











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
En la manipulación de alimentos es fundamental la higiene óptima en los servicios de alimentación con la finalidad de disminuir la incidencia de enfermedades transmitidas por alimentos (ETA). En los procesos de recepción, almacenamiento, manejo de sustancias, refrigeración, congelación, cocción, servicios sanitarios, etc., es obligatorio verificar el adecuado manejo de los alimentos con la finalidad de asegurar su inocuidad. Es por ello que la producción y comercialización de alimentos se convierte en la principal obligación de los actores involucrados en la industria de alimentos, con la finalidad de garantizar la calidad y preservación de estos (Ortega & Hernández, 2019). Una de las herramientas utilizadas para garantizar la inocuidad de los alimentos es el análisis de peligros y puntos críticos de control (HACCP, por sus siglas en inglés), sistema que permite la identificación, evaluación y control de los peligros para la inocuidad alimentaria (Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación-Servicio Nacional de Sanidad, Inocuidad y Calidad Agroalimentaria [Sagarpa-Senasica], 2018; Waldemar, 2019).
Una de las medidas que serviría para proteger a los alimentos es el envase para el que con frecuencia se eligen materiales encogibles por acción de calor. El proceso de termoencogido consiste en sumergir un alimento que fue envasado en plástico termoencogible en un tanque con agua caliente a una temperatura mínima de 82 °C, por tiempo predefinido, provocando que el plástico se contraiga y se adhiera al alimento en cuestión; esto con la intención de protegerlo de agentes externos, no permitir la pérdida de humedad que contiene el producto y conservar su inocuidad (Jiang & Huang, 2015; López & Carballo, 2019; Potter & Joseph, 1999).
Los envases de plástico flexibles utilizados para el empacado de alimentos son las películas termoformadas de poliamida (PA)/polietileno (PE) y PE/etileno vinil alcohol (EVOH), bolsas de vacío de PA y PE y bolsas retráctiles de PE/dicloruro de polivinilideno (PVdC) y de PA/EVOH/PE (Pauer et al., 2020).
El empaque retráctil, también llamado película retráctil, tiene beneficios que permiten empacar alimentos de geometría compleja; mostrar la apariencia del producto debido a la transparencia del empaque; empaquetar varios tipos o más piezas juntas fácilmente; prolongar la vida útil de los alimentos; tener un buen sello a prueba de humedad, antiincrustrante y antioxidante; ahorrar espacio de almacenamiento; y ser hermético. El empaque retráctil es una de las mejores y nuevas técnicas para el almacenamiento de productos de alimentos (como la pulpa de tamarindo), así como para el embalaje de venta y transporte (Jiang & Huang, 2015; Kumar & Patel, 2018).
Aun con las ventajas que presentan las películas plásticas termorretráctiles, se dice que son responsables de un alto impacto ambiental, por lo que existen propuestas de películas termorretráctiles biodegradables para embalaje ecológico y rendimiento funcional, hechas de mezclas de ácido poliláctico amorfo (PLA) y poli (butileno-adipato co-tereftalato) (PBAT) (Pietrosanto et al., 2022).
En las industrias relacionadas con las empacadoras de carne, el proceso que se lleva a cabo en el tanque de termoencogido tiene la finalidad de aumentar la adherencia del envase a la superficie del producto, incrementando así la resistencia mecánica del mismo en torno al alimento, aunque hasta el momento no se ha contemplado la posibilidad de que el termoencogido controlado en temperatura y tiempo pueda ser un punto crítico de control (PCC).
En muchas plantas procesadoras de derivados cárnicos se ha detectado una problemática asociada con una recontaminación de productos después de su tratamiento térmico primario, mediante el que se garantiza el control de peligros hasta ese momento, asociado sobre todo a dos hechos: (1) el empleo persistente en algunas de ellas de una funda de cocimiento que debe ser cambiada para la comercialización del producto (no emplear lo que se denomina una funda de cocimiento directo) y/o (2) el retiro de esa funda para comercializar el producto rebanado o en porciones y envasado al vacío, momentos en los que puede ocurrir esa recontaminación con peligros que impiden que ese alimento pueda calificarse como inocuo.
