











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
Actualmente resulta de gran interés la obtención de biocombustibles a partir de fuentes renovables de materia prima. En este sentido, numerosas investigaciones se han centrado en el empleo de residuos orgánicos provenientes de la actividad agropecuaria, de aceites provenientes de materias primas alternativas a los granos comestibles como el caso de aceites de freír usados (García et al., 2013; López et al., 2015), de algunas grasas animales (Rivera et al., 2009) y el cultivo de plantas no comestibles (Benjumea et al., 2004) resistentes a las condiciones extremas del clima y el suelo. Sin embargo, el empleo de estas fuentes tiene la limitante de atentar contra el desarrollo alimenticio de los países menos desarrollados, que dependen en gran medida de la agricultura, elevando los precios de los granos, semillas y los costos de producción de los alimentos. Otras de las limitantes en la búsqueda de estos sustratos más baratos es el hecho de requerir complejos procesos de purificación para disminuir el contenido de humedad y de acidez, incidiendo en que el proceso tecnológico sea en ocasiones no rentable (Wenzel et al., 2006).
En Cuba se han realizado diversas investigaciones que posibilitan el aprovechamiento de residuales sólidos de la industria azucarera, las cuales han permitido considerar a la cachaza como un residuo como potencial para el desarrollo de una tecnología biocombustibles tanto biogás como biodiesel (Hernández & Morales, 1999). El biodiesel, producido a partir de fuentes renovables es una alternativa al diésel (Graboski & McCormick, 1998; Jeong et al., 2004 y 2009). Este biocombustible posee propiedades que lo hacen atractivo, como son el número de cetano, el poder calorífico, su viscosidad y lubricidad (Fukuda et al., 2001). Sin embargo, su producción se ha visto limitada por los altos precios de los aceites convencionales y por las etapas de purificación de los productos secundarios.
En Cuba desde la pasada década se comenzó a desarrollar un proyecto de aprovechamiento de residuales sólidos de la industria azucarera que incluyó la posibilidad de obtención de biodiesel y coproductos a partir del aceite de cachaza (Fyet & Villanueva, 2009). El empleo del aceite de cachaza ofrece diversas ventajas, como el hecho de que representan 12% del peso (Fyet & Villanueva, 2009), bajo contenido de ácidos grasos libres que perjudican la reacción, así como alta disponibilidad y bajo costo. De esta forma, se presenta a la cachaza como una interesante alternativa de diversificación de la industria azucarera.
El desarrollo alcanzado en Cuba respecto a la investigación básica asociada al empleo de residuos y subproductos de la industria azucarera para la obtención de biocombustible, ha permitido el desarrollo de diversas tecnologías potencialmente transferibles. La transferencia tecnológica a diversos países de Latinoamérica como Guatemala con tradición azucarera, requiere el análisis de los riesgos a este país receptor y los beneficios en el nuevo contexto de dicha transferencia. La toma de decisiones en la selección de la tecnología más adecuada debe involucrar, además de los factores técnicos y económicos, aquellos que suponen la magnitud del mercado, las restricciones de materias primas y el desarrollo de la infraestructura. Esta situación está determinada en el contexto Latinoamericano, entre otros aspectos, a las restricciones financieras. De aquí se desprende que la disponibilidad de nuevas tecnologías a un nivel de laboratorio, desarrolladas en los centros de generación de conocimiento de países del sur, es una oportunidad que no se debe desaprovechar siendo necesario minimizar el problema de ignorancia que genera la incertidumbre.
En sentido general, se ha planteado que el costo de las materias primas representa aproximadamente de 60-75% del costo de producción del biodiesel (Jeong et al., 2004). La posibilidad de producir biodiesel a partir de los residuos industriales generados en un proceso productivo es realmente atractiva, puesto que permite aumentar el valor agregado de la producción, así como ahorrar en la transportación de las materias primas y del producto final (Pérez et al., 2012 y 2008).
