











 text new page (beta)
text new page (beta) Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
El granallado (shot peening) es un proceso de trabajo en frío usado principalmente para mejorar la vida a la fatiga de componentes metálicos (Meguid, Shagal, Stranart & Daly, 1999). Para la técnica de granallado, la superficie de una pieza de trabajo recibe impactos repetidos de una gran cantidad de granallas o esferas de acero fundido, vidrio o material cerámico que producen penetraciones traslapadas en ella, causando esta acción deformación plástica de la superficie. Debido a que esta deformación no es uniforme a lo largo del espesor del componente, el granallado origina esfuerzos residuales compresivos sobre la superficie (Kalpakijan & Schmid, 2008).
Hay varios modelos numéricos disponibles en la literatura que tratan de describir el proceso de granallado, ya que el análisis experimental por sí solo llega a ser económicamente no factible (Labeas & Mylonas, 2011; Sanjurjo, Rodríguez, Peñuelas, García & Belzunce, 2014). Cuando un simple impacto es modelado, el esfuerzo máximo a compresión obtenido es siempre mayor que el esfuerzo de cedencia a tensión. Sin embargo, si varias esferas golpean el cuerpo semi-infinito en distintos lugares, la interacción de los diferentes impactos podría llevar al esfuerzo experimental observado, reduciendo los valores máximos obtenidos para un impacto simple (Rouhaud, Ouakka, Ould, Chaboche & François, 2005).
La información clave sobre el esfuerzo residual del granallado se conforma del esfuerzo residual superficial, esfuerzo residual compresivo máximo y la profundidad deformada, los cuales están determinados, en gran parte, por las condiciones del granallado, tales como el tipo de esfera, diámetro, ángulo de impacto, tiempo de exposición y cobertura (Kim, Lee, Jung & Lee, 2012).
En el estudio de Rouhaud, Badreddine, Micoulaut & Remy (2014) se determinó que el ángulo de impacto está asociado con la velocidad, es decir, los impactos normales están asociados con velocidades de impacto elevadas, y los ángulos de impacto tangenciales están asociados con velocidades de bajo impacto. En su estudio distribuyen de forma aleatoria 45, 90 y 181 esferas en la superficie de un sonotrodo, colocando la placa de impacto en la parte superior a 0°, 20° y 40°, la dinámica de la esfera la evalúan por medio del algoritmo de dinámica impulsada por eventos (Event-DrivenDynamics). Nouguier-Lehon et al. (2013) estudiaron el efecto de la velocidad de impacto en el tamaño de la marca de impacto, encontrando una relación lineal donde el valor de la profundidad varía de 5 µm en una velocidad baja de 2 m/s hasta 35 µm para una velocidad máxima de 12 m/s. Sin embargo, esta relación es válida para predecir la profundidad de impacto en contactos normales solamente. La simulación numérica para un impacto simple la realizan con el módulo explícito ABAQUS V6.12-1 y probando cinco velocidades de impacto. Hong, Ooi & Shaw (2008) realizaron un estudio paramétrico con un modelo de elemento finito tridimensional usando el código explícito ABAQUS 6.3, para investigar el efecto de la esfera y parámetros del componente en la distribución de esfuerzos residuales. Los parámetros investigados incluyen diámetro de la esfera, velocidad de impacto, ángulo incidente, esfuerzo de cedencia inicial y endurecimiento. La profundidad de la zona de esfuerzo residual incrementa linealmente con el aumento del diámetro de la esfera. Se observó, además, que un impacto normal produce un régimen de esfuerzos residuales compresivos favorecedores dentro del componente. Parámetros como la intensidad del granallado, cobertura y rugosidad en la superficie con impactos normales y oblicuos fueron simulados en un modelo tridimensional que distribuyó de forma aleatoria las esferas, combinando los programas MATLAB y ANSYS APDL, el solucionador explícito LS-DYNA se usó para simular el proceso de impacto dinámico (Miao, Larose, Perron & Lévesque, 2009).
