











 nova página do texto(beta)
nova página do texto(beta) Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink
Introducción
Un análisis retrospectivo del proceso de implementación del mantenimiento muestra que el de tipo reactivo predominó en los primeros días de la industria. La creencia de ser eficiente no estaba todavía establecida, ya que en aquellos tiempos las demandas de los clientes de las empresas eran bajas, por lo que las exigencias del área de mantenimiento también eran bajas (Khamba & Ahuja, 2008). Existía un excedente de trabajadores y mano de obra barata, que se utilizaba para aplicar el mantenimiento reactivo. Cuando paraba la producción, por cualquier motivo, se informaba al departamento de mantenimiento; luego se solucionaban los problemas y reiniciaba la producción (Ahuja, 2009). Este ejercicio se repetía cada vez que sucedía un paro de maquinaria: predominaba el mantenimiento correctivo (Gebauer, Putzr, Fischer, Wang, & Lin, 2008). Faltaba la conciencia de evitar averías (Kareem, H.; Ahmed, J.; Talib, N. A.;, 2015). Cualquier mantenimiento preventivo se limitaba al uso de llave inglesa, martillo, pistola de aceite o engrasadora. Sin embargo, para ser justos habría que señalar que las máquinas que se fabricaban antes eran de mejor calidad que en la actualidad.
El mantenimiento preventivo busca las causas raíz de los problemas de las máquinas, identifica e implementa soluciones de causa raíz. A través del análisis de fallas como soporte, la administración del mantenimiento preventivo se convierte en un punto clave para lograr el mínimo tiempo de inactividad no programado de la máquina (Jain, A.; Bhatti, R.; Singh, H.;, 2014) (Jain, Singh, & Bhatti, 2018). No obstante, a estas alturas de la modernización, todavía hay gran cantidad de empresas que parecen ignorar las ganancias potenciales que se generan al seguir correctamente las recomendaciones del mantenimiento preventivo, tal y como un buen inventario, base de datos actualizada, preventivos adecuados para las máquinas, carga de trabajo equilibrada, costo mínimo de mantenimiento preventivo y más (Khamba & Ahuja, 2008) (Garcia Alcaraz, 2011) (Garcia, Romero Gonzàlez, & Noriega Morales, 2012).
En los últimos años la industria ha cambiado de manera excepcional. La cantidad de cambios y el corto tiempo entre uno y otro han sostenido un crecimiento exponencial, pudiera decirse, involucrando a diferentes empresas, lugares, tipos de administración, productos, tecnologías, expectativas de los clientes, actitudes de los proveedores y afectando el flujo completo de la cadena de suministros (Kanti Agustiady & Cudney, 2018) .
El mantenimiento preventivo es un camino que dirige a las empresas hacia la excelencia, puesto que promueve que los procesos se acerquen más al flujo continuo, a un ritmo definido y con metas fijadas (Drożyner, 2020). La comunicación entre los involucrados se mejora, desde los altos puestos hasta los más bajos, porque la senda en cuestión permite visualizar la planeación y lo necesario para cumplir con dicha planeación, lo que a su vez permite tomar acciones necesarias para que se continúe trabajando en tiempo y forma. También impulsa el uso óptimo de los equipos, acorde a los requerimientos del takt time y con los niveles de efectividad más altos posibles; mantiene, en suma, el equipo en niveles óptimos de desempeño y confiabilidad ( (Kanti Agustiady & Cudney, 2018), (Schutz, J.; Chelbi, A.; Rezg, N.; Ben Salem, S.;, 2019).
De acuerdo con Kanti Agustiady y Cudney (2018), la administración ha estado dedicada fuertemente hacia el mejoramiento de la administración de la productividad a través de pruebas, mediciones, reportes y análisis de costos de manufactura. Y en esa línea, la integración de la programación de producción y la programación del mantenimiento preventivo han probado reducir horas perdidas (Dutta, S.; Reddy, N.;, 2021). Así pues, siguiendo estas tendencias, el presente trabajo expone la aplicación de un sistema de mantenimiento preventivo, desde un punto de vista descriptivo más profundo, en actividades que no se encuadran en el análisis de fallas, pero sirven como estructura de soporte para todo el sistema de mantenimiento preventivo (Hooi & Leong, 2017).
