











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
El principal objetivo de este estudio es desarrollar e implementar una metodología de programación de producción basada en el uso de algoritmos genéticos como método de solución para minimizar el makespan y los trabajos tardíos de la línea textil de la empresa objeto de estudio.
La empresa objeto de estudio fabrica un textil técnico de cierre de contacto, este producto maneja dos clases, cierre de contacto tipo felpa y tipo gancho. Dado que los dos tipos de artículos omiten al menos una de las etapas del proceso de fabricación y además se cuenta con máquinas paralelas en dos de las fases de producción se determina que esta planta tiene una configuración flow shop híbrido flexible.
El estudio se divide en las siguientes secciones: marco teórico, en donde se analizan las características de un ambiente flow shop híbrido flexible, metaheurísticas, metodología propuesta, análisis experimental, análisis de resultados y sus correspondientes conclusiones y recomendaciones.
Marco teórico
Flow Shop
El problema de flow shop es de programación en el que cierta cantidad de trabajos (n) tienen que ser procesados por m máquinas, este problema se denomina NP-Hard cuando el número de máquinas es mayor a 3 (m>3) (Revetti et al., 2012), cada trabajo j (j= 1, 2,…,n) pasa a través de las m máquinas en un orden definido, requiere un tiempo de procesamiento p(i,j) en cada máquina i (i= 1, 2,…,m) y tiene una fecha de entrega r(j) (Ren et al., 2012). En el tipo de configuración flow shop tradicional, los trabajos deben ser procesados en cada una de las etapas, lo que significa que no se permite omitir fases en el proceso productivo. Gomez et al. (2012) abordaron un tipo de configuración flow shop con tiempos de preparación dependientes de la secuencia con el objetivo de minimizar el makespan de un conjunto de datos de problemas de referencia. Para esto, ellos diseñaron un algoritmo genético mejorado al que denominan Multi-Agent Genetic Scheduling Algorithm (MASGA) usando el paradigma del agente del software, con el que obtienen mejoras significativas en el makespan logrando el objetivo planteado. En este artículo se expone la alternativa de mejorar los resultados de Gomez et al. (2012) combinando y modificando un algoritmo genético simple con otras metodologías, se realiza un detallado análisis teórico del ambiente de producción flow shop.
Dadas las necesidades de la industria para incluir más maquinas a una o varias etapas de producción, se presenta el sistema Flow Shop Híbrido (HFS), el cual puede verse como una generalización de dos tipos de problema de programación: el problema de Programación de Máquina Paralela (PMS) y el problema de Programación del Flow Shop (FSS). La decisión clave del problema PMS es la asignación de trabajos a las máquinas y la del FSS es la secuencia de trabajos a través del flujo productivo, por lo tanto, una vez que la configuración del HFS ha sido diseñada, la principal decisión en el funcionamiento de esta es programar los trabajos a las máquinas en cada una de las etapas, es decir, determinar el orden en el que se realizarán los trabajos (Ribas et al., 2010). Por otro lado, el flow shop híbrido flexible es una extensión del flow shop híbrido, donde los trabajos siguen presentando una secuencia lineal a través de las etapas, pero uno o más trabajos pueden omitir varias etapas durante su procesamiento (Zandieh & Karimi, 2011).
El problema de programación en un flow shop híbrido flexible donde existen más de dos etapas, además de la cantidad de máquinas que intervienen en el proceso y el número y variedad de trabajos a producir, genera un crecimiento exponencial de la cantidad de alternativas de solución, es decir, las posibles combinaciones de asignaciones de los trabajos a las máquinas en las diferentes etapas son demasiadas y llevan a que el problema obtenga un nivel de complejidad NP-Hard. Para encontrar la solución a este tipo de problemas han surgido distintas herramientas de optimización combinatoria que tienen la capacidad de encontrar soluciones de muy buena calidad en tiempos de cómputo razonables, estas son conocidas en la literatura como metaheurísticas (López & Arango, 2015).
Metaheurísticas
Las metaheurísticas cuentan con las propiedades indicadas a continuación (Chicano, 2007):
a) Son métodos que orientan el proceso de búsqueda.
b) El objetivo es realizar un análisis eficiente del espacio de búsqueda para encontrar resultados semi óptimos.
c) Las metaheurísticas son algoritmos no exactos y generalmente no deterministas.
d) Pueden agregar mecanismos para evitar regiones poco favorables del espacio de búsqueda.
e) El esquema básico de cualquier metaheurística tiene una estructura preestablecida.
f) Utiliza el conocimiento del problema que se trata de resolver en forma de heurísticos que son controlados por una estrategia de más alto nivel.
g) No saben si llegan a la solución óptima, por lo tanto, se les debe indicar una cantidad de iteraciones finita y limitada.
h) Aceptan malos movimientos, es decir, se trata de procesos de búsqueda en los que cada nueva solución no es necesariamente mejor que la anterior. Algunas veces aceptan soluciones no factibles como paso intermedio para acceder a nuevas regiones no exploradas.
Comparadas con las heurísticas, las metaheurísticas encuentran soluciones superiores con mayores esfuerzos computacionales. Estas técnicas de optimización han sido utilizadas en gran variedad de aplicaciones en campos como la ingeniería, economía, teoría de juegos, ciencias computacionales, mercadeo, biología, medicina, entre otras, logrando ajustarse para cada caso y obteniendo buenos resultados (Acuña et al., 2012). Las metaheurísticas más conocidas son algoritmos genéticos, búsqueda tabú, recocido simulado, colonia de hormigas, algoritmo GRASP, entre otras.
Algoritmos genéticos
Los algoritmos genéticos son una meta heurística que imita en su funcionamiento a la evolución natural de las especies y su desarrollo se atribuye a John Holland (Gestal, 2013).
Existen elementos fundamentales en el algoritmo genético: la representación de los individuos (cromosoma), la función objetivo o función de aptitud que mide si el individuo es apto como solución, la población inicial, el reemplazo de la población y el criterio de parada (Golberg, 1989). También existen tres operaciones esenciales que se aplican a los cromosomas: selección, cruce y mutación.
Cromosoma: Esta codificación debe contener información acerca de la solución que representa y se puede construir de varias formas, la elección de la forma de codificar depende del problema a resolver. Las clases de representación de cromosomas según (Arranz & Parra, n.d) son: codificación binaria, numérica, por valor directo o codificación de árbol. Para la programación de producción se han propuesto métodos como codificación basada en los trabajos, codificación basada en las máquinas y codificación basada en la operación. Chen et al. (2008) diseñan en su artículo un algoritmo genético híbrido para minimizar el makespan en un Flow Shop Reentrante (RFS), esta investigación fue la base para definir una codificación de cromosoma basada en los trabajos.
