











 nueva página del texto (beta)
nueva página del texto (beta) Español (pdf)
Español (pdf)
 Artículo en XML
Artículo en XML Referencias del artículo
Referencias del artículo
 Enviar artículo por email
Enviar artículo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introducción
Los aceites minerales utilizados como aislantes eléctricos están constituidos por una mezcla de hidrocarburos (parafínicos, nafténicos y aromáticos) [1] y una pequeña porción de azufre y nitrógeno [2] que les confieren excelentes propiedades dieléctricas [3], por ejemplo, un aceite mineral dieléctrico nuevo debe tener una resistencia dieléctrica mínima de 30 kV según la norma ASTM 1533-00 [1] para estar en excelente condición de operación. Básicamente, los aceites minerales utilizados en los transformadores eléctricos realizan dos funciones principales; aislar eléctricamente y refrigerar el sistema [4].
La presencia de humedad en los aceites minerales aislantes afecta gravemente sus propiedades, siendo la rigidez dieléctrica una de las más afectadas [ 5-7]. Si el contenido de humedad en el aceite mineral aislante es mayor a 35 ppm, la rigidez dieléctrica se ve gravemente afectada y dicho aceite no tendrá la capacidad funcional para lo cual fue fabricado (pérdida de habilidad para soportar un esfuerzo dieléctrico). Además, la vida útil de los equipos eléctricos en donde se tiene un aceite mineral aislante con un alto contenido de humedad y fuera de especificación se ve afectada y tiene un impacto significativo en las condiciones operativas reales [8].
En la actualidad hay diferentes tecnologías para el secado del aceite mineral aislante, entre las cuales se encuentran la separación por gravedad [9], sistemas de deshidratación al vacío [10], filtros prensa [11], etc. Además, se han realizado estudios con el objetivo de eliminar la humedad y purificar el aceite mineral de una manera más amigable con el medio ambiente. Al respecto, Cabaleiro y colaboradores[12] utilizaron un material adsorbente (paligorskita) para aumentar la calidad de aceites minerales reusados. En su estudio encontraron una mejora en la viscosidad, el contenido de humedad e impurezas en los aceites tratados. En otro estudio [13], se utilizó un lodo seco rico en óxidos de aluminio y silicio para el tratamiento de aceite envejecido de transformador. Con la utilización de dicho lodo, se obtuvo una mejora en el voltaje de ruptura, acidez y contenido de humedad en el aceite mineral tratado. En este mismo contexto, Suwarno y Prakoso[14] deshidrataron aceite mineral aislante utilizando gel de sílice y ensayaron dicho aceite mediante pruebas dieléctricas. La rigidez dieléctrica fue la principal propiedad del aceite que se vio afectada por la presencia de humedad. Un contenido relativo de agua de 50 %, aproximadamente 40 ppm en el aceite mineral, mantenía un valor de rigidez dieléctrica no aceptable.
En el presente trabajo se encontró que un residuo resinoso (RR) de Opuntia ficus-indica (nopal) absorbe la humedad de un aceite mineral aislante. Con el objetivo de contribuir con la tecnología actualmente desarrollada y aportar al estado del arte actual en relación a la eliminación de humedad en el aceite mineral aislante para con ello evitar el deterioro del aislamiento en transformadores eléctricos, de una forma más económica y amigable con el medio ambiente, se estudió el RR antes mencionado. Dicho RR se deriva de las pencas de nopal de la especie Opuntia ficus-indica, que ocurre en el estado de San Luis Potosí, México. De acuerdo a la literatura este residuo se genera por una plaga de gusanos llamada “picudo barrenador” [15]. Esta plaga afecta a grandes plantaciones de nopal y es de difícil eliminación [16]. Como propuesta para darle un valor agregado al nopal se propone utilizar al RR encontrado como un material ecológico, barato y eficiente para eliminar la humedad del aceite mineral aislante.
2. Materiales y métodos
2.1. Materiales y reactivos
El RR de Opuntia ficus-indica fue recolectado de las pencas en nopales del estado de San Luis Potosí, México.