Después de transvasar, ya sean piezas completas, rebanadas o porciones, esos nuevos envases deben someterse al proceso de encogido por inmersión en una tina con agua caliente por cierto tiempo. Por esa razón, y debido a que pudo ocurrir una recontaminación con un peligro biológico, se requiere aplicar algún otro procedimiento que permita controlarlo. Para ello se ha empleado el procesamiento por alta presión (HPP, por sus siglas en inglés), también conocido como tratamiento por alta presión hidrostática (HHP) o tratamiento por ultra presión (UHP), una tecnología no térmica (<45 °C). Aplicando un rango de 100 MPa a 1000 MPa durante un periodo de tiempo corto, puede mejorar la inocuidad de los alimentos al destruir microorganismos causantes de ETA, reduciendo metabolitos tóxicos de hongos en los productos alimenticios cuando se utilizan temperaturas moderadas con efectos mínimos sobre el gusto, textura y valor nutricional (Agència Catalana de Seguretat Alimentària, 2022; Henock & Shimelis, 2019;). Un rango de presión de 350 MPa a 450 MPa es suficiente para inactivar bacterias gramnegativas, levaduras y mohos a temperatura ambiente, no así para bacterias grampositivas, las cuales requieren presiones de más de 1100 MPa. Estas presiones altas dañan la membrana celular de las células microbianas; además, la estructura proteica se desnaturaliza y se destruyen las enzimas. Es por ello que la célula microbiana muere, trayendo como consecuencia la disminución de la población microbiana en los alimentos (Harsh et al., 2021). El HPP es una tecnología respetuosa con el medio ambiente que ayuda a reducir el consumo de energía (Narjabadi, 2021); sin embargo, el método y la adquisición del equipo resultan ser demasiado costosos.
En cuanto al desarrollo de microorganismos causantes del deterioro de la carne y los patógenos, tales como E. coli O157 y no‐O157, Salmonella spp. y Listeria monocytogenes, se dice que su crecimiento se debe a la cantidad de nutrientes que se encuentran presentes en la carne (Heredia et al., 2014). En investigaciones recientes, se ha demostrado que el método de HPP para carne cruda en combinación con sal, extractos de plantas, aceites esenciales y antimicrobianos ha tenido mejores resultados en la seguridad microbiana de la carne cruda en patógenos como Escherichia coli O157:H7, Listeria monocytogenes, Salmonella y bacterias ácido lácticas (BAL) (Rajendran et al., 2021).
La contaminación de estos alimentos puede ocurrir desde la unidad de producción animal (contaminación primaria, endógena o de origen) hasta el momento de su consumo (contaminación secundaria, agregada o exógena) y puede ocurrir en cada una de las etapas de proceso por las que pasa la carne. Una de esas atapas puede ser el transvasado y el rebanado y envasado. Dependiendo del peligro involucrado, es factible suponer la posible fuente de contaminación, pudiendo ser la tierra, las heces humanas o animales, las manos y ropa de trabajadores, así como utensilios (García et al., 2015), entre otros factores.
Por ello, además de los microrganismos patógenos ya mencionados, es factible que exista contaminación por microorganismos alterantes. Estudios realizados en jamón cocido refrigerado (8 °C) reportaron la existencia de crecimiento microbiano competitivo entre Listeria monocytogenes y BAL. El aroma indeseable en productos cárnicos cocidos se debe a bacterias del género Pseudomonas spp. y Achoromobacter (107 UFC/g); así mismo, la decoloración verdosa es característica de bacterias tipo W. viridescens, resistente al calor (> 40 min a 68 °C) (García et al., 2015).
Con base en lo descrito, se plantea en este trabajo analizar la posibilidad de transformar el termoencogido de un proceso de encogimiento simple a un punto crítico de control (PCC). Considerando que, por definición, un PCC se entiende como la fase o etapa de proceso en que se logra el control de un peligro (por eliminación o disminución a un nivel seguro para el consumidor), y que ha sido específicamente diseñado con esa finalidad, entonces el termoencogido no puede considerarse como un PCC. No obstante, proponemos convertirlo en uno, al establecer la combinación de parámetros de tiempo y temperatura que, además de lograr el efecto de termoencogido, permita controlar los posibles peligros biológicos producidos por la recontaminación mencionada.
En cuanto a trabajos publicados, no existe información respecto a nuestra propuesta. Uno de los trabajos que se acerca un poco a nuestro enfoque es el publicado por Vargas & Bohrer (2018), quienes realizaron estudios para conocer los efectos en la calidad y el crecimiento de bacterias en carne de cerdo, con el uso de un túnel de contracción de agua caliente y un tanque de enfriamiento después del envasado al vacío. Sus resultados demostraron ventajas en la capacidad de retención de agua del producto porcino, pero efectos mínimos en el crecimiento de bacterias. Por ello, los investigadores sugieren más trabajos en esta área (Vargas & Bohrer, 2018).
Considerando lo anterior, es fundamental determinar si es posible incrementar y sostener las variables de tiempo y temperatura en esta tina, logrando el termoencogido, y al mismo tiempo controlar los peligros biológicos que pudieran llegar a estar presentes en estos productos, derivados de la recontaminación mencionada.
Reconociendo que la problemática para el control de los peligros biológicos en los alimentos es compleja, en particular tratándose de una recontaminación, uno de los objetivos principales del presente trabajo es investigar una de las posibles causas que afectan este control, como lo es la transferencia de calor. Para ello, se estudian los tiempos de calentamiento con sus distribuciones de temperatura, con la intención de estimar y optimizar el proceso de calentamiento del producto, proporcionando elementos para la elección del tiempo de su permanencia en la tina, garantizando el adecuado transporte de calor, volviéndose necesaria la validación con resultados experimentales.
