










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista internacional de contaminación ambiental
versión impresa ISSN 0188-4999
Rev. Int. Contam. Ambient vol.24 no.2 Ciudad de México may. 2008
Alternativas para la recuperación de metales a partir de catalizadores gastados del hidrotratamiento de hidrocarburos pesados: un caso de estudio
Alternatives for recovering of metals from heavy hydrocarbons spent hydrotreating catalysts: a case of study
Fernando ALONSO, Sergio RAMÍREZ, Jorge ANCHEYTA y Martha MAVIL
Instituto Mexicano del Petróleo, Eje Central Lázaro Cárdenas Norte 152, Col. San Bartolo Atepehuacan, México, D.F. 07730. Correo electrónico: jancheyt@imp.mx
(Recibido agosto 2007, aceptado febrero 2008)
RESUMEN
En el presente trabajo se describe la problemática de la creciente producción de catalizadores gastados de los procesos de hidrotratamiento de hidrocarburos pesados. Estos catalizadores contienen cantidades importantes de metales pesados como molibdeno (Mo), níquel (Ni), cobalto (Co) y vanadio (V), que son susceptibles de recuperarse y obtener con ello un beneficio económico. También se presentan resultados de pruebas experimentales de lixiviación alcalina (NaOH) para la recuperación de V y Mo, y el efecto de las variables de operación sobre la recuperación de metales. En general, se encontró que las mejores recuperaciones de Mo fueron a pH de 8.5 y 12 h, mientras que para el V fueron a pH de 9.0 y 8 h, ambos a una concentración del agente lixiviante de 10 % en peso. Con base en la información experimental obtenida y datos de una planta industrial se presenta un estudio económico preliminar, en el que se estiman los beneficios económicos esperados a través de la recuperación de metales a partir de catalizadores gastados provenientes del hidrotratamiento de crudos pesados.
Palabras clave: catalizador gastado, hidrotratamiento, lixiviación, molibdeno, vanadio
ABSTRACT
The increasing production of spent hydrotreating catalysts used for processing heavy hydrocarbons and the problems related to their disposal are described in this work. These catalysts contain important amounts of heavy metals such as molybdenum (Mo), nickel (Ni), cobalt (Co) and vanadium (V), which can be recovered and hence an economical benefit may be obtained. The results of experimental tests for alkaline leaching (NaOH) to recover V and Mo, and the effect of operating conditions on metal recovery are also presented. The results show that, in general, the highest recovery of Mo is obtained at pH 8.5 and leaching time of 12 hours, while in the case of V, the highest recovery is observed at pH 9.0 and 8 hours. In both cases, the leaching solution contained 10 wt % alkaline. Based on the experimental information and data from a commercial plant, a preliminary economy study was developed, in which the expected economical benefits of metals recovery from spent catalysts used for hydrotreating heavy hydrocarbon are estimated.
Key words: spent catalyst, hydrotreatment, leaching, molybdenum, vanadium
INTRODUCCIÓN
Se ha estimado que la demanda de catalizadores frescos continuará incrementándose de manera importante para 2008, a pesar del probable aumento en las capacidades de reciclaje y regeneración de los mismos. El incremento en la utilización de catalizadores está motivado por las restricciones en la emisión de contaminantes que cada vez son más estrictas, y por ello la necesidad de producir combustibles ecológicos con bajo contenido de contaminantes. Aunado a esto, la demanda global de catalizadores de hidroprocesamiento continúa incrementándose rápidamente según el director general de negocios de Albermale Corp. (Stell 2005).
Al incrementarse la demanda de catalizadores utilizados en los procesos de hidrotratamiento (HDT), aumentará la cantidad de catalizadores gastados que se descargarán como desechos sólidos en la industria de la refinación y en consecuencia la problemática que involucra el manejo de los mismos (Prada 2004).
En términos financieros se pronostica que la venta de catalizadores en EUA crecerá de 2.7 billones de dólares americanos en 2006 hasta 3.2 billones para 2010, es decir a razón de 3.0 % anual (Oil & Gas J. 2006). El pronóstico de demanda de catalizadores a nivel mundial se estima que también crecerá a una tasa de 3.6 % anual para 2010 (Weirauch 2007).
La contribución mayor de catalizadores gastados proviene de unidades de hidrotratamiento de cargas pesadas, con altos contenidos de azufre, metales, carbón y nitrógeno. El volumen de catalizadores gastados de los diferentes procesos de refinación depende en gran medida de la cantidad de catalizador fresco utilizado y de su tiempo promedio de vida (Marafi y Stanislaus 2003).
La recuperación de metales a partir de catalizadores ha llamado la atención de los que trabajan metales y en las refinerías por más de cincuenta años. Se han desarrollado numerosos procesos a escala laboratorio y algunos de ellos a escala piloto, pero pocos se han implementado a escala industrial. El grado de interés e investigación en esta área parece estar directamente relacionado con la fluctuación de los precios en el mercado de metales.
Existen dos métodos principales para la recuperación de metales: hidrometalúrgico y pirometalúrgico. En el primero se disuelven los metales por lixiviación del catalizador utilizando un ácido o una base y los metales se recuperan como compuestos metálicos comerciales. El segundo utiliza tratamiento de calor, tal como calcinación o fundición para separar los metales (Clifford 1997).
El objetivo del presente trabajo es mostrar las alternativas para la recuperación de metales a partir de catalizadores gastados del hidrotratamiento de hidrocarburos pesados. Asimismo plantear un caso de estudio experimental de la recuperación de metales (V y Mo) empleando el método de lixiviación alcalina, con el propósito de definir las condiciones más adecuadas para dicha recuperación y estimar los beneficios económicos correspondientes.
Recuperación de metales a partir de catalizadores gastados
Catalizadores gastados y opciones de manejo
Los catalizadores se utilizan en diversos procesos y tienen un ciclo de vida definido a fin de aprovecharlos al máximo con diferentes propósitos. En la figura 1 se presenta un esquema simplificado del ciclo de vida de un catalizador, mismo que inicia con su manufactura y almacenamiento (inventario). Dependiendo de los requerimientos de proceso, se transporta a la unidad industrial y generalmente se carga en los reactores correspondientes. Se procede a su activación mediante un proceso de presulfhidración, que consiste en transformar los óxidos metálicos a su fase de sulfuros (fase activa) utilizando agentes sulfhidrantes que contienen azufre tal como el H2S. En algunos casos, el catalizador se presulfhidra fuera del reactor.