Zhan, Jiang & Ji (2013) analizaron la distribución de esfuerzos residuales superficiales en un acero austenítico inoxidable después del tradicional, doble y triple granallado. El mapeo de la distribución de esfuerzos residuales reveló que cuando aumenta el número de pasos del granallado, la distribución de esfuerzos residuales compresivos superficiales llega a ser más uniforme. Las distribuciones de los esfuerzos residuales fueron medidas con el método de difracción de rayos X.
En los párrafos anteriores se hace mención sobre algunos de los parámetros que han sido objeto de estudio en el proceso de granallado, de igual forma se hace referencia a los programas, modelos y simulaciones numéricas usadas para la parametrización de dichas variables. Es por ello que el objetivo del presente trabajo se dirige a optimizar los esfuerzos residuales de compresión y de tensión en el material a tratar, considerando los parámetros de velocidad, diámetro, arreglo y distancia entre esferas, utilizando el módulo de optimización del programa ANSYS Workbench® como herramienta en la optimización de dichos esfuerzos mediante el solucionador explícito de LSDYNA.
Materiales y métodos
En el estado del arte del granallado o shot peening se encontraron algunos factores que inciden en el nivel de esfuerzos residuales generados en la pieza, por lo tanto, en la calidad del efecto deseado. Entre ellos destacaron el tamaño, material y velocidad que se imprime a cada proyectil, su geometría, el ángulo de disparo del mismo, la distancia entre la boquilla y la superficie tratada, el número de veces que la superficie es impactada, entre los más relevantes.
Validación de la metodología para la simulación numérica
En este trabajo se generó un primer modelo con base en las referencias citadas, para verificar los efectos del fenómeno físico en la simulación.
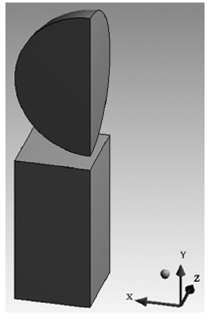
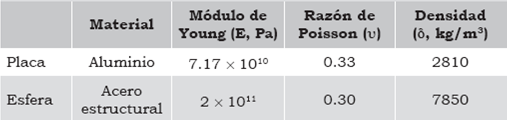
Se utilizó la doble simetría para una placa rectangular completa de aleación de aluminio con dimensiones de 1.0 mm × 1.0 mm × 1. 0 mm, la cual se fijó en su parte inferior, y en la superficie superior fue impactada por la cuarta parte de una esfera de acero de 1 mm de diámetro (figura 1) a una velocidad de 50 m/s en dirección perpendicular. Ambos materiales se asumieron como isotrópicos. A su vez, la placa presentó un comportamiento de endurecimiento bilineal isotrópico (bilinear isotropic hardening) (Miao et al., 2009). Las propiedades mecánicas aplicadas al modelo se presentan en la tabla 1.
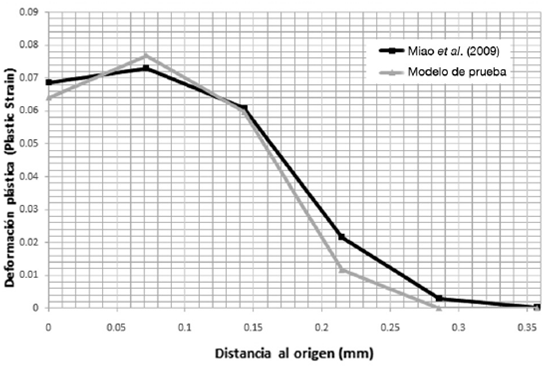
Los resultados de la deformación plástica fueron comparables con los de dicha referencia, ya que cuenta con los datos necesarios para reproducir la simulación del impacto de una esfera y están correlacionados con una prueba experimental. En la figura 2 se comparan los resultados del modelo de referencia con los obtenidos. El factor de correlación entre las curvas es de 0.992.
Fuente: Elaboración propia.
Figura 2 Comparación de deformación plástica Miao et al. (2009) versus modelo.