El objetivo, de este trabajo, es desarrollar una metodología para la administración del mantenimiento preventivo descentralizando el análisis de fallas y haciendo un enfoque más objetivo de la forma en que se implementan los programas de mantenimiento preventivo y creando una estructura amigable, para mitigar los problemas que afectan la optimización de los procesos de mantenimiento preventivo; tales como, equipos no registrados en base de datos, base de datos con variaciones, carga de horas entre períodos desbalanceada, rutinas de mantenimiento inadecuadas para las máquinas o frecuencias inadecuadas y más.
Como objetivo complementario se tiene la validación de esta metodología al implementarla en un área médica. Para esto se estableció como medible principal el tiempo medio entre fallas actual, de 1.176 horas, y la meta de mejorarlo en 20 % para un total de 343 máquinas en el área. Después de la implementación de la metodología de mantenimiento preventivo, el promedio antes de la mejora era de 1.176 horas y después de 1.699 horas promedio, es decir, 44.47 % de mejora.
Método
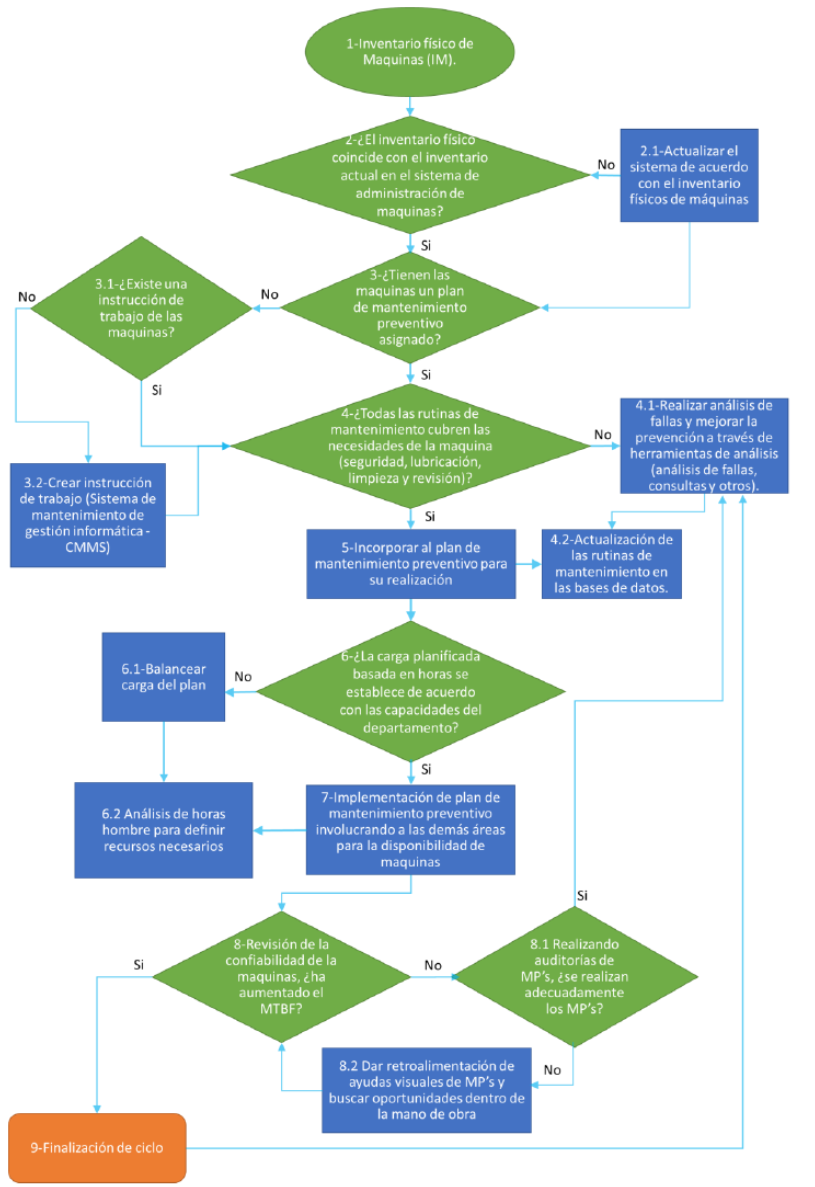
La representación de la metodología para el proceso de implementación del mantenimiento preventivo se muestra en la Figura 1. Proceso de implementación de programa de mantenimiento preventivo. A continuación, se presenta la descripción de cada paso de la metodología:
Fuente: Elaboración propia
Figura 1 Proceso de implementación de programa de mantenimiento preventivo
1) Inventario físico de máquinas. Debe mostrar una visión clara de qué máquinas hay en el área para que ninguna quede fuera del programa de mantenimiento preventivo. El método en el cual se recopila la información depende del criterio de cada desarrollador: puede ser una simple hoja de papel o un archivo en Excel, dependiendo de las necesidades o posibilidades para concretarlo. 2) ¿El inventario físico coincide con el inventario actual en el sistema de administración de máquinas? Todas las máquinas registradas en el inventario físico deben coincidir en la base de datos del sistema de administración. Los sistemas de administración varían dependiendo del área donde este se implemente: puede ser desde un archivo físico en papel, un archivo en Excel o un sistema de gestión de mantenimiento computarizado (CMMS, por sus siglas en inglés). 2.1) Actualizar el sistema de acuerdo con el inventario físico de máquinas. Todas las discrepancias entre el físico y el virtual deben eliminarse mediante el ajuste del sistema (número de series, número de modelos, número de máquina, registros y otros datos). 3) ¿Tienen las máquinas un plan de mantenimiento preventivo asignado? Una vez que el inventario de máquinas y el ajuste del sistema están completos, es necesario detectar máquinas fuera del programa de mantenimiento preventivo. 