Una vez que la unidad industrial ha operado durante cierto tiempo, el catalizador se descarga y entonces se puede optar por la regeneración del mismo y envío al inventario de catalizadores para su reutilización en el mismo proceso o bien en algún otro proceso de menor severidad o su disposición como desecho industrial.
En el caso particular de los catalizadores de HDT generalmente estos están soportados sobre gamma alúmina y contienen típicamente óxidos de molibdeno o tungsteno asociados con óxidos de níquel o cobalto. Los catalizadores de HDT de tipo CoMo (cobalto–molibdeno) se utilizan cuando la finalidad principal es la desulfuración y los catalizadores de tipo NiMo (níquel–molibdeno) ó NiW (níquel–tungsteno) se emplean con propósitos de hidrogenación o hidrodesintegración.
Los catalizadores empleados en el hidrotratamiento de fracciones pesadas del petróleo se desactivan por depósito de carbón y metales sobre su superficie, materiales inherentes a la naturaleza de la carga de hidrocarburo que procesan (Absi–Halabi et al. 1991).
Estos catalizadores sufren una desactivación inicial rápida por depósito de coque. Después de algún tiempo, la formación de coque disminuye pero el catalizador continúa desactivándose. Esto se debe particularmente al depósito de metales sobre su superficie. Al final de la operación, a este catalizador se le conoce como catalizador gastado (Furimsky 1999).
Con relación a la composición de los catalizadores gastados, éstos contienen entre 5 y 25 % en peso de carbón (algunas veces más) y azufre. La cantidad de metales depositados es altamente dependiente del contenido de metales tales como V y Ni presentes en la carga. Otros contaminantes típicos son hierro, generado por la corrosión de los tanques, tubería e intercambiadores de calor, y sílice a partir de la descomposición de agentes antiespumantes, entre otros.
Por otro lado, aunque las capacidades del reciclaje y regeneración de catalizadores probablemente aumenten en 2008, las necesidades de catalizador fresco no disminuirán debido al incremento en su utilización, motivado por las restricciones en la emisión de contaminantes que cada vez son más estrictas.
En el hidrotratamiento de fracciones pesadas se utilizan cantidades elevadas de estos catalizadores y como consecuencia se tienen inventarios altos de catalizadores gastados, los cuales representan una fuente importante para la recuperación de metales con los correspondientes beneficios económico y ambiental.
Históricamente los catalizadores gastados se envían a sitios de disposición final de residuos sólidos aprobados para ello, que cumplan con el criterio de ser lugares sin riesgo para la flora y la fauna. En EUA la disposición y tratamiento de catalizadores gastados de refinería están gobernados por la "Resource Conservation and Recovery Act" (RCRA), que regula no solamente el sitio de descarga aprobado sino también al dueño de los desechos. Esta responsabilidad ambiental continúa durante el tiempo de vida del sitio de descarga.
Las regulaciones actuales de la RCRA requieren la construcción de sitios especiales de disposición final de residuos sólidos, que permitan colectar y verificar el agua del subsuelo a través de instalaciones de supervisión. Así, la opción del sitio de disposición final de residuos sólidos está llegando a ser costosa hoy en día. Además, esto va de la mano con una continua responsabilidad ambiental. La responsabilidad futura potencial de los sitios antes mencionados se estima en alrededor de 200 dólares/tonelada. Aunado a esto, en algunos casos es necesario realizar un tratamiento previo a los desechos antes de su disposición, con lo que aumenta el costo (Clifford 1997).
Sin embargo, cuando las otras alternativas tales como la regeneración y la recuperación no son económicamente viables, la disposición de los catalizadores gastados en sitios de disposición final de residuos peligrosos es la única opción disponible. Algunas refinerías almacenan los catalizadores gastados en sitios de disposición final de residuos sólidos especialmente designados, esperando el tiempo necesario hasta que se desarrollen y estén disponibles mejores técnicas de tratamiento. No obstante, esta clase de almacenamiento constituye sólo una solución temporal.
Por otro lado, los catalizadores que se envían como desecho a sitios de disposición final de residuos sólidos se deben tratar apropiadamente para estabilizarlos. Por ello, se han realizado esfuerzos para desarrollar procesos para el tratamiento de catalizadores gastados por procedimientos convenientes que reduzcan la lixiviabilidad de los mismos. Tal es el caso del proceso Maectite, patentado por Sevenson Environmental Services Inc. (Pal y Yost 1996) y el método Sealosafe desarrollado por Stablex Corp. (Schofield 1979).
Una opción alterna para reducir la lixiviabilidad de los catalizadores gastados es la encapsulación y fijación/estabilización química, similar a la que se utiliza con los desechos radiactivos (Trimm 1990). La encapsulación consiste en tratar el material de desecho con sustancias tales como asfalto, concreto o polímeros, que encapsulan el material de desecho y lo convierten en un agente termoplástico estable durante periodos de tiempo largos (Sun et al. 2000). Sin embargo, se desconocen los efectos a largo plazo de este método.
Existen otros procesos de estabilización de metales tóxicos contenidos en materiales de desecho. En ellos los metales se transforman en productos ambientalmente seguros por tratamientos térmicos hasta que el sólido se convierte en un baño fundido, enlazándose así todas las especies dañinas para convertirlas a formas no lixiviables. Estos métodos requieren mucha energía y son, por lo tanto, muy caros. Hasta la fecha, no ofrecen una solución provechosa al problema de disposición de residuos sólidos. En este sentido, ninguna organización emprenderá los procedimientos del tratamiento de desechos catalíticos a menos que los costos asociados a los métodos de disposición sean aceptablemente bajos. En el futuro, se espera que el costo de relleno de la tierra con material de desecho llegue a ser prohibitivo. Para materiales peligrosos tales como los catalizadores gastados de hidrotratamiento, el relleno de tierra y otros métodos de tratamiento no son preferibles cuando se toman en cuenta los costos y las responsabilidades. Por lo tanto, una alternativa benéfica, considerada por los refinadores, es reducir al mínimo los costos por manejo, almacenamiento y disposición de dichos catalizadores (Marafi y Stanislaus 2003).
Tecnologías para la recuperación de metales