Por otra parte, en el caso de la transferencia de calor, es preciso mencionar que la solución analítica de las ecuaciones de Fourier en otros tiempos se realizó para un grupo reducido de problemas debido a su complejidad. Sin embargo, hoy en día, con el surgimiento de grandes procesadores, así como de software especializado, se han podido resolver muchos problemas que en el pasado habían quedado truncados.
Una de las herramientas computacionales que ha demostrado fácil uso es el software de Matlab, el cual fue utilizado para realizar el presente trabajo, en particular el PDE Toolbox de Matlab, el cual se sustenta en el método del elemento finito.
Se efectuaron simulaciones computacionales considerando un trozo de carne con geometría rectangular, tomándose en cuenta propiedades físicas obtenidas de la literatura, considerando las variables involucradas en el proceso de termoencogido y usando el análisis por elementos finitos (FEA) con condición de frontera convectiva.
Principios del transporte de calor
Tanto el calor como el trabajo son formas de energía, por lo que, para poder transferir calor de una región a otra, debe existir un gradiente de temperaturas (Smith et al., 2007). Existen diferentes formas de transferir calor, conocidas como la conducción, convección y radiación. Estos mecanismos siguen el principio básico de transferir calor de una zona de alto potencial a otra de menor potencial. Dos de las ecuaciones principales para el transporte de calor por conducción son las que corresponden a la primera y a la segunda ley de Fourier; en las ecuaciones 1 y 2 se muestra su forma vectorial:
donde Q es el flujo de calor, K es la conductividad térmica, T es la temperatura, ρ es la densidad, A es el área, Cp es la capacidad calorífica y t es el tiempo. Es importante mencionar que la ecuación 1 se limita a problemas en estado estacionario; sin embargo, la ecuación 2 se utiliza para problemas en régimen transitorio o no estacionario.
Para que la transferencia de calor pueda ocurrir mediante el mecanismo de convección a través de fluidos, tiene que presentarse una combinación de partículas calientes y frías. Existen dos formas de transferencia de calor mediante convección: libre y forzada. La forzada requiere el uso de fuerza mecánica, mientras que la libre ocurre de forma natural y es más lenta que la forzada. A la ecuación que se utiliza para este mecanismo se le conoce con el nombre de ecuación de la ley de enfriamiento de Newton (ecuación 3) (Flynn et al., 2019).
En la ecuación 3, h es el coeficiente convectivo correspondiente al transporte de calor por convección.
Por su parte, la radiación térmica permite transmitir energía de una región de alto potencial a una de bajo potencial, aun cuando exista un vacío entre estas. En general, la radiación térmica consiste en la emisión de energía en forma de ondas electromagnéticas. El modelo matemático para describir este mecanismo fue propuesto por Stefan Boltzmann (Balaji et al., 2021).
Materiales y métodos
Métodos de simulación
En la actualidad, existe una variedad de softwares con gran potencial para analizar y resolver el comportamiento de fenómenos complejos, como el transporte de calor en régimen transitorio bi o tridimensional, incluso con animaciones en 2D y 3D para realizar una simulación mucho más efectiva. Este tipo de paquetes de cómputo son utilizados para procesos de todo tipo (industriales, administrativos, entre otros), llevan herramientas y hacen que la información que proporcionemos sea la más importante para poder arrojar el resultado más conveniente (García et al., 2013).
La finalidad de aplicar métodos numéricos en problemas de transferencia de calor es proporcionar una solución de manera más precisa, aunque en ocasiones resolverlo de esta manera es la única opción. La resolución de un problema de esta magnitud de una manera analítica se vuelve demasiado laboriosa, es por eso que los métodos numéricos se han convertido en una forma alternativa (Chapra & Canale, 2015).
La ecuación diferencial parcial tiene una formidable aplicación para resolver problemas a nivel de ingeniería. El método de diferencias finitas y el método de elementos finitos son ejemplo de los utilizados para resolver este tipo de ecuaciones (Deméneghi, 2000). Existen diferentes tipos de ecuaciones diferenciales parciales, por ejemplo, elípticas y parabólicas, pero también existen las hiperbólicas, las cuales son representadas por la ecuación de onda y su aplicación es más común en sistemas de ingeniería mecánica (Chapra & Canale, 2015).
En una interfase sólido-líquido, como la que tenemos en el tanque de termoencogido, el flujo de calor es proporcional a la diferencia de temperaturas del sólido y del medio ambiente (Delgado et al., 2009).
La ecuación 4 fue utilizada para describir el fenómeno de la transferencia de calor en estado transitorio en un tanque de termoencogido, en donde G es la generación de calor, K es el coeficiente de conductividad térmica, Cp es la capacidad calorífica, ( es la densidad, h es el coeficiente de transferencia de calor convectivo y T es la temperatura. La ecuación anterior se resolvió utilizando el partial differential equation (PDE) toolbox de Matlab, el cual utiliza cajas de herramientas que integra la parte computacional, visualización y programación en un ambiente de gran facilidad. Estas toolbox son acompañadas de interfases GUI (guide interface usuary), que cubren todos los aspectos del proceso de solución de una PDE (MathWorks, 1995-2016).
