











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
El PEEK, poli-éter-éter-cetona, es un termoplástico de doble fase que desde los años 90's se ha abierto paso entre los biomateriales como candidato para el remplazo de implantes con componentes metálicos, siendo su principal uso hasta la fecha en implantes de espina y ortopédicos [1].
El PEEK ha sido estudiado y ampliamente utilizado en aplicaciones biomecánicas, especialmente en prótesis desde 1998 cuando la compañía Invibio Biomaterials Solution lo lanzó al mercado. Diferentes resultados de investigaciones han encontrado que el PEEK presenta una gran cantidad de propiedades físicas, mecánicas y de superficie que lo convierten en un candidato apto para la fabricación de gran variedad de implantes[2].
La rugosidad de un material es crítica en los contactos mecánicos, en la circulación de fluidos, rigidez, calentamiento de piezas, entre otras aplicaciones industriales. En medicina, la rugosidad afecta la adaptación de células al material, influyendo en la oseointegración, la absorción del implante y la aceptación del mismo por el cuerpo del paciente[3].
Cuando el cuerpo humano presenta una herida, sobre ésta se realiza un proceso inflamatorio, que permite el transporte de células mesenquimales a la lesión las cuales, dependiendo del ambiente en que se encuentran, se adhieren, proliferan y diferencian en otro tipo de células necesarias en la generación de tejido para la recuperación[3, 4].
En el caso de implantes óseos, una buena aceptación del implante por parte del paciente y su estabilidad a largo plazo depende en gran medida de la cantidad de células mesenquimales que logren diferenciarse a Osteoblastos. Investigaciones de diferentes autores han descrito cómo las células mesenquimales al encontrarse en rugosidades Ra menores a 1 μm se diferencian de los fibroblastos, lo cual podría generar una fibrosis, ocasionando la remoción temprana del implante. De igual forma, diferentes investigadores han descrito que a rugosidades superficiales Ra superiores a 3 μm las células mesenquimales no son capaces de adherirse y proliferar en el material causando un posible rechazó del implante[5, 6,7, 8]. Por esta razón, es de gran importancia tener en cuenta la rugosidad superficial Ra de la prótesis antes de poner un implante al paciente, dado que esto ayudará a aumentar las posibilidades de éxito del mismo.
El propósito de esta investigación es determinar los valores óptimos de mecanizado del PEEK, para la obtención de una rugosidad superficial adecuada para la diferenciación de células mesenquimales en la fabricación de implantes que permitan que dicho implante tenga mayor probabilidad de ser aceptado por el cuerpo del paciente, disminuyendo los tiempos de recuperación [4].
El rango de rugosidad Ra deseado fue de 1 μm a 3 μm, debido a que este parámetro es el descrito en la literatura, y según la misma, es el rango de valores de rugosidad Ra en el cual se da una adecuada adhesión de células mesenquimales y diferenciación de las mismas a Osteoblastos. De igual manera, estudios han demostrado que ha mayor rugosidad superficial se obtiene a mayor adhesión de osteoblastos, por esta razón, se tomaron como valores óptimos a buscar, aquellos valores de rugosidad superiores a 2,5 μm [5, 7, 8,9, 10].
Para lograr este objetivo, se evaluaron las rugosidades obtenidas por diferentes valores de velocidad de avance, velocidad de corte y trayectorias escogidas. En este trabajo se evaluaron dos tipos de trayectorias: Espiral y Raster. Para cada una de estas trayectorias se evaluaron los mismos parámetros de mecanizado. El diseño experimental usado fue un diseño de superficie de respuesta (RSM) de seis puntos centrales. Para la elaboración de dicho diseño experimental se elaboraron probetas de forma cóncava y convexa del mismo radio, las cuales fueron mecanizadas con los mismos parámetros y mismo número de réplicas para cada trayectoria escogida, las combinaciones de los factores fueron iguales para cada técnica de mecanizado y todos los demás parámetros de mecanizados usados fueron constantes en la elaboración de las probetas. Para su mecanizado se usó la misma herramienta, un inserto de punta esférica con dos filos de corte, se usó la misma porta- inserta y la misma máquina CNC, los elementos acá nombrados se describen en detalle en la sección de métodos y técnicas. De esta manera, se buscó que ningún otro elemento, excepto los que se deseaban evaluar, influyes en las respuestas obtenidas.
METODOLOGÍA
Métodos y técnicas
El material usado para la investigación es PEEK KETRON 1000®, elaborado y distribuido por la empresa Quadrant®, el cual es un termoplástico sin refuerzos. El mecanizado se realizó usando una fresadora CNC v-20i. La herramienta usada para mecanizar las probetas fue un inserto de copiado intercambiable KDMB06M0ERLDK115M. El inserto está elaborado en un grado de carburo de calidad premiun sin recubrimiento, diseñado para una alta resistencia al desgaste del filo en materiales no ferrosos, hierro y fundición.