Existe una variedad amplia de tecnologías con aplicación industrial utilizadas para la recuperación de metales a partir de catalizadores gastados. Entre ellas, algunas dan pretratamiento térmico al catalizador gastado en atmósfera oxidante, con o sin utilización de agentes inorgánicos; posteriormente, realizan una lixiviación (alcalina o ácida). Otras, involucran lixiviación con presión, fundición, etc. En el cuadro I se resumen las características de los principales procesos que cuentan con instalaciones industriales y algunas tecnologías en desarrollo para la recuperación de metales a partir de catalizadores gastados.
Entre las plantas instaladas y establecidas para la recuperación de metales a partir de catalizadores gastados de hidrotratamiento se encuentran: GCMC en Freeport, Texas (EUA), CRIMET en Braithwaite, Louisiana (EUA), Taiyo KoKo en Japón y Full Yield Inc. en Taiwan. La capacidad combinada de operación estimada de estas plantas es de aproximadamente 80,000 toneladas de catalizador por año (Alonso et al. 2004).
Usos y reutilización de catalizadores gastados
Una opción atractiva para el uso de los catalizadores gastados es como materia prima en la producción de otros productos, tal es el caso de los catalizadores de FCC (Fluid Cracking Catalytic) que se han utilizado en la producción de cemento (Schreiber y Yonley 1993).
Con relación al uso de los catalizadores gastados de hidrotratamiento, se han desarrollado procesos para hacerlos nolixiviables; Sun et al. (2001) reporta un proceso para elaborar un material cerámico de cristal nolixiviable muy estabilizado a partir de catalizadores gastados de hidrotratamiento. Asimismo, Marafi y Stanislaus (2003) han centrado su atención en desarrollar un proceso para producir materiales nolixiviables con alta fuerza de compresión tal como los agregados sintéticos a partir de catalizadores gastados de hidrotratamiento. También evaluaron el uso potencial de dichos agregados sintéticos en la producción de cemento para concreto, logrando obtener un concreto modificado con una fuerza de compresión alta (461 kg/cm2), similar a la de un concreto natural (485 kg/cm2). Ambos valores de fuerza de compresión son mayores que los especificados para concretos reforzados (300–400 kg/cm2). Estos resultados indican claramente que los agregados sintéticos con base en catalizadores gastados son estables y nolixiviables y se pueden emplear en la industria de la construcción para producción de concreto por su incorporación en la matriz del cemento. Sin embargo, en 1995 se informó de una propuesta de la Agencia de Protección al Ambiente de Estados Unidos (EPA) para prohibir el uso de materiales peligrosos como materiales de construcción. Si se implementara, esta acción podría disminuir o eliminar la opción de utilizar los catalizadores gastados para elaborar materiales para la construcción (Furimsky 1996).
Adicionalmente, los procesos desarrollados a la fecha para hacer nolixiviables los catalizadores gastados para su disposición segura son muy caros y poco rentables. El costo involucrado en el tratamiento sólo se podría compensar si el material nolixiviable del proceso fuera utilizado en alguna otra aplicación con mayor valor comercial.
Con relación a la reutilización de los catalizadores gastados, existen relativamente pocos estudios. Gardner y Kidd (1989) investigaron la posibilidad de preparación de un catalizador activo de hidrodesulfuración a partir de un catalizador gastado al mezclar este último con materiales que contienen alúmina formando una mezcla de extruidos compactos. En otro estudio similar, se molió y mezcló un catalizador gastado de coquización con un aditivo específico. La mezcla resultante se formó para obtener partículas de un nuevo catalizador de hidrotratamiento. Se utilizó la sinterización a temperatura alta para agrandar el poro de dicho catalizador (De Boer 2000).
Por otro lado, los metales recuperados a partir de catalizadores gastados se pueden aislar en forma relativamente pura y utilizarse para preparar otros tipos de catalizadores. Por ejemplo, se han sintetizado catalizadores de reformación utilizando V y Ni contenidos en extractos de catalizadores gastados (Lee et al. 1992).
Aunque la utilización de los catalizadores gastados en la preparación de un catalizador activo nuevo o fresco ayudaría a reducir el problema de los catalizadores gastados en un cierto grado, no podrá solucionar totalmente el problema. Todos los catalizadores desactivados eventualmente llegan al punto en que la regeneración adicional y el reciclaje son poco económicos y finalmente se descargan como desecho.
Otros usos de los catalizadores gastados son como absorbentes en la limpieza de gases calientes, particularmente aquéllos que contienen óxidos de Fe, Zn, Ca, Ni, Cu, Mo y W, debido a que poseen área superficial relativamente alta (> 100 m2/g) comparada con la del mejor absorbente comercial de gases (< 10 m2/g), que es zinc–ferrita (Gangwal et al. 1989).
Marco económico de la recuperación de metales
Las reglamentaciones ambientales relacionadas con el manejo de los catalizadores gastados están siendo más estrictas en los últimos años. En particular, los catalizadores gastados de hidrotratamiento se han clasificado como residuos peligrosos por la EPA (Treviño 1998, Rapaport 2000). En México este tipo de residuos se deben manejar y disponer de acuerdo con la Norma Oficial Mexicana NOM–052–SEMARNAT1993 (Norma Oficial Mexicana 1993).
Adicionalmente, los refinadores deben considerar los costos y el impacto ambiental al decidir cómo disponer de sus catalizadores gastados. A corto plazo, la alternativa menos cara es desecharlos en los sitios de disposición final de residuos sólidos, sin embargo, ésta puede ser costosa cuando se consideren las responsabilidades ambientales a largo plazo, debido a la contaminación del subsuelo (Furimsky 1996).
Aunado a lo anterior, la rentabilidad de los procesos para recuperación de metales (particularmente Mo y V) a partir de catalizadores gastados está influenciada por los precios de estos metales en el mercado internacional, su contenido en los catalizadores, los costos de transporte, el almacenamiento y la disposición (Chang 1998a, b). Los precios de los metales recuperados de los catalizadores gastados han tenido un incremento importante durante la presente década. La figura 2 muestra el comportamiento histórico del incremento de precios del óxido de molibdeno y del pentóxido de vanadio (Indian Metals 2007, Metal–pages 2007). Estos compuestos son de los más comunes obtenidos con las tecnologías actuales de recuperación de metales. Se puede observar que el precio del pentóxido de vanadio ha tenido incrementos de hasta más de ocho veces su costo respecto al del año 2001. Los incrementos en el precio del óxido de molibdeno son un poco más conservadores y se ubican en tres veces los cotizados en el año 2004. Si se considera que estos compuestos se recuperan de materiales de desecho es evidente que éste podría ser un buen negocio.