Justificación del modelo utilizado
En el presente trabajo se presenta un modelo idealizado del transporte de calor en una tina de termoencogido en la que se emula un trozo de carne con geometría rectangular introduciéndose en una tina de termoencogido, sin considerar por el momento la película plástica que envolverá el trozo de carne, ni el material a utilizar de dicha película, la cual será considerada en otra etapa que se está desarrollando, correspondiente a la elaboración de un prototipo de la tina. La finalidad del trabajo presentado es proponer un modelo numérico con la obtención de resultados que serán utilizados para la validación del modelo del prototipo, lo anterior con el objeto de reducir tiempos y optimizar experimentos en el prototipo de la tina de termoencogido. Una vez conseguido esto, se podría modificar, entre otras cosas, la geometría y el tipo de carne, usando las propiedades físicas respectivas del producto.
Consideraciones
Los puntos a considerar para el modelo propuesto son los siguientes:
-Propiedades físicas del trozo de carne reportadas en la literatura.
-No existe una fuente de energía interna en el trozo de carne, por lo cual, los efectos de la generación interna de calor (G) son despreciables.
-Geometría rectangular regular en el trozo de carne.
-Los efectos por mecanismo de radiación se consideran despreciables en comparación con el transporte de calor por conducción y convección.
-El calor cedido por el agua de la tina de termoencogido es el ganado por el trozo de carne.
-El trozo de carne se considera de los denominados productos sólidos, por lo que los efectos viscosos del trozo de carne se consideran despreciables (Ibarz & Barbosa, 2005).
Generación del modelo geométrico y condiciones de frontera
En el presente trabajo se propuso analizar el problema en las caras del trozo de carne, lo cual trae como resultado pasar de un problema en tres dimensiones a uno bidimensional a través de planos. En la Figura 1 se muestra dicha idea con las dimensiones aproximadas (utilizadas para las simulaciones) del trozo de carne.

Por otro lado, en la Figura 2 se muestra, de una forma esquemática, el tanque de termoencogido en donde se introducirá el trozo de carne. En términos generales, se trata de un contenedor o tanque con geometría rectangular, dentro del cual se tiene una charola perforada. El contenedor contiene agua a una temperatura de 87 °C con coeficiente convectivo de h = 600 W/m2 °C.

Fuente: Elaboración propia.
Figura 2 Esquema de un contenedor de termoencogido (tanque de termoencogido).
Para realizar las simulaciones, se adquirieron datos reportados en la literatura (Çengel, 2007), los cuales corresponden a las propiedades de la carne de una salchicha, como lo indica la Tabla 1.
Tabla 1 Propiedades de carne de una salchicha.
| Símbolo | Valor | Unidades |
| T§ | 3.0 | °C |
| ρ¤ | 980.0 | Kgm-3 |
| Cp¶ | 3900.0 | Jkg-1 °C-1 |
| ᧧ | 2.02x10-7 | m2s-1 |
| k† | 0.771 | Wm-1°C-1 |
§T: Temperatura de la carne; ¤ρ: densidad de la carne; ¶Cp: capacidad calorífica de la carne; §§α: difusividad térmica de la carne; †k: coeficiente de conducción de la carne.
Fuente: Çengel (2007).
El problema se enfocó en la obtención de la evolución de la temperatura bidimensional en el espacio y el tiempo, a través de los perfiles de temperaturas en los planos “x-y”, “z-y” y “z-x”.
Condiciones de frontera y el mallado
Las condiciones de frontera más utilizadas son las de tipo Dirichlet y las de Neumann. Las primeras se utilizan en el caso de conocer la temperatura en la frontera, es decir, T = T0. Las segundas, que fueron las utilizadas para las simulaciones, son aquellas en las cuales se conoce el flujo de calor en la frontera (Delgado et al., 2009).
Los triángulos resultantes del refinamiento de la malla fueron de 64 512, 53 504 y 160 768 para los planos “x-y”, “z-x” y “z-y”, con un total de 32 545, 27 033 y 80 881 nodos para los planos respectivos mencionados.
La Figura 3 muestra las dimensiones particulares de la sección cuadrada y las condiciones para cada placa correspondiente a los tres planos con las mallas refinadas utilizadas.

Descripción del FEA PDE Toolbox
Hoy en día existe una gran cantidad de programas computacionales que se utilizan para la resolución de problemas en el ámbito de ingeniería con la aplicación del método del elemento finito, uno de ellos es el PDE Toolbox de Matlab (partial differential equation), el cual utiliza cajas de herramientas que integran la parte computacional, visualización y programación en un ambiente de gran facilidad. Estas toolbox son acompañadas de interfases GUI (guide interface usuary), las cuales cubren todos los aspectos del proceso de solución de una PDE (MathWorks, 1995-2016).