3.1) ¿Existe una instrucción de trabajo de las máquinas? No necesariamente porque una máquina esté fuera del programa de mantenimiento indica que no hay una instrucción ya desarrollada para esta; ya existen máquinas iguales adicionales en programa de mantenimiento, lo que facilita la incorporación a este, por lo que es necesario detectar qué máquina ya tiene una instrucción y evitar duplicarla. 3.2) Crear instrucción de trabajo (CMMS). Una vez identificadas las oportunidades de rutinas de las máquinas, proceda a redactar las tareas del mantenimiento preventivo utilizando el manual de la máquina y el conocimiento empírico del técnico de mantenimiento. 4) ¿Todas las rutinas de mantenimiento cubren las necesidades de la máquina (seguridad, lubricación, limpieza y revisión)? Una vez desarrollada la rutina, se deben revisar que las necesidades de la máquina estén dentro de la rutina. 4.1) Realizar análisis de fallas y mejorar la prevención a través de herramientas de análisis (análisis de fallas, consultas y otros). En la fase de detección de oportunidades de mejora se realiza un análisis del historial de fallas utilizando herramientas de gestión de datos. Para analizar históricos de las máquinas se utiliza el sistema de administración de datos de la empresa, ya sea hojas de papel, Excel o algún software de gestión para mantenimiento. 4.2) Actualización de las rutinas de mantenimiento en las bases de datos. Una vez finalizadas las rutinas de mantenimiento y de asegurar que se cubren todas las oportunidades, se debe actualizar la base de datos. 5) Incorporar al plan de mantenimiento preventivo para su realización. Cualquier rutina de mantenimiento generada debe agregarse al plan preventivo para tener una imagen completa de lo que se va a realizar, incluido todo el mantenimiento preventivo. 6) ¿La carga planificada basada en horas se establece de acuerdo con las capacidades del departamento? Se realiza un análisis comparativo entre cantidad de horas de mantenimiento preventivo de un ciclo a otro (día, semana, mes o según necesidades). 6.1) Balancear carga del plan. La carga de trabajo del programa de mantenimiento debe prorratearse para que la diferencia de un ciclo a otro sea lo más cercana posible a cero. 6.2) Análisis de horas hombre para definir recursos necesarios. A través del número de horas diarias por días laborables que tiene el trabajador, se obtiene el número de horas disponibles para el trabajador. Para una mayor precisión del análisis, debe tomar un año completo y descartar días festivos y vacaciones para que el análisis sea lo más preciso posible. 7) Implementación del programa de mantenimiento preventivo involucrando otras áreas para la disponibilidad de máquinas. El programa debe funcionar a través de la colaboración de los equipos que utilizan las máquinas, ya que pueden afectarlo: retrasar las fechas y generar un retroceso del equilibrio de carga. Es un hecho que el mantenimiento preventivo debe realizarse en algún momento para que el tiempo invertido siga siendo el mismo, pero la tarea comprometida debe mantenerse en las fechas para evitar sobrecargar el plan, y para