Por otro lado en México, y en particular en los procesos de refinación del petróleo, se producen grandes cantidades de catalizadores gastados susceptibles para recuperación de metales. Por ejemplo, la contribución estimada como el promedio de 1997–2003 de catalizadores gastados en el proceso de hidrodesintegración H–Oil es de 3254 toneladas por año para la refinería de Tula, Hidalgo (Bases de Licitación Pública Internacional de Pemex Refinación 2004), y de aproximadamente 283 toneladas por año para la refinería de Salamanca, Guanajuato (Bases de Licitación Pública Internacional de Pemex Refinación 2006).
Las contribuciones anteriores de catalizadores gastados constituyen una fuente importante de materia prima que podría aprovecharse para obtener beneficios económicos, al mismo tiempo que ayudaría a resolver en parte la problemática ambiental por disposición de desechos sólidos.
Adicionalmente, además de ser una oportunidad de desarrollo tecnológico, se contribuiría a la eliminación de residuos sólidos tóxicos y eliminación de sitios de confinamiento o de disposición final de catalizadores gastados y, por consecuencia, habría beneficios ambientales y sociales muy importantes.
EXPERIMENTACIÓN
Materias primas
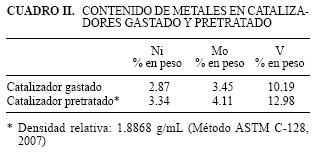
Se utilizó un catalizador gastado comercial para hidrotratamiento tipo NiMo/γ–alúmina proveniente de una planta industrial de hidrodesintegración H–Oil de la Refinería de Salamanca, Guanajuato, mismo que se analizó por espectroscopía de absorción atómica (AA) utilizando un equipo Thermoelectron modelo Solaar para cuantificar el contenido de metales. En el cuadro II se presentan los resultados de dicho análisis.
Para preparar las soluciones de hidróxido de sodio al 1.7 y 10 % en peso, se utilizó hidróxido de sodio con pureza del 98.7 % y para preparar las soluciones diluidas de ácido sulfúrico utilizadas para el ajuste del pH de la mezcla reaccionante se utilizó ácido sulfúrico al 98.2 %.
Pretratamiento del catalizador
El catalizador gastado se tamizó (malla 60) para tener un tamaño más uniforme de partículas y separar los finos. Posteriormente, con la finalidad de remover parte del carbón y el azufre acumulados en la superficie del catalizador, éste se lavó mediante reflujo en un equipo Soxhlet con disulfuro de carbono (CS2) y se mantuvo en agitación constante a temperatura de 100 °C durante 12 h.
El catalizador lavado se secó en estufa a 100 °C para eliminar el CS2 durante 4 horas.
Después, se calcinó a 450 °C durante 24 h con el propósito de eliminar los residuos de carbón y de azufre aún presentes en el mismo. La calcinación del catalizador se realizó de acuerdo con el procedimiento descrito en la figura 3.
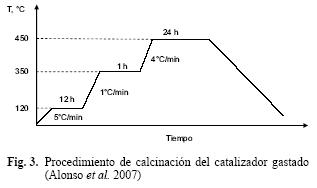
Inicialmente, el catalizador gastado tiene un color negro y después de la calcinación el catalizador se tornó verde–amarillento, con una pérdida de masa en promedio del 17.5 %, correspondiente a residuos de carbón y de azufre (liberados en forma gaseosa como CO2 y SO2).
En el cuadro II se presentan los resultados del análisis de metales en el catalizador gastado pretratado. Se puede observar que los contenidos metálicos son mayores que los del catalizador gastado, ya que debido a la eliminación de carbón y azufre, los metales se concentran.
Lixiviación del catalizador
Una vez pretratado el catalizador gastado, se continúa con la lixiviación según el procedimiento descrito en la figura 4 (Case et al. 1995).