Para la caracterización fisicoquímica del material recolectado se utilizaron los siguientes disolventes: hexano (Densidad relativa (ρr) = 0.680 g/mL, grado industrial, marca REASOL), acetona (ρr = 0.788 g/ mL, grado industrial, marca REASOL), alcohol etílico (ρr = 0.7 g/mL, grado industrial, marca REASOL), tolueno (ρr = 0.860 g/mL, 99.9 %, marca Fermont). Agua destilada.
2.2. Espectroscopia de Infrarrojo por transformadas de Fourier (FT-IR)
El análisis por espectroscopia FT-IR del RR de Opuntia ficus-indica se realizó en modo de transmisión con un equipo marca Bruker modelo Equinox 55. Se registraron un total de 64 interferogramas con una resolución de 2 cm-1. El RR se secó en un horno a 60 °C por un tiempo de 24 h antes del análisis. Se analizaron un total de 4 muestras de RR identificadas con los números del 1 al 4 (Figura 1).

2.3. Prueba de solubilidad y absorción de agua
La solubilidad del RR se determinó en agua destilada, hexano, acetona, alcohol etílico y tolueno. Se utilizó 1 g de material sin acondicionar para cada disolvente (20 mL) y agua destilada (20 mL). Las muestras se dejaron sumergidas por un tiempo de 24 h a temperatura ambiente (aproximadamente 24 °C). Las pruebas se realizaron por triplicado para cada disolvente y agua destilada.
Para la prueba de absorción de agua, se colocó 1 g de RR sin acondicionar en un vaso de precipitado y se adicionó 1 mL de agua destillada cada 2 h. La prueba se hizo por triplicado.
2.4. Determinación del pH
Se determinó el pH del agua destilada antes y después de la prueba de solubilidad mediante un medidor portátil de pH marca HACH modelo HQ40d.
2.5. Análisis termogravimétrico (TGA)
El análisis se realizó en un analizador termogravimétrico de la marca TA Instruments modelo 2050, usando un flujo de nitrógeno de 100 mL/min dentro de un rango de temperatura de 25-900 °C y una velocidad de calentamiento de 5 °C/min. El RR sin acondicionar (Muestra 3, Figura 1) se cortó en trozos y se tomó una muestra representativa de 60 mg para el análisis. Se realizó una prueba para la caracterización del material.
2.6. Deshidratación de aceites minerales saturados con agua y determinación del contenido de humedad
Para la deshidratación del aceite mineral se utilizaron 2 muestras de 50 mL de aceite humectadas con 0.5 mL y 1.0 mL de agua destilada, respectivamente. Ambas muestras fueron mezcladas con agitación magnética por un periodo de 3 h a temperatura ambiente para asegurar la máxima saturación. A cada muestra de aceite mineral se le adicionó 1 g de RR de Opuntia ficus-indica molido y tamizado con malla 40 ASTM. Las muestras de aceite mineral con el RR se pusieron en agitación por 12 h utilizando una parrilla de agitación magnética. Después del tiempo de agitación, el aceite se filtró y se determinó el contenido de humedad utilizando un coulómetro Karl Fischer (Mettler Toledo, modelo C20) con una composición de la solución a base de clorhidrato de dietanolamina, etanol, 2,2'-iminobis-, hydriodide, dióxido de azufre y metanol.
2.7. Prueba de rigidez dieléctrica
Esta prueba fue basada en la norma ASTM D877 y se utilizó un equipo marca BAUR con electrodos planos (Diámetro de 25.4 mm y 3.18 mm de espesor). Dichos electrodos se calibraron con una distancia de separación entre ellos de 2.54 mm con las caras perfectamente paralelas. Los aceites deshidratados se dejaron en reposo en la celda del equipo por 30 minutos para minimizar la presencia de burbujas de aire que pudieran afectar los resultados. Se realizó una prueba por cada aceite deshidratado y en cada prueba se realizaron cinco determinaciones de rigidez dieléctrica con intervalos de un minuto entre cada una de las determinaciones. El promedio de esos cinco valores es el que se reporta como la rigidez dieléctrica de la muestra de aceite.
3. Resultados y Discusión
3.1. Espectroscopia de Infrarrojo por transformadas de Fourier (FT-IR)
En la Figura 2 se muestran los espectros de infrarrojo obtenidos de cuatro muestras de RR (Figura 1) recolectadas de diferentes pencas de nopal. Como se puede observar, los espectros de infrarrojo de las diferentes muestras presentaron la misma huella dactilar, lo que sugiere que los diferentes materiales evaluados presentaron la misma composición orgánica.
