











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
Tanto los residuos de la industria maderera como los plásticos, pueden ser utilizados en el desarrollo de nuevos productos que alcanzan un valor comercial significativo en el mercado (Ortiz y Sellitto, 2013). Muchos de estos residuos madereros, así como de otras industrias (termoplásticos: PET, PEAD, PEBD, PVC, PP, PS) son poco utilizados, terminan su vida útil depositados en lugares inadecuados contaminando el medio ambiente. La baja perspectiva de uso de aserrín y termoplásticos contribuye a que estos residuos no se conviertan productos de mayor valor agregado y útiles para la sociedad; por otro lado, existe carencia de materia primas para la industria de tableros (Martínez, Fernández., Álvarez., García y Rodríguez, 2012).
Los plásticos son ampliamente utilizados en todos los estratos socioeconómicos, transformados en nuevos productos, fabricados para durar poco tiempo, o como embalaje para diversos productos (Roszkowski, Sulik y Sędłak, 2015). De esta forma, al final de su vida útil pueden provocar graves problemas ambientales porque no son biodegradables; actualmente constituyen un desperdicio irracional de recursos (Martínez, García y Martínez, 2014).
El avance científico ha revelado grandes cambios en lo que se refiere al uso correcto de nuevos materiales capaces de resistir al fuego. Existen algunos termoplásticos como el polipropileno (PP, tetrabrik) que, debido a su composición química, alcanza buena resistencia al fuego, el uso de estos materiales en la fabricación de tableros de madera plástica puede aportar un valor agregado superior a estos últimos respecto a otros tipos de tableros de partículas convencionales (Henek, Venkrbec y Novotný, 2017).
Las propiedades ignífugas atribuyen un valor importante a los tableros con dichas características, los cuales alcanzan alta demanda en el mercado. Además, sus propiedades físico-mecánicas superiores a las de tableros convencionales, así como su aplicabilidad en el sector de la construcción, mejora las condiciones de vida de las personas al ofrecer un material competitivo, que brinda seguridad en caso de ocurrencia de incendios (Surtiyeni, Rahmadani, Kurniasih y Abdullah, 2016).
Actualmente, el ensayo de reacción al fuego es más representativo y no comparable, permite obtener resultados más confiables y específicos (mide variables diferentes). Anteriormente, las clases evaluadas para su clasificación eran representadas como M0 hasta M4 según la norma UNE EN 23727 (International Organization for Standardization [ISO], 1990), esta fue sustituida por la norma UNE-EN 13501 (ISO, 2010), con clasificaciones que varían desde A1 hasta F. Para determinar si un material la cumple es necesario realizar los ensayos en laboratorio de acuerdo con la norma española UNE EN 13823, así como el ensayo conocido como Single Burning Item (SBI).
Uno de los parámetros evaluados es la reacción al fuego, el cual define cuál es la reacción de un material en contacto con el fuego. En este caso se intenta establecer si un material va a colaborar o no en la extensión del incendio, si va a aportar energía, humos o gases. Como resultado se obtiene una clasificación, no una magnitud, que resume su comportamiento respecto a variables y límites convencionalmente establecidos (Liu, Hunt y Cai, 2013)
Otro de los parámetros evaluados es la resistencia al fuego. Este es un concepto funcional y estructural, determinado por el tiempo en que un elemento mantiene las funciones que se le han asignado en una edificación. Aunque se suele establecer una clasificación, hay una magnitud que se mide que es el tiempo.
Dependiendo del uso que se hace de la madera, es importante considerar los parámetros de reacción y resistencia al fuego. La reacción al fuego es considerable porque brinda información sobre el material utilizado en algún tipo de construcción, el mismo debe aportar poca energía en caso de ocurrencia de un incendio. Existen otras formas de tratamientos a la madera para condicionar cierta resistencia al fuego, tal es el caso de los revestimientos ignífugos. En esta prueba de reacción al fuego se consideran variables adicionales como propagación de llamas, humos y energía aportada (Asociación de Investigación de las Industrias de la Madera [AITIM], 2015).