Población inicial: Corresponde al conjunto de posibles soluciones del problema, es sometida a evaluación y se seleccionan los individuos (cromosomas) más aptos según su aptitud para dar origen a nuevos cromosomas y a nuevas poblaciones. Puede ser generada de forma aleatoria, sin incluir ningún conocimiento previo o mediante heurísticas que introducen conocimiento previo de un conjunto probable de buenas soluciones. Salazar & Sarzuri (2015) utilizaron un algoritmo genético mejorado para minimizar la tardanza total en un entorno de producción flow shop flexible con tiempos de preparación dependientes de la secuencia. De este artículo se consideró una heurística para generar una población adaptada al problema con el fin de mejorar el rendimiento del algoritmo genético.
Función fitness: La función de evaluación o fitness establece una medida numérica de la bondad de una solución, esta medida recibe el nombre de ajuste. En el funcionamiento de los algoritmos genéticos esta medición servirá para controlar la aplicación de los operadores genéticos (Gestal et al., 2010).
Reemplazo de la población: Establece el criterio de los supervivientes en cada iteración generacional. Dependiendo de los métodos de selección y cruce que se utilicen, es posible que al final de cada iteración el tamaño de la población inicial aumente, para evitar esto, se pueden escoger varios individuos y los descendientes que estos han generado. Existen varias formas de generar la población de reemplazo (Corral, 2017): generacional, estado-estacionario, gap generacional y reemplazo catastrofista.
Criterio de parada: El proceso iterativo del algoritmo finaliza en caso de que se cumpla una condición establecida, dentro de la cual se podría encontrar el procesamiento de una cantidad definida de generaciones, la aptitud de una cantidad que supere un valor definido o que el valor de la función objetivo no presente una mejor solución después del número de iteraciones establecido (Solari & Ocampo, 2006).
Selección: Fase responsable de seleccionar a los individuos que serán cruzados o mutados con el fin de generar una nueva población de individuos procesados (Gesta et al., 2010). Esta selección se puede realizar de varias formas: por ruleta, por torneo, por rango, elitista y jerárquica.
Cruce: Consiste en mezclar el material genético de dos cromosomas que serán progenitores y que han sido seleccionados (utilizando cualquier técnica). Por lo general, los cromosomas son aleatoriamente divididos y mezclados, por lo que ciertos genes de los descendientes provienen de un progenitor, mientras otros provienen del otro, es decir, los descendientes tendrán en su genotipo información de ambos progenitores. El cruce garantiza la conservación de las características que hacen a un individuo fuerte para sobrevivir y la eliminación de las que lo hacen débil (Aguilar, 2016). Las diferentes técnicas de cruce que más se usan son: cruce de un punto, cruce de dos puntos, cruce uniforme, Operador Partially Mapped Crossover, entre otras.
Mutación: Tras el cruce, tiene lugar la mutación. Este operador transforma levemente a un individuo, puede evitar la convergencia y cambia la dirección de búsqueda. Se eligen dos posiciones en forma aleatoria entre 1 y n, los genes de cada posición se intercambian. La probabilidad de mutación generalmente es menor a 1 %, sin embargo, se realizan mutaciones para garantizar que ningún punto del espacio de búsqueda no tenga la probabilidad de ser evaluado (Salazar & Sarzuri, 2015).
Algoritmos Genéticos Multiobjetivo: La optimización multiobjetivo involucra múltiples objetivos frecuentemente en conflicto, que deben ser solucionados de forma simultánea (Esquivel et al., 2002).
Estableciendo el problema que cuenta con
Para la solución de los problemas multiobjetivo Schaffer (1985) propone el primer algoritmo genético multiobjetivo (llamado VEGA-Algoritmos genéticos evaluados por vectores), cuya idea principal se ve plasmada en la división de la población en subpoblaciones (de igual tamaño), para cada subpoblación, se asigna un único objetivo para su respectiva búsqueda de solución; dando así, un procedimiento de selección de mejor hijo independiente por cada uno de los objetivos, así como la ejecución de los cruces a través de límites de subpoblación (Schaffer, 1985).
En los diferentes estudios analizados se encontró que la función objetivo más estudiada ha sido el makespan; muy pocos se enfocan en el criterio de trabajos tardíos y la mayoría utiliza como método de solución el algoritmo genético. Autores como Zobolas et al. (2009), desarrollaron una propuesta de metaheurística híbrida, diseñando múltiples componentes para el proceso del algoritmo, primero, el desarrollo de un método de heurística constructiva aleatoria para la generación de la población inicial, posteriormente un algoritmo genético (GA) para soluciones generales y una posterior búsqueda de vecindad variable (VNS) para la mejora en las soluciones arrojadas, minimizando el makespan en un ambiente flow shop de permutación, esta investigación atribuye el concepto de combinación de ciclos para el proceso de búsqueda de la mejor solución. Karmakar & Manhaty (n.d) centraron su investigación en un problema de Flexible Flow Shop (FFS), donde buscaron la minimización del makespan a través de la aplicación de la teoría de restricciones (TOC) y un algoritmo genético que busca soluciones para el escenario de múltiples productos en máquinas en etapas con tiempos de preparación dependientes de la secuencia y almacenamientos intermedios infinitos, con esta investigación se complementa la construcción de la lógica correspondiente a tiempos de preparación y aplicación de restricciones a la primera fase del modelo propuesto. Zhang (2019) planteo para un modelo de FFSP (Flexible Flow Shop Shceduling Problem) una consideración del uso de GA mezclado con el algoritmo heurístico de Palmer para la solución de un objetivo, para esto, se realiza el diseño del simulador de eventos discretos (DES) en el cual se plantean diferentes escenarios de testing para corroborar la efectividad del modelo planteado. Oguz & Ercan (2005) estudiaron un ambiente flow shop híbrido con tareas multiprocesadas en el que emplean un algoritmo genético con un nuevo modelo crossover, un test preliminar de resultados parametrizables, y una generación de mejores soluciones, posteriormente realizan una comparación con la metaheurística búsqueda tabú para encontrar el mejor makespan. Este artículo atribuye al modelo construido el planteamiento de tests preliminares y los resultados parametrizables para encontrar mejores soluciones. Toro et al. (2006) resuelven el problema de minimización del tiempo total de producción utilizando el algoritmo genético modificado de Chu-Beasley, este artículo atribuye a la investigación la selección del método de cruce y mutación, así como el proceso de modificación de la población N+1. Salazar & Sarzuri (2015) estudiaron una configuración flow shop flexible con tiempos de preparación dependientes de la secuencia en el que usan un algoritmo genético mejorado con el objetivo de minimizar la tardanza total del proceso de producción. Otro punto que se pudo observar en la revisión del estado del arte es que son pocos los autores que enfocan la investigación a problemas multiobjetivo, aun cuando; los problemas reales de ingeniería tienen múltiples objetivos. Allahverdi & Al-Anzi (2008) proponen tres métodos: recocido simulado, colonia de hormigas y evolución diferencial auto adaptativa para minimizar tiempo de finalización medio y makespan. Jarboui et al. (2011) buscan minimizar el makespan y el tiempo de flujo total en un ambiente flow shop sin espera para más de dos máquinas, para ello proponen un algoritmo genético híbrido en el que usan la metodología de vecino más próximo como mecanismo de mejora en el último paso del algoritmo. Czajkowsk & Kretowski (2019) construyen una solución basada en Global Model Tree (GMT) que atribuye a los algoritmos la capacidad de búsqueda de soluciones multiobjetivo con la generación de soluciones que satisfacen los objetivos en paralelo, y un posterior proceso de Pareto para su decisión de mejor solución. Adicionalmente, se resaltan componentes de funciones de aglomeración y soluciones elitistas, lo cual atribuye al proyecto en puntos de vista para la mejor unificación de soluciones en las dos funciones objetivo planteadas. En la literatura existente son escasos los trabajos que abordan sistemas reales de manufactura, la mayoría de las investigaciones son desarrolladas sobre conjuntos de problemas de pruebas generados aleatoriamente. Es por eso que este trabajo supone un gran aporte al plantear la solución de dos objetivos (makespan y trabajos tardíos) e implementarse en un ambiente real de manufactura (textiles técnicos).