evitar posponerlo hasta que se superponga entre sí. Se recomienda mantener informados a otros equipos de la programación del mantenimiento preventivo desde una semana hasta un mes antes de la realización, según el área. 8) Revisión de la confiabilidad de las máquinas, ¿ha aumentado el tiempo medio entre fallas? Se recomienda llevar a cabo un análisis comparativo del tiempo medio entre fallas realizado seis meses antes y graficarlo semanal o mensualmente para apreciar si realmente está funcionando. 8.1) Realizando auditorías, ¿se realizan adecuadamente los mantenimientos preventivos? Cuando la tendencia del tiempo medio entre fallas es negativa, espere el desempeño del mantenimiento preventivo. Si el desempeño es correcto, regrese al punto 4.1 y descubra la mejora de las rutinas. 8.2) Dar retroalimentación sobre las ayudas visuales del mantenimiento preventivo y buscar oportunidades dentro de la mano de obra. Si el desempeño de la rutina es inadecuado, hay dos opciones: proporcionar retroalimentación a los trabajadores sobre cómo se debe realizar el mantenimiento o buscar oportunidades en la fuerza laboral a través de capacitación especializada, capacitación cruzada o más, dependiendo de la situación del lugar de trabajo. 9) Fin de ciclo. Si el plan va de acuerdo con la metodología, finalice en este paso; si conviene continuar con la mejora, haga una salida y vuelva al punto 4.1.
Para un nuevo análisis de fallas de máquinas, se recomienda dejar que el sistema funcione durante seis meses, como mínimo, entre un análisis a otro, y así obtener datos distintos y evitar usar los mismos de análisis anteriores.
Resultados
El presente trabajo se desarrolló en una empresa encargada de fabricar productos médicos. Como marca la metodología, se empezó con el inventario físico de todas las máquinas. En total se encontraron 343 máquinas dentro del área, las cuales se registraron con todos los datos necesarios para alimentar el sistema de administración de mantenimiento, en este caso se utilizó la plataforma Strategic Asset Management Solution (SAMS), la cual proporciona el inventario de máquinas, histórico de fallas y mantenimientos preventivos, cantidad de mantenimientos preventivos y más datos de las máquinas y personal de mantenimiento.
Al aplicar el paso dos, y como se observa en la Figura 2. Hallazgos al comparar inventario físico contra sistema, se encontraron algunos hallazgos que comprometen el programa de mantenimiento preventivo. Dentro de los más relevantes se encontraron 32 máquinas físicamente en el área, pero fuera del sistema y 39 máquinas que estaban en el sistema pero que no se encontraban físicamente en el área.

Se iniciaron las correcciones del sistema de inventario con equipos que estaban en el área de trabajo, pero que no estaban registrados en la base de datos. Se eliminaron los registrados en el sistema pero que no estaban en el área, así como los ajustes de datos y se eliminó una información duplicada de la base de datos.