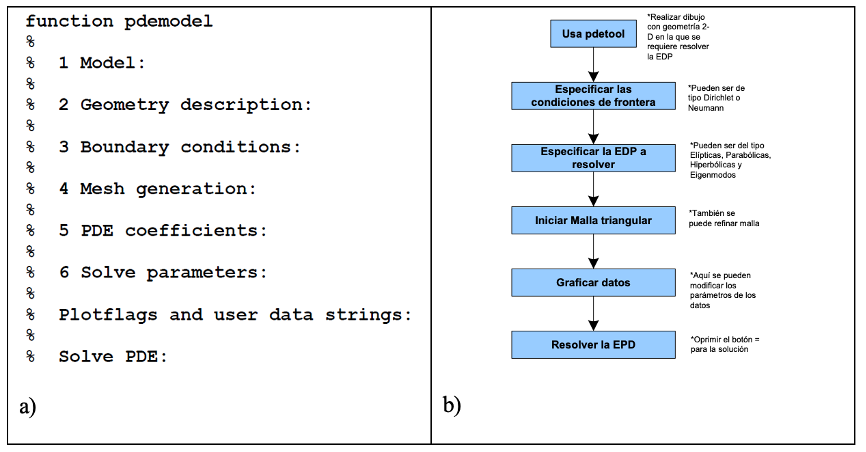
Las funciones que comprende el uso del programa son, en términos generales, las mostradas en la Figura 4a (MathWorks, 1995-2016). Y el algoritmo utilizado para abordar el problema se muestra en la Figura 4b.
Fuente: Vicens (2012).
Figura 4 a) funciones principales del pdetool (MathWorks, 1995-2016); b) algoritmo del pdetool.
Resultados y discusión
Como ya se ha mencionado, uno de los objetivos fundamentales que deben cumplir las industrias involucradas en el procesamiento de alimentos es el relacionado con la inocuidad de estos.
Una bacteria, al encontrar las condiciones óptimas para su crecimiento, comienza a multiplicarse de forma activa. Se identifican cuatro fases en el crecimiento microbiano, las cuales son representadas en una curva. En la de latencia o fase lag, conocida como la primera fase de crecimiento, los microorganismos realizan una serie de modificaciones fisiológicas para adaptarse; se dice que en esta fase no hay multiplicación celular. La siguiente es la fase exponencial o de crecimiento logarítmico. Aquí se da una multiplicación activa por fisión binaria, pero el tránsito de una fase a otra se da en forma gradual. Posteriormente, se da lugar a la fase estacionaria, en la cual la concentración de microrganismos permanece estable. Por último, la fase de muerte se da por un descenso progresivo en el número de microorganismos.
El crecimiento microbiano se ve afectado por factores intrínsecos y extrínsecos, los primeros están relacionados con las características del alimento, como pueden ser el pH, la actividad de agua (aw), el contenido de nutrientes, sustancias inhibidoras, entre otras. Los segundos se refieren a aquellos propios del ambiente en que se encuentra el alimento, como es la temperatura, la humedad relativa, gases, etc.
En el caso de la temperatura, esta puede influir en la duración de la fase de la latencia y hasta en el número final de microorganismos. Temperaturas bajas pueden prolongar la fase de latencia en microorganismos que sean mesófilos o termófilos, además de disminuir la velocidad de crecimiento, aunque no los destruyen, solo inhiben su crecimiento. Por otra parte, las temperaturas que se encuentran por encima de la máxima de crecimiento son letales para muchos microorganismos. Es por ello que debe conocerse el tipo de bacterias que podrían estar presentes en el alimento, así como sus características de termoresistencia (Esteban, 2014).
En el caso de la aplicación de tratamientos con temperaturas altas, se han empleado parámetros de muerte térmica, utilizando dos indicadores que proporcionan información del proceso térmico, así como de la eficacia de este: el valor D, que indica el tiempo en minutos necesarios para destruir el 90% de los microorganismos presentes a una determinada temperatura, es decir, a mayor valor D, mayor termoresistencia del microorganismo (Lespinard, 2012). Suele utilizarse el valor D para los casos en donde el tratamiento térmico es constante; sin embargo, para aquellos casos donde la temperatura varía, se utiliza el valor Z, que representa el número de grados centígrados necesarios para reducir a la décima parte el tiempo de reducción decimal D. Valores pequeños de Z indican que la reacción en cuestión es muy sensible a la temperatura. Cabe mencionar que los valores de D y Z son característicos de cada microorganismo y su importancia radica en la posibilidad de determinar la letalidad de los procesos térmicos que se utilizan en la producción de alimentos (Guerberoff et al., 2021; Lespinard, 2012).
Con el presente trabajo se pretende contribuir a que el proceso de termoencogido pueda considerarse como un punto crítico de control, considerando la combinación de temperatura-tiempo como el principal factor de inactivación de los patógenos antes citados, proporcionando información a través de la simulación computacional de la distribución y evolución de las temperaturas con respecto al tiempo como un factor que afecta la resistencia térmica de los patógenos; minimizando el número de experimentos, reduciendo costos y tiempo de desarrollo y, a su vez, optimizando dicho proceso.