En la actualidad, la evaluación de la asimilación o diseño de una nueva tecnología debe considerar los beneficios económicos y su relación con los gastos generados. Para ello, es fundamental el costo de inversión y las materias primas, así como la influencia del costo de transportación (Pérez et al., 2008). Existe la posibilidad de transferencia tecnológica de biodisel a partir de cachaza cubana hacia Guatemala, pero se desconocen estos criterios técnicos, por lo que el objetivo de este trabajo lo constituye buscar el tamaño de producción y la macrolocalización que aseguren la rentabilidad de la tecnología transferida para producir biodiesel con cachaza, en la industria azucarera de Guatemala.
Desarrollo
El trabajo se efectuó en tres etapas (Figura 1), las que conllevaron a la asimilación de la tecnología generada. La Etapa 1, consistió en el diseño tecnológico con experimentaciones a escala de laboratorio efectuadas en el contexto cubano y la construcción y montaje en Guatemala. Por su parte, el resto de las etapas conllevaron pruebas en la planta piloto y la evaluación de la tecnología diseñada considerando la macrolocalización en las regiones guatemaltecas.

Diseño tecnológico construcción y montaje de la planta piloto (Etapa 1)
La obtención de la tecnología a escala de laboratorio, permitió definir las condiciones de operación, con la utilización de heptano como solvente. La transesterificación de la cera de caña de azúcar se llevó a cabo con etanol, se empleó como catalizador el hidróxido de sodio. El producto crudo se analizó por Cromatografía de Gases (CG). La cromatografía se realizó en un cromatógrafo de gases (marca Agilent Technologies) con generadores de hidrógeno y nitrógeno de las marcas inglesas CFH 200 y Peak Scientific. Se empleó una columna capilar de (30m X 0.1mm X 0.20µm), un detector de ionización por llamas FID (marca inglesa Agilent Technologies) y como sistema de registro, una computadora Pentium 4 (marca Intel Inside) acoplada al cromatógrafo.
Para el análisis, se tomaron por separado 0.3 g de muestra de biodiesel y de cada uno de los patrones y se disolvieron en 3mL de n-heptano. Después de filtradas se tomó de cada disolución, un volumen de 1µL con una microjeringuilla y se inyectó por duplicado en el cromatógrafo de gases. La temperatura del inyector se fijó en 160°C. Se empleó como fase móvil o gas portador al Nitrógeno, con una presión de 5 bar. La temperatura del horno fue de 230ºC. El detector utilizado alcanzó una temperatura de 260ºC, y el tiempo de análisis 70 min.
Se realizaron análisis de laboratorio utilizando tres tipos de solventes:
Puesto que el alcohol etílico no ha sido reportado como solvente en otros trabajos, se llevan a cabo otros dos experimentos usando el método de agitación con reflujo, uno de los experimentos se realiza con etanol a 95% y otro con etanol anhidro. El tiempo de extracción fue de cuatro horas.
El diseño del equipamiento de la planta piloto se efectuó a través de lo planteado (Cera & Iglesias, 2014; Fyet & Villanueva, 2009; Martínez, 2015) para tratar 22 kg de cachaza en cada corrida, y posteriormente se realizó el diseño mecánico de la misma (Gómez et al., 2010).
Una vez montada la Planta Piloto se llevó a cabo la prueba de la misma, con el propósito de chequear los resultados de laboratorio, conocer el procedimiento de arranque y parada, además de obtener muestras representativas del producto.
Descripción de la prueba en la planta piloto (Etapa 2)
Se definieron como etapas del proceso de obtención de biodiesel (Figura 2) las propuestas por (Fyet & Villanueva, 2009). Se sometieron al proceso de extracción a escala piloto, 22 kg de cachaza con 200 L de etanol a 95% durante cuatro horas, utilizando las relaciones propuestas en la tecnología de Fyet & Villanueva (2009). La evaporación y la reacción de transesterificación se efectúo en el equipo diseñado e instalado siguiendo las condiciones planteadas por estos autores.