En esta investigación se muestra el proceso tecnológico para la producción de tableros de madera plástica a prueba de fuego, producidos a partir de madera de diferentes especies forestales, mezcladas con residuos termoplásticos correspondientes a cuatro grupos según su clasificación y aditivos químicos. A partir del proceso tecnológico se desarrolló un producto forestal de buena respuesta al fuego, su costo de producción es considerado bajo porque las fuentes de materia primas usadas son residuos industriales de gran disponibilidad. Este material, debido a sus propiedades, entre ellas su resistencia a las condiciones de intemperie, puede ser utilizado para la construcción tanto en interiores como en exteriores.
Objetivos
Caracterizar la materia prima utilizada en el proceso productivo de tableros de madera plástica para determinar su resistencia al fuego.
Analizar el tratamiento de extracción de resina a la madera de pino, como variable de respuesta a la reacción y resistencia al fuego, y comparar con los tableros elaborados con las demás especies forestales.
Evaluar las propiedades ignífugas de los tableros obtenidos.
Materiales y métodos
Proceso de extracción de resina para la madera de las especies estudiadas de Pinus
Este proceso se realizó de acuerdo con la norma Technical Association of the Pulp and Paper Industry (TAPPI) T-6m-59. Inicialmente, el procedimiento se desarrolló utilizando como muestra 5 g de aserrín y como disolvente tolueno-etanol a 95% (2:1) durante ocho horas, y así se determinó el contenido de resina en la madera de P. caribaea y P. cubensis. Para la extracción se utilizó un equipo Soxhlet, con flujo contracorriente de agua fría; el aserrín, después de sometido a la extracción, fue secado en estufa durante cuatro horas a una temperatura de 103 °C ± 2 °C. Luego se hicieron varias extracciones (a cantidades de 1 kg de aserrín) hasta obtener 20 kg de material libre de resina y así una cantidad suficiente para producir el tablero.
Condiciones de la materia prima y composición del tablero
El tamaño de partículas de madera para la elaboración de los tableros fue de 0,3 cm a 0,7 cm, con 5% de humedad. Por su parte, los residuos termoplásticos fueron clasificados y triturados a tamaños entre 0,5 cm y 0,8 cm. Los tableros fueron obtenidos mediante extrusión, bajo condiciones de temperatura superiores a 170 °C, con dimensiones de ancho, largo y espesor de 250 mm × 6000 mm × 16 mm, respectivamente. De cada tablero se obtuvieron cinco tablas de 1,20 m de longitud para el análisis de las propiedades ignífugas. Se evaluó un total de 35 especímenes.
Para el experimento se prepararon seis tratamientos (Tabla 1), desarrollados mediante dosificaciones de aserrín, plásticos y aditivos químicos en proporciones de 50:40:10, respectivamente, según proporciones utilizadas por la empresa Emilio Barcenas Pier (Cuba) como muestra testigo. Como aditivos se utilizaron: carbonato de calcio, ácido esteárico, estearato de calcio, estearato de zinc y coupling agent, en iguales proporciones.
Tabla 1 Tratamientos evaluados.
| Tratamientos | Composición de material utilizado |
| Testigo | Tablero de madera plástica comercial* |
| T1 | Tablero de madera plástica con madera de Pinus caribaea |
| T2 | Tablero de madera plástica con madera de Pinus cubensis |
| T3 | Tablero de madera plástica con madera de Cedrela odorata |
| T4 | Tablero de madera plástica con madera de Talipariti elatus |
| T5 | Tablero de madera plástica con madera de Eucalyptus sp. |
| T6 | Tablero de madera plástica con mezcla de las especies citadas |
*Tablero de madera plástica fabricado con plástico virgen por la empresa Emílio Barcenas Pier (Cuba).