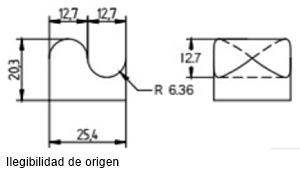
Se mecanizaron probetas de formas cóncava y convexa, de radio 6,36 mm cada una. Estas probetas se muestran en la Figura 1. La medición de rugosidades se realizó haciendo uso de un rugosímetro táctil de Mitutoyo con un λ de 1mm con filtro Gaussiano y un rango de medida automático.
Para esta investigación se realizó un diseño experimental de superficie de respuesta completo para cada trayectoria escogida. Con esto se buscó determinar valores de velocidad de corte y avance que producen una rugosidad esperada entre 1 μm y 3 μm, ya que estos valores son del rango óptimo deseado para la adecuada proliferación de células mesenquimales según la literatura [7, 8, 9, 10].
RESULTADOS Y DISCUSIÓN
Para la elaboración de las respectivas superficies de respuestas se plantearon los puntos de exploración descritos en la Figura 2.
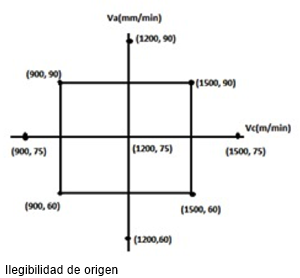
FIGURA 2 Niveles de los factores usados para la superficie de respuesta para las técnicas 'Raster' y 'Espiral'.
Análisis para la técnica Raster
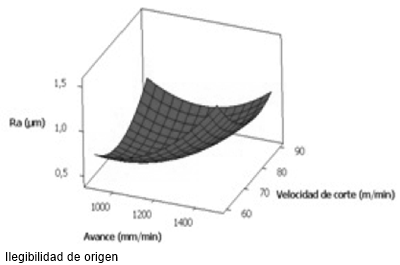
La superficie de respuesta obtenida para la técnica Raster se muestra en la Figura 3, determinada por la ecuación 1. En ella se observa que al aumentar el avance y la velocidad de corte, la rugosidad Ra aumenta; al optimizar esta función se encuentra que los parámetros de corte donde se encuentra la rugosidad Ra recomendada son: velocidad de avance 1500 mm/min-velocidad de corte de 90 m/min para la trayectoria Raster, con la cual se obtiene una rugosidad Ra máxima de 2,7 μm.
Análisis para la técnica Espiral
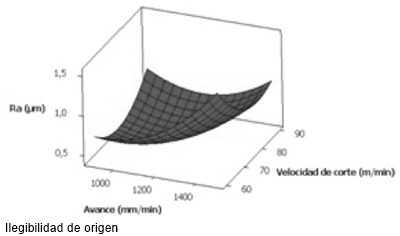
La superficie de respuesta obtenida para la técnica Espiral se muestra en la Figura 4, obtenida de la ecuación 2, en la que se observa cómo al aumentar el avance y al disminuir la velocidad de corte aumenta la rugosidad. Al optimizar esta función se puede ver que la rugo sidad recomendada se obtiene al mecanizar la superficie con los parámetros de corte: velocidad de avance de 1500 mm/min y a una velocidad de corte de 60 m/min, para la cual, se obtiene una rugosidad máxima Ra de 1,6 μm. De la superficie de respuesta obtenida se tiene que para alcanzar el punto óptimo (2,5 μm) se ha de meca nizar la pieza con velocidades de corte menores a 60 m/min. Al intentar realizar este mecanizado se observó derretimiento del material y adhesión del material en la herramienta de corte, por lo cual se concluye que los parámetros de mecanizado para alcanzar el óptimo no son viables para la técnica Espiral.
CONCLUSIONES
En cuanto a la fabricación de piezas mediante la trayectoria Raster se concluye que los parámetros de corte recomendados para obtener la rugosidad deseada para la diferenciación de células mesenquimales son: velocidad de avance 1500 mm/min-velocidad de corte de 90 m/min, debido a que con estos parámetros se obtuvo una rugosidad (Ra) de 2,7 μm. Respecto a la fabricación de probetas mediante la técnica Espiral, los parámetros de mecanizados recomendados para el mismo fin son: velocidad de avance de 1500 mm/min-velocidad de corte de 60 m/min con el cual se obtiene un Ra de 1,6 μm.
Se observó que con ambas trayectorias se obtiene una rugosidad dentro del rango recomendado, pero, debido a que estudios han demostrado que ha mayor rugosidad, mayor respuesta de osteoblastos [5], se concluye: para la elaboración de prótesis individualizadas se recomienda mecanizar la pieza con una trayectoria Raster con velocidad de avance de 1500 mm/min y una velocidad de corte de 90 m/min.