Se pesan 15 g de catalizador pretratado y se colocan en un matraz de 500 mL. Se adicionan 300 mL de solución de NaOH al 1.7 ó 10 % en peso según sea el caso. Se monta un sistema experimental en el que se utiliza un refrigerante, un electrodo de inmersión continua conectado a un potenciómetro Termo Orion modelo 611 y una parrilla de calentamiento con agitación magnética.
Se incrementa la temperatura con agitación continua hasta alcanzar la deseada y de igual manera se ajusta el pH dependiendo del experimento en cuestión. La reacción de lixiviación se lleva a cabo durante un tiempo determinado, después del cual se apaga el sistema y se procede a separar el sólido (catalizador lixiviado) de la fase líquida (extracto) por filtración. El catalizador lixiviado y el extracto se analizan por AA para cuantificar el contenido de metales.
Se realizaron varios experimentos con la finalidad de estudiar el efecto de las variables de operación en la recuperación de metales (V y Mo) a partir de catalizadores gastados, utilizando el método de lixiviación alcalina (Case et al. 1995).
De resultados publicados en la literatura abierta donde se han probado pH de 5 a 12, se encontró que la recuperación de metales a partir de catalizadores de la industria de la refinación tiene mejores resultados a pH entre 8 y 9, concentración de agente lixiviante cercana a 10 % en peso y alrededor de 12 h de lixiviación (Villarreal et al. 1999). Por lo que para conocer el efecto del tiempo de lixiviación se consideraron 8 y 12 h. Con base en lo anterior, en el cuadro III se muestran las condiciones a las que se realizaron los experimentos, así como la codificación de cada uno de ellos.