Después de que se completó el inventario de máquinas y se realizó el ajuste dentro del sistema de administración de mantenimiento, se revisó que cada máquina tuviera un mantenimiento preventivo asignado. Aquí se encontró que, de un total de 343 máquinas, 162 tenían la instrucción de trabajo adecuada y 135 una instrucción incorrecta. Esto se debe a que en algún momento se decidió usar la misma instrucción para diferentes máquinas o porque de inicio se asignó una instrucción que indicaba actividades que no correspondían a la máquina a la que estaba emparentada. Por último, 51 máquinas no tenían ninguna instrucción. Pero de esas 51 máquinas sin instrucciones, no todas requerían la creación de una nueva instrucción. Al separar las instrucciones por grupos de máquinas iguales, como se muestra en la Figura 3. Instrucciones de trabajo por grupo (a) y por máquinas (b), se descubrió que solo era necesario crear 10 nuevas instrucciones y actualizar nueve.

Así, utilizando la información de la Figura 3, se detectaron oportunidades de instrucciones incorrectas o faltantes. A partir de ahí se inició la mejora de las instrucciones de trabajo, como se marca en el paso cuatro. En este caso se utilizó la metodología de la empresa, que consiste en el análisis de la recurrencia de fallas a través de la metodología del principio 80-20. En la Figura 4. Gráfico de fallas 80-20, se observa un ejemplo de equipo analizado.

A través de la metodología 80-20 se seleccionó 20 % de las fallas para así eliminar 80 % del tiempo muerto (Rahman, Chowdury M. L.; Hoque, M. A.; Uddin, Syed Misbah;, 2014). La Figura 4 muestra los códigos de falla analizados. De acuerdo con las fallas que más recurrencia tuvieron, se incluyeron nuevas tareas en las rutinas de mantenimiento para minimizar el impacto. También se revisaron las rutinas de mantenimiento y se agregaron tareas críticas de seguridad, lubricación, limpieza y revisión cuando fue necesario.
Después de que todas las máquinas estuvieran en el plan de mantenimiento preventivo (paso cinco), se revisaron las frecuencias preventivas. Y se encontró una mejora en el cambio de frecuencia, de mensual a cada dos meses, esto mediante el proceso de llevar los equipos al punto de falla y así encontrar el punto óptimo entre mantenimiento preventivo y correctivo (Heizer, 2009). El análisis dio como resultado un punto óptimo de más de dos meses sin que el equipo llegará al punto de falla, dejando la puerta abierta para realizar otro análisis y quizás llevar los preventivos a más de este tiempo y cambiar el programa de mantenimiento preventivo a cada tres meses sin problema, pero, por ahora, se decidió continuar cada dos meses.
La Figura 5. Cuadro de horas del plan de mantenimiento antes y después, muestra la diferencia entre el programa anterior y el actual. Haciendo el balance de preventivos y el análisis de sobrepreventivo, se obtiene una mejora de 77.98 % de diferencia de tiempo necesario entre una semana y otra, ya que anteriormente existía una brecha de 79.5 horas (154.5 horas-75 horas) y ahora solo de 17 horas (57.5 horas-40.5 horas).

Además, la disponibilidad de las máquinas para la producción aumentará debido a que el tiempo empleado en el mantenimiento preventivo ahora solo será la mitad, pasando de 410 horas por mes a 205 para mantenimiento y dejando 205 disponibles. Dentro de esta mejora, se destaca la mano de obra responsable de la realización de los mantenimientos preventivos. Una vez determinada la sobrepreventiva, y realizando los ajustes del sistema, la cantidad de los técnicos de mantenimiento requeridos para llevar a cabo el mantenimiento preventivo se redujo de tres técnicos necesarios a 1.5. Con esta mejora se dispone de 1.5 técnicos de mantenimiento para realizar otras actividades.
Se revisó el tiempo medio entre fallas antes y después de la implementación de la metodología de mantenimiento preventivo y, tal como se observa en la Figura 6. Cuadro individual por etapas de implementación, el promedio antes de la mejora fue de 1.176 horas y después de 1.699 horas promedio, es decir, 44.47 % de mejora.

Discusión
La administración del mantenimiento preventivo no solo se basa en el análisis de fallas; hay muchos más puntos a considerar para que este funcione de forma armoniosa. Los resultados mostrados de la implementación de esta metodología reflejan una gran mejora administrativa. Desde el primer paso hasta el último, se descubrieron oportunidades que en el día a día podrían pasar desapercibidas. Algunos de los resultados más sobresalientes se enlistan a continuación.