Metodología propuesta
El método seleccionado ha sido el algoritmo genético multi objetivo (MOGA), considerando las premisas del ambiente flow shop híbrido flexible. A continuación, se enumeran los supuestos manejados en el estudio:
a) Cada máquina tiene la capacidad de procesar como máximo un montaje (conjunto de artículos por tipo y color) a la vez.
b) Cada montaje es procesado solamente en una máquina a la vez.
c) Toda máquina se caracterizará como disponible en el momento T=0 y no se tendrán en cuenta los tiempos de mantenimiento.
d) No se permiten interrupciones durante el procesamiento de los montajes en cada máquina.
e) Los tiempos de procesamiento son determinísticos y previamente conocidos.
f) Los tiempos de montaje y alistamiento de máquina, están inmersos en los tiempos de procesamiento en cada una de las etapas.
g) La flexibilidad del flow shop híbrido en el modelo se verá reflejada a partir de la asignación de un tiempo de procesamiento igual a 0 (cero) en la (s) etapas (s) donde el producto no requiera de su procesamiento.
h) No se tendrán en cuenta los tiempos de transporte entre etapas, dado que no son relevantes en el tiempo del proceso.
i) Todos los artículos tienen la misma prioridad para su procesamiento.
Para la metodología se definieron los siguientes conjuntos, parámetros y variables:
a) Conjuntos:
γ= |
artículo |
m= |
máquina |
t= |
turno |
|
posición de artículo |
|
agrupación de artículos por tipo de producto (gancho o felpa) y de color η |
b) Parámetros:
α= |
iteraciones |
β= |
subpoblaciones |
µ= |
cromosomas |
ɯ= |
% de mutación |
η= |
color |
λ= |
tipo de artículo |
|
tiempo de procesamiento del artículo γ |
|
due date del artículo γ de color η |
|
cantidad de metros del artículo γ de color η |
c) Variables:
|
asignación del artículo γ al turno |
|
asignación del artículo γ al turno |
|
asignación del artículo γ en la máquina m en la posición j |
|
tiempo de terminación del artículo γ |
|
Makespan, tiempo máximo de terminación de todos los artículos en la última etapa de procesamiento. |
Con base en los conjuntos, parámetros, variables y supuestos definidos en el estudio,
el modelo propuesto se divide en dos fases, la primera corresponde al método de
asignación de artículos (γ) al proceso de tintorería (este proceso cuenta con tres
máquinas paralelas con diferente capacidad, pero con el mismo tiempo de
procesamiento), donde se utiliza la heurística basada en la regla de despacho LPT
dando como resultado una matriz que representa la asignación de los artículos (γ) en
las tres máquinas (m=3) de tintorería y en los turnos (t) con duración igual a 3
horas, capacidad de tres turnos al día y un tamaño de artículo (γ) adaptado a las
restricciones de capacidad de maquinaria. La segunda fase abarca la programación de
artículos (γ) desde el proceso de mageba (proceso posterior a la tintorería) hasta
el empaque (proceso final) mediante el uso de un algoritmo genético cuyos resultados
serán medidos por Makespan (
La metodología diseñada se diferencia de la expuesta por Jarboui et al. (2011) en el momento de uso de las heurísticas, ya que Jarboui et al. (2011) usó la heurística del vecino más próximo en el último paso del algoritmo genético para prevenir que las posibles soluciones quedaran en el espacio de óptimos locales; en esta investigación se utilizó la heurística LPT para la generación de la población inicial del algoritmo teniendo en cuenta las restricciones de capacidad de las máquinas del proceso de tintorería.
La descripción de la metodología se indica a continuación:
Fase 1. Asignación de artículos a proceso de tintorería:
1. Realizar consolidación de la totalidad de artículos (γ) pertenecientes a las órdenes de venta cargadas en SAP para su programación de producción.
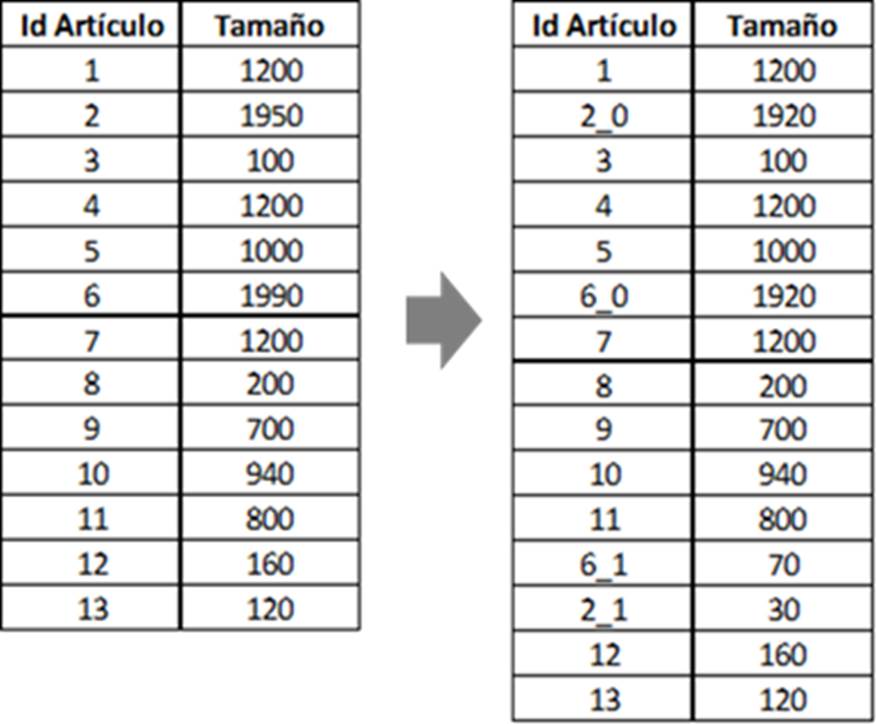
2. Consultar la cantidad de metros de cada artículo (γ), y verificar que no supere la capacidad máxima de metros (capacidad máxima: 1920 m, correspondiente a la capacidad instalada de la máquina 1 de tintorería).
