a higher value of m (0.30). The values of m as a function of the testing speed are shown in Fig. 9, where it can be seen that the friction factor decreases as a function of speed when liquid lubricants are being used, and that the increase of oil in the emulsion contributes to the reduction in frictional conditions. The reason for the industrial emulsion exhibiting a lower friction factor may be due to the presence of oils other than those used to make the emulsion.
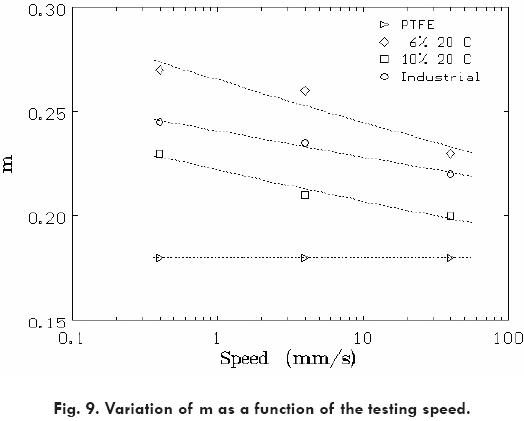
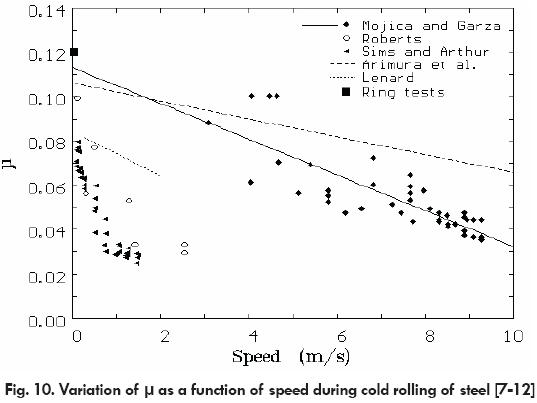
Fig. 10 shows the reported values of friction calculated by different authors [7-12] as a function of the rolling speed. The values of friction found for the industrial emulsion are included for comparison. Preliminary work is carried out to simulate the ring test by fi nite element modelling.
Conclusions
The results of this study indicate that the ring test can be used to evaluate the frictional conditions of emulsions used for cold rolling of steel, and despite the difference in speed between rolling and compression, the values obtained in the present tests are consistent with those of rolling.
No changes in the value of friction were observed to occur in the tests in which solid lubricants were used; the hydrodynamic conditions to which the liquids are subjected to may be responsible for the decrease in friction with the increase in speed. It was observed that the amount of oil in the emulsion affected the frictional conditions.
Acknowledgements
The authors will like to thank the support provided by the Mexican Council for Science and Technology (CONACYT), and to the Program for the Support of Science and Technology (PAICYT) of UANL.
References
1. J.A. Schey, Tribology in Metalworking: Lubrication, Friction and Wear, American Society for Metals, Metals Park, OH, 1983. [ Links ]
2. T. Altan, S.-I. Oh and H.L: Gegel, Metal Forming: Fundamentals and Applications, American Society for Metals, Metals Park, OH, 1983. [ Links ]
3. P.W. Whitton and H. Ford, Surface friction and lubrication in cold strip rolling, Proc. Inst. Mech. Eng., 169 (1955) 123. [ Links ]
4. W.L. Roberts, Cold Rolling of Steel, M. Dekker, New York, 1978. [ Links ]
5. A.T. Male and V. DePierre, The validity of mathematical solutions for determining friction from the ring compression test, J. Lub. Techn., 92 (1970) 389. [ Links ]
6. C.H. Lee and T. Altan, Influence of flow stress and friction upon metal fl ow in upset forging of rings and cylinders, J. Engr. Industry, 94 (1972) 775. [ Links ]
7. J. F. Mojica and J. L. Garza, Dynamic calculation of the coefficient of friction, Int. Conf. Stell Rolling. Sc. Techn. Flat Rolled Products, Iron Steel Inst. Jpn., Tokio, 1980, 1109. [ Links ]
8. W. L. Roberts, Computing the coefficient of friction in the roll bite from mill data, Blast Furnace and Steel Plant, June 1967, 499. [ Links ]
9. R. B. Sims and D. F. Arthur, Speed dependent variables in cold strip rolling, J. Iron Steel Inst., 172 (1952) 285. [ Links ]
10. T. Aimura, M. Kamata and J. Kihara, Deformation strengthe of mild steel in cold rolling, Proc. ICSTIS, suppl. Trans. ISIJ, 1971, 11, 659. [ Links ]
11. J.G. Lenard, Friction in cold rolling of a low carbon steel with lubricants, J. Mat. Proc. Techn., 99 (2000), 86. [ Links ]
12. J.G. Lenard, An examination of the coefficient of friction, Metal Forming Science and Practice, J.G. Lenard (ed.), Elsevier, 2002, 85. [ Links ]