La macrolocalización y los costos de la plata piloto (Etapa 3)
Determinación de la disponibilidad de materia prima
Para la determinación de los costos de inversión y producción se calculó la capacidad potencial de producción de biodiesel de acuerdo con la disponibilidad de cachaza en cada una de las fuentes. Se implementaron los balances de materiales según Leyva & Ramos (2009), para las instalaciones industriales localizadas en la región en estudio según lo propuesto por (García et al., 2015; Pérez et al., 2012 y 2008).
Determinación de los costos para la producción de biodiesel a partir de cachaza
Se determinó el costo del equipamiento para una instalación, que trata 21 000 kg/d de cachaza (230 614.7 USD) según lo planteado por De León et al. (2016); Fyet & Villanueva (2009). Estos resultados permitieron estimar los costos de equipamiento en cada caso según lo propuesto por Peters et al. (1991). Para el cálculo del capital fijo se consideraron 150 días de operación y se empleó la tabla de estimación propuesta por los mismos autores.
Los costos de producción se estimaron considerando la composición reportada en trabajos previos (De León et al., 2016; Fyet & Villanueva, 2009), sobre la base de 15 años de vida útil.
Los indicadores económicos (valor actual neto (VAN), tasa interna de retorno (TIR) y periodo de recuperación al descontado (PRD)) para cada Central Azucarero considerado la fuente de cachaza, se estimó según lo planteado por Pérez et al. (2012); Peters et al. (1991) y Silla (2003).
Estudio de macrolocalización en cada una de las fuentes de cachaza
El problema de macrolocalización consistió en la elección de las condiciones óptimas de macrolocalización. Al ser un caso típico de un problema de transporte se solucionó con ayuda de la Programación Lineal (García et al., 2015; Hitchcock, 1941; Pérez et al., 2008). Se formuló de manera diferente de acuerdo con cada caso (Caso 1 y 2). Los modelos obtenidos se optimizaron con el empleo del sistema GAMS (que posee licencia académica), el cual emplea como método la programación lineal mezclado con las ramas y elevaciones desarrollada por Wolsey (1998).
Para alcanzar la rentabilidad de la producción en cada región y evaluar la asimilación de la tecnología escalada, fue necesario mejorar los indicadores económicos de los Centrales Azucareros en el contexto guatemalteco. Lo anterior se basó en el cálculo de las materias primas efectuado en aquellos Centrales que presentaron los valores más bajos de estos indicadores.
Caso 1: Se decide mover toda la cachaza para utilizarse en la producción de biodiesel destinada a alcanzar una capacidad total de producción (teniendo en cuenta la cachaza disponible en 11 centrales azucareros).
Formulación del problema: Sea n el número de centrales azucareros y p un vector donde el elemento de valor pi es la cantidad de toneladas de cachaza que produce un central azucarero i. Existe una matriz de distancia entre los centrales azucareros
Donde xij es la cantidad de cachaza a ser transportada del central azucarero i al j donde cij es el costo de transportar una tonelada de cachaza entre el par de centrales considerando el costo de combustible (
El modelo está sujeto a las siguientes restricciones:
El número de plantas de biodiesel es 2, ri es una variable binaria que indica si existe una planta en el central azucarero i. Entonces:
Cada central azucarero contribuye con toda su cachaza la que se mueve a alguna localización.
Se desea que las plantas creadas tengan un mínimo de capacidad instalada, por tanto, es necesario proporcionar a las mismas un volumen de materia prima de 94 000 ton. De esta forma, el central azucarero cumple simultáneamente las siguientes restricciones:
Adicionalmente:
Caso 2: Se decide mover solamente la cachaza que permita el costo mínimo de transportación para alcanzar el costo mínimo de producción del biodiesel con un nivel de producción de biodiesel de 50 000 kg/d.
