











 text new page (beta)
text new page (beta) English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCTION
The appropriate management of waste materials and the reduction of environmental loads are a critical challenge for modern society to ensure that the pillars of sustainability are met.
Generally, most of these waste materials are disposed in municipal or industrial landfill. However, the inappropriate planning and operation of these landfills may cause ground and surface water contamination by the leakage of toxic compounds. In addition, soil contamination and a repulsive odour may be generated (Saikia et al. 2007). This practice does not recover the material/energy content of the waste, nor does it contribute to the development of a sustainable economy.
Many alternative technologies have been investigated to reduce the hazard potential of certain waste streams. Stabilisation in a solid state is one of the most common processes for encapsulating toxic species in an inert matrix (such as a cement-based matrix) (Miranda et al. 2011, Modolo et al. 2011, Pinheiro et al. 2013, Siqueira and Holanda 2013). Ceramisation or vitrification may also be implemented, but they require more energy and monetary investment unless a valuable product is obtained that can mitigate these expenses (Mangialardi 2001, Park and Heo 2002, Buruberri et al. 2015).
Co-processing in clinker kilns is an efficient thermal stabilisation technique owing to the high temperature used and long residence time of gases (Saikia et al. 2007, Wang et al. 2010). These characteristics provide co-processing with more advantages than traditional incinerators as lower atmospheric emissions are produced and the environmental impacts can be minimized.
Paper pulp production generates a variety of waste types, including ash from biomass combustion, green liquor dregs, slake grits, lime mud, and WWTP sludge (Wirojanagud et al. 2004, Monte et al. 2009). Some of these wastes have been combined to produce clinker (Buruberri et al. 2015) as they may contain high amounts of CaO, Al2O3, and SiO2. The eventual organic content may also be viewed an alternative source of energy, which commonly occurs with refuse-derived fuels (Martins et al. 2007, Sun et al. 2013, Qin et al. 2015).
In general, these wastes are non-hazardous (García et al. 2008, Ribeiro 2010, Siqueira and Holanda 2013) excluding lime mud, dregs, and grits due to their high alkalinity (Nurmesniemi et al. 2005, Almeida et al. 2007, Cabral et al. 2008, He et al. 2009, Pérez-López et al. 2010, Mäkitalo 2012, Branco et al. 2013, Jia et al. 2013, Zhang et al. 2013).
Risks associated with those materials may arise when alkaline leakage occurs and the pH levels, chemical oxygen demand (COD), and sulfate concentration of contaminated water increase (Mayes and Younger 2006, Mayes et al. 2008, Gomes et al. 2016). These changes in water properties may affect light penetration and cause the destruction of aquatic ecosystems (Andrews et al. 1997, Rogerson et al. 2008, Hull et al. 2014, Gomes et al. 2016). An alkaline pH (8.5 to 10) in aquatic environments causes severe physiological disorders in most fish species as it inhibits ammonia excretion and causes it to accumulate in their tissues, resulting in with toxicity and eventually death (Saha et al. 2002, Gomes et al. 2016).
Some studies have tried to employ the high alkalinity of these materials in useful applications. For example, Wirojanagud et al. (2004) and Sthiannopkao and Sreesai (2009) treated acidic metallurgical effluents with lime mud, and achieved Zn and Hg removal efficiencies higher than 99 %, and Cu, Pb, and Cd removal efficiencies beyond 90 %. Perez-Lopes et al. (2010) used this material to treat acid mine drainage and achieved similar removal efficiencies.
In this study, balanced combinations of lime mud, biomass ash, and WWTP sludge were formulated and thermally treated to generate clinker, and the cement produced with that clinker was then used in mortars. After curing, the products were characterized in terms of their physical and mechanical properties and pH levels. Leaching tests were also conducted.