Análisis de las propiedades ignífugas
El método de ensayo para la resistencia al fuego se realizó de acuerdo con las especificaciones de la norma UNE-EN 13823 (ISO, 2002a), y la clasificación conforme a la norma UNE EN 13501 (ISO, 2010). Como parámetros, se analizaron la velocidad de carbonización y la profundidad de carbonización. Durante el método de ensayo para la reacción al fuego, se consideraron: emisión total de calor (THR), velocidad de propagación del fuego (FIGRA), producción total de humo (TSP), velocidad de propagación de humo (SMOGRA) y partículas o gotas inflamadas.
La prueba se realizó de acuerdo con el ensayo Single Burner Item (SBI), comportamiento de reacción al fuego, colocando dos especímenes de cada tablero, con dimensiones de 500 mm × 1500 mm y 1000 mm × 1500 mm, situadas en un ángulo recto, sobre las que se aplica una llama en la parte inferior de la esquina durante 21 min. De acuerdo con la norma, los parámetros dependientes determinados fueron la velocidad de carbonización nominal (B n ) (Ecuación 1), la cual se establece para tableros con espesores menores o iguales a 20 mm y densidad característica de 450 kg m-3.
Para obtener la velocidad de carbonización nominal es necesario calcular el coeficiente de densidad (k p ) (Ecuación 2) y el coeficiente de espesor del tablero (k h ) (Ecuación 3).
Donde:
Bn: |
velocidad de carbonización nominal |
hp: |
espesor del tablero (mm) |
Bo: |
velocidad de carbonización (mm/min) |
Pk: |
densidad de los tableros (kg/m3) |
Se evaluó la profundidad de carbonización (Ecuación 4), obtenida midiendo la distancia entre la superficie exterior de la sección inicial y la línea que define el frente de carbonización; de esta forma también se puede determinar la velocidad de carbonización nominal, este ensayo se desarrolló de acuerdo con la norma UNE-EN 13501 (ISO, 2010).
Donde:
dchar, n: |
profundidad de carbonización nominal |
Bn: |
velocidad de carbonización nominal |
t: |
tiempo de exposición al fuego |
Se realizó el ensayo de inflamabilidad, considerando las especificaciones de la norma española UNE-EN ISO 11925-2 (ISO, 2002b) y utilizando siete especímenes, de dimensiones 250 mm × 90 mm × 16 mm, suspendidos verticalmente de manera que la cara inferior se mantuviera expuesta directamente a la llama a lo largo de su línea central y sus bordes, durante 30 s y se cuidó que la altura no superara los 20 mm.
Evaluación estadística de los resultados
Se analizó la diferencia estadística entre cada uno de los tratamientos mediante análisis no paramétrico (Kruskal-Wallis, p ≤ 0,05) e intervalos de correlación procesados mediante la prueba de Spearman. Para determinar la influencia de cada variable en los tableros, se llevó a cabo un análisis de regresión lineal múltiple, mediante la prueba de F de los coeficientes parciales de regresión asociados a cada variable independiente; luego, el método de Stepwise, que visualiza las variables independientes que no afectan la variable dependiente, además de analizar los efectos interactivos de las variables independientes.
Resultados
Resultados del proceso de extracción de resina a la madera de pino
El proceso de extracción de resina de la madera de pino fue necesario para eliminar las sustancias volátiles (trementina) que podrían influenciar en las propiedades ignífugas del tablero. En este proceso se obtuvo 3,7% de sustancias extraíbles, valor que se encuentra entre los parámetros aceptables para esta especie forestal. Esto sugiere que el proceso de extracción fue eficiente, estas sustancias extraíbles pueden estar presentes en la madera de pino entre 3% y 4%, y entre ellas la proporción de resina puede encontrarse entre 2% y 3%.
El diagrama del proceso tecnológico (Fig. 1) visualiza cada uno de los pasos a seguir para la producción de tableros de madera plástica con propiedades ignífugas, fue diseñado una vez obtenidos los tableros. El proceso de extracción de resina solo se consideró para la madera de pino, el resto de las especies en esta investigación fueron usadas sin algún tratamiento preliminar. Este diagrama se realizó con el objetivo de exponer una vía factible para producir tableros de buena calidad y que cumpla con las características y propiedades para las que se diseñó.