El problema formulado es el siguiente: Sea n el número de centrales azucareros y p un vector donde el elemento de valor pi es la cantidad de toneladas de cachaza que produce un central azucarero i. Existe una matriz de distancia entre los centrales azucareros
Donde xij es la cantidad de cachaza a ser transportada del central azucarero i al j donde cij es el costo de transportar una tonelada de cachaza entre el par de centrales considerando el costo de combustible (
El modelo está sujeto a las siguientes restricciones:
El número de plantas de biodiesel es 2, ri es una variable binaria que indica si existe una planta en el central azucarero i. Entonces:
Cada central azucarero contribuye con toda su cachaza la que se mueve a alguna localización.
Se desea que las plantas creadas tengan un mínimo de capacidad instalada, es necesario proporcionar a las mismas un volumen de materia prima de 94 000 ton. De esta forma, el central azucarero cumple simultáneamente las siguientes restricciones:
Además:
Discusión y análisis de resultados
Producción de biodiesel a escala de laboratorio
El rendimiento obtenido con el empleo del etanol es superior al de los demás solventes, para un peso de extracto seco de 2.33g (Tabla 1). Se considera adecuado su empleo no solo por el rendimiento obtenido sino porque este solvente tiene la capacidad de no ser agresivo a la salud humana como lo son el acetato de etilo y el hexano (Baker, 1994; Mastandrea et al., 2005; Spencer & Schaumburg, 1985).
Tabla 1 Rendimientos de extracción usando diferentes solventes
| Solvente | Tiempo de Extracción (h) | Peso de Muestra (g) | Peso de extracto (g) | Rendimiento (%) |
|---|---|---|---|---|
| Acetato de etilo | 3.67 | 9.43 | 1.13 | 12.40 |
| 0.61 | 6.77 | |||
| Etanol | 3.75 | 8.91 | 2.33 | 26.21 |
| 1.0 | 11.18 | |||
| Hexano | 1.97 | 9.48 | 0.60 | 6.61 |
| 0.39 | 4.30 |
Respecto a la existencia de diferencias en el rendimiento al emplearse etanol como solvente (Tabla 2), se observa que con el empleo de etanol a 95° los rendimientos son ligeramente inferiores si se comparan con reportes previos de su obtención por la tecnología desarrollada en Cuba (Cera e Iglesias, 2014; Fyet & Villanueva 2009; Martínez, 2015), que reportan 12%. Esto puede deberse a influencia de diversos factores que influyen en la cosecha en las regiones de Guatemala y Cuba.
Rendimiento de la planta piloto instalada
Los resultados obtenidos de la planta piloto instalada en Guatemala se muestran en la Figura 3. En la etapa de extracción y después de la evaporación, se obtiene 2.34 kg de extractables (aceite) para un rendimiento de 10.63% respecto a la cachaza alimentada. Estos resultados son similares a los obtenidos por Fyet & Villanueva (2009) y García et al. (2003) en cuanto a rendimiento y tiempo de extracción para la cachaza y cutícula de la caña, respectivamente.
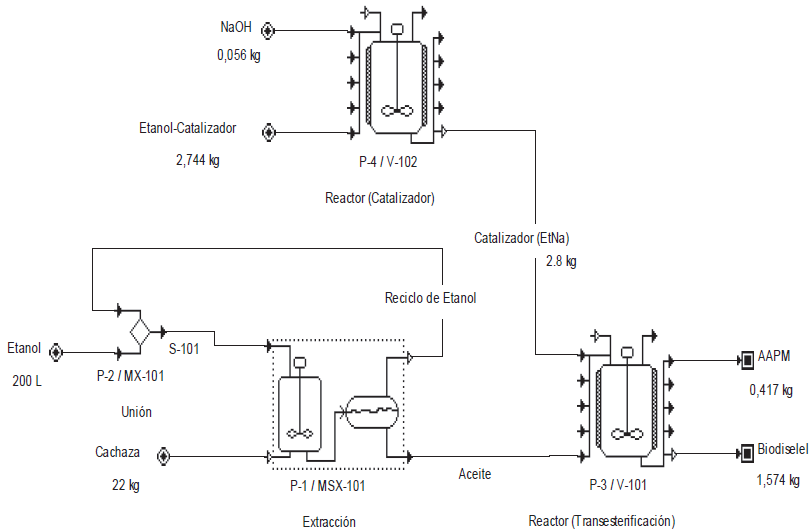
Mediante la reacción de transesterificación efectuada según Fyet & Villanueva (2009) se alcanza un rendimiento de 1.574 kg de biodiesel y 0.417 kg de materiales insaponificables (AAPM Alcoholes de Alto peso Molecular), para un rendimiento de 0.68 kg de biodiesel/kg de extractables y 0.0882 L/kg de cachaza (Figura 3). Estos rendimientos se consideran adecuados debido a que los resultados del proceso de extracción y de trans-esterificación se encuentran cercanos a los planteados por Fyet & Villanueva (2009).