2.1 Si la cantidad de metros de un artículo (γ) es mayor a 1920 m, se divide el número de metros del artículo (γ) en 1920 generando un artículo (
2.2 Si la cantidad de metros del artículo (γ) es menor o igual a 1920 m se conserva el Id del artículo como único.
Fuente: Elaboración propia
3. Agrupar los artículos (γ) y los artículos (
4. Desglosar los conjuntos de tipo de artículo (
Tabla 1 Tabla de agrupación de artículos
| P λη | Artículos γ | Artículos γ | Artículos γ_k | Pγ | Color (η) |
| 3 | 3 | 100 | F | Verde 1 | |
| 3 | 4 | 1200 | F | Verde 1 | |
| 3 | 11 | 800 | F | Verde 1 | |
| 3 | 13 | 120 | F | Verde 1 | |
| 1 | 1 | 1200 | F | Negro | |
| 1 | 2 | 1950 | F | Negro | |
| 1 | 6_1 | 70 | F | Negro | |
| 1 | 2_1 | 30 | F | Negro | |
| 1 | 8 | 200 | G | Negro | |
| 1 | 9 | 700 | G | Negro | |
| 4 | 6 | 1990 | G | Azul | |
| 2 | 5 | 1000 | G | Amarillo | |
| 2 | 7 | 1200 | G | Amarillo | |
| 2 | 10 | 940 | G | Amarillo | |
| 2 | 12 | 160 | G | Amarillo |
Fuente: Elaboración propia
5. Realizar la sumatoria de metros correspondientes a los artículos (γ) y artículos (
6. Ordenar los conjuntos
Tabla 2 Agrupación de conjuntos
| P λη | Σγ+γk |
| 1 | 5050 |
| 2 | 3300 |
| 3 | 2220 |
| 4 | 1990 |
| Total | 12560 |
Fuente: Elaboración propia
7. Evaluar la asignación de conjuntos de artículos
Tabla 3 Tabla asignación de artículos a máquinas y turnos
| Capacidades | Turno 1 | Turno 2 | Turno 3 | … | Turno N | |
| 1920 | Máquina 1 | |||||
| 960 | Máquina 2 | |||||
| 160 | Máquina 3 |
La máquina 1, tiene una capacidad de 1920 m por turno
Cada máquina tendrá un N de turnos que serán asignados según la cantidad de artículos/conjuntos a producir
Fuente: Elaboración propia
8. Generar una subpoblación (β) (cantidad de subpoblaciones parametrizable) seleccionando de forma aleatoria los artículos (γ) que contiene el conjunto
8.1 Máquina 1: ¿La máquina m en el turno t (t de menor a mayor), tiene capacidad para el artículo (γ)?
Sí: Asignar el artículo al turno “t”.
No: validar capacidad del turno “t+1” para el artículo (γ).
8.2 Máquina 2: ¿El artículo (γ) es mayor a la capacidad de la maquina 2?
Sí: Asignar nuevo turno “t” a la máquina 1.
No: Asignar a turno “t” de máquina 2 teniendo en cuenta la lógica de capacidad por turno “t”.
8.3 Máquina 3: ¿El artículo (γ) es mayor a la capacidad de la maquina 3?
Sí: Evaluar restricción 1 (¿La cantidad de metros del trabajo (γ) es menor o igual a la capacidad de la máquina 2?)
Sí: Asignar a turno de máquina 2 teniendo en cuenta la lógica de capacidad por turno “t”.
No: Asignar nuevo turno
No: Asignar a máquina 3 teniendo en cuenta la lógica de capacidad por turno “t”. (Figura 2).

9. Una vez la totalidad de artículos (γ) sean distribuidos en la matriz de máquinas/turnos se da por cerrada la generación de la subpoblación (β) y se continuará con la subpoblación (β+1) hasta la cantidad de subpoblaciones (β) parametrizadas.
Fase 2. Algoritmo genético
1. Una vez generada la subpoblación (β) reflejada en la asignación de artículos (γ) a máquinas (m) y turnos (t), se construye un cromosoma compuesto por genes que representan los turnos de las máquinas de tintorería, los cuales se componen de los artículos ordenados en secuencia de procesamiento para las etapas de mageba en adelante.
La Figura 3 representa una subpoblación y la Figura 4 representa un cromosoma generado a partir de la subpoblación.


Cada cromosoma se compone de un grupo de genes conformados por los artículos (γ) ordenados de forma aleatoria y asignados a cada turno.
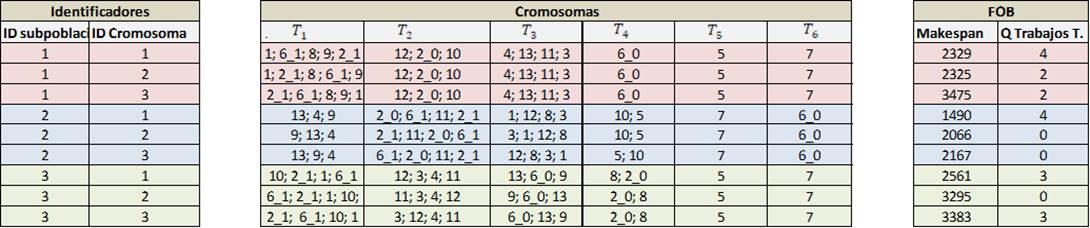
2. Generar una cantidad (parametrizable) de cromosomas (µ) por cada subpoblación (β). A través de la Figura 5 se puede ver un ejemplo de generación de tres subpoblaciones con tres cromosomas parametrizados.
3. Medir el makespan y trabajos tardíos a cada uno de los cromosomas (µ) generados, las funciones objetivo son tomadas como las funciones fitness planteadas para la evaluación de los individuos (Figura 6).
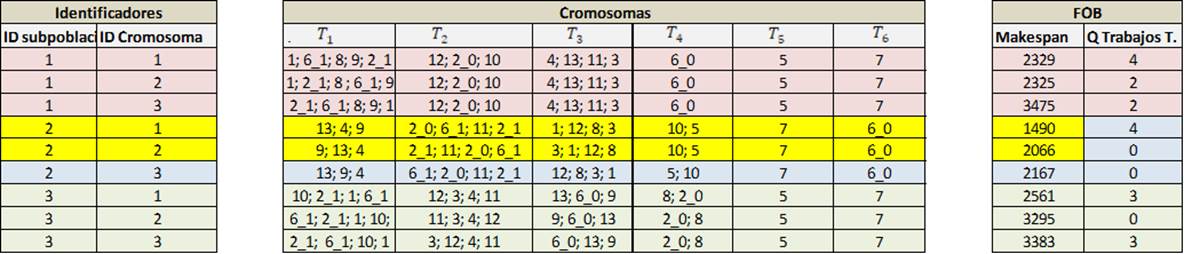
4. Una vez ejecutada la iteración (α) 0, que genera las subpoblaciones (β) y sus correspondientes cromosomas (µ), la selección del mejor cromosoma (µ), deberá basarse en los resultados del makespan o en la sumatoria de la cantidad de trabajos tardíos dados por cada subpoblación (β), según la medición seleccionada en cada iteración (α), la cual, deberá ser de forma intercalada:
Como ejemplo, en la Figura 7 se seleccionan los mejores padres de la subpoblación dos según medición de makespan (medición seleccionada para la iteración 0), los cuales se encuentran resaltados en color amarillo.