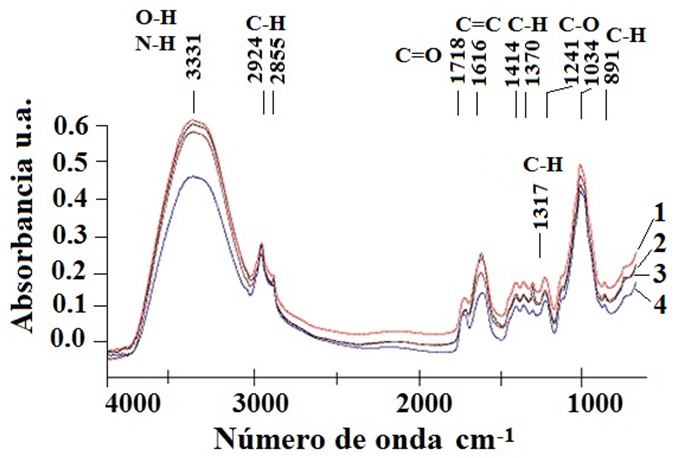
Figura 2 Espectros de absorbancia de cuatro muestras de RR de Opuntia ficus-indica analizadas mediante espectroscopia FT-IR.
Los resultados obtenidos del análisis espectroscópico para las muestras ensayadas, se resume en la Tabla 1.
Tabla 1 Resultados obtenidos mediante espectroscopía por FT-IR.
| Número de onda (cm-1) | Intensidad de la banda | Enlaces probables |
|---|---|---|
| 3331 | Intensa | O-H y/o N-H |
| 2924 y 2855 | Media | C-H |
| 1718 | Corta | C=O |
| 1616 | Media | C=C |
| 1414 | Corta | C-H |
| 1370 | Corta | C-H |
| 1317 | Corta | C-H |
| 1241 | Corta | C-O |
| 1034 | Intensa | C-O |
| 891 | Corta | C-H |
El análisis por FT-IR indicó que en el material resinoso están presentes grupos funcionales de tipo O-H, C-H y C=O principalmente. La banda ancha observada en 3331 cm-1 es indicativa de vibraciones de estiramiento O-H [17] y N-H [18]. Las bandas en 2924 y 2855 cm-1 se deben al estiramiento del enlace C-H [19]. La absorción en 1718 cm-1 es asignada a vibraciones de estiramiento C=O de grupos carboxílicos no ionizados [20]. La banda en 1616 cm-1 sugiere la vibración axial de dobles enlaces C=C [21]. La banda de mediana intensidad observada en 1414 cm-1 está asociada con el grupo de ácido carboxílico y el enlace peptídico vinculado con las vibraciones de deformación C-H de los polisacáridos [22]. Rodriguez y colaboradores[23] reportaron que la señal a 1400 cm-1 podría identificar la presencia de aminas secundarias, correspondiente con la deformación N-H y los enlaces de deformación C-N. En otro estudio [24], observaron este comportamiento en muestras vegetales derivadas de especies de cactus con señales fuertes alrededor de 1400 cm-1, relacionadas con aminas y amidas. Las bandas en 1370 y 1317 son atribuidas al estiramiento C-H de alcanos [25]. La absorción en 1241 cm-1 corresponde a las vibraciones de tensión asimétrica del enlace C-O [26]. La señal en 1034 cm-1 es debido a la vibración que involucra al estiramiento C-O [18]. La banda de baja intensidad a 891 cm-1 puede deberse al estiramiento C-H de compuestos aromáticos [25]. En otro estudio se reportó que la señal alrededor de 800 cm-1 puede deberse a la deformación angular de hidrógenos adyacentes de un anillo aromático [21].
De acuerdo con el análisis de las bandas de absorción observadas en los espectros FT-IR de las muestras de RR, se observó que este material presenta bandas de absorción muy similares a las reportadas para la pectina de Opuntia ficus-indica[20].