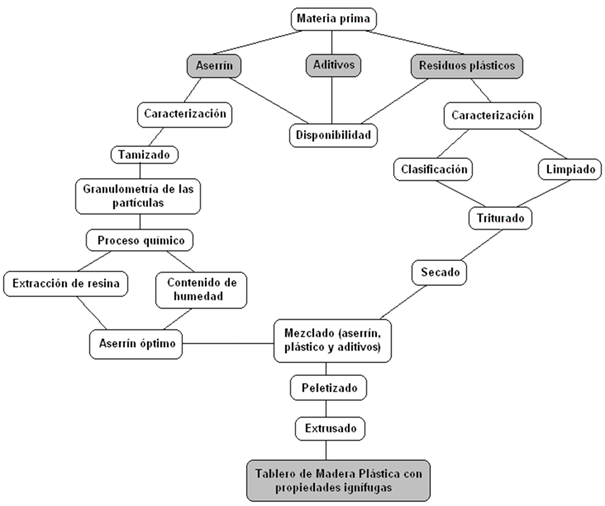
En este proceso tecnológico, es importante considerar que los residuos termoplásticos usados fueron postconsumo y los tratamientos realizados para la producción de los tableros permitieron que este proceso se tornara más eficiente y factible, lo cual permite sustituir residuos plásticos por pellets vírgenes.
Reacción y resistencia al fuego de los tableros
En la tabla 2 se muestran los resultados de los parámetros de reacción al fuego (columna 4) y resistencia al fuego (columnas 2 y 3) de los tableros de madera plástica.
Tabla 2 Parámetros de reacción y resistencia al fuego de los tableros.
| Tratamiento | Bn (mm min-1) | dchar (mm) | Criterios de clasificación | Clasificación UNE-EN 13501 (ISO, 2010) |
| Testigo | 0,58 | 12,18 | FIGRA= 210,12 Ws-1 THR600s = 10,5 MJ SMOGRA=150 m2s-2 TSP600s =120 m2 |
C-s2,d1 |
| T1 | 0,56 | 11,76 | FIGRA= 209,10 Ws-1 THR600s = 8,2 MJ SMOGRA=150 m2s-2 TSP600s =100 m2 |
C-s2,d1 |
| T2 | 0,54 | 11,34 | FIGRA= 200,24 Ws-1 THR600s = 8,1 MJ SMOGRA=140 m2s-2 TSP600s =100 m2 |
C-s2,d1 |
| T3 | 0,52 | 10,92 | FIGRA= 200,20 Ws-1 THR600s = 8,1 MJ SMOGRA=130 m2s-2 TSP600s =90 m2 |
C-s2,d1 |
| T4 | 0,25 | 5,25 | FIGRA= 195,20 Ws-1 THR600s = 9,2 MJ SMOGRA=130 m2s-2 TSP600s =80 m2 |
C-s2,d1 |
| T5 | 0,25 | 4,90 | FIGRA= 195,20 Ws-1 THR600s = 8,2 MJ SMOGRA=130 m2s-2 TSP600s =80 m2 |
C-s2,d1 |
| T6 | 0,20 | 3,80 | FIGRA= 90,10 Ws-1 THR600s = 3,2 MJ SMOGRA=25 m2s-2 TSP600s =30 m2 |
B-s1,d0 |
FIGRA: velocidad de propagación del fuego; THR600s: emisión total de calor durante 600 segundos; SMOGRA: velocidad de propagación de humo; TSP600s: producción total de humo durante 600 segundos; B n : velocidad de carbonización nominal; d char : profundidad de carbonización.
Dosificaciones de la materia prima utilizada
En la tabla 3 se muestran los resultados correspondientes al efecto de las dosificaciones de la materia prima usada para cada uno de los tratamientos evaluados en la investigación. Este análisis se hizo con el objetivo de evaluar la respuesta de cada una de las materias primas usada en la elaboración de los tableros; aun cuando se usó una misma dosificación de materia prima para todos los tratamientos, el uso de diferentes especies forestales permite determinar que pueden ser valorada como materia prima para este tipo de tablero, así como su influencia en las propiedades ignífugas del mismo.