EXPERIMENTAL
Materials
The following materials were used in this work:
Biomass ash, WWTP sludge (mix of primary and secondary sludge coming industry), and lime mud, to produce Ecoclinker;
Gypsum (D50 = 0.03 mm) to produce Ecocement;
Standard sand (size 1.2 mm - batch 41/2014, 0.6 mm - batch 10/2015, 0.3 mm - 14/2015 batch, and 0.15 mm - 14/2015 batch) for formulating the mortars as specified by NBR 7215: 1997 (IPT 2016).
Eucalyptus and pine trees provided biomass for obtaining cellulose through the Kraft process. Ashes were from fluidized bed burning using the same biomass.
Waste characterization
The waste was characterized by determining its moisture content, density (gravimetric method), amount of free liquids according to NBR 12988:1993 (ABNT 1993), and oils and grease (gravimetric method with extraction using an ethyl ether). The chemical composition was determined by wavelength dispersive X-ray fluorescence spectrometry (WDXRF Axios Max Panalytical), and the loss on ignition (LOI) was estimated at 1000 ºC.
The hazardous characteristics of the waste and obtained products were estimated by NBR 10004:2004 (ABNT 2004a). The wastes are classified as either hazardous (class I) or non-hazardous (class II). Non-hazardous wastes are further divided into non-inert (IIA) or inert (IIB). The tests reported in NBR 10004:2004 (ABNT 2004a) are all based on USEPA-SW 846 (USEPA 2016), and were conducted after the sample pieces were ground and sieved below 9.5 mm.
The corrosiveness, reactivity, and toxicity were evaluated to determine whether the waste would be hazardous (class I). The waste is classified as corrosive when the pH of the sample mixed with water in a 1:1 ratio is below 2 or above 12.5. The waste is designated as reactive when the concentrations of the CN- or S2- ions exceed 250 mg of HCN and 500 mg of H2S released per kg of waste, respectively. The cyanide test was conducted by colourimetry and ultraviolet-visible (UV/VIS) spectrophotometry with chloramine T/barbituric acid. The sulfide determination was performed through a preliminary distillation, and the distillate was then collected in a zinc acetate solution and titrated with sodium thiosulphate in the presence of a starch indicator.
The toxicity was determined by leaching, as described in NBR 10005:2004 (ABNT 2004b). Extraction solution 1 was used for analyzing the biomass ashes and WWTP sludge, while extraction solution 2 was used for lime mud. Extraction solution 1 contained 5.7 mL of glacial acetic acid, distilled water, and 64.3 mL of NaOH 1.0 N, while extraction solution 2 contained 5.7 mL of glacial acetic acid and distilled water. The water was added to make up the solution volume to 1 L.
To determine if the waste is non-inert (class IIA) or inert (class IIB), a solubility test was performed according to NBR 10006:2004 (ABNT 2004c). In this test, the sample was dried and distilled water was added (1000 mL of water per 250 g of sample). After 7 days, the extracts were then filtered through a 0.45-µm pore size filter.
The leached and solubilized extracts were analyzed by plasma-optical emission spectrometry-ICP (Agilent, 720-OES) and the results were compared to the limits stated in the respective standards.
Waste recycling
The wastes were used without undergoing any treatment and homogenized in 2-mm (9 mesh) and 1-mm (16 mesh) sieves. The raw mixture consisted of 69 wt % lime mud, 29 wt % biomass ash, and 2 wt % WWTP sludge. These values were selected based on preliminary studies (Simão et al. 2017). The waste was thermally treated in a furnace (Fortelab model ME 1700/V/Eg) at 1000 ºC for 120 min to promote decarbonation, and then at 1455 ºC for a further 90 min to produce Ecoclinker, with heating rates of 5 and 10 ºC/min, respectively. These conditions were determined based on the ternary diagram of CaO-SiO2-Al2O3 and the work of Buruberri et al. (2015).
The obtained Ecoclinker was chemically and mineralogically characterized by WDXRF and X-ray powder diffraction (XRD, Shimadzu XRD-6000, Japan) with CuKα radiation, 0.02º 2θ step-scan, and 10 s/step with phase quantification by Rietveld refinement, respectively.