1. Una vez dada la selección de los mejores cromosomas (µ) según makespan de cada subpoblación (β), se debe llevar a cabo el proceso de cruce uniforme, el cual deberá realizarse intercambiando la posición de los genes (Figura 8).

2. Una vez cruzados los cromosomas, se realiza la medición del fitness (Figura 9).
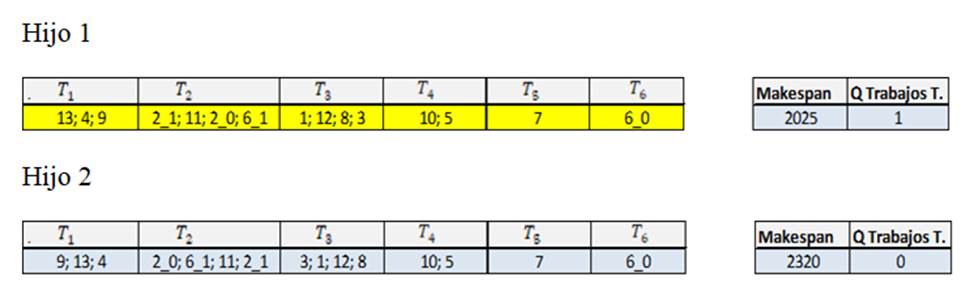
7. Al generar los hijos, determinar si se realiza el proceso de mutación de acuerdo con los criterios descritos a continuación:
● El % de probabilidad de mutación (ɯ) deberá ser parametrizable
● El número aleatorio para determinar si se realiza la mutación, será realizado para cada uno de los hijos:
Hijo 1
● % Mutación parametrizado: 10 % (resultados de 1 a 10 en número aleatorio de 1 a 100)
● Número aleatorio: 86
● Resultado: No mutación
Hijo 2
● % Mutación parametrizado: 10 % (resultados de 1 a 10 en número aleatorio de 1 a 100)
● Número aleatorio: 5
● Resultado: Cromosoma a mutar
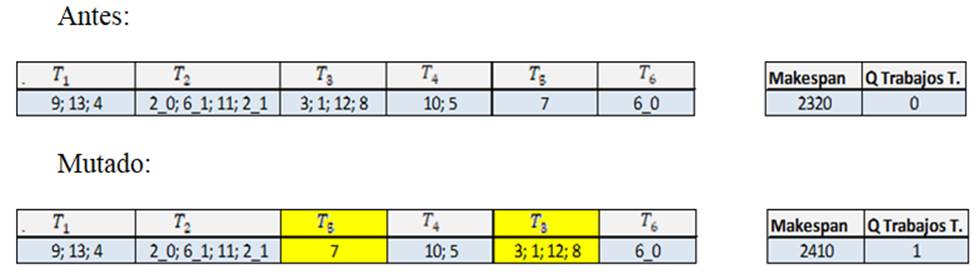
8. En caso de que se cumpla el porcentaje para el proceso de mutación, en este caso, el hijo Núm. 2 del proceso de cruce de cromosomas presentado en el numeral 6, se deberán seleccionar dos genes de forma aleatoria, e intercambiar sus posiciones (Figura 10).
9. Los cromosomas (µ) cruzados y mutados (si aplica), deberán reemplazar a los cromosomas (µ) con mayor makespan generados en la iteración 0 para generar la nueva población; este método se denomina reemplazo por estado estacionario, teniendo en cuenta los siguientes puntos:
● Si los 2 cromosomas (µ) hijos no mutaron, pasan a reemplazar los 2 peores de la iteración 0
● Si de los 2 cromosomas (µ) hijos mutó 1, pasan a reemplazar los 3 peores de la iteración 0
● Si los 2 cromosomas (µ) mutan, se generarán 4 cromosomas (µ) que reemplazarán a los 4 peores
● Este caso se repetirá en cada iteración, y se escogerá dependiendo de la medición intercalada de cada una.
10. El proceso de cruce y mutación deberá realizarse para cada conjunto de cromosomas (µ) pertenecientes a cada una de las subpoblaciones (β) generadas.
11. Una vez integrados los cromosomas (µ) (hijos) en cada subpoblación (β), se deberá llevar a cabo la iteración α+1, en donde la medición del fitness será intercalada (diferente a la iteración α).
12. La cantidad de iteraciones (α) deberá ser parametrizable.
13. Para cada cromosoma (µ), realizar el cálculo de los Key Performance Indicators (KPIs) correspondientes a makespan y trabajos tardíos normalizándolos con la misma escala de medida (%) y promediarlos (Figura 11).

Indicador makespan: (
Indicador trabajos tardíos: (Min
14. Seleccionar el menor valor del KPI total como mejor resultado (Figura 12).

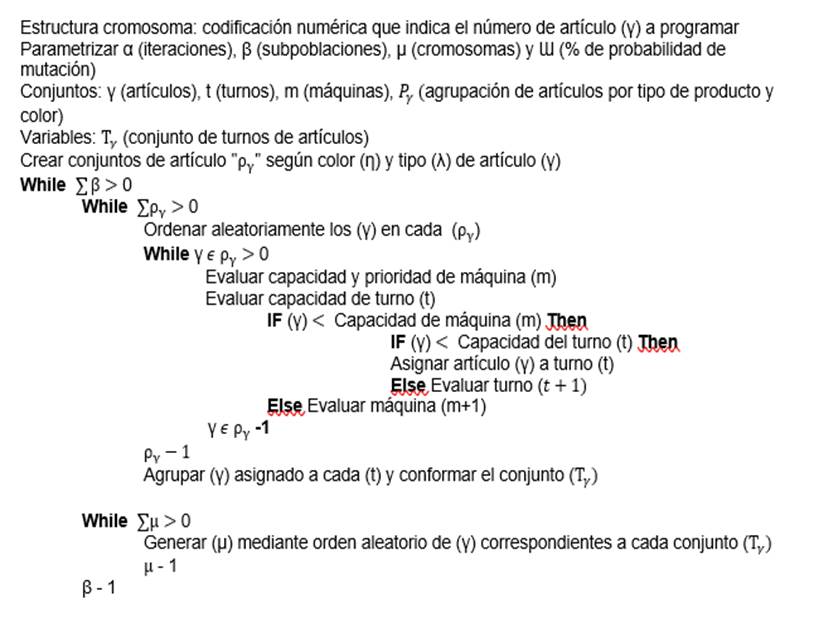
Pseudocódigo de la metodología propuesta
Obsérvense las Figuras 13 y 14.