Análisis del catalizador lixiviado y del extracto
Después de realizada la lixiviación del catalizador gastado para cada experimento, los catalizadores lixiviados y los extractos se analizaron por AA para cuantificar el contenido de metales.
Para conocer la repetibilidad del equipo y del procedimiento de análisis se realizaron 10 determinaciones de metales (Ni, Mo y V) a una muestra de catalizador gastado lixiviado y a un extracto, obteniéndose los resultados que se reportan en el cuadro IV.

El coeficiente de variación se calculó mediante la siguiente fórmula:

Donde yi es el porcentaje de metal (Ni, Mo ó V) para cada muestra, N es el número total de muestras analizadas y σ la desviación estándar, misma que se calculó con la siguiente fórmula:

Un coeficiente de variación menor a 5 % indica en buena medida la exactitud del método empleado por lo que, a menor coeficiente de variación se considera que la distribución de la variable medida (en este caso, contenido de metales) es más homogénea. Así, en el cuadro IV puede observarse que la variabilidad máxima para el caso de Ni y Mo es menor del 3 %, mientras que para el V es ligeramente mayor al 4 %. Estos resultados indican una buena repetibilidad del equipo y del procedimiento empleado en dichas determinaciones.
RESULTADOS Y DISCUSIÓN
Para estudiar el efecto del pH, el tiempo de lixiviación y la concentración del agente lixiviante sobre la recuperación de metales, se realizaron los experimentos A al L (Cuadro III) a las siguientes condiciones: temperatura de 90 °C, solución de NaOH a concentración de 10 % en peso y pH de 8.0, 8.5 y 9.0. Así como con concentración de solución de NaOH de 1.7 % en peso a pH de 8, 9, 9.5 y 10.
Después de la lixiviación, se analizaron los catalizadores lixiviados por AA. Los resultados se presentan en el cuadro V.
En el cuadro VI se presentan los resultados de análisis por AA para cuantificar el contenido de metales en los extractos. Como puede observarse, el contenido de Ni en el extracto es muy bajo, lo que indica que por este método de lixiviación prácticamente no puede recuperarse dicho metal.

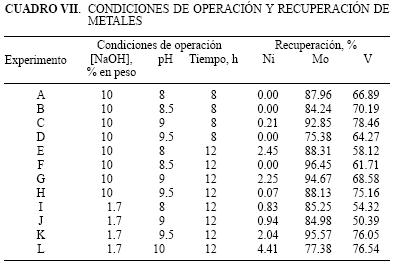
En el cuadro VII se presentan en forma resumida las condiciones de operación y los porcentajes de recuperación de metales para los experimentos A al L. Cabe mencionar que el porcentaje de recuperación de metales a partir de catalizadores gastados se calculó relacionando la masa del metal en el extracto con la masa del metal en el catalizador gastado pretratado (antes de la lixiviación).
Efecto del pH
En la figura 5 se muestra el efecto del pH sobre la recuperación de Mo. Como puede observarse, las mayores recuperaciones de Mo fueron a pH de 8.5 y 9.0. Además, a pH 9.0 la recuperación de Mo a 8 y 12 h es prácticamente la misma, en cambio a pH 8.5 para 12 h la recuperación de Mo fue 12 % mayor comparada con la de 8 h. Es decir, la mejor recuperación de Mo se obtuvo a pH 8.5 y 12 h.