The Ecoclinker was crushed in a ring mill after the gypsum was added (5 wt %) to form the Ecocement, with particles passing through a 45-µm filter (325 mesh sieve).
The cement potential as a binder according to NBR 5732:1991 (ABNT 1991) was validated through the formulation of mortar samples (50 mm in diameter and 100 mm in height) containing one part of Ecocement and three parts of sand in weight. The water/cement ratio (w/c) was 0.75 based on the workability tests of mortar in its fresh state. This test was conducted on a table to determine the consistency index according to NBR 7215:1996 (ABNT 1996).
Specimens were cured at room temperature for 24 h and then immersed in lime-saturated water for 28 days. After 7 and 28 days of curing, the samples were mechanically tested by compression (EMIC DL10000 machine) according to NBR 5739:2007 (ABNT 2007).
Broken pieces of the specimens that were cured for seven days were ground (< 9.5 mm) to test the pH, leaching according to NBR 10005:2004 (ABNT 2004b), and solubility based on NBR 10006:2004 (ABNT 2004c).
RESULTS AND DISCUSSION
Waste characterization
The WWTP sludge has a high moisture level (~87 wt %), therefore, only 2 wt % of this material was used in the formulation of Ecoclinker. A high moisture content in the formulation can generate problems in processing. The moisture values of the biomass ash and lime mud were ~23 and ~26 wt %, respectively. Free liquids were not identified in the waste, and the densities of the biomass ash, lime mud, and WWTP sludge were 0.36, 0.74, and 0.81 g/mL, respectively (Table I).
TABLE I PHYSIO-CHEMICAL CHARACTERISTICS OF THE STUDIED WASTE
| Parameters | Biomass ash | aWWTP sludge | Lime mud |

|

|

|
|
| Aspect | Solid (powder) | Solid (sludge) | Solid (powder) |
| Colour | Black | Dark brown | Green |
| Moisture (wt %) | 22.60 | 87.10 | 25.60 |
| Free liquids | Absent | Absent | Absent |
| Density (g/mL) | 0.36 | 0.81 | 0.74 |
a WWTP: Waste water treatment plant
The biomass ashes exhibited a high concentration of silica (49.60 wt %), in addition to other important oxides required for the formulation of clinker, such as Al2O3 (9.94 wt %), Fe2O3 (4.07 wt %), and CaO (2.10 wt %). WWTP sludge is primarily composed of organic matter, the decomposition of which caused the high LOI (74.80 wt %). Lime mud contains 53.60 wt % CaO, confirming that is a rich source of calcite. The calcite had a LOI of 42.20 wt % (Table II). The CaO-SiO2-Al2O3 ternary diagram presented in figure 1 shows the position of the waste, and provides the targeted region of Portland clinker.