Análisis experimental
Se realizó la prueba del modelo propuesto utilizando datos históricos de la empresa objeto de estudio con el fin de comparar los resultados reales de makespan y la cantidad de trabajos tardíos vs. resultados arrojados por el modelo.
El algoritmo diseñado ha sido desarrollado e implementado para el uso de la empresa a través del lenguaje de programación Python versión 3.8.5 y las pruebas fueron ejecutadas en un equipo portátil con procesador Intel Core i5 g8 y capacidad de memoria RAM de 8 GB.
Para el funcionamiento del modelo es necesario el ingreso de los parámetros iniciales indicados en Tablas 4 y 5 requeridos por el algoritmo genético.
Tabla 4 Parámetros del sistema
| Parámetro | Descripción |
| Cantidad de subpoblaciones (β) | Número de grupos de cromosomas construidos a partir de la asignación a máquinas de tintorería |
| Cantidad de cromosomas (µ) | Orden aleatorio de trabajos, basados en la asignación de turnos por máquina en cada subpoblación |
| % Mutación (ɯ) | Probabilidad de mutación de los cromosomas, lo cual aplica solamente para cromosomas de la misma subpoblación |
| Iteraciones AG | Cantidad de iteraciones del algoritmo genético, desde el proceso de cruce y mutación hasta el reemplazo de cromosomas y cálculo de fitness |
| Fecha inicio de producción | Fecha en la cual se inicia el proceso operativo de producción; base para el cálculo de tiempos de proceso |
Fuente: Elaboración propia
Tabla 5 Paso de cada tipo de artículo por máquinas
| Tipo de artículo |
||
| Máquinas m | Felpa | Gancho |
| Tintorería-autoclave 1 | 1 | 1 |
| Tintorería-autoclave 2 | 1 | 1 |
| Tintorería-autoclave 3 | 1 | 1 |
| Mageba | 1 | 1 |
| Cepillo breiten | 1 | 0 |
| Termofijadora 1 | 1 | 1 |
| Termofijadora 2 | 0 | 1 |
| Corte monofilamento | 0 | 1 |
| Corte ultrasonido | 1 | 1 |
| Enrollado | 1 | 1 |
| Empaque | 1 | 1 |
Fuente: Elaboración propia a partir de datos de la empresa
El procesamiento de los dos tipos de artículo (Gancho y Felpa) se presenta en la Tabla 5, si existe 1 el producto puede fabricarse en esa máquina, si se visualiza 0 el trabajo no debe procesarse en esa máquina.
Pruebas reales
El procedimiento y software desarrollado se aplicó a la producción real de la empresa objeto de estudio con 165 trabajos correspondientes a 10 programas de producción pertenecientes a los meses de enero, febrero y junio con fechas de entrega de 14 días.
La Figura 15 muestra los resultados obtenidos de las mejores soluciones, la media del makespan, la desviación estándar muestral (calculada a partir de la desviación entre las soluciones generadas en cada una de las iteraciones de los cromosomas, indicando la dispersión de las soluciones comparadas con la media dada como resultado de las funciones objetivo) y la desviación porcentual (calculada a partir de las soluciones de cada una de las iteraciones, captando la propagación de los resultados de las funciones objetivo respecto a la media calculada en cada uno de los escenarios de prueba de una forma porcentual) en las simulaciones ejecutadas con cada una de las combinaciones de parámetros para los γ=165 trabajos. Teniendo en cuenta que una desviación estándar baja indica que la mayoría de los datos de una muestra tienden a estar agrupados cerca de su media, mientras que una desviación estándar alta indica que los datos se extienden sobre un rango de valores más amplio, se analiza que las desviaciones altas presentadas como resultado generan en su mayoría los mejores fitness, es decir, que las mejores soluciones se encontraron realizando una exploración más amplia del espacio de búsqueda.
Figura 15 Resultados de las simulaciones
| Fecha de prueba | Cantidad de trabajos | Iteraciones | Subpoblaciones | Cromosomas | % Mutación | Mejor ME pruebas | Media | Desvest | Desv% | TTpruebas |
| enero 12 2020 | 5 | 10 | 2 | 2 | 5 | 468 | 4.788 | 7,7 | 1,61% | 0 |
| 10 | 2 | 5 | 5 | 474 | 4.819 | 5,6 | 1,16% | 0 | ||
| 10 | 10 | 2 | 5 | 468 | 4.788 | 7,7 | 1,61% | 0 | ||
| 10 | 10 | 5 | 5 | 465 | 4.773 | 8,7 | 1,83% | 0 | ||
| 20 | 2 | 2 | 5 | 466 | 4.778 | 8,4 | 1,75% | 0 | ||
| 20 | 2 | 5 | 5 | 479 | 4.844 | 3,9 | 0,80% | 0 | ||
| 20 | 10 | 2 | 5 | 466 | 4.778 | 8,4 | 1.75% | 0 | ||
| 20 | 10 | 2 | 5 | 466 | 4.778 | 8,4 | 1.75% | 0 | ||
| enero 15 2020 | 10 | 10 | 2 | 2 | 5 | 3791 | 3.809 | 13 | 0,34% | 0 |
| 10 | 2 | 5 | 5 | 3758 | 3.792 | 24,6 | 0,65% | 0 | ||
| 10 | 10 | 2 | 5 | 3758 | 3.814 | 39,7 | 1,04% | 0 | ||