Para ello, se propone trabajar con una muestra de 6786 cm3, con dimensiones similares a las del producto comercial (Figura 1), centro geométrico de xG = 9 cm, yG = 6.5 cm y zG = 14.5 cm, la cual se coloca en una rejilla que será sumergida en la tina de termoencogido que contiene agua caliente a 87 °C (Figura 2).
Las simulaciones se realizaron en un rango de tiempo de 300 s a 18 000 s, con un flux de calor de q = 52 000 W/m2.
En los productos de embutidos cárnicos, se ha encontrado que las bacterias de mayor incidencia son la Salmonella sp., Listeria monocytogenes y E. Coli. (en sus serotipos patogénicos). Existen muchos trabajos de investigación que abordan la cuantificación de los valores de D para las bacterias antes citadas; y aunque estos valores dependen de varios factores, como el contenido de grasa, por mencionar un ejemplo, se dice que las temperaturas a las que pueden eliminarse oscilan entre los 55 °C-65 °C (Kadri et al., 2020; Lorenzo et al, 2018; López et al., 2020).
En las Figuras 5 a 8 se muestra la evolución de la temperatura con respecto al tiempo, obtenida para los tres planos.

Fuente: Elaboración propia.
Figura 5 Distribución de temperatura evaluado a 300 s. a) plano x - y; b) plano z - x; c) plano z - y.

Fuente: Elaboración propia.
Figura 6 Distribución de temperatura evaluado a 3600 s. a) plano x - y; b) plano z - x; c) plano z - y.

Fuente: Elaboración propia.
Figura 7 Distribución de temperatura evaluado a 7200 s. a) plano x - y; b) plano z - x; c) plano z - y.

Fuente: Elaboración propia.
Figura 8 Distribución de temperatura evaluado a 18 000 s. a) plano x - y; b) plano z - x; c) plano z - y.
En la Figura 8 se presenta la simulación de la evolución térmica en b) plano z - x, a los 18 000 s, alcanzando una temperatura cerca del centro térmico de los 57 °C que inactivaría los patógenos presentes, de acuerdo con trabajos reportados por algunos autores (Kadri et al., 2020; Lorenzo et al, 2018; López et al., 2020). Para los otros dos planos restantes, las temperaturas fueron superiores a los rangos reportados por los mismos autores.
En los perfiles de temperatura en los planos donde se llevaron a cabo las simulaciones, se observa que el transporte de calor es mayor en el plano x - y, siguiéndole en el plano z - y y por último en el plano z - x, lo cual se debe principalmente a las dimensiones que presenta el trozo de carne. Esto se observa claramente en las Figuras 6 a 8, en los incisos a) y c). En un inicio, el cambio no es apreciable, como se observa en la Figura 5, pero al paso del tiempo el cambio es muy notorio, como lo muestran las Figuras 8 y 9 a los 18 000 s.

Fuente: Elaboración propia.
Figura 9 Distribución de temperaturas evaluadas a 18 000 s. a) plano x - y; b) plano z - x; c) plano z - y.
Cada nodo proporciona una temperatura con su par de coordenadas correspondiente, por lo que, con estos resultados, se puede tener una estimación y una predicción de las temperaturas que alcanzaría el trozo de carne en una posición determinada en función del tiempo, como lo muestran todas las figuras antes mostradas.