Modelos en consideración
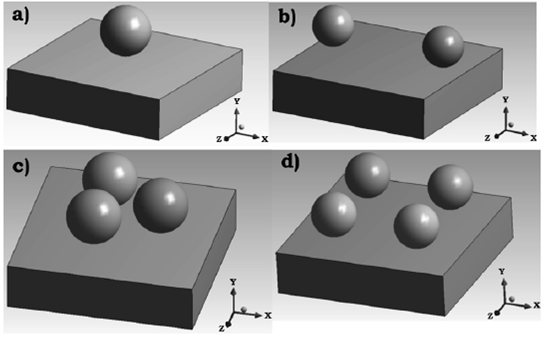
Una vez validado el método de simulación, se procedió a la optimización mediante el uso de superficies de respuesta en el módulo DesignXplorer contenido en ANSYS Workbench®. Para tal fin, se repitió el análisis de una placa que es golpeada por una esfera, como se muestra en la figura 3a. Posteriormente, se generó una serie de modelos con dos, tres y cuatro esferas sobre placas del mismo tamaño; estos arreglos se pueden ver de las figuras 3a, 3b, 3c y 3d con las dimensiones 4 mm × 4 mm × 1 mm, la cual fue el área mínima requerida para los casos en que la distancia de las esferas al origen fue de 1.5 mm; esta placa fue golpeada con una esfera completa como se muestra en la figura 3a.
Fuente: Elaboración propia.
Figura 3 a) Configuración del modelo con una esfera, b) configuración del modelo con dos esferas, c) configuración del modelo con tres esferas, d) configuración del modelo con cuatro esferas.
Para cada uno de los modelos con más de una esfera se eliminó la interacción entre esferas. El contacto entre cada una de las esferas y la placa se indicó con un contacto de fricción con un coeficiente de valor 0.2. El tiempo de simulación aplicado fue de 8 µs.
Procedimiento de optimización
Por definición, la metodología de superficies de respuesta es empleada para modelar y analizar problemas en los cuales la respuesta de interés es dependiente de diversas variables, y su objetivo es optimizarla. En forma matemática, las variables de diseño se definen como:
 1
1
Donde el vector Ẋ es conformado por las variables genéricas x1, x2, … xn, las cuales pertenecen al espacio de diseño D n . Dichas variables tienen límites inferiores y superiores que se relacionan con limitaciones físicas, económicas o de diseño; un diseño se considera factible si cumple la condición en la cual todas las variables se encuentran dentro de los límites del diseño.
 2
2
Considerando que cada aplicación α de la expresión anterior se determina como:
 3
3
Donde L α es el número de funciones objetivo para aplicación α. La mejor solución factible para un objetivo único se encuentra con la expresión:
 4
4
Una región de soluciones subóptimas R βα se puede obtener con la función:
 5
5
Donde Δf kα es un error asignado que permite ajustar el tamaño de la región de respuesta. Una solución óptima o satisfactoria suele encontrarse en dicha región R kα .
 6
6
En la mayor parte de esos planteamientos, la forma de la relación de la respuesta y las variables independientes es desconocida. Por ello, se debe hallar antes una relación funcional aproximada. Se puede emplear una función lineal de las variables involucradas en un modelo de primer orden del tipo:
 7
7
O bien, si la interacción entre variables existe, se usa el modelo de segundo orden con la forma siguiente:
 8
8
De forma general, se usó un método de mínimos cuadrados para estimar los parámetros β de los polinomios de aproximación presentados.
En la tabla 2 se muestran las variables elegidas a cambiar en las diferentes configuraciones modeladas: diámetro de esfera, su velocidad de impacto y su distancia al centro de la placa.
Tabla 2 Parámetros aplicados en la optimización de los esfuerzos para los diferentes modelos.
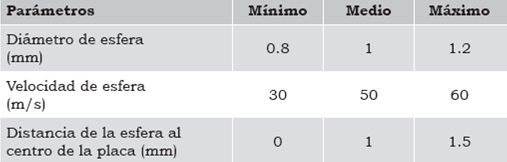
Fuente: Elaboración propia.