| 10 | 10 | 5 | 5 | 3758 | 4.051 | 207,6 | % | 0 | ||
| 20 | 2 | 2 | 5 | 3758 | 3.799 | 29,2 | 0,77% | 0 | ||
| 20 | 2 | 5 | 5 | 3758 | 3.823 | 46,6 | 1,22% | 0 | ||
| 20 | 10 | 2 | 5 | 3758 | 4.036 | 197 | 4,88% | 0 | ||
| 20 | 10 | 5 | 5 | 3758 | 4.071 | 221,6 | 5,44% | 0 | ||
| enero 22 2020 | 23 | 10 | 2 | 2 | 5 | 1617 | 1.814 | 139, | % | 0 |
| 10 | 2 | 5 | 5 | 1618 | 1.73 | 79,3 | 4,58% | 0 | ||
| 10 | 10 | 2 | 5 | 1597 | 1.804 | 146,7 | 8,13% | 0 | ||
| 10 | 10 | 5 | 5 | 1616 | 1.81 | 137,4 | 7,59% | 0 | ||
| 20 | 2 | 2 | 5 | 1622 | 1.803 | 128,2 | 7,11% | 0 | ||
| 20 | 2 | 5 | 5 | 1628 | 1818 | 134,6 | 7,40% | 0 | ||
| 20 | 10 | 2 | 5 | 1604 | 1.827 | 158 | 8,65% | 0 | ||
| 20 | 10 | 5 | 5 | 1617 | 1.826 | 148,1 | 8,11% | 0 | ||
| enero 27 2020 | 46 | 10 | 2 | 5 | 4456 | 4.46 | 3,2 | 0,007% | 0 | |
| 10 | 2 | 5 | 5 | 4456 | 4759 | 193,5 | 4,09% | 0 | ||
| 10 | 10 | 2 | 5 | 4456 | 4.941 | 343,3 | 6,95% | 0 | ||
| 10 | 10 | 5 | 5 | 4456 | 5046 | 417,8 | 8,28% | 0 | ||
| 20 | 2 | 2 | 5 | 4456 | 4.742 | 202,4 | 4,27% | 0 | ||
| 20 | 2 | 5 | 5 | 4456 | 5.067 | 425 | 8,39% | 0 | ||
| 20 | 10 | 2 | 5 | 4456 | 5.203 | 528,4 | 10,16% | 0 | ||
| 20 | 10 | 5 | 5 | 4456 | 5.127 | 474,8 | 9,26% | 0 | ||
| febrero 03 2020 | 28 | 10 | 2 | 2 | 5 | 5869 | 5904 | 23,78 | 0%40 | 0 |
| 10 | 2 | 5 | 5 | 5999 | 6002 | 22,49 | 0,37% | 1 | ||
| 10 | 10 | 2 | 5 | 5835 | 6013 | 127,41 | 2,12% | 0 | ||
| 10 | 10 | 5 | 5 | 5873 | 6046 | 113,58 | 1,88% | 0 | ||
| 20 | 2 | 2 | 5 | 6058 | 6051 | 127,4 | 2,10% | 0 | ||
| 20 | 2 | 5 | 5 | 5856 | 6019 | 139,39 | 2,32% | 0 | ||
| 20 | 10 | 2 | 5 | 5854 | 6013 | 139,84 | 2,33% | 0 | ||
| 20 | 10 | 5 | 5 | 5853 | 6049 | 142,95 | 2,36% | 0 | ||
| febrero 07 2020 | 10 | 10 | 2 | 2 | 5 | 1170 | 1212 | 52,89 | 4,36% | 0 |
| 10 | 2 | 5 | 5 | 1165 | 1191 | 47,26 | 3,97% | 0 | ||
| 10 | 10 | 2 | 5 | 1170 | 1257 | 63,64 | 5,06% | 0 | ||
| 10 | 10 | 5 | 5 | 1165 | 1221 | 60,09 | 4,92% | 0 | ||
| 20 | 2 | 2 | 5 | 1165 | 1207 | 54,79 | 4,54% | 0 | ||
| 20 | 2 | 5 | 5 | 1165 | 1247 | 64,79 | 5,20% | 0 | ||
| 20 | 10 | 2 | 5 | 1165 | 1234 | 65,08 | 5,27% | 0 | ||
| 20 | 10 | 5 | 5 | 1165 | 1208 | 55,73 | 4,61% | 0 | ||
| febrero 14 2020 | 11 | 10 | 2 | 2 | 5 | 2651 | 2679 | 41,44 | 1,50% | 0 |
| 10 | 2 | 5 | 5 | 2646 | 2668 | 36,59 | 1,37% | 0 | ||
| 10 | 10 | 2 | 5 | 2646 | 2676 | 33,47 | 1,25% | 0 | ||
| 10 | 10 | 5 | 5 | 2646 | 2672 | 29,34 | 1,10% | 0 | ||
| 20 | 2 | 2 | 5 | 2651 | 2690 | 33,73 | 1,25% | 0 | ||
| 20 | 2 | 2 | 5 | 2651 | 2680 | 33,55 | 1,25% | 0 | ||
| 20 | 10 | 2 | 5 | 2646 | 2671 | 29,98 | 1,12% | 0 | ||
| 20 | 10 | 5 | 5 | 2646 | 2675 | 38,01 | 1,42% | 0 | ||
| febrero 17 2020 | 8 | 10 | 2 | 2 | 5 | 371 | 683 | 7,88 | 1,15% | 0 |
| 10 | 2 | 5 | 5 | 673 | 678 | 6,06 | 0,89% | 0 | ||
| 10 | 10 | 2 | 5 | 671 | 683 | 7,88 | 1,15% | 0 | ||
| 10 | 10 | 5 | 5 | 671 | 680 | 8,33 | 1,23% | 0 | ||
| 20 | 2 | 2 | 5 | 676 | 681 | 4,45 | 0,65% | 0 | ||
| 20 | 2 | 5 | 5 | 675 | 681 | 5,14 | 0,75% | 0 | ||
| 20 | 10 | 10 | 2 | 5 | 670 | 682 | 9,62% | 0 | ||
| 20 | 10 | 5 | 5 | 670 | 682 | 9,62 | 1,41% | 0 | ||
| febrero 24 2020 | 12 | 10 | 2 | 2 | 5 | 1928 | 1.99 | 44,2 | 2,22% | 0 |
| 10 | 2 | 5 | 5 | 2005 | 2.035 | 21,4 | 1,05% | 0 | ||
| 10 | 10 | 2 | 5 | 1948 | 2.155 | 146,7 | 6,81% | 0 | ||
| 10 | 10 | 5 | 5 | 1901 | 2.24 | 240,2 | 10,72% | 0 | ||
| 20 | 2 | 2 | 5 | 1969 | 2.163 | 137,5 | 6,35% | 0 | ||
| 20 | 2 | 5 | 5 | 1938 | 2060 | 86,4 | 4,19% | 0 | ||
| 20 | 10 | 2 | 5 | 1889 | 2.207 | 225,3 | 151,1% | 0 | ||
| 20 | 10 | 5 | 5 | 1944 | 2.157 | 151,1 | 7,00% | 0 | ||
| junio 04 2020 | 12 | 10 | 2 | 2 | 5 | 688 | 690 | 1,88 | 0,27% | 0 |
| 10 | 2 | 5 | 5 | 691 | 702 | 15,85 | 2,26% | 0 | ||
| 10 | 10 | 2 | 5 | 690 | 706 | 14,49 | 2,05% | 0 | ||
| 10 | 10 | 5 | 5 | 690 | 712 | 11,64 | 1,63% | 0 | ||
| 20 | 2 | 2 | 5 | 695 | 703 | 14,17 | 2,02% | 0 | ||
| 20 | 2 | 5 | 5 | 696 | 708 | 12,08 | 1,71% | 0 | ||
| 20 | 10 | 2 | 5 | 688 | 706 | 13,47 | 1,91% | 0 | ||
| 20 | 10 | 5 | 5 | 688 | 699 | 11,28 | 1,61% | 0 |
Fuente: Elaboración propia
Los tiempos computacionales del algoritmo varían de acuerdo con las configuraciones y la cantidad de trabajos (en un rango de 1 a 50), para aquellas que manejan 10 iteraciones y 2 subpoblaciones el tiempo requerido por el algoritmo para encontrar una solución, oscila entre 19 seg y 2 min; al ejecutar los escenarios de 20 iteraciones y 10 subpoblaciones el tiempo aumenta y varía en un rango de 3 a 36 min dado que la búsqueda de soluciones se vuelve más rigurosa.