Tabla 3 Resultados del análisis de regresión lineal múltiple, determinado por la prueba de Stepwise.
| Propiedades | Parámetro | B* | EEB | t | Valor p | R2 | EEE | Dt |
| PC | (Const) PP Pas |
19,600 -0,602 0,180 |
0,545 0,066 0,046 |
44,189 -8,976 3,917 |
0,000 0,000 0,000 |
0,891 | 2,047 | 0,995 |
| Variable excluida: PA | ||||||||
| VC | (Const) PP Pas |
0,943 -0,034 0,009 |
0,031 0,005 0,004 |
43,774 -8,891 3,895 |
0,000 0,000 0,000 |
0,888 | 0,098 | 0,995 |
| Variable excluida: PA | ||||||||
* B: coeficiente del parámetro; EEB: error de estimación de B; EEE: error estándar de estimación; t: t de Student; Dt: desviación típica; Const: constante de regresiónPC: profundidad de carbonización; PP: porcentaje de plástico; VC: velocidad de carbonización; PA: porcentaje de aditivo; Pas: porcentaje de aserrín
Estos resultados muestran que tanto para la profundidad, como para la velocidad de carbonización, las variables que mayor incidencia tienen son los porcientos de termoplásticos (PP) y el porcentaje de aserrín (Pas); estas variables explican un efecto positivo como componentes del tablero y su relación (R2) en cerca de 89%. Por su parte, el análisis excluye la variable porcentaje de aditivos químicos (PA), la cual no mostró tener influencia sobre los parámetros ignífugos evaluados.
Este comportamiento puede estar dado por el uso del tetrabrik como componente retardador de fuego, que fue incluido en forma de plástico (polipropileno) como componente de la matriz termoplástica de los tableros.
Evaluación de la inflamabilidad
En la tabla 4 se muestran los resultados obtenidos a partir del ensayo de inflamabilidad para los diferentes tratamientos evaluados, en ella es posible detectar que la mejor respuesta ante los parámetros de inflamabilidad fue la del tratamiento 6, el cual no llega a inflamarse durante el tiempo establecido tanto longitudinal como transversal.
Tabla 4 Parámetros de inflamabilidad de los tableros evaluados durante 30 segundos, para cada dirección.
| Dirección | Tableros | Ignición | Profundidad de propagación de llama (mm) | Tiempo para ignición (s) |
| Testigo | Sí | 80 | 20 | |
| T 1 | Sí | 60 | 21 | |
| T 2 | Sí | 55 | 23 | |
| Longitudinal | T 3 | Sí | 40 | 25 |
| T 4 | Sí | 35 | 24 | |
| T 5 | Sí | 35 | 24 | |
| T 6 | No | - | - | |
| Testigo | Sí | 35 | 20 | |
| T 1 | Sí | 26 | 21 | |
| T 2 | Sí | 20 | 23 | |
| Transversal | T 3 | Sí | 15 | 25 |
| T 4 | Sí | 14 | 25 | |
| T 5 | Sí | 14 | 25 | |
| T 6 | No | - | - |
Discusión
Consideraciones sobre la extracción de resina en la madera de pino
Durante el proceso industrial (empresa Emilio Barcenas Pier) para la producción del tablero de madera plástica, se constató que el contenido de resina de la madera de pino y el contenido de humedad pueden convertirse en una amenaza para las maquinarias usadas en el proceso tecnológico (extrusora y peletizadora). Estos elementos pueden ocasionar fuerte desprendimiento de gases en dichos equipamientos, dada las altas temperaturas que son usadas en el proceso. Este fenómeno no solo provoca desajustes internos en el equipo, sino que también afectan el proceso de síntesis en la materia prima, con el consecuente deterioro de la calidad del tablero resultante.