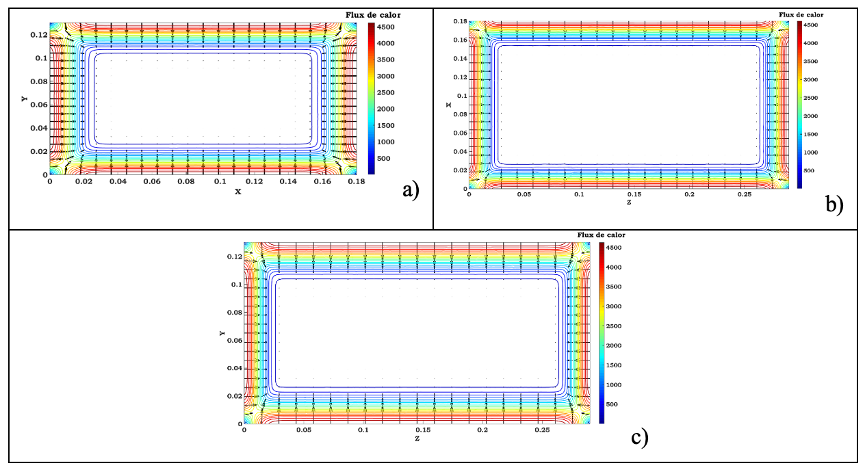
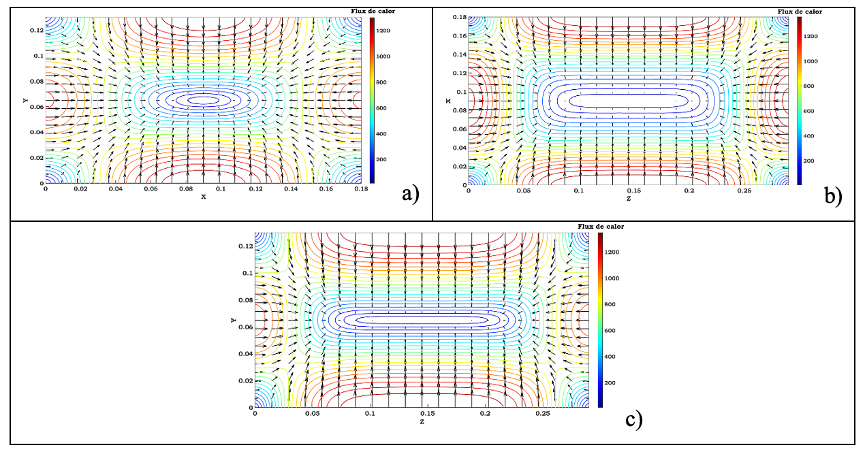
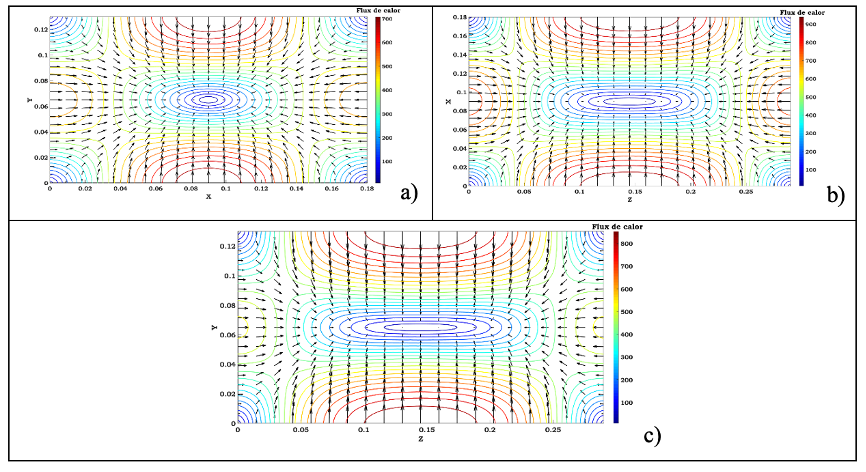
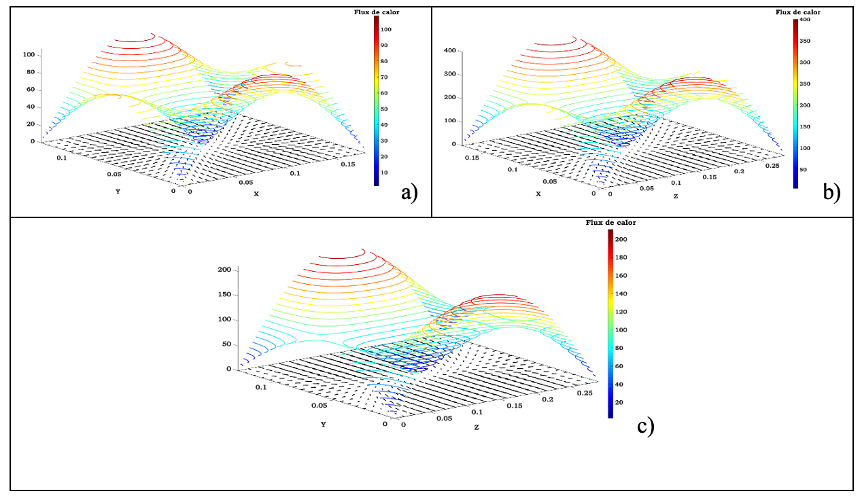
Por otra parte, en las Figuras 10 a 13, se presentan las distribuciones del flux de calor que se obtuvieron en los planos mencionados.
Fuente: Elaboración propia.
Figura 10 Distribución de flux de calor evaluado a 300 s. a) plano x - y; b) plano z - x; c) plano z - y.
Fuente: Elaboración propia.
Figura 11 Distribución de flux de calor evaluado a 3600 s. a) plano x - y; b) plano z - x; c) plano z - y.
Fuente: Elaboración propia.
Figura 12 Distribución de flux de calor evaluado a 7200 s. a) plano x - y; b) plano z - x; c) plano z - y.

Fuente: Elaboración propia.
Figura 13 Distribución de flux de calor evaluado a 18 000 s. a) plano x - y; b) plano z - x; c) plano z - y.
En todas las Figuras (10-13) se aprecia que el flux de calor es siempre menor en las esquinas de los planos. En un inicio, la distribución del flux de calor no es muy notable, como se aprecia en la Figura 10, pero al pasar el tiempo esto cambia de manera significativa.