Se agregaron 32 máquinas al inventario dentro del sistema de administración de mantenimiento preventivo.
Se agregaron al plan de mantenimiento preventivo 51 máquinas que no se tenían dentro de este.
Se crearon 10 nuevas instrucciones de mantenimiento preventivo y se actualizaron nueve para que estuviera de acuerdo con la máquina, gracias a lo cual se mejoró la forma en que se realiza el mantenimiento preventivo.
Cambio de la frecuencia del mantenimiento preventivo de mensual a bimensual que disminuyó el requerimiento de mano de obra de tres técnicos a 1.5 y bajó el tiempo de paro por mantenimiento preventivo de 410 horas mensuales a sólo 205.
Balance de descarga laboral entre períodos de una diferencia de hasta 79.5 horas a solo 17 horas; así se tiene un programa con menos variación y es posible evitar requerimientos altos inesperados que, por lo regular, se cubren con tiempo extra.
El tiempo medio entre fallas pasó de 1.176 horas a 1.699 horas, es decir, una mejora de 44.47 %.
Los resultados muestran que la administración dirigida del mantenimiento preventivo mejora las condiciones de operación de las máquinas, logra que se cumpla con los tiempos de cada etapa del proceso con el más alto nivel de efectividad de la maquinaria y mantiene el equipo en un nivel óptimo de desempeño y confiabilidad.
El trabajo realizado refuerza lo que apunta Moore (2004) respecto a que las mejores prácticas para el mantenimiento preventivo deben permitir el mantenimiento basado en el tiempo, pero solo cuando los periodos de tiempo sean justificables.
Conclusiones
Es claro que la oportunidad de mejora dentro de los programas de mantenimiento preventivo se logra mediante una correcta administración de las actividades que se realizan para poner en marcha la implementación de dicho programa.
El análisis de fallas es un punto muy importante para asegurar el correcto funcionamiento de las máquinas; pero, si se deja a un lado la administración de estos sistemas, es fácil caer en diferentes problemas, como se mostró en este artículo, ya sea desde la omisión de incorporar las máquinas en el inventario hasta el realizar mantenimientos preventivos totalmente diferente a los que requieren los equipos.
Con estudios como el presentado, las empresas pueden reducir por lo menos una tercera parte de los costos de mantenimiento y mejorar los niveles de productividad, dándole al mantenimiento el lugar que debe tener. Este tipo de análisis se debe compartir con la administración de la organización de forma que se comprenda en todos y cada uno de los niveles y se le dé el nivel de significancia que tiene. De la creación de conciencia del impacto de la función de mantenimiento puede depender el éxito o fracaso de la empresa.
Futuras líneas de investigación
Sin duda alguna, los trabajos de investigación dan la pauta para nuevas ideas y el desarrollo de nuevos criterios respecto al tema, por lo que las futuras líneas de investigación resultantes del trabajo desarrollado se enlistan a continuación:
Réplica de la metodología descrita en el artículo en diferentes condiciones de programas de mantenimiento preventivo en búsqueda de limitantes nuevas para la elaboración de una metodología más robusta.
Implementación o adaptación de la metodología descrita en el artículo en diferentes programas de planeación y su comparación con los programas actuales.
Análisis de la optimización de la carga laboral por horas en programas de mantenimiento preventivo por periodos y sus beneficios en los planes de producción.
Análisis de tareas en rutinas de mantenimiento preventivo, el qué, cuándo y por qué de cada tarea y su adaptación a la frecuencia óptima.
Determinar cuándo una falla tiende a ser mejor opción que el mantenimiento preventivo respecto a costo y disponibilidad de máquinas para actividades fuera de mantenimiento.
Rentabilidad en el mantenimiento: el valor de las máquinas contra el valor de inversión para su mantenimiento.
Cada una de estas nuevas líneas es una oportunidad para desarrollar nuevas ideologías de mejoramiento respecto a los programas de mantenimiento preventivo e incluso a otras áreas de programación.