Los compuestos de la resina como la colofonia y la trementina, además de afectar las propiedades ignífugas del tablero, se suman al deterioro de los equipos ya que pueden ir acumulando restos en las paredes de los estos, provocando mayor esfuerzo del mecanismo interno (tronillo helicoidal), de las peletizadoras y de las extrusoras (Martínez et al., 2012).
Consideraciones del flujo tecnológico y uso de la materia prima
Estudios realizados por Clemons (2010) plantean que generalmente, para la producción de tableros de madera plástica, las empresas productoras en el mundo utilizan con mayor frecuencia los termoplásticos de polietileno de alta densidad (PEAD), de polietileno de baja densidad (PEBD) y de polipropileno (PP) que las de policloruro de vinilo (PVC) y demás, porque requieren menores temperaturas de procesamiento (170 °C - 205 °C).
Estas temperaturas pueden ser apropiadas para trabajar con fibras vegetales, ya que las paredes celulares pueden resistir antes de su desnaturalización térmica. Además, los termoplásticos pueden ser reciclados para ser usados como matrices de nuevos compuestos, ya sea en mezclas con fibras o harinas, o con termoplásticos vírgenes (Xu, Wang, Chen, Gao y Li, 2016)
La unión de las partículas de madera y plásticos que posibilitan la producción de los tableros de madera plástica está basada en la temperatura del proceso tecnológico, teniendo en cuenta que son temperaturas que la madera puede soportar antes de su desnaturalización térmica y los plásticos pueden fundirse y encapsular las partículas de madera (Henek et al., 2017), además de permitir que ocurran cambios en los componentes de la pared celular de la madera, como la degradación de los componentes hemicelulósicos, debido a la poca resistencia de los hexosanos, así como pueden ocurrir cambios en la polimerización de la celulosa - hemicelulosa y una disminución de la cristalinidad de las hemicelulosas (Bolina, Christ, Metzlera, Quininoa y Tutikian, 2017).
Consideraciones sobre las propiedades ignífugas
En la tabla 2 se puede observar que los valores de velocidad de carbonización para todos los tratamientos varían de 0,20 mm min-1 a 0,58 mm min-1, mientras que los valores de profundidad de carbonización varían de 3,80 mm a 12,18 mm. Entre los tableros obtenidos para cada tratamiento no fueron encontradas diferencias estadísticas en cuanto a las propiedades evaluadas, con excepción del tratamiento 6, este ofreció mejor respuesta ante los parámetros ignífugos.
Existen propiedades físicas distintivas que permiten caracterizar la calidad de los tableros, una de estas propiedades es la densidad, la cual se atribuye principalmente al colapso de los lúmenes que ocurre normalmente durante el proceso de fabricación, junto con la mayor densidad de la pared celular de la madera (aserrín), esta propiedad también puede influir en la resistencia al fuego de los tableros de madera plástica (Moya, 2012).
La prueba de rangos de correlación de Spearman infiere que la relación entre las propiedades evaluadas es fuerte (97%), e inversamente proporcional entre la densidad de los tableros y los parámetros profundidad y velocidad de carbonización; es decir, a medida que aumenta la densidad de los tableros esos parámetros estarán más controlados y su incidencia en los tableros será menor.
Este comportamiento puede estar dado por las características de cada una de las especies utilizadas en el proceso productivo, al ser mezcladas las especies pueden proporcionar mejoras en las propiedades físicas del tableros, principalmente en la densidad de los tableros, que en el caso del tratamiento 6 fue de 1026 kg m-3, de esta forma condiciona que este tratamiento ofrezca mayor resistencia al fuego.
La aplicación de bajas dosificaciones de aditivos tienen un efecto mínimo ante el comportamiento al fuego en los tableros de madera plástica; de acuerdo con algunos estudios, existen aditivos que pueden mejorar el comportamiento de los compuestos ante el fuego (silicato de sodio, fosfato amónico, fosfato de resinas sintéticas, fosfato cálcico, mezclas de bórax y aceite de linaza, pinturas de caseína, pinturas con vermiculitas y materiales intumescentes) (Östman, 2017). Por otra parte, su aplicación debe ser estudiada con detenimiento ya que puede ocasionar efectos secundarios en caso de incendio como desprendimiento de gases tóxicos. (Amat, Ibrahim, Rahim, Tajudin y Ahmad, 2013).