Se aprecia que, al transcurrir el tiempo, el flux de calor disminuye en todos los planos, lo cual se atribuye a que, al pasar el tiempo, la diferencia de temperaturas entre el centro del plano y los extremos va reduciéndose; es decir, la temperatura se va homogenizando. Sin embargo, puede apreciarse que para el plano “x - y” la disminución es más pronunciada, siguiéndole el plano “z - y” y por último el “z - x”, lo cual obedece a las dimensiones que manejan dichos planos. La Figura 14 muestra la diferencia antes mencionada para el caso de las distribuciones del flux de calor para un tiempo de 18 000 s. Además, este es mayor cuando se sitúa a la mitad de la longitud de los planos y aún más cuando dicha longitud es pequeña, como puede verse en la Figura 14.
Fuente: Elaboración propia.
Figura 14 Distribución de temperaturas y del flux de calor evaluado a 18 000 s. a) plano x - y; b) plano z - x; c) plano z - y.
Por tanto, es conveniente encontrar la combinación adecuada de la temperatura-tiempo de inactivación que minimice el valor de D durante el proceso de termoencogido del trozo de carne. Dicho valor se encuentra reportado para diferentes patógenos, pero es recomendable determinarlo experimentalmente con los diversos métodos existentes. En este contexto, la propuesta aquí presentada proporcionaría una herramienta complementaria para este estudio.
Sin embargo, es conveniente hacer una serie de comentarios al respecto. Primeramente, cabe mencionar que en los trabajos publicados se tiene presente el tratamiento térmico como método de conservación. Y en nuestra propuesta es importante señalar que el producto (jamón) ya tuvo un proceso de preparación en el que se le aplicó calor y, después de esto, se sometió a temperaturas de refrigeración de 3.0 °C, para dar lugar a un trasvasado y proceso de termoencogido en el que se pudo haber producido una recontaminación.
Por ello, la propuesta sería que el termoencogido con una temperatura en el rango de 83 °C-86 °C por un tiempo de 15 s a 20 s, en la superficie de la carne cercana a una profundidad de un centímetro, sea considerado suficiente para que los posibles contaminantes bacterianos no solo incrementen su fase lag, sino que esa contaminación los pueda eliminar. Dicha comprobación y validación será posible con las adecuadas pruebas microbiológicas correspondientes a la eliminación de patógenos, apoyadas con la información proporcionada por las simulaciones computacionales realizadas en este trabajo.
Conclusiones
El proceso de termoencogido ha sido concebido hasta el día de hoy solamente como un proceso de encogimiento de un material retráctil en diferentes productos alimenticios, sumergiéndolos en una tina con agua caliente. El presente trabajo propone la posibilidad de convertir el proceso de termoencogido en un punto crítico de control (PCC).
La propuesta tiene como finalidad aportar una forma de optimizar, predecir y proponer una posible solución para una problemática real de interés en la industria cárnica, que tiene que ver con la recontaminación que ocurre después del PCC por calentamiento o después del punto de control por bioconservación y el termoencogido. Para ello, se obtuvieron variables de temperatura, flux y tiempo mediante simulaciones computacionales en un trozo de carne emulado.
Antes de realizar las simulaciones para el caso del trozo de carne en una tina de termoencogido, se efectuaron validaciones con problemas citados en la literatura, apoyados del software Matlab, sustentado en los principios de la teoría del método del análisis de elementos finitos (FEA), obteniendo resultados y tendencias aceptables.
Para resolver el problema del trozo de carne en geometría tridimensional, se propuso la descomposición a través de planos bidimensionales; por ello, se realizaron las simulaciones a través de tres planos: “x - y”, “z - y” y “z -x”. De esta forma, se obtuvo la evolución espacio-temporal de la transferencia de calor en el tanque de termoencogido. Los resultados encontrados muestran un buen acercamiento para la detección y optimización del proceso de transferencia de calor en el tanque de termoencogido. Principalmente, se determinaron distribuciones de temperaturas para diferentes tiempos. Con ello se pretende que se tenga una estimación de los tiempos de permanencia del trozo de carne y de la temperatura a una profundidad dada en la tina de termoencogido que garantice el control por destrucción de estos contaminantes biológicos adicionados en las operaciones que ocurren en ese lapso.
El presente trabajo está inmerso en un proyecto de investigación que comprende tres etapas. Los resultados aquí presentados son los concernientes a la primera etapa. En la segunda etapa se está diseñando un prototipo de un tanque de termoencogido, con la intención de validar los resultados obtenidos en la simulación de la primera etapa con datos experimentales, utilizando propiedades fisicoquímicas reales, así como el análisis microbiológico en la carne. En lo que respecta a la tercera etapa, en ella se llevará acabo todo lo referente a la automatización del tanque.
Conflicto de interés
Los autores declaran no existir ningún conflicto de interés.