Influencia de la macrolocalización de la Plata Piloto en los costos
Estimación de los costos de la Planta Piloto
Previo a la estimación de los costos y a los estudios de macrolocalización es necesaria la determinación de la disponibilidad de cachaza de las diferentes fuentes. En la Tabla 3 se muestra la disponibilidad de cachaza de cada central azucarero, así como la producción potencial de biodiesel en el tiempo definido. De esta forma, el biodiesel producido garantiza las necesidades de la cosecha y operación en cada una de las plantas.
Tabla 3 Producción potencial de biodiesel para cada industria en dependencia de la disponibilidad de cachaza
| Código de cada central azucarero fuente de cachaza | Cachaza (t/a) | Biodiesel (kg/d.d=150) |
|---|---|---|
| A | 163 144.00 | 85 520 |
| B | 163 818.90 | 85 873 |
| C | 94 594.24 | 49 586 |
| D | 94 798.35 | 49 693 |
| E | 58 498.77 | 30 665 |
| F | 53 909.47 | 28 259 |
| G | 33 567.08 | 17 595 |
| H | 22 498.77 | 11 793 |
| I | 17 939.09 | 9 403 |
| J | 14 166.26 | 7 425 |
| K | 49 723.95 | 26 065 |
| Total | 766 658.90 | 401 882 |
En la Tabla 4 se resumen la estimación de los costos de inversión y de producción. Los valores obtenidos son acordes a la capacidad de cada una de las alternativas analizadas. También se muestran las ventas estimadas del producto final y el costo unitario del biodiesel que es un reflejo del impacto de la escala de producción en los costos.
Tabla 4 Resumen del Análisis económico de los centrales azucareros bajo estudio
| Central azucarero |
Biodiesel (kg/d) |
Equipamiento Costos (USD) |
IFC (USD) |
PTC (USD) |
C/L (USD/L) |
Biodiesel venta (USD) |
VAN (USD) |
TIR (%) |
PRD (año) |
|---|---|---|---|---|---|---|---|---|---|
| A | 85 520 | 4 769 246 | 11 802 930 | 9 469 986 | 0.65776 | 10 515 381 | 22 243 914 | 168 | 1,5 |
| B | 85 873 | 4 781 074 | 11 832 201 | 9 493 472 | 0.65667 | 10 558 881 | 22 392 052 | 169 | 1.8 |
| C | 49 586 | 3 438 950 | 8 510 712 | 6 828 502 | 0.81799 | 6 097 032 | 7 974 700 | 62 | 2.9 |
| D | 49 693 | 3 443 400 | 8 521 726 | 6 837 339 | 0.81728 | 6 110 188 | 8 014 237 | 62 | 3 |
| E | 30 665 | 2 577 478 | 6 378 743 | 5 117 934 | 0.99137 | 3 770 514 | 1 431 789 | 21 | 8 |
| F | 28 259 | 2 454 178 | 6 073 599 | 4 873 104 | 1.02430 | 3 474 712 | 682 921 | 16 | 9.5 |
| G | 17 595 | 1 846 950 | 4 570 832 | 3 667 370 | 1.23802 | 2 163 552 | -2 270 000 | -5 | >11 |
| H | 11 793 | 1 452 788 | 3 595 359 | 2 884 708 | 1.45289 | 1 450 149 | -3 500 000 | <-5 | >11 |
| I | 9 403 | 1 268 199 | 3 138 538 | 2 518 181 | 1.59065 | 1 156 257 | -3 800 000 | <-5 | >11 |
| J | 7 425 | 1 100 677 | 2 723 956 | 2 185 545 | 1.74821 | 913 080 | -4 000 000 | <-5 | >11 |