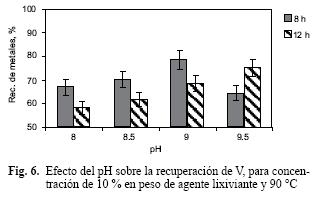
En la figura 6 se muestra el efecto del pH sobre la recuperación de V. Las mayores recuperaciones de V fueron a pH 9.0. También puede observarse que para 12 h, a mayor pH mayor recuperación de V, obteniéndose la mayor recuperación de V a pH 9.5. En general, la mejor recuperación de V fue a pH 9.0 y 8 h.
Efecto del tiempo de lixiviación
En la figura 7 se muestra el efecto del tiempo de lixiviación sobre la recuperación de Mo y V. Para el caso de Mo las mayores recuperaciones se obtuvieron a 12 h, para pH de 8.5 y 9. En cambio, para el V fueron a 8 h, excepto para pH 9.5 cuya mayor recuperación de V mejoró al incrementar el pH.

Efecto de la concentración del agente lixiviante
En la figura 8 se muestra el efecto de la concentración del agente lixiviante sobre la recuperación de Mo y V. Para el caso del Mo y para todos los valores de pH se obtienen mejores recuperaciones para concentración del agente lixiviante 10 % en peso, excepto para pH 9.5 donde la recuperación de Mo a concentración 1.7 % en peso es 7.8 % mayor que su similar a concentración 10 % en peso. Para el caso del V, sucede lo mismo.

De los resultados anteriores se concluye que las mejores condiciones de operación para la recuperación de Mo son pH 8.5, concentración de NaOH 10 % en peso y 12 h de lixiviación. En cambio para la recuperación de V, las mejores condiciones de operación son pH 9.0, concentración de NaOH 10 % en peso y 8 h de lixiviación.
ESTUDIO ECONÓMICO PRELIMINAR
El presente estudio preliminar pretende estimar los beneficios económicos que se obtendrían de la recuperación de metales a partir de catalizadores gastados, considerando los resultados de lixiviación de este trabajo para concentración de agente lixiviante de 10 % en peso y 12 h de operación, obteniendo un promedio de los diferentes pH cuyas recuperaciones son del 92 % para Mo y 66 % para V.
Como base para este estudio se consideró el catalizador gastado del proceso H–Oil proveniente de la Refinería de Salamanca, cuya concentración de metales se presenta en el cuadro VIII.

Para el balance económico se consideraron dos escenarios (precios a la baja y a la alza) y para ello los precios de los metales en forma de óxidos que se muestran en el cuadro VIII.
Para calcular el beneficio económico potencial de la recuperación de metales se tomó como base una tonelada de catalizador fresco, así como las recuperaciones experimentales obtenidas para Mo y V. En el cuadro IX se presenta el beneficio potencial por la recuperación de metales a partir de catalizadores gastados. Asimismo, debido a que el catalizador gastado se pretrata (lavado y calcinación) con la finalidad de remover parte del carbón y azufre acumulados en su superficie, se tiene una pérdida aproximada del 17.5 % de masa, por lo que el valor de los metales recuperados se afectó proporcionalmente por este valor, ya que la base de cálculo es catalizador fresco.

Como se observa en el cuadro IX, el beneficio potencial por recuperación de metales (Mo y V) es de 8250 y 9013 USD/Ton de catalizador fresco para los escenarios a la baja y a la alza, respectivamente. Estos beneficios no consideran los costos de producción o los servicios auxiliares, tales como mano de obra, suministro de energía eléctrica, vapor y agua, mantenimiento, etc.
Por otro lado, considerando un precio aproximado de recuperación por venta del catalizador gastado de 50 USD/Ton. (comunicación personal, encargado del almacén de la refinería "Miguel Hidalgo" de PEMEX, Tula, Hgo. 2004), del cuadro IX, si se vendiera directamente el catalizador gastado a una compañía recuperadora de metales se estarían dejando de ganar aproximadamente 8000 USD/Ton, de catalizador fresco.
Adicionalmente, considerando una reposición de catalizador fresco de 96 g/barril (Bbl) (1 Bbl = 159 L) de carga procesada (comunicación personal, encargado de la planta H–Oil de la refinería "Ing. Antonio M. Amor" de PEMEX, Salamanca, Gto. 2003), se estimó el beneficio de recuperación de metales a partir del catalizador gastado de la planta de hidro–desintegración H–Oil por barril de carga procesada para ambos escenarios (Cuadro X).