Como parámetros de salida de simulación, se consideró el esfuerzo residual de compresión y el de tensión, el signo negativo indica un esfuerzo a compresión, el cual al ir aumentando en su valor se dice que se está minimizando debido a que se aleja del valor cero. Por otro lado, considerando que el esfuerzo de tensión tiene signo positivo, se dice que se está minimizando también, ya que se busca se acerque a un valor de cero.
Para los modelos, se definieron todos los tiros como perpendiculares a la superficie, puesto que no solo se obtienen mejores resultados, sino también un mejor control sobre la esfera.
La obtención de las variables dentro del programa se desprendió directamente de los resultados obtenidos a partir de la variación de parámetros dentro del método del elemento finito. Es de vital importancia que la superficie de respuesta corresponda con los mismos; la extrapolación de resultados no es recomendable.
La figura 4 muestra una de las superficies de respuesta que se obtuvo al parametrizar el diámetro y la velocidad para el modelo de una esfera. En esta se observa el efecto que tienen sobre el esfuerzo normal; a su vez, se generó un modelo matemático susceptible de optimizar.
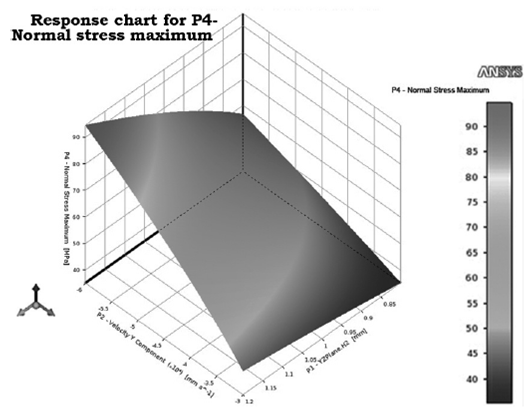
Fuente: Elaboración propia.
Figura 4 Superficie de repuesta para optimizar el esfuerzo normal a partir de la velocidad y diámetro de la esfera.
La optimización como tal se obtiene matemáticamente. Si el vector respuesta [x1, x2, x3 …, xn] kα es el mejor dentro de R kα , y d kα es la distancia desde el óptimo común [x1, x2, x3 …, xn] kα , la solución será obtenida mediante la expresión:
 9
9
Donde
ω kα es una ponderación o función de peso asignada (Chen, 2006; Montgomery, 2007).
El análisis de la superficie de respuesta es un procedimiento secuencial donde no siempre se puede llegar a una solución óptima. A menudo se requiere iterar y modificar el espacio de diseño hasta llegar a una solución factible. Una vez obtenida la solución, se requieren validar los resultados aplicando estos en el modelo para obtener los valores optimizados.
Resultados
Para cada arreglo de esferas se obtuvieron inicialmente las superficies de respuesta, a partir de las cuales el programa generó las tablas de optimización que permitieron reducir el esfuerzo de tensión presente en la placa a un valor cero y aumentar el valor del esfuerzo de compresión. En la tabla 3 se presentan los valores que se aplicaron en los modelos de 1, 2, 3 y 4 esferas para la optimización de los esfuerzos mencionados.
Tabla 3 Parámetros aplicados en la optimización de los esfuerzos para los diferentes modelos.
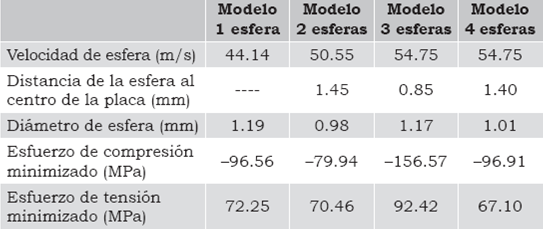
Fuente: Elaboración propia.