3.2. Prueba de Solubilidad y absorción de agua
Las muestras de RR después de 24 h de reposo fueron insolubles en los diferentes disolventes orgánicos. La muestra de RR en agua presentó un hinchamiento y un cambio en su coloración debido a un proceso de gelación (Figura 3). En un estudio se reportó este mismo comportamiento para el mucilago de nopal [27]. El RR tiene características similares a las cactáceas, las cuales producen un hidrocoloide que se asemeja a una red, una estructura capaz de sostener grandes cantidades de agua. Así mismo, el RR en estudio tiene la capacidad de transformarse en gel, es decir, se comporta como un polímero ramificado que puede formar enlaces entre sus cadenas cuando absorbe agua, lo que promueve un mayor tamaño [28]. La red tridimensional que forma el RR en su estructura permite atrapar el agua evitando que fluya. Esta capacidad ha sido reportada para las pectinas provenientes de Opuntia, el cual tiene al menos 50 % de pectina [29].

De los 20 mL de agua utilizados para la prueba de solubilidad, sólo se recuperaron 6 mL aproximadamente, lo que indicó que la muestra de RR absorbió 14 mL. Este comportamiento fue observado en las 3 muestras ensayadas en agua destilada y representa una capacidad de absorción del orden del 70 % aproximadamente.
Para corroborar la capacidad de absorción de humedad del RR, se realizó una segunda prueba. A 1 g de RR acondicionado, se le agregó 1 mL de agua destilada cada 2 h. En cada adición de agua se observó un hinchamiento gradual de la muestra (Figura 3), indicando que la muestra de RR estaba absorbiendo el agua agregada. La muestra de RR se saturó con 5 mL de agua. Esta prueba se realizó por triplicado. Las muestras de RR presentaron la misma capacidad de absorción de agua, 500 % respecto a su peso.
3.3. Determinación del pH
El agua utilizada en la prueba de solubilidad presentó un pH = 6.2 antes de la prueba. Este pH no cambió después de la prueba, indicando que la muestra de RR no liberó residuos en el agua.
3.4. Análisis termogravimétrico (TGA)
La Figura 4 muestra el termograma obtenido para la muestra identificada con el número 3 del RR de Opuntia ficus-indica (Figura 1). Debido a que las muestras presentaron la misma huella dactilar (FT-IR), se decidió analizar solo una muestra mediante TGA, la cual es representativa del lote de cuatro muestras. Aquí se pudo observar un decaimiento rápido por pérdida de peso en la muestra a medida que se incrementa el calentamiento. A una temperatura cercana a los 170 °C, la muestra perdió el 9 % de su peso debido a la pérdida de humedad [30]. A 400 °C aproximadamente, la muestra perdió un peso del orden del 64 %, lo cual podría ser atribuido a la descomposición del RR. Yu-Lu y colaboradores[31] reportaron un rango de temperatura de 325 a 550 °C para la descomposición de un mucilago de Opuntia dillenii haw. A los 900 °C, una pérdida de 82 % de su peso podría atribuirse a la pérdida total de los componentes orgánicos presentes en el RR. El 18 % que quedo de la muestra, podría atribuirse a residuos carbonosos e inorgánicos, los cuales no están reportados en la literatura para este tipo de material. Se puede resumir que la muestra analizada contiene aproximadamente un 9 % de humedad, un 73 % de componentes orgánicos y un total de 18 % de componentes residuales carbonosos e inorgánicos.

3.5. Deshidratación de aceites minerales saturados con agua y determinación del contenido de humedad
Las muestras de aceite sometidas al proceso de deshidratación mostraron contenidos de humedad inferiores a 58 ppm (Tabla 2).
Tabla 2 Contenidos de humedad de los aceites minerales aislantes antes y después del proceso de deshidratación con el RR de Opuntia ficus-indica.
| Muestras |
|
|
|---|---|---|
| 50 mL aceite/0.5 mL agua (1.25 %)* | Saturado** | 47 |
| 50 mL aceite/1 mL agua (2.5 %)* | Saturado** | 58 |
*10,000 ppm de agua = 1 %.