TABLE II CHEMICAL COMPOSITIONS OF THE SAMPLES
| Oxide (wt %) | Lime mud | Biomass ash | aWWTP sludge | Ecoclinker |
| Al2O3 | 0.22 | 9.94 | 13.20 | 6.77 |
| CaO | 53.60 | 2.10 | 2.14 | 60.30 |
| Fe2O3 | 0.16 | 4.07 | 0.75 | 1.21 |
| K2O | <0.05 | 3.14 | 0.30 | 0.44 |
| MgO | 0.91 | 1.25 | 0.32 | 1.31 |
| MnO | 0.10 | 0.24 | 0.29 | 0.20 |
| Na2O | 1.06 | 0.33 | 0.67 | 1.14 |
| P2O5 | 0.65 | 0.65 | 1.83 | 0.98 |
| SiO2 | 1.06 | 49.60 | 5.24 | 22.70 |
| TiO2 | <0.05 | 0.95 | 0.07 | 0.23 |
| BaO | - | <0.10 | <0.10 | 0.09 |
| Co2O3 | - | <0.10 | <0.10 | 0.10 |
| Cr2O3 | - | 0.08 | <0.10 | 0.10 |
| PbO | - | <0.10 | <0.1 | 0.10 |
| SrO | - | <0.10 | 0.18 | 0.16 |
| ZrO2 + HfO2 | - | <0.10 | <0.10 | 0.10 |
| LOI | 42.20 | 27.00 | 74.80 | 4.38 |
a WWTP = Waste water treatment plant, bLOI = Loss on ignition
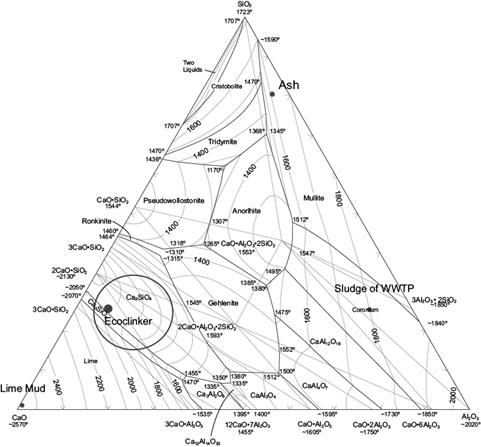
Fig. 1 Location of waste and Ecoclinker in the CaO-SiO2-Al2O3 ternary diagram with the Portland-type clinker compositional region. (WWTP: Waste water treatment plant)
The lime mud waste was classified as hazardous (class I) due to its corrosive nature. The pH (12.67) of the lime mud/water mixture (1:1 w/w) exceeded the limit set by the NBR 10004:2004 standard for non-hazardous materials (2.1 to 12.5) (Table III). The lime mud was also characterized as nonreactive (Table III) and nontoxic, as all parameters evaluated in the leaching test presented values lower than those specified by the NBR 10004:2004 guideline (Table IV).
TABLE III CORROSIVENESS AND REACTIVITY OF THE STUDIED WASTES
| Parameters | aRecommended Value | bWWTP sludge | Lime mud | Biomass ash |
| Corrosiveness | ||||
| pH in water (1:1) | 2.00 - 12.40 | 7.44 | 12.67 | 9.38 |
| Reactivity | ||||
| HCN (mg/kg) | 250.00 | <0.05 | <0.05 | <0.05 |
| H2S (mg/kg) | 500.00 | <40.00 | Not Evaluated | <40.00 |
aBased on NBR 10004:2004, bWWTP = Waste water treatment plant
TABLE IV LEACHING RESULTS OF THE STUDIED WASTE
| Parameters (mg/L) | aRecommended value | bWWTP sludge | Lime mud | Biomass ash |
| Arsenic | 1.00 | <0.01 | <0.01 | <0.01 |
| Barium | 70.00 | 0.35 | 0.20 | 0.40 |
| Cadmium | 0.50 | <0.005 | <0.005 | <0.005 |
| Lead | 1.00 | <0.01 | <0.01 | <0.01 |
| Total chrome | 5.00 | <0.01 | <0.01 | <0.01 |
| Fluoride | 150.00 | <0.10 | 1.10 | <0.10 |
| Mercury | 0.10 | <0.001 | <0.001 | <0.001 |
| Silver | 5.00 | <0.01 | <0.01 | <0.01 |
| Selenium | 1.00 | <0.01 | <0.01 | <0.01 |
| Benzene | 0.50 | <0.002 | <0.002 | |
| Chlorobenzene | 100.00 | <0.002 | <0.002 | |
| Chloroform | 6.00 | <0.002 | <0.002 | |
| 1,4 Dichlorobenzene | 7.50 | <0.002 | <0.002 | |
| 1,2 Dichloroethane | 1.00 | <0.002 | <0.002 | |
| 1,1 Dichloroethylene | 3.00 | <0.002 | <0.002 | |
| Hexachlorobutadiene | 0.50 | <0.002 | <0.002 | |
| Carbon tetrachloride | 0.20 | <0.002 | <0.002 | |
| Tetrachloroethylene | 4.00 | <0.002 | <0.002 | |
| Trichloroethene | 7.00 | <0.002 | <0.002 |
Blank spaces = not evaluated, aBased on Brazilian standard NBR 10004:2004, bWWTP = Waste water treatment plant
Biomass ash and WWTP sludge were also classified as noncorrosive and nonreactive as their pH values, as well as their cyanide and sulphite concentrations, were within the limits set by NBR 10004:2004 (Table III). These two wastes were also classified as nontoxic in the leaching test (Table IV).