Debido a que el objetivo fue el optimizar los esfuerzos, se hace referencia también a la deformación plástica que es reportada en otras referencias con fines de comparación. La figura 5a muestra los resultados correspondientes.
Fuente: Elaboración propia.
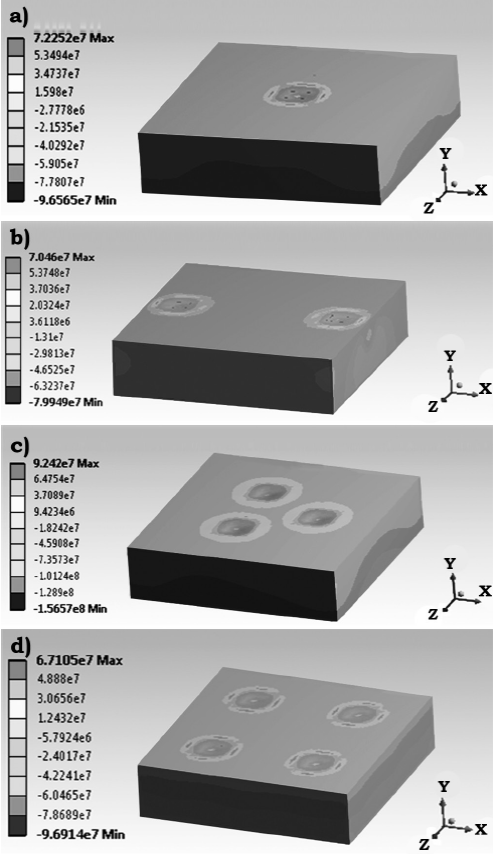
Figura 5 Distribución de esfuerzos obtenidos en: a) modelo de una esfera, b) modelo con dos esferas, c) modelo con tres esferas y d) modelo de cuatro esferas.
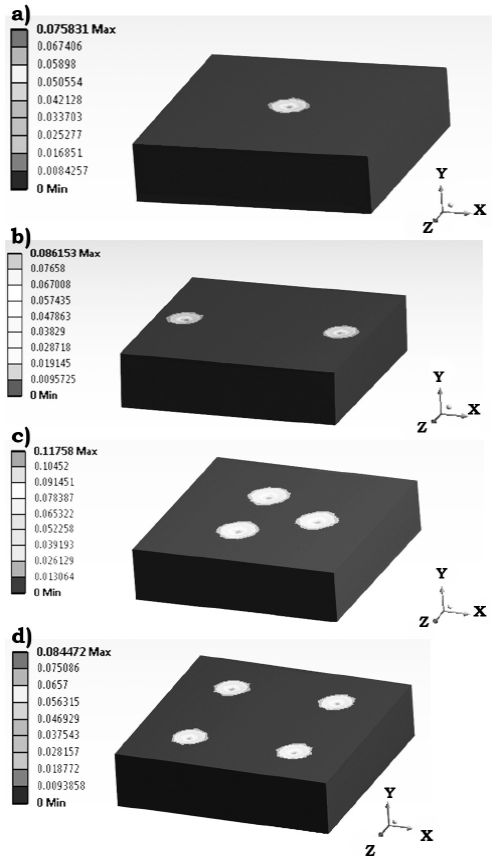
En el caso del modelo completo de una esfera, se encontró un valor de -96.565 MPa como máximo esfuerzo de compresión, y una tensión asociada de 72.252 MPa; esto se observa en la figura 5a. El perfil de la deformación plástica de la figura 6a se muestra un valor adimensional de 0.075.
Fuente: Elaboración propia.
Figura 6 Deformación plástica generada en: a) modelo de una esfera, b) modelo con dos esferas, c) modelo con tres esferas y d) modelo de cuatro esferas Vol. 26 No. 5 Septiembre-Octubre 2016 61
Para el caso particular de la configuración de dos esferas, en la figura 5b se observa la distribución de esfuerzos al aplicar los valores obtenidos en las tablas de optimización. El valor de -79.949 MPa indica un esfuerzo de compresión, el cual se relaciona con el signo negativo que le antecede al esfuerzo normal mostrado, y el valor de 70.460 MPa al esfuerzo de tensión generado después del impacto. En la figura 6b se muestra el perfil de la deformación plástica con un valor máximo de 0.086, que indica la forma y distribución de la superficie generada después del impacto.