**100 ppm aprox. de agua saturan al aceite mineral dieléctrico.
Los resultados obtenidos indicaron que es factible utilizar los RR de Opuntia ficus-indica para eliminar el agua del aceite mineral aislante. En comparación con otros procesos de secado, por ejemplo, el secado del aceite al vacío en donde se utiliza principalmente una bomba de vacío y un sistema de calentamiento [32], el proceso con el RR se vuelve más económico y sustentable debido a que el secado al vacío consume una mayor cantidad de energía [33]. En un estudio [12] utilizaron arcillas (paligorskita) para el secado del aceite mineral, reportando valores de 91, 49, 51 y 50 ppm de humedad después del proceso de secado. Aun cuando en dicho estudio no se reportó la humedad inicial de las muestras ensayadas, los valores finales de humedad reportados, nos indican que el proceso de secado con el RR es factible y más económico debido a que la materia prima en el presente estudio solo genera costos de recolección. En otro estudio [13], se reportó una disminución de 48 ppm a 9 ppm de humedad en el aceite mineral después de un proceso de secado al vacío con lodo seco (elementos principales: aluminio, silicio, fierro, titanio). En dicho proceso, el aceite mineral fue pasado cuatro veces por un sistema comprendido por un cartucho empacado con el lodo seco descrito anteriormente y una cámara de vacío. Los resultados reportados en ese estudio nos indican que con el RR se podría tener una disminución de más partes por millón de humedad si el aceite es tratado más veces. Todo esto, con el objetivo de cumplir con normas nacionales e internacionales, por ejemplo, la NMX-J-123-ANCE-2008 y la ASTM D-1533 que indican un contenido máximo de humedad en el aceite mineral dieléctrico de 35 ppm.
La comparación con otros procesos y los resultados obtenidos en el presente estudio, nos indicaron que es factible desarrollar una tecnología que permita tratar en línea el aceite mineral de los transformadores eléctricos.
3.6. Prueba de rigidez dieléctrica
Con la finalidad de comprobar que los aceites deshidratados con el RR de Opuntia ficus-indica incrementaban su rigidez dieléctrica inicial, se procedió a ensayarlos bajo la norma ASTM D877. Los resultados obtenidos se presentan en la Tabla 3.
Tabla 3 Resultados de rigidez dieléctrica obtenidos con las muestras del RR de Opuntia ficus-indica.
*10,000 ppm de agua = 1 %.
Es evidente que los aceites deshidratados con el RR incrementaron su rigidez dieléctrica inicial. Este comportamiento también ha sido reportado con la utilización del lodo seco mencionado en el apartado 3.5 [13]. Con dicho material, la rigidez dieléctrica aumentó de 15 kV a 72 kV después de varias pasadas por un cartucho/lodo y una cámara de vacío. La eliminación de humedad en el aceite mineral incrementa su rigidez dieléctrica. Al respecto, Lewand[34] reportó una gráfica (Figura 5) que relaciona el contenido de humedad con la rigidez dieléctrica.

Este gráfico ejemplifica claramente que el contenido de humedad en el aceite está estrechamente relacionado con la rigidez dieléctrica.
El proceso de secado utilizando el RR permitió cumplir con normas nacionales e internacionales, por ejemplo, las normas ASTM 1533-00 y la NMX-J-123-ANCE-2008, las cuales indican que el aceite debe tener una rigidez dieléctrica mínima de 30 kV para mantenerse en operación o servicio.
Los resultados obtenidos indicaron que el RR es factible para utilizarlo en el secado del aceite mineral aislante, permitiendo desarrollar una tecnología para tratar en línea el aceite mineral de los transformadores eléctricos y tener una mayor confiabilidad en su funcionamiento.
4. Conclusiones
En el presente trabajo se determinó la factibilidad de utilizar un residuo resinoso (RR) de Opuntia ficus-indica para eliminar la humedad contenida en el aceite mineral aislante. El RR presentó bandas de absorción (Obtenidas mediante FTIR) muy similares a las bandas reportadas para las pectinas del género Opuntia. Los resultados del análisis termogravimétrico indicaron que el RR tiene una temperatura de descomposición de 400 °C aproximadamente. El RR presentó una alta capacidad de absorción de agua formando un gel ramificado e insoluble. Además, el RR eliminó un alto contenido de agua en el aceite mineral, permitiendo que la rigidez dieléctrica de éste incrementara más de un 50 %.