Como puede verse, el beneficio estimado por recuperación de metales (como óxidos de Mo y V) es de 0.79 y 0.86 USD/Bbl de carga procesada, para los escenarios a la baja y a la alza, respectivamente. Como se mencionó anteriormente, estos beneficios no consideran los costos de producción ni los servicios auxiliares correspondientes.
Además, cabe mencionar que estos beneficios pueden variar, dependiendo de la concentración de metales en el catalizador gastado, de su producción en una refinería y de los precios fluctuantes de los metales en el mercado internacional. Estos beneficios económicos no son netos.
Para el caso particular del catalizador gastado proveniente de la planta de hidrodesintegración H–Oil de la Refinería de Salamanca, de 283 Ton./año, mismas que incluyen el catalizador de reposición y cambio de catalizador después de alguna reparación, que corresponden a 160 días de operación de la planta durante 2005 (Bases de Licitación Pública Internacional de Pemex Refinación 2006), se estimaron los beneficios económicos por recuperación de metales que se presentan en el cuadro XI.
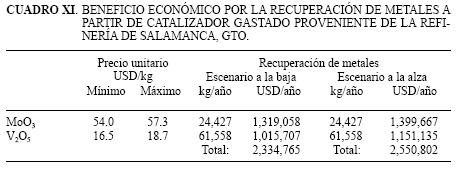
Como puede observarse, la recuperación de metales como óxidos metálicos de Mo y V podría generar beneficios económicos a la refinería de Salamanca entre 2.33 – 2.55 millones de dólares americanos (MMUSD)/año, sin considerar los costos de producción ni los servicios auxiliares correspondientes.
También se estimaron los beneficios económicos por recuperación de metales (V y Mo) a partir del catalizador gastado proveniente de la planta de hidrodesintegración H–Oil de la Refinería de Tula con base en una producción estimada de 3254 Ton./año, correspondiente al promedio de 1997–2003 (Bases de Licitación Pública Internacional de Pemex Refinación 2004). Los beneficios económicos por recuperación de metales se presentan en el cuadro XII.
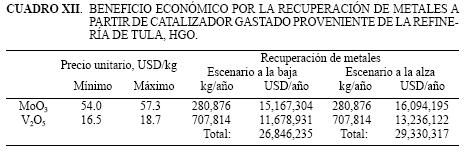
En este caso, la recuperación de metales como óxidos metálicos de Mo y V, podría generar beneficios económicos a la refinería de Tula entre 26.8 – 29.3 millones de USD/año, sin considerarlos costos de producción ni los servicios auxiliares correspondientes.
Es necesario mencionar que el catalizador gastado de una planta H–Oil contiene níquel, mismo que puede recuperarse en forma de óxido mediante lixiviación acida y con esto aumentar los beneficios económicos. Sin embargo, esta técnica estuvo fuera del alcance de este trabajo y por lo tanto dicho metal no se considera en este estudio económico.
Adicionalmente al catalizador de H–Oil, si se considerara la recuperación de metales a partir de catalizadores de hidrotratamiento de fracciones pesadas y de mejoramiento de crudos pesados, las utilidades podrían ser mayores. No obstante, dependiendo del tipo de metal a recuperar en estos catalizadores será el método a utilizar, debido a que en algunos casos sólo es posible recuperar parcialmente algunos metales y para los restantes deben utilizarse otros métodos.
CONCLUSIONES
Entre las alternativas para la recuperación de metales se encuentran procesos basados en lixiviación alcalina o ácida con uso de diferentes agentes lixiviantes, fundición, lixiviación por fluidos supercríticos, biolixiviación y cloración. De estos, los de lixiviación alcalina utilizando NaOH son los únicos que tienen plantas a escala industrial, con capacidades hasta de 30,000 toneladas de catalizador gastado por año.
Del caso de estudio experimental de recuperación de metales (V y Mo) realizado a un catalizador gastado del proceso de hidrotratamiento de hidrocarburos pesados a través de lixiviación alcalina con soluciones de NaOH, se encontraron los siguientes efectos de las variables sobre la recuperación de metales:
• Efecto del pH. Las mejores recuperaciones de Mo fueron a pH 8.5 y 12 h, mientras que la mejor recuperación de V fue a pH 9.0 y 8 h.
• Efecto del tiempo de lixiviación. En general, para el caso de Mo las mayores recuperaciones se obtuvieron a 12 h, para pH de 8.5 y 9. En cambio, para el V las mejores recuperaciones fueron a 8 h, excepto para pH 9.5 cuya mayor recuperación fue a 12 h.
• Efecto de la concentración del agente lixiviante. Las mejores recuperaciones de Mo fueron a concentración del agente lixiviante de 10 % en peso a todos los pH examinados, excepto para pH 9.5 donde la recuperación de Mo a concentración 1.7 % en peso fue 7.8 % mayor que su similar a concentración de 10 % en peso. Para el caso del V, sucede lo mismo.
• Las mejores condiciones de operación para la recuperación de Mo son pH 8.5, concentración de NaOH 10 % en peso y 12 h de lixiviación; y para la recuperación de V, pH 9.0, concentración de NaOH 10 % en peso y 8 h de lixiviación.
Adicionalmente, como resultado del estudio económico preliminar realizado con base en los resultados experimentales por la recuperación de metales (Mo y V) se estimaron beneficios económicos entre 0.79 – 0.86 USD/Bbl de carga procesada. Estos beneficios no consideran los costos de producción ni los servicios auxiliares correspondientes.
Los beneficios económicos pueden variar dependiendo del contenido de metales en el catalizador gastado, de su producción en una refinería y de los precios de los metales en el mercado internacional.
REFERENCIAS
Absi–Halabi M., Stanislaus A. y Trimm D.L. (1991). Coke formation on catalysts during the hydroprocessing of heavy oils. Appl. Catal. 72, 193–215. [ Links ]
Alonso F., Gómez M.T. y Ancheyta J. (2004). Estado del arte sobre las tecnologías para la recuperación de metales a partir de catalizadores gastados de hidrotratamiento. Informe Técnico del Instituto Mexicano del Petróleo D.00148.9. 1–76. [ Links ]
Alonso F., Ramírez S. y Ancheyta J. (2007). Recuperación de metales de catalizadores gastados de hidrotratamiento por lixiviación alcalina y estudio económico preliminar. Informe Técnico del Instituto Mexicano del Petróleo D.00148.16. 1–43. [ Links ]
American Metal Market (2006). Free Market Price Guide. Vol. 114, No. 4–3. (En línea). Disponible en <http://www.amm.com/>. (Consulta: 31 Ene. 2006). [ Links ]
ASTM (2007) Designation: C 128–07. Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Fine Aggregate. American Society for Testing and Materials. Feb. 1, 2007. 1–7. [ Links ]
Bases de Licitación Pública Internacional de Pemex Refinación. (2004). Manejo, recolección, transporte y recuperación de metales del catalizador gastado base Alúmina–Níquel–Molibdeno–Vanadio, generado del proceso H–Oil del complejo H.D.R. de la Refinería Miguel Hidalgo. Petróleos Mexicanos, No. Compranet: 18576010–028–04, Concurso No. CCS–RMH–024/2004. 1–60. [ Links ]
Bases de Licitación Pública Internacional de Pemex Refinación. (2006). Catalizador de la planta H–Oil de la Refinería "Ing. Antonio M. Amor" de Salamanca, Gto. Petróleos Mexicanos, No. Compranet: 18576057–007–06, No. Interno: R6 TI 011 002. 1–122 [ Links ]
Case A., Garretson G. y Wiewiorowski E. (1995). Ten years of catalyst recycling. A step to the future. En: Proceedings of the TMS Fall Meeting, 3rd International Symposium on Recycling of Metals and Engineered Materials, pp. 449–466. [ Links ]
Chang T. (1998a). Reclamation and landfill processes are alternatives to regeneration, Oil & Gas J., Oct 19, 79–84. [ Links ]
Chang T. (1998b). Regeneration industry helps refiners control costs, limit liabilities, Oil & Gas J., Oct 12, 49–54. [ Links ]
Clifford R.K. (1997). Spent Catalyst Management, Petr. Technol. Quarterly (Spring), 33–39. [ Links ]
Encargado del almacén de la Refinería "Miguel Hidalgo" de Tula, Hgo. (2004).
De Boer M. (2000). Process for preparing a large pore hydroprocessing catalyst, US Pat. No. 6,030,915
Encargado de la planta H–Oil de la Refinería "Ing. Antonio M. Amor" de PEMEX, Salamanca, Gto. (2003). Datos de la estadística de operación de la planta.
Furimsky E. (1996). Spent refinery catalysts: environmental, safety and utilization, Catalysis Today 30, 223–286. [ Links ]
Furimsky E. y Massoth F.E. (1999). Deactivation of hydro–processing catalysts, Catal. Today 52, 381–495. [ Links ]
Gangwal S.K., Harkins S.M., Woods M.C., Jain S.C. y Bossart S.J. (1989). Bench–scale testing of high–temperature desulfurization sorbents, Environ. Progr. 8, 265–269. [ Links ]
Gardner L.E. y Kidd D.R. (1989). Preparation of hydrotreating catalyst from spent catalyst, US Pat. No. 4,888,316
Indian Metals (2007). [En línea]. Disponible en <http://www.indianmetals.com/>. (Consulta: 14 Feb. 2007). [ Links ]
Lee F.–M., Knudsen R.D. y Kidd D.R. (1992) Reforming catalyst made from the metals recovered from spent atmospheric resid desulfurization catalyst, Ind. Eng. Chem. Res. 31, 487–490. [ Links ]
Marafi M. y Stanislaus A. (2003). Options and processes for spent catalyst handling and utilization, J. Haz. Mat. 101, 123–132. [ Links ]
Market for US catalysts to rise 3 %/year to 2010. (2006). Oil & Gas J., Aug 14, 52. [ Links ]
Metal–pages (2007). [En línea]. Disponible en <http://www.metal-pages.com/>. (Consulta: 14 Feb. 2007). [ Links ]
Norma Oficial Mexicana (1993). NOM–052–SEMARNAT–1993. Establece las características de los residuos peligrosos, el listado de los mismos y los límites que hacen a un residuo peligroso por su toxicidad al ambiente. Octubre 22, Secretaría del Medio Ambiente y Recursos Naturales, México. [ Links ]
Pal D. y Yost K.W. (1996). Fixation and stabilization of metals in contaminated materials, US Pat. No. 5,564,155.
Prada S.R.P. (2004). Future trends in the refining catalyst market. Appl. Catal. A. Gen. 261, 247–252. [ Links ]
Rapaport D. (2000). Are spent hydrocracking catalysts listed hazardous wastes?, Hyd. Proc., July, 49–53. [ Links ]
Schofield J.T. (1979). Sealosafe process, En: Toxic and hazardous waste disposal. Process for stabilization/ solidification, Ann Arbor Sci., Ann Arbor, MI, USA, 1, 297–319. [ Links ]
Schreiber R.J. y Yonley C.P.E. (1993). Am. Chem. Soc., Div. Petrol. Chem. Prepr. 38, 97. [ Links ]
Stell J. (2005). Catalyst prices, demand on the rise. Oil & Gas J., 103, 39. [ Links ]
Sun D.D., Tay J.H., Cheong H.K., Leung D.L.K. y, Qian G. (2001). Recovery of heavy metals and stabilization of spent hydrotreating catalyst using a glass–ceramic matrix. J. Haz. Mat. 87, 213–223. [ Links ]
Sun D.D., Tay J.H. y, Easton C. (2000). Recovery and encapsulation of heavy metals on refinery spent hydrotreating catalyst, Water Sci. and Technol. 42, 71–77. [ Links ]
Treviño C. (1998). New EPArule will affect spent catalyst management, Oil & Gas J., Oct 12, 62–64. [ Links ]
Trimm D. L. (1990). Deactivation, regeneration and disposal of hydroprocessing catalysts, En: Catalysts in Petroleum Refining 1989, (D. L. Trimm Ed.), Elsevier, Amsterdam, pp. 41–59. [ Links ]
Villarreal M.S., Kharisov B.I., Torres–Martínez L.M. y Elizondo V.N. (1999). Ind. Eng. Chem. Res. 38, 4624–4628. [ Links ]
Wierauch W. (2007). HPI Impact: world catalyst demand forecast to rise 3.6%/yr to 2010. Hyd. Proc. March. [ Links ]