Los esfuerzos obtenidos para el modelo con tres esferas se presentan en la figura 5c; el esfuerzo de compresión máximo obtenido en este caso fue de -156.570 MPa y 92.242 MPa para tensión. La deformación plástica generada en este modelo se aprecia en la figura 6c, la cual señala un valor mayor en el centro de cada impacto que abarca un área más grande que en el caso de dos esferas.
Los resultados de los esfuerzos para el modelo con cuatro esferas se presentan en la figura 5d. En este caso, el esfuerzo de compresión máximo fue de -96.914 MPa y de 67.105 MPa para el de tensión; se aprecia, además, una distribución uniforme de estos esfuerzos en el área circundante al impacto. La deformación plástica generada se muestra en la figura 6d, donde, además, se advierte una mejor distribución de la superficie deformada después del impacto de las esferas. El valor máximo reportado es de 0.084.
Discusión
De acuerdo con la tabla 3, la velocidad de la esfera debe ser mayor conforme aumenta el número de esferas. Sin embargo, se aprecia que para los modelos de tres y cuatro esferas, la velocidad que produce el esfuerzo óptimo tiende a ser constante, por lo que se presume que a mayor número de esferas este valor se mantendría.
En cuanto al efecto que tiene la distancia entre esferas, y comparando con las imágenes de deformación plástica unitaria de la figura 6c, se observa que el arreglo de tres esferas presenta una menor dispersión de la zona impactada, por lo que se obtiene una distribución más uniforme.
Debido a la proximidad entre los impactos en el arreglo de tres esferas, estas actúan en conjunto comprimiendo una pequeña área, contribuyendo a que se produzca un valor de compresión mayor. En contraste con el modelo de cuatro esferas, donde la distancia entre los impactos es mayor, los esfuerzos generados son de forma puntual en un área mayor produciendo esfuerzos de compresión menores.
De lo expuesto anteriormente, la distancia del centro geométrico de la placa al centro de la esfera en cada arreglo es un indicador indirecto de la densidad, y el paso de la boquilla de disparo sobre la superficie que también se puede vincular al número de barridos de la superficie.
De las simulaciones se observa la tendencia de que los arreglos más densos y con más esferas generan mayores esfuerzos de compresión. Sin embargo, este comportamiento disminuye al elevar el número de esferas. Esto concuerda con observaciones anteriores (Hong et al., 2008) donde se asegura que una cobertura del 300% de una superficie sometida a granallado es eficiente, y las coberturas adicionales no tienen efectos positivos en el material, antes bien facilitan el agrietamiento y otros efectos no deseados.
Es de esperarse también que un avance lento de la boquilla aumentará la probabilidad de que los impactos se den en una zona más reducida, incrementando la densidad y obteniendo una distribución de esfuerzos más homogéneos.
Conclusiones
Considerando que el objetivo principal del trabajo fue obtener un valor óptimo de esfuerzo a compresión, evitando a la vez que el esfuerzo a tensión aumente en la placa, la solución que más se acerca al resolverlo es el arreglo de tres esferas, puesto que a diferencia de los otros arreglos, la relación entre los esfuerzos de tensión y compresión es más favorable.
Al controlar la distribución de disparos de esferas se puede obtener una distribución más uniforme de los esfuerzos generados en la placa. Cada configuración propuesta tiene valores óptimos para los parámetros de velocidad y diámetro de la esfera.
Se recomienda controlar la distribución del disparo de esferas en el proceso de granallado para lograr un patrón de impactos, como el del modelo triangular obtenido en el presente trabajo.
Asimismo, se propone un análisis de optimización para número de esferas, puesto que este parámetro se analizó con posterioridad y no como parte integral del proceso de optimización.