En la Figura 16 se visualizan los resultados
de la mejor combinación de los parámetros α (iteraciones), β (sub poblaciones), µ
(cromosomas) y ɯ (% de mutación), para cada programa de producción y el tipo de
cromosoma que arrojó la mejor solución y se comparan con los datos reales
proporcionados por la empresa, referentes a los datos de entrada del sistema que son
generados en un archivo desde SAP Business One, que contiene información de las
órdenes de venta (número de orden, código de producto, cantidad, tipo de producto,
color, fecha de entrega prometida al cliente, fecha contabilización de la orden y un
identificador único para cada producto); con base en la ejecución de las pruebas se
evidencia una mejora promedio de 911 min (78 %) respecto al
Figura 16 Comparación mejores soluciones vs. datos reales
| Fecha de prueba | Cantidad de trabajos | Itirineciones | Subpoblaciones | Cromosomas | Mejor makespan pruebas | Makespan Real | Trabajos tardíos pruebas | Trabajos tardíos real | Tipo de cromosomas |
| enero 12 2020 | 5 | 10 | 10 | 5 | 465 | 523 | 0 | 0 | Hijo |
| enero 15 2020 | 10 | 10 | 10 | 5 | 3758 | 5940 | 0 | 1 | Hijo |
| enero 22 2020 | 23 | 10 | 10 | 2 | 1597 | 1789 | 0 | 0 | Mutación |
| enero 27 2020 | 46 | 20 | 2 | 5 | 4466 | 6380 | 0 | 6 | Hijo |
| febrero 03 2020 | 28 | 10 | 10 | 2 | 5835 | 5986 | 0 | 3 | Hijo |
| febrero 07 2020 | 10 | 20 | 2 | 5 | 1165 | 1534 | 0 | 0 | Hijo |
| febrero 14 2020 | 11 | 20 | 10 | 5 | 2646 | 6238 | 0 | 1 | Hijo |
| febrero 17 2020 | 8 | 20 | 10 | 5 | 670 | 779 | 0 | 0 | Hijo |
| febrero 24 2020 | 12 | 20 | 10 | 2 | 1889 | 2359 | 0 | 0 | Padre |
| junio 04 2020 | 12 | 20 | 10 | 2 | 688 | 766 | 0 | 0 | Hijo |
Fuente: Elaboración propia

Conclusiones
Los resultados arrojados por el sistema desarrollado demuestran que la nueva metodología de programación logra reducir el makespan y la cantidad de trabajos tardíos en la empresa (Figura 17); este aspecto toma gran importancia teniendo en cuenta que el reducir estos dos elementos no solo tiene impacto en la productividad de las empresas sino a nivel organizacional, ya que puede ser un factor importante de competitividad en la industria.
Una de las ventajas que ofrece el sistema radica en el tiempo que demora en generar una secuencia de programación comparado con un modelo de programación empírico.
Dada la complejidad del sistema productivo elegido objeto de estudio, el modelo que se debió desarrollar no estaba contemplado dentro de los modelos matemáticos estándares encontrados en las investigaciones que abarcan este tipo de problema.
En la literatura se encontraron pocos proyectos que abordan sistemas reales de manufactura con configuraciones de producción de tipo flow shop híbrido flexible en la industria textil, además, se evidenció que se enfocan en la solución de solo una función objetivo. López (2013) en su investigación aborda un sistema de producción tipo flow shop híbrido flexible en una empresa del sector textil y establece una metodología de scheduling con el objetivo de reducir el makespan, aunque el trabajo también está enfocado a la industria textil, los procesos de producción estudiados difieren de los procesos que se analizan en el presente artículo, lo que conlleva a que puntos como las definiciones propias del algoritmo genético (estructura del cromosoma, generación de la población inicial, técnicas de cruce y mutación) también sean distintos en las dos investigaciones; es por eso que este trabajo aporta un valor a la investigación de este tipo de problemas a través de la solución de dos objetivos (makespan y trabajos tardíos), el uso de una regla de despacho para la generación de la población inicial con el fin de que esta estuviera adaptada al problema para que el algoritmo tuviera un mejor rendimiento, y el desarrollo de un sistema con la capacidad de procesar casos en un ambiente real de manufactura (textiles técnicos).
Para este trabajo se eligió como base a los algoritmos genéticos dado que es una metaheurística que no se ve altamente afectada por los óptimos locales, es decir, que explora varios espacios de búsqueda y no se quedan con la primera solución encontrada. Otra ventaja que ofrecen los algoritmos genéticos frente a otras heurísticas o metaheurísticas es que tiene la capacidad de trabajar con varios parámetros de forma simultánea y además trabaja realizando cambios aleatorios en las posibles soluciones validando una mejora o no en la función de aptitud, adicional, es capaz de conseguir soluciones de alta calidad de forma eficiente en problemas de gran tamaño y complejidad.
Es posible mejorar los acuerdos de nivel de servicio (ANS) teniendo en cuenta que el makespan y la cantidad de trabajos tardíos disminuyeron en los resultados de las pruebas, con esto se pueden lograr tiempos de entrega menores a 14 días dependiendo de la cantidad de trabajos a procesar y dando cumplimiento al tiempo de entrega acordado, lo cual se ve reflejado a través de los resultados presentados en la Figura 16 (comparación de mejores soluciones vs datos reales).
Según el análisis de correlación de los datos de prueba suministrados por la empresa y el análisis realizado a los resultados de las pruebas ejecutadas en el sistema desarrollado, los cuales son formulados como makespan/cantidad de metros del artículo, se puede concluir que con la metodología propuesta el coeficiente de correlación presenta un resultado de R2=0.97, al comparar con el resultado real suministrado por la empresa, correspondiente R2=0.72, se evidencia una diferencia de 0.24, lo cual indica una menor desviación entre la correlación lineal de las variables cantidad de metros vs. makespan, dando como conclusión una mejora en la relación de cantidad de metros procesados y el respectivo makespan, aumentando la eficiencia del proceso de producción. Para este caso no se realizó un análisis de correlación de número de trabajos tardíos dado que de los 80 escenarios de prueba solamente dos presentaron cromosomas con un trabajo tardío.
Recomendaciones
En futuras investigaciones es posible lograr un mejor rendimiento del algoritmo en cuanto a secuencias de programación si se tienen en cuenta restricciones de la industria textil como tiempos de preparación dependientes de la secuencia, presencia de máquinas paralelas no relacionadas en las diferentes etapas de procesamiento, lotes de transferencia variables y factores que puedan afectar el cumplimiento y resultados de la programación, entre los cuales se pueden presentar: modificaciones de pedidos, disponibilidad de recursos, avería de máquinas, restricciones de precedencia, entre otros.
Otro aspecto que se puede trabajar es la utilización de una metaheurística en la fase 1 de asignación de trabajos a las máquinas de tintorería, ya que para el desarrollo de la metodología diseñada se utilizó el fundamento de la heurística LPT, el usar una metaheurística puede generar la exploración de espacios de búsqueda no examinados por el modelo propuesto.