| K | 26 065 | 2 338 010 | 5 786 107 | 4 255 193 | 1.05770 | 3 204 937 | 679 130 | 12 | 11 |
IFC (costos fijos de inversión), PTC (Costos totales de producción), C/L (Costo por litro), VAN (Valor Actual Neto), TIR (Tasa Interna de Retorno), PRD (Periodo de Recuperación al Descontado)
Solamente en cuatro fuentes se justifica la inversión en el propio central azucarero que genera la cachaza, estos son los casos A, B, C y D, con niveles de producción de biodiesel superiores a 49 693.29 kg/día (Tablas 3 y 4). En estas condiciones se deduce que existe un problema de escala que hace aconsejable que la inversión se macrolocalice en dos centrales azucareros que utilicen la cachaza generada por más de una fuente y que el biodiesel producido retorne a la fuente inicial de producción de cachaza. Toma de decisión que toma en consideración los estudios realizados por Prado (2015) sobre la influencia de la macrolocalización de instalaciones en la rentabilidad de la inversión de nuevas capacidades o la ampliación de existentes (Prado et al., 2015).
La disponibilidad total de cachaza es de 250 303,39 t (Tabla 5), por lo que pueden ser propuestas dos instalaciones con una capacidad de no menos de 90 000 t, lo que significa una producción de 47 177 kg/d de biodiesel. Los centrales seleccionados (Tabla 5) para el estudio de la macrolocalización de las dos instalaciones son: E, F, G, H, I, J y K, que poseen los indicadores económicos más desfavorables (Tabla 4). En la Tabla 5 se agrupan estos centrales con su disponibilidad de materia prima y la cantidad de biodiesel potencial a producir.
Tabla 5 Disponibilidad anual de cachaza y producción potencial de biodiesel por día en cada central azucarero
| Central azucarero | Cachaza (t/a) | Biodiesel potencial (kg/d) |
|---|---|---|
| E | 58 498.77 | 30 665 |
| F | 53 909.47 | 28 259 |
| G | 33 567.08 | 17 595 |
| H | 22 498.77 | 11 793 |
| I | 17 939.09 | 9 403 |
| J | 14 166.26 | 7 425 |
| K | 49 723.95 | 26 065 |
| Total | 250 303,39 | 131 205 |
Las instalaciones seleccionadas para la inversión de las plantas de biodiesel son las G, I y J. Estas son las que tienen disponibilidad de las facilidades de auxiliares (agua y vapor) y proyección de diversificar su producción para disminuir el impacto ambiental e incrementar su rentabilidad.
A partir de estos resultados, la definición de los dos casos de estudios para la macrolocalización siguió las siguientes premisas:
Macrolocalización para el Caso 1
En la Tabla 6 se muestran los resultados obtenidos al mover toda la cachaza. Se obtienen por tanto las cantidades de cachaza que se deben transportar desde cada uno de los centrales para que el costo de transportación sea mínimo y no exista indisponibilidad de materia prima en la planta.