Esta investigación permitió demostrar que mediante la utilización de tetrabrik como elemento retardador del fuego se pueden alcanzar resultados positivos en cuanto a los parámetros de reacción y resistencia al fuego. La textura plástica de este elemento como parte de los termoplásticos del compuesto favorece su comportamiento ante el fuego, tal efecto se puede corroborar a partir de los valores obtenidos por el tratamiento 6.
En estudios realizados por Garay y Henríquez (2010) en tableros de fibras, tableros contrachapados y tableros de partículas, para determinar su comportamiento ante el fuego bajo la aplicación de un recubrimiento retardante de fuego a base de Ceresita (CERSA X-400, cuya composición está dada por un esmalte industrial brillante de alta resistencia química, formulado a base de resinas de caucho clorado sin contenido de metileno y pigmentos con resistencia a ambientes industriales agresivos), los porcentajes de carbonización obtenidos fueron elevados: entre 10% y 30% para un tiempo de 9 minutos, con una consiguiente pérdida de peso.
Estudios realizados por Surtiyeni et al. (2016) exponen que las características que proporcionan los recubrimientos empleados para favorecer las propiedades de resistencia al fuego en tableros derivados de madera pueden disminuir el efecto de las llamas, sin embargo, una vez destruida la capa protectora, aumenta la ignición hacia el interior del tablero.
Consideraciones sobre la inflamabilidad
En la tabla 4 se mostró que las formulaciones testigo, T1, T2, T3, T4, y T5 alcanzan su punto de ignición en un tiempo de 20 s, 21 s, 23 s, 25 s y 24 s, respectivamente; sin embargo, el tratamiento 6 (T6) no alcanzó el punto de ignición durante el tiempo establecido por la norma (30 s). Esta condición puede haber sido mejorada por las propiedades físicas obtenidas en este tratamiento, cuya razón de compresión fue de 1,85, demostrando así la mejor compatibilidad entre las partículas de madera y plásticos, lo cual proporcionó un mejor encapsulamiento de la madera por la matriz termoplástica, ofreciendo mayor resistencia ante la inflamabilidad.
La búsqueda de productos de mayor resistencia y propiedades ha sido una tarea sistemática de científicos e investigadores. Estudios realizados por Bolina et al. (2017) han conllevado a investigaciones más complejas encaminadas a mejorar el rol de cada compuesto químico durante la combustión. Esto motiva a encontrar buenas mezclas entre la resina a base de pintura y los aditivos piroretardantes que actúen formando una capa carbonizada resistente para retardar la llama (Kolaitis, Asimakopoulou y Founti, 2014)
Sin embargo, para los tableros de madera plástica obtenidos en esta investigación, en cuya composición fue utilizado el tetrabrik como retardante de llamas, mezclado con aditivos químicos y varias especies forestales en las formulaciones elaboradas, se obtuvieron buenos índices de carbonización, así como buenos resultados de reacción al fuego.
Conclusiones
El desarrollo de tableros de madera plástica con propiedades ignífugas tiene grandes perspectivas para la industria forestal. El flujo tecnológico usado representa las herramientas necesarias para producir tableros de este tipo con buena calidad y buenas propiedades físico-mecánicas e ignífugas.
Los mejores resultados de resistencia y reacción al fuego fueron encontrados en la mezcla de todas las especie forestales empleadas, así como los termoplásticos y aditivos.
El uso de tetrabrik como elemento retardador de llamas demostró buenos resultados, los criterios que lo validan están dados por las características del tratamiento 6, el cual muestra valores de velocidad de carbonización de 0,20 mm min-1, profundidad de carbonización de 3,80 mm. Estos parámetros de reacción al fuego permiten clasificarlo como B-S1, d0, de acuerdo con la norma UNE-EN 13501 (ISO, 2010).