The solubility test shows that only the aluminium concentration was above the permitted value of 0.2 mg/L for biomass ashes (0.6 mg/L), thus, it was characterized as non-hazardous - class IIA - non-inert. The WWTP sludge was also classified as IIA - non-inert, as the manganese and sodium concentrations exceeded the limits of 0.1 and 200 mg/L in the solubility test, respectively, which presented values of 0.19 mg/L for manganese and 284.07 mg/L for sodium (Table V).
TABLE V SOLUBILIZATION RESULTS OF THE STUDIED WASTE
| Parameters (mg/L) | aRecommended value | bWWTP sludge | Biomass ash |
| Aluminium | 0.20 | 0.20 | 0.60 |
| Arsenic | 0.01 | <0.01 | <0.01 |
| Barium | 0.70 | <0.01 | <0.01 |
| Cadmium | 0.005 | <0.005 | <0.005 |
| Lead | 0.01 | <0.01 | <0.01 |
| Chloride | 250.00 | 9.00 | <5.00 |
| Copper | 2.00 | <0.005 | <0.005 |
| Total chromium | 0.05 | <0.01 | <0.01 |
| Total phenols | 0.01 | <0.01 | <0.01 |
| Iron | 0.30 | <0.10 | <0.10 |
| Fluoride | 1.50 | <0.10 | <0.10 |
| Manganese | 0.10 | 0.19 | <0.01 |
| Mercury | 0.001 | <0.001 | <0.001 |
| Nitrate (as N) | 10.0 | <0.1 | <0.1 |
| Silver | 0.05 | <0.01 | <0.01 |
| Selenium | 0.01 | <0.01 | <0.01 |
| Sodium | 200.00 | 284.07 | 25.31 |
| Sulfate (as SO4) | 250.00 | 10.00 | 6.00 |
| Surfactants | 0.50 | <0.10 | <0.10 |
| Zinc | 5.00 | <0.01 | <0.01 |
aBased on Brazilian standard NBR 10004:2004, bWWTP = Waste water treatment plant
Waste recycling
The chemical composition of the obtained Ecoclinker agreed well with the literature (Mehta and Monteiro 2005, Buruberri et al. 2015, Simão et al. 2017) (Table II and Fig. 1), with calcium (60.33 wt %), silicon (22.70 wt %) and aluminium (6.77 wt %) oxides dominating the material’s composition.
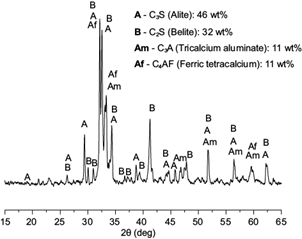
The diffractogram (Fig. 2) shows the peaks of the main crystalline phases found in the clinkers, such as the calcium silicates alite (C3S, JCPDS: 49-0442) and belite (C2S, JCPDS: 33-0302), as well as tricalcium aluminate (C3A, JCPDS: 38-1429) and ferric tetracalcium (C4AF, JCPDS: 30-0226). The Rietveld quantification showed that alite was the predominant phase (46 wt %), which is typical of Portland cement.