Tabla 6 Matriz de macrolocalización resultante tras considerar el movimiento de toda la cachaza disponible
| Central azucarero/ Central azucarero |
E | F | G | H | I | J | K |
|---|---|---|---|---|---|---|---|
| E | 14 770.89 | 18 796.19 | |||||
| F | 22 498.77 | ||||||
| G | 30 665.05 | ||||||
| H | 26 065.29 | ||||||
| I | 14 166.26 | ||||||
| J | 53 909.47 | ||||||
| K | 17 939.09 | ||||||
| Total | 94 000.00 | 104 811.00 |
Los costos de transportación de la materia prima son 1 177 913.214 USD por año, distribuidos en 528 561.43 USD para el Central G y de 649 351.80 USD para el J. Los niveles de producción son de 14 035 918.00 L/año, los indicadores dinámicos se reflejan en la Tabla 7. Los indicadores VAN, TIR y PRD en la Tabla 4 tienen valores negativos al realizar el estudio de factibilidad económica de producir biodiesel. Sin embargo, recibir las cantidades de cachaza de cada fuente que se muestran en la Tabla 6 hacia las instalaciones seleccionadas, mejoran sustancialmente estos indicadores económicos (Tabla 7). Las instalaciones que envían la cachaza también se verán favorecidas al vender este residuo.
Macrolocalización para el Caso 2
En la Tabla 8, se muestra la macrolocalización de las instalaciones en los Centrales Azucareros G e I. Se obtienen las cantidades de cachaza a transportar desde cada uno de los centrales hacia las dos posiciones estudiadas.
Tabla 8 Matriz de macrolocalización resultante tras considerar el movimiento de aquella cachaza que garantice un nivel de producción mínimo
| Central azucarero/ Central azucarero |
E | F | G | H | I | J | K |
|---|---|---|---|---|---|---|---|
| E | 25 581.90 | 7 985.18 | |||||
| F | 11 687.76 | 10 811.01 | |||||
| G | 30 665.05 | ||||||
| H | 26 065.29 | ||||||
| I | 14 166.26 | ||||||
| J | 53 909.47 | ||||||
| K | 17 939.09 | ||||||
| Total | 94 000.00 | 104 811.00 |
En este caso, los costos de transportación de la materia prima son de 1 510 248.56 USD por año, lo que puede distribuirse en la misma proporción para ambas instalaciones. Los indicadores dinámicos se muestran en la Tabla 9. Al igual que en el caso anterior, en este se observa una mejora en la rentabilidad de la inversión. Esto se evidencia al comparar los indicadores dinámicos económicos entre las Tablas 4 y 9 para los centrales G e I. Esto se debe a la disponibilidad de la cachaza al ser macrololizadas las plantas de biodiesel en estos dos centrales azucareros.
Tabla 9 Indicadores dinámicos para el Caso 2
| Central Azucarero | VAN (USD) | TIR (%) | PRD (años) |
|---|---|---|---|
| G | 6 263 553.85 | 50 | 4.0 |
| I | 6 263 553.85 | 50 | 4.0 |
El análisis realizado permite considerar que es factible incrementar sustancialmente los indicadores dinámicos aumentando la capacidad de la instalación, aunque crezca el costo de transportación, los beneficios aumentan debido a un problema de escala. Esto se refuerza en el caso de que se use la cachaza disponible al máximo para incrementar los volúmenes de producción, logrando minimizar los costos de producción por litro de biodiesel hasta 0.88 USD o menos en todas las instalaciones.
En cualquiera de los dos casos de estudio es factibles llevar a cabo la inversión de las plantas de biodisel. Esto se debe a que los indicadores dinámicos económicos así lo reflejan (Tablas 4, 7 y 9). En el Caso 1 se obtienen mejores indicadores económicos, pero el costo de transportación es mayor que en el Caso 2. Se requieren analizar otros aspectos como los ambientales y sociales referidos por Pérez et al. (2012) si se desea tomar la decisión entre uno u otro caso.
Conclusiones
Es posible obtener el escalado industrial de la tecnología desarrollada desde la escala de laboratorio para producir biodiesel a partir de residuales de la Industria Azucarera de Guatemala.
La asimilación de la tecnología de producción de biodiesel con de residuales de la industria azucarera es rentable si se reúnen los residuales de las pequeñas fábricas de azúcar en instalaciones productoras de biodiesel óptimamente macro localizadas produciendo más de 50 000 kg biodiesel/d.