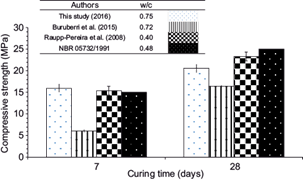
In its fresh state, the slump flow of the Ecocement-based mortar was 78.5 % using a w/c ratio of 0.75. In their hardened state, the cured mortars presented satisfactory mechanical strength in comparison to the values found in the literature (Raupp-Pereira et al. 2008, Buruberri et al. 2015) (Fig. 2). They are perfectly applicable as coating mortars, which require less mechanical strength (1-2 MPa). It is also worth noting that the mechanical strength values are very close to the minimum limit (25 MPa) set by NBR 5732:1991 (ABNT 1991) for the class of 25 MPa (Fig. 3). This standard specifies the mechanical strength values for common Portland cement in Brazil.
The leaching test presented no evidence of hazard (Table VI), therefore, the product could be classified as non-toxic and non-hazardous. Its pH (11.45) is also below the limit of corrosiveness.
TABLE VI PHYSIO-CHEMICAL CHARACTERISTICS OF THE MORTARS CURED FOR SEVEN DAYS
| Parameters | aRecommended value | Mortar |
| pH | 2.0 - 12.40 | 11.45 |
| Density (g/mL) | - | 0.67 |
| Leached (g/mL) | ||
| Arsenic | 1.00 | <0.01 |
| Barium | 70.00 | 0.38 |
| Cadmium | 0.50 | <0.005 |
| Lead | 1.00 | <0.01 |
| Total chrome | 5.00 | 1.25 |
| Fluoride | 150.00 | 0.23 |
| Silver | 5.00 | <0.01 |
| Selenium | 1.00 | <0.01 |
aBased on Brazilian standard NBR 10004:2004
The results of the solubility test of the mortar (Table VII) indicated that the total chromium and phenol values exceeded the limits established by NBR 10004:2004, therefore, the product was characterized as non-inert.
TABLE VII RESULTS OF MORTAR SOLUBILIZATION TESTS
| Parameters (mg/L) | aRecommended value | Mortar |
| Aluminium | 0.20 | 0.20 |
| Arsenic | 0.01 | <0.01 |
| Barium | 0.70 | 0.57 |
| Cadmium | 0.005 | <0.005 |
| Lead | 0.01 | <0.01 |
| Chloride | 250.0 | 9.00 |
| Copper | 2.00 | <0.01 |
| Total chrome | 0.05 | 0.39 |
| Total phenols | 0.01 | 0.03 |
| Iron | 0.30 | <0.02 |
| Fluoride | 1.50 | <1.00 |
| Manganese | 0.10 | <0.01 |
| Mercury | 0.001 | <0.001 |
| Nitrate (as N) | 10.00 | <1.00 |
| Silver | 0.05 | <0.01 |
| Selenium | 0.01 | <0.01 |
| Sodium | 200.00 | 125.00 |
| Sulfate (as SO4) | 250.00 | <100.00 |
| Surfactants | 0.50 | <0.10 |
| Zinc | 5.00 | <0.01 |
aBased on Brazilian standard NBR 10004:2004
The results obtained for the material formulated entirely from waste indicate the feasibility of these materials to be explored by the cement industry as an alternative mineral source to produce clinkers, and of the application of these products as hydraulic binders.
CONCLUSIONS
Chemical characterization of lime mud, biomass ash, and WWTP sludge revealed their potential to be used as raw materials in cement (high CaO, SiO2, Al2O3, and organic matter content). The conducted tests classified the waste as non-hazardous (class II), with the exception of lime mud, which had a pH > 12.5 (12.67) and was classified as corrosive (class I). These wastes were stabilized by clinkering which improved the functionality of the resultant Ecoclinker. Mortars that were cured for 28 days exhibited a mechanical resistance of ~20 MPa. The hazard test demonstrated that the pH of the mortars was < 12.5, and the leaching test indicated that the concentrations of all the compounds were within the limits set by NBR 10004:2004. The stabilisation of lime mud, biomass ashes, and WWTP sludge waste in cement matrixes and clinkers which were formulated exclusively from these materials demonstrates the potential of this method as an alternative to the current destination and treatment methods for pulp and paper mill waste